Кафедра машин и аппаратов химических и пищевых производств
ДИПЛОМНЫЙ ПРОЕКТ
Линия производства формового хлеба с разработкой просеивателя для муки производительностью 1 т/ч
Пояснительная записка
Содержание.
|
1. |
Введение Состояние вопроса…………………………………………………….... |
|
|
1.1 |
Описание технологических процессов и применяемого оборудования..................................................................................... |
|
|
1.1.1 |
Стадии технологического процесса…………………………………… |
|
|
1.1.2 |
Характеристика комплексов оборудования………………………… |
|
|
1.1.3 |
Устройство и принцип действия линии по производству формового хлеба……………………………………………………………………. |
|
|
1.2 |
Машины применяемые для просеивания муки……………………… |
|
|
1.3 |
Выбор и обоснование наиболее рационального варианта конструкции просеивателя……………………………………………. |
|
|
1.3.1 |
Устройство для просеивания материалов…………………………… |
|
|
1.3.2 |
Просеивающее устройство……………………………………………. |
|
|
1.3.3 |
Мукопросеиватель…………………………………………………….. |
|
|
1.3.4 |
Просеиватель сыпучих продуктов……………………………………. |
|
|
2. |
Конструкторская часть………………………………………………… |
|
|
2.1 |
Расчет производительности…………………………………………… |
|
|
2.2 |
Расчет мощности……………………………………………………….. |
|
|
2.3 |
Расчет клиноременной передачи……………………………………… |
|
|
2.4 |
Расчет вала……………………………………………………………… |
|
|
2.5 |
Расчет подшипников……………………………………………………. |
|
|
2.6 |
Напряжение и деформация при кручении стержня кольцевого поперечного сечения…………………………………………………… |
|
|
3. |
Технологический процесс дефектации и восстановления детали….. |
|
|
3.1 |
Конструкция детали и ее назначение………………………………… |
|
|
3.2 |
Материал детали………………………………………………………… |
|
|
3.3 |
Возможные дефекты детали и способы их обнаружения……………. |
|
|
3.4 |
Определение предельных и допустимых износов детали……………. |
|
|
3.5 |
Способы восстановления детали………………………………………. |
|
|
3.6 |
Оценка ремонтопригодности детали…………………………………. |
|
|
3.7 |
Выбор припусков на механическую обработку…………………….. |
|
|
3.8 |
Описание ремонтного чертежа детали……………………………….. |
|
|
3.9 |
Разработка окончательного подефектного технологического процемма восстановления детали…………………………………….. |
|
|
3.10 |
Расчет режимов обработки и норм времени…………………………. |
|
|
3.11 |
Выбор технологического оборудования…………………………….. |
|
|
3.12 |
Выбор режущего инструмента……………………………………….. |
|
|
3.13 |
Выбор мерительного инструмента…………………………………… |
|
|
3.14 |
Выбор ремонтных материалов……………………………………….. |
|
|
3.15 |
Описание специального ремонтного приспособления……………… |
|
|
3.16 |
Выводы по разделу……………………………………………………. |
|
|
4. |
Безопасность труда…………………………………………………….. |
|
|
4.1 |
Анализ и обеспечение безопасности условий труда………………… |
|
|
4.2 |
Расчет естественной вентиляции в помещениях…………………….. |
|
|
4.3 |
Расчет продолжительности эвакуации из цеха производства формового хлеба……………………………………………………….. |
|
|
5. |
Экономическая часть…………………………………………………… |
|
|
5.1 |
Расчет себестоимости оборудования………………………………… |
|
|
5.2 |
Расчет капитальных вложений в оборудование………………………. |
|
|
5.3 |
Расчет эксплуатационных затрат на годовой выпуск продукции….. |
|
|
5.4 |
Планирование заработной платы…………………………………….. |
|
|
5.5 |
Планирование прибыли……………………………………………….. |
|
|
5.6 |
Расчет показателей эффективности капитальных вложений………. |
|
|
|
Заключение…………………………………………………………….…. |
|
|
|
Список использованных источников…………………………………. |
|
|
|
Приложение. Спецификация…………………………………………… |
|
1 Состояние вопроса
1.1 Описание технологических процессов и применяемого оборудования
1.1.1 Стадии технологического процесса.
Приготовление хлеба можно разделить на следующие стадии:
— подготовка сырья к производству: хранение, смешивание, аэрация, просеивание и дозирование муки; подготовка питьевой воды; приготовление и темперирование растворов соли и сахара, жировых эмульсий и дрожжевых суспензий;
— дозирование рецептурных компонентов, замес и брожение опары и теста;
— разделка — деление созревшего теста на порции одинаковой массы;
— формование — механическая обработка тестовых заготовок с целью придания им определенной формы: шарообразной, цилиндрической, сигарообразной и др.;
— расстойка — брожение сформированных тестовых заготовок. После расстойки тестовые заготовки могут подвергаться надрезке (батоны, городские булки и др.);
— гидротермическая обработка тестовых заготовок и выпечка хлеба;
— охлаждение, отбраковка и хранение хлеба.
1.1.2 Характеристика комплексов оборудования.
В зависимости от назначения все оборудование используемое на хлебопекарных предприятиях подразделяют на технологическое, транспортное, энергетическое, санитарно-техническое и вспомогательное.
Технологическое оборудование делится на следующие группы:
- Оборудование для хранения и подготовки к производству основного и дополнительного сырья. Сюда относятся оборудование складов бестарного хранения и подготовки муки к производству, оборудование для хранения и подготовки сахара, соли, растительного масла, молока, молочной сыворотки, дрожжей и дрожжевой эмульсии, а также машины для активации дрожжей, приготовления эмульсий, водно-мучных питательных смесей и др.
- Оборудование для дозирования и темперирования компонентов. Включает дозаторы воды и жидких компонентов, дозаторы сыпучих компонентов.
- Оборудование для приготовления теста и тестовых полуфабрикатов. Сюда относят тестомесильные установки для приготовления опары и теста.
- Оборудование для брожения опары и теста. Сюда входят тестоприготовительные агрегаты, применяемые на хлебозаводах.
- Оборудование для деления теста на куски. К нему относятся тестоделительные машины и делительно-округлительные агрегаты.
- Оборудование для формования тестовых заготовок и полуфабрикатов. К нему относят округлительные и закаточные машины.
- Оборудование для расстойки, укладки и пересадки тестовых заготовок. К нему относят расстойные шкафы и механизмы для укладки, пересадки и надрезки тестовых заготовок.
- Агрегаты для выпечки и сушки тестовых заготовок. Сюда входят хлебопекарные печи для выпечки.
- Оборудование для упаковки, хранения и транспортирования готовых изделий. Сюда относится оборудование остывочных отделений, экспедиций и складов готовой продукции.
Каждая классификационная группа состоит из подгрупп, различаемых по принципу действия, конструктивным и функциональным особенностям. Они будут рассмотрены ниже в соответствующих разделах.
Начальные стадии технологического процесса производства хлеба выполняются при помощи комплексов оборудования для хранения, транспортирования и подготовки к производству муки, воды, соли, сахара, жира, дрожжей и других видов сырья. Для хранения сырья используют мешки, металлические и железобетонные емкости и бункера. На небольших предприятиях применяют механическое транспортирование мешков с мукой погрузчиками, а муку — нориями, цепными и винтовыми конвейерами. На крупных предприятиях используют системы пневматического транспорта муки. Жидкие полуфабрикаты перекачиваются насосами. Подготовку сырья осуществляют при помощи просеивателей, смесителей, магнитных аппаратов, фильтров и вспомогательного оборудования. Ведущий комплекс линии состоит из оборудования для темперирования, дозирования и смешивания рецептурных компонентов; брожения опары и теста; деления теста на порции и формования тестовых заготовок и полуфабрикатов. В состав этого комплекса входят дозаторы, тестоприготовительные агрегаты, тестомесильные, делительные и формующие машины.
Следующий комплекс линии включает оборудование для расстойки, укладки и выпечки тестовых заготовок. К нему относятся расстойные шкафы, механизмы для укладки, пересадки, нарезки тестовых заготовок и хлебопекарные печи.
Завершающий комплекс оборудования линии обеспечивает охлаждение, упаковывание, хранение и транспортирование готовых изделий. Он содержит оборудование остывочных отделений, экспедиций и складов готовой продукции.
На рисунке 1 показана машинно-аппаратурная схема линии для производства одного из массовых видов хлеба — подового хлеба из пшеничной муки.
1 — укладчик; 2 — расстойный шкаф; 3 — воздушный фильтр; 4 — компрессор; 5 — ресивер; 6 — сопло; 7 — роторный питатель; 8 — приемный щиток; 9 — силос; 10 — материалопровод; 11 —переключатель мучных линий; 12 — осадительный бункер; 13 — просеиватель; 14 — промежуточный бункер; 15 — автовесы; 16 —производственный силос; 17 — тестомесильная машина; 18—автоматическая дозировочная станция для жидких компонентов; 19 —опарный бункер тестоприготовительного агрегата; 20 и 21 — расходные баки для соли и для дрожжевой эмульсии; 22 — бункер для брожения теста; 23 — тестоделитель; 24 — округлитель; 25 — тоннельная печь; 26 —хлебоукладочная машина; 27 — контейнеры для хлеба.
Рисунок 1- Машинно-аппаратурная схема линии производства хлеба
1.1.3 Устройство и принцип действия линии по производству формового хлеба
Муку доставляют на хлебозавод в автомуковозах, принимающих до 1...8 т муки. Автомуковоз взвешивают на автомобильных весах и подают под разгрузку. Для пневматической разгрузки муки автомуковоз оборудован воздушным компрессором и гибким шлангом для присоединения к приемному щитку 8. Муку из емкости автомуковоза под давлением по трубам 10 загружают в силосы 9 на хранение.
Дополнительное сырье-раствор соли и дрожжевую эмульсию хранят в емкостях 20 и 21. Раствор соли предварительно готовят в специальной установке.
При работе линии муку из силосов 9 выгружают в бункер 12 с применением системы аэрозольтранспорта, который кроме труб включает в себя компрессор 4, ресивер 5 и воздушный фильтр 3. Расход муки из каждого силоса регулируют при помощи роторных питателей 7 и переключателей 11. Для равномерного распределения сжатого воздуха при различных режимах работы перед роторными питателями устанавливают ультразвуковые сопла 6.
Программу расхода муки из силосов 9 задает производственная лаборатория хлебозавода на основе опытных выпечек хлеба из смеси муки различных партий. Такое смешивание партий муки позволяет выравнивать хлебопекарные качества рецептурной смеси муки, поступающей на производство. Далее рецептурную смесь муки очищают от посторонних примесей на просеивателе 13, снабженном магнитным уловителем, и загружают через промежуточный бункер 14 и автоматические весы 15 в производственные силосы 16.
В данной линии для получения хорошего качества хлеба используют двухфазный способ приготовления теста. Первая фаза — приготовление опары, которую замешивают в тестомесильной машине 17. В ней дозируют муку из производственного силоса 16, также оттемперированную воду и дрожжевую эмульсию через дозировочную станцию 18. Для замеса опары используют от 30 до 70 % муки. Из машины 17 опару загружают в шестисекционный бункерный агрегат 19.
После брожения в течение 3,0...4,5 ч опару из агрегата 19 дозируют во вторую тестомесильную машину с одновременной подачей оставшейся части муки, воды и раствора соли. Вторую фазу приготовления теста завершают его брожением в емкости 22 в течение 0,5... 1,0 ч.
Готовое тесто стекает из емкости 22 в приемную воронку тестоделительной машины 23, предназначенной для получения порций теста одинаковой массы. После обработки порций теста в округлительной машине 24 образуются тестовые заготовки шарообразной формы, которые с помощью маятникового укладчика 1 раскладывают в ячейки люлек расстойного шкафа 2.
Расстойка тестовых заготовок проводится в течение 35...50 мин. При относительной влажности воздуха 65...85 % и температуре 30...40 °С в результате брожения структура тестовых заготовок становится пористой, объем их увеличивается в 1,4... 1,5 раза, а плотность снижается на 30...40 %. Заготовки приобретают ровную гладкую эластичную поверхность. Для предохранения тестовых заготовок от возникновения при выпечке трещин-разрывов верхней корки в момент перекладки заготовок на под печи 25 их подвергают надрезке или наколке.
На входном участке пекарной камеры заготовки 2...3 мин подвергаются гидротермической обработке увлажнительным устройством при температуре 105... 110 °С. На среднем и выходном участках пекарной камеры заготовки выпекают при температуре 200.. .250 °С В процессе движения с подом печи тестовые заготовки последовательно проходят все тепловые зоны пекарной камеры, где выпекаются за промежуток времени от 20 до 55 мин, соответствующий технологическим требованиям на выпускаемый вид хлеба.
Выпеченные изделия с помощью укладчика 26 загружают в контейнеры 27 и направляют через отрывочное отделение в экспедицию.
1.2 Машины для просеивания муки
Поступающая на хлебозавод мука имеет посторонние примеси (обрывки шпагата, ворс от мешков, слежавшиеся комки муки, мучные вредители, мышиный помет и пр.). На самом хлебозаводе в муку могут попасть случайные посторонние предметы (гайки, винты, гвозди и т. п.). Следовательно, мука, поступающая в производство, подлежит обязательному просеиванию, т. е. механическому отделению посторонних предметов. Кроме того, в процессе просеивания мука разрыхляется и аэрируется (насыщается воздухом), что в определенной степени способствует хорошему брожению теста, выходу и качеству хлебобулочных изделий.
Для просеивания муки применяют просеивающие машины с ситами различных форм и ячейками определенных размеров. Основным рабочим органом просеивающих машин является сито. Сита в просеивающих машинах бывают движущиеся и неподвижные, выполненные плоскими или барабанными цилиндрической или призматической формы.
При просеивании мука поступает на сито, скользит по ситовому полотну и проходит сквозь его отверстия, при этом более крупные примеси остаются на сите и затем выводятся из машины.
Частицы продукта, прошедшие через отверстия сита, называются проходом, а не прошедшие — сходом.
На хлебопекарных предприятиях применяются сита из стальной низкоуглеродистой отожженной проволоки, а также из стальной сетки. Такие сита характеризуются определенным номером, соответствующим размеру стороны его ячейки в свету в миллиметрах.
Для просеивания пшеничной муки применяются сита oт № 1 до 1,6, для ржаной — от № 2 до 2,5. Например, сита № 1; 1,4; 2,2 и 2,5 имеют соответственно размеры сторон его квадратной ячейки 1; 1,4; 2,2 и 2,5 мм.
В зависимости от конструктивных особенностей применяемых сит просеивающее оборудование подразделяется на машины с плоскими вращающимися барабанными и неподвижными барабанными ситами.
Первая группа машин имеет сито, которое совершает движение с помощью кривошипного, эксцентрикового или самобалансного механизма. Эти машины не получили распространения на хлебозаводах и рассматриваться не будут.
Просеивающие машины с неподвижными барабанными ситами. Эти машины характеризуются неподвижными полуцилиндрическими или цилиндрическими ситами, относительно которых мука перемещается посредством вращающихся бичей или шнеков.
Среди этой группы машин наибольшее распространение получил просеиватель «Пионер» марки ПП, который в последнее время был модернизирован и выпускается под маркой П2-П. В промышленности применяются также машины «Пионер-М» и малогабаритный просеиватель для хлебопекарен на судах флота рыбной промышленности марки П-5. Все эти просеиватели аналогичны по конструкции и принципу работы и применяются на небольших хлебозаводах с тарным хранением муки.
В настоящее время по предложению И. Д. Егорова освоены и находят широкое применение малогабаритные просеиватели «Воронеж» с горизонтальным неподвижным цилиндрическим ситовым барабаном, которые устанавливаются в складах бестарного хранения муки взамен просеивателей типа бурат.
Просеиватель «Пионер» конструкции инженера Г. Э. Нудельмана показан на рисунке 2. Основными узлами просеивателя являются загрузочный бункер с крышкой и предохранительной решеткой, вертикальный подающий шнек, центрифугальный лопастный просеиватель, магнитный уловитель и приводной механизм с индивидуальным электродвигателем. В загрузочном бункере установлены две спиральные лопасти, подающие муку к вертикальному шнеку, расположенному в металлическом корпусе, который при вращении поднимает ее к просеивателю.
1 — загрузочный бункер; 2 — крышка; 3 — предохранительная решетка; 4 — спиральные лопасти, подающие муку в корпус шнека; 5 — ведомая шестерня; 6 — ведущая шестерня; 7 — вертикальный подающий шнек; 8 —корпус шнека; 9 — магнитный уловитель; 10 — внутреннее неподвижное цилиндрическое сито; 11 — внешнее неподвижное сито; 12 — съемная ситовая рама внешнего сита; 13 — наружный металлический кожух внешнего сита; 14 — конус, сбрасывающий центробежной силой посторонние предметы в сборник; 15 — приводной механизм; 16 — электродвигатель; 17 — сплошная полуокружность внешнего сита; 18 — вертикальные лопасти просеивателя; 19 — наклонные лопатки лопастей; 20 — центрифугальный лопастный просеиватель
Рисунок 2. Просеиватель «Пионер» с неподвижными вертикальными барабанными ситами.
Центрифугальный лопастный просеиватель состоит из внутреннего неподвижного цилиндрического сита для задержания крупных примесей и внешнего неподвижного сита для задержания мелких примесей. Одна полуокружность внешнего сита образована сплошным металлическим листом, а другая представляет собой съемную ситовую рамку, закрытую снаружи металлическим кожухом. Между внешним и внутренним ситами вращаются вертикальные лопасти центрифугального просеивателя, закрепленные на конусе, посаженном на валу шнека. Лопасти несут на себе наклонные лопатки.
Магнитный уловитель снабжен постоянными магнитами и состоит из магнитных дуг, сваренных между собой и образующих магнитный блок. Магнитные дуги намагничиваются без извлечения их из аппарата.
На верхнем конце шнека установлен шкив, который через клиноременную передачу получает вращение от электродвигателя,
Принцип действия просеивателя заключается в следующем. Муку засыпают в загрузочный бункер, откуда она с помощью питателя и шнека поднимается в просеивательную головку, где мука сначала просеивается через цилиндрическое внутреннее сито, а затем захватывается вращающимися вертикальными лопастями и отбрасывается центробежной силой на внешнее густое сито, где и просеивается вторично. Мука, прошедшая через оба сита, попадает в канал, а оттуда через магнитный блок выходит в приготовленную тару (например, дежу). Крупные посторонние примеси, задержанные внутренним ситом, перемещаются шнеком вверх и подаются последним витком на поверхность вращающегося конуса, откуда сбрасываются под действием центробежной силы через окно в канал для отходов. Мелкие примеси, задержанные внешним ситом, поднимаются вверх наклонными лопатками и выбрасываются в тот же сборник для отходов.
Для просеивания муки различных сортов имеется два вида внешних сит: для муки 80—85 %-ной на ситовой раме устанавливают сито № 1,2, а для муки 80—95 %-ной —сито № 1,6.
Достоинствами просеивателя «Пионер» являются его малые габаритные размеры, компактность и высокая производительность. К недостаткам этой машины следует отнести то, что в результате протирания муки через сита не исключена возможность дробления, перетирания и прохода вместе с мукой различных примесей, находящихся в муке.
Просеиватель «Воронеж» (рисунок 3) представляет собой корпус с приемным патрубком, внутри которого расположены горизонтальный вал несущий, в зоне приемного патрубка, перья подающего шнека, а затем, в зоне горизонтального цилиндрического ситового барабана, лопасти ворошителя. Вал шнека и ворошителя установлен на выносных подшипниках, смонтированных в корпусе машины. В корпусе просеивателя находится неподвижно-съемный ситовой барабан, сито которого выполнено из стальной сетки № 2. Под ситовым барабаном установлены четыре пары подковообразных магнитов. Торцевая крышка горизонтального вала просеивателя выполнена съемной и снабжена отверстием и патрубком для удаления схода. Горизонтальный вал получает вращение от электродвигателя с частотой вращения 930 об/мин через клиноременную передачу. Частота вращения горизонтального вала также составляет 930 об/мин. Электродвигатель устанавливают на раме вне машины в удобном для обслуживания месте.
Принцип действия просеивателя заключается в следующем. Муку, поступающую в приемный патрубок машины из системы пневмотранспорта, шнека, нории или другого оборудования, захватывают перья шнека и подают ее на ситовый барабан. Лопасти ворошителя отбрасывают муку на внутреннюю поверхность сита. Просеянная мука проходит вниз через выходной патрубок между установленными в нем магнитными уловителями. Посторонние примеси, задержанные ситом, перемещаются к торцевой крышке горизонтального вала и через специальный патрубок отводятся в сборник для отходов.
Эффективность работы просеивателя и его производительность зависят от зазора между ситом и ворошителем, который должен составлять 3—5 мм. Если зазор больше, то производительность резко снижается и значительное количество муки выбрасывается в сход. Трение ворошителя о сетку недопустимо, так как может вызвать ее разрыв. Поэтому при замене сита необходимо тщательно контролировать крепление и натяжение сетки на каркасе ситового барабана, а также правильность его установки.
1 — корпус просеивателя; 2 — неподвижный горизонтальный ситовый барабан; 3 — горизонтальный вал; 4 — ворошитель; 5 — приемный патрубок; 6 — шкив привода горизонтального вала; 7 — перья подающего шнека; 8 — выходной патрубок; 9 — магнитный уловитель; 10 — патрубок для удаления схода
Рисунок 3. Просеиватель «Воронеж» с неподвижным горизонтальным ситовым барабаном.
Достоинствами просеивателя «Воронеж» являются малые его габаритные размеры и высокая производительность, позволяющая применять его на хлебопекарных предприятиях различной мощности.
Однако просеиватели «Воронеж» могут быть рекомендованы для работы на предприятиях, получающих сырье, уже прошедшее предварительную очистку на мельничных заводах, так как просеивание в этих машинах отличается от просеивания в просеивателях типа «Бурат». Это объясняется тем, что сито представляет собой неподвижный цилиндр, через который просеиваемый материал продавливается вращающимися лопастями (аналогично просеивателю «Пионер»), и что включения, не имеющие большой механической прочности, могут быть продавлены через ячейки ситовой поверхности.
Для улучшения работы и обслуживания просеивателя «Воронеж» на Киевском опытном хлебозаводе по предложению рационализаторов подшипники горизонтального вала выносят за пределы корпуса, а сам корпус делают разборным вдоль образующей. Это позволяет избежать попадания муки в подшипники и облегчает замену и очистку ситового барабана.
Просеивающие машины с вращающимися барабанными ситами. Эта группа машин носит название буратов и в настоящее время широко распространена. Бураты — это машины непрерывного действия, которые применяют на заводах с бестарным хранением муки. Бураты имеют цилиндрическое, коническое, призматическое или пирамидальное сито, которое вращается вокруг наклонной или горизонтальной оси.
На хлебозаводах страны наибольшее распространение получили пирамидальные бураты. К этой же группе машин относится созданный УкрНИИпродмашем в последнее время универсальный просеиватель вертикального типа марки А2-ХПВ, который должен полностью заменить все виды вертикальных просеивателей типа «Пионер» на хлебозаводах с тарным хранением муки. Аналогично просеивателю А2-ХПВ создан также малогабаритный просеиватель марки А2-ХПГ взамен просеивателя П-5.
Пирамидальный бурат представлен на рисунке 4. Основным его рабочим органом является пирамидальный ситовый барабан, установленный жестко на горизонтальном валу.
Ситовый пирамидальный барабан имеет вид шести- или пятигранника. Каждая грань представляет собой съемные рамки, на которые натянуты плоские сита. Рамки монтируют на каркасе барабана с помощью болтов с барашками. Мука подается через загрузочное отверстие и подающим шнеком вводится внутрь барабана, где просеивается. Мука 'после просеивания (проход) подается на наклонные щитки, которые направляют ее мимо полюсов магнитного уловителя в отводящий распределительный шнек.
Магнитный уловитель задерживает мелкие металлические примеси, которые прошли сквозь сито. Крупные примеси (сход) перемещаются вдоль барабана, выходят из него и через течку направляются в сборный ящик отходов. Чтобы очистить магнитный уловитель, его необходимо повернуть на 90° вокруг шарниров, на которых коробка магнитного уловителя крепится к станине машины. Очистку магнитов следует производить не реже 1 раза в смену.
1 — загрузочное отверстие; 2 — подающий шнек; 3 — вращающийся пирамидальный ситовый барабан; 4 — спицы ситового барабана; 5 — горизонтальный вал ситового барабана; 6 — съемные рамки (грани) ситового барабана; 7 — наклонные направляющие щитки; 8 — магнитный уловитель; 9 — течка для вывода отходов; 10 — отводящий распределительный шнек
Рисунок 4. Пирамидальный бурат с вращающимся горизонтальным ситовым барабаном.
Для удобства очистки внутренней поверхности машины, осмотра и замены ситовых рамок крышка корпуса открывается на петлях, а в боковых стенках машины предусмотрены плотно закрывающиеся люки. Очистку и замену сит производят снятием рамок с каждой грани барабана.
При эксплуатации буратов наибольшему износу подвергаются сита, срок службы которых определяется степенью их натяжения. При слабом натяжении сит срок службы их значительно сокращается и увеличивается число обрывов проволоки.
Недостатками буратов является то, что только 1/4 - 1/6 часть поверхности ситового барабана является рабочей.
Универсальный просеиватель А2-ХПВ конструкции УкрНИИпродмаша (рисунок 5)—машина периодического действия с цилиндрическим ситовым барабаном, вращающимся вокруг вертикальной оси. Просеиватель состоит из станины, на которой смонтированы бункер, ситовый барабан, отводящий вертикальный шнек и привод. Бункер в верхней части снабжен предохранительной решеткой и козырьком для предотвращения распыла муки, а в нижнем — подвижным кольцом, снабженным пазами для крепления на выходном патрубке бункера в требуемом положении. Бункер устанавливается на специальные упоры, выполненные на станине. Под бункером на вертикальном приводном валу, расположенном по оси бункера, укреплен полый ситовый барабан, внутри которого расположен очиститель внутренней ситовой поверхности барабана. Внутри бункера с целью устранения сводов в муке на конце вертикального приводного вала закреплен ворошитель. На наружной поверхности ситового барабана закреплены пластины, отводящие просеянную муку в шнек. Отводящий вертикальный шнек установлен в трубе, на концах которой выполнены окна: нижнее — для приема муки, прошедшей через ситовый барабан, верхнее, снабженное отводным патрубком, — для выдачи просеянной муки в приемную емкость. На отводном патрубке машины смонтированы магнитные уловители. Привод шнека и вертикального приводного вала осуществляется посредством электродвигателя и ременной передачи. Электродвигатель смонтирован в нижней части станины (на рисунке не показан).
Принцип действия просеивателя заключается в следующем. Подлежащая просеиванию мука засыпается в неподвижный бункер, дном которого служит вращающееся сплошное дно ситового барабана. Слой муки увлекается дном барабана и подается в зазор между последним и кольцом, установленным на нижнем выходном патрубке бункера. Величину данного зазора устанавливают в соответствии с необходимой производительностью машины. Под действием центробежной силы мука из зазора отбрасывается на внутреннюю поверхность ситового барабана, просеивается через сито и при помощи пластин, закрепленных на наружной поверхности ситового барабана, подается в нижнее окно трубы отводящего шнека. Отводящий вертикальный1 шнек транспортирует муку вверх к верхнему окну в трубе шнека и далее разгружается из машины через отводной патрубок, снабженный магнитным уловителем, и очищается от возможных металлических примесей. Для облегчения затекания муки из бункера и предотвращения сводов служит вращающийся ворошитель, а для предотвращения забивания внутренней поверхности ситового барабана мукой предусмотрен очиститель. Для более равномерного распределения муки по ширине отводного патрубка с целью обеспечения надежной ее очистки от металлических примесей последний смещен от оси трубы шнека в направлении его вращения, т. е. в направлении выходящей из трубы шнека струи муки.
1 — козырек для предотвращения распыла муки; 2 — бункер; 3—предохранительная решетка бункера; 4 — ворошитель; 5 — станина машины; 6 — вращающийся вертикальный ситовый барабан; 7 — очиститель внутренней ситовой поверхности; 8 — подвижное кольцо бункера; 9 — сплошное дно ситового барабана; 10 — вертикальный приводной вал; 11, 13 — клиноременные передачи привода; 12 — нижнее приемное окно трубы шнека; 14 — пластины отвода просеянной муки в окно трубы шнека; 15 — отводящий вертикальный шнек; 16 — труба (кожух) шнека; 17 — отводной патрубок; 18 — магнитный уловитель; 19 — верхнее отводящее окно трубы шнека.
Рисунок 5. Универсальный просеиватель А2-ХПВ с вращающимся вертикальным ситовым барабаном.
1.3 Выбор и обоснование наиболее рационального варианта конструкции просеивателя.
1.3.1 Устройство для просеивания материалов
Патент № 611691
Изобретение относится к машинам для очистки сыпучих материалов от механических примесей.
Известны устройства для просеивания сыпучих материалов, содержащие помещенный в корпусе пирамидальный ситовый ротор и расположенную с наружной стороны сит щетку, приводимую во вращение при помощи двух роликов, взаимодействующих с направляющими на поверхности ротора .
Недостатком этого просеивателя является малая производительность, обусловленная низкой скоростью вращения ротора и недостаточной эффективностью очистки ячеек плоских граней ротора. Отсутствие внутри вращающегося пирамидального сита рабочего (перемешивающего) органа приводит к комкообразованию просеиваемого материала внутри ротора и увеличивает потери материала за счет попадания комков в сход вместе с удаляемыми механическими примесями.
Целью изобретения является повышение производительности и сокращение потерь материала за счет вращения сита в направлении, противоположном направлению вращения рабочего органа.
Это достигается тем, что в данном устройстве привод снабжен планетарной передачей, посредством которой сито связано с валом.
На рисунке 6 изображено предлагаемое устройство, продольный разрез; на рисунке 7 — поперечный разрез по валу планетарной передачи (разрез А—А на рисунке 6); на рисунке 8 — поперечный разрез устройства (разрез Б—Б на рисунке 6); на рисунке 9 — кинематическая схема работы устройства.
Устройство содержит сварной корпус 1, в котором установлено с возможностью вращения цилиндрическое сито 2. Рама 3 сита посредством кронштейнов 4 и 5 связана с полыми ступицами 6 и 7, сквозь которые проходит рабочий вал 8 устройства. На валу закреплены раздельные била 9 с лопатками 10. На конец вала насажена ведущая шестерня 11, входящая в зацепление с промежуточной шестерней 12. Шестерня 12 взаимодействует с планетарным зубчатым колесом 13, жестко связанным со ступицей б вращающегося сита 2. К крышке 14 корпуса с помощью рычагов 15 и 16 шарнирно прикреплена цилиндрическая щетка 17, на валу которой предусмотрены ролики 18 и 19, взаимодействующие с направляющими 20 и 21, закрепленными на наружной поверхности сита 2 у его торцов. В нижней части корпуса имеется лоток 22 для выхода просеянного сыпучего материала. На стенках лотка установлены магнитные улавливатели 23, предназначенные для сепарации мелких металлических частиц, прошедших через ячейки сита. Предусмотрена также течка 24 для удаления механических примесей из пространства внутри цилиндрического сита 2. На продолжении рабочего вала 8 имеется шнек 25, корпус 26 которого соединен с корпусом 1 устройства. Корпус 26 шнека снабжен воронкой 27 для подачи просеиваемого сыпучего материала. На конце вала 8 предусмотрен шкив 28, связанный клиноременной передачей со шкивом приводного двигателя 29.
Устройство работает следующим образом:
Сыпучий материал подаётся на просеивание через воронку 27 в корпус 26 шнека 25. Шнек перемешает материал в осевом направлении внутрь цилиндрического сита 2. Била 9 с лопатками 10 на вращающемся валу разрыхляют материал и разбивают его комки. При этом шестерня 11 на валу 8 через промежуточную шестерню 12 передает, вращение от вала планетарному зубчатому колесу 13, за счет чего обеспечивается вращение цилиндрического сита 2 в направлении, противоположном направлению вращения вала 8. Ролики 18 и 19, перекатываясь по направляющим 20 и 21 па наружной поверхности сита 2, передают вращение цилиндрической щетке 17, благодаря чему осуществляется непрерывная механическая очистка ячеек сита но мере его вращения. Частицы просеянного материала под действием своей массы проходят через ячейки сита 2 и попадают в выходной лоток 22. При проходе материала через лоток магнитные улавливатели 23 сепарируют мелкие металлические частицы, прошедшие вместе с материалом через ячейки сита. Механические примеси, оставшиеся внутри сита 2 и не прошедшие через его ячейки, удаляются через течку 24 в сход.
Технико-экономическая эффективность просеивательного устройства предлагаемой конструкции заключается в повышении производительности по сравнению с просеивателями известных конструкций и в сокращении потерь сыпучего материала, удаляемого вместе с механическими примесями в сход.
Формула изобретения.
Устройство для просеивания сыпучих материалов, включающее корпус с размещенным на нем цилиндрическим ситом, вал рабочего органа, установленный внутри сита, и очистительное устройство в виде вращающейся цилиндрической щетки, отличающееся тем, что, с целью повышения производительности и сокращения потерь просеиваемого материала за счет вращения сита в направлении, противоположном направлению вращения рабочего органа, привод снабжен планетарной передачей, посредством которой сито связано с валом.
Рисунок 6 – Продольный разрез.
Рисунок 7 – Поперечный разрез по валу планетарной передачи
Рисунок 8 – Поперечный разрез устройства
Рисунок 9 – Кинематическая схема работы устройства.
1.3.2. Просеивающее устройство
Патент № 1433507.
Изобретение относится к разделению материалов по крупности, преимущественно для обработки строительных отделочных смесей. Цель изобретения – повышение надежности в работе и качества разделения материала. Устройство включает корпус 1, загрузочный бункер 2, приводной вал 3, установленный в подшипниковых опорах 4 с прикрепленным к нему шнеком 5. На 3 выполнены отверстия 6, в которых установлены стержневые элементы 7 П-образной формы. На вертикальные участки 7 установлены пружинные 8, снаружи 7 охватываются спиралью 9. Горизонтальная часть 7 прижимается к внутренней полости 9 и загнута в сторону 9, а их проекция на горизонтальную плоскость, проходящую через ось 9, выполнена под углом к оси. Устройство снабжено выгрузочными люками 10 и 11. Материал шнеком 5 подается внутрь вращающейся 9. Подрешетный продукт поступает в люк 10, надрешетный – в люк 11. При заклинивании 9 крупной фракцией 7 прокручивается внутри 9, что предохраняет 9 от скручивания. Горизонтальная часть 7 прижимается к внутренней полости 9, что исключает прогиб 9. При этом межвитковый зазор остается постоянным по всей длине 9. Загнутые концы горизонтальной части 7 ограничивают ее перемещение вдоль оси 3.
Рисунок 10 – Общий вид предлагаемого устройства.
Изобретение относится к технике для разделения материалов по их крупности, например к просеивающим и процеживающим устройствам, преимущественно для обработки строительных отделочных смесей.
Цель изобретения – повышение надежности в работе и качества разделения материала.
Ha рисунке 10 изображено предлагаемое устройство, общий вид; на рисунке 11 сечение А-А на рисунка 10.
Просеивающее устройство содержит корпус 1, загрузочный бункер 2, приводной вал 3, установленный в подшипниковых опорах 4, причем на приводном валу 3 крепится подающий шнек 5. В отверстиях 6, выполненных в приводном валу 3, установлены стержневые элементы 7 П-образной формы. На вертикальные участки стержневых элементов 7 (между горизонтальной частью стержневой системы и приводным валом) установлены пружинные элементы 8. Спираль 9 охватывает снаружи стержневые элементы 7. Горизонтальная часть стержневых элементов 7 прижимается к внутренней полости спирали 9 благодаря наличию пружинных элементов 8. Просеивающее устройство снабжено выгрузочным люком 10 для процеженного материала и люком 11 для выгрузки выделенной фракции. При попадании крупной фракции между корпусом 1 и спиралью 9 возможно ее заклинивание. В этом случае стержневые элементы 7 прокручиваются внутри спирали 9, что предотвращает скручивание, спирали 9. При этом проекция горизонтальных участков П-образных элементов 7 на горизонтальную плоскость, проходящую через ось спирали, выполнена под углом к оси.
Устройство работает следующим образом.
Материал шнеком 5 подается внутрь спирали 9, которая вращается посредством элементов 7 вместе с валом 3. Просеивавшийся материал попадает в люк 10, непросеивавшийся – в люк 11.
Предлагаемое выполнение позволяет повысить надежность работы просеивающего устройства, так как в случае заклинивания спирали крупной фракцией, попавшей в зазор между спиралью и корпусом, происходит прокручивание стержневой системы внутри спирали, что предохраняет спираль от скручивания. Наличие пружинных элементов позволяет прижимать горизонтальную часть стержневой системы к внутренней полости спирали, что исключает прогиб спирали. При этом межвитковый зазор остается постоянным по всей длине спирали, что позволяет повысить качество фракционного разделения материала. Концы горизонтальной части стержневой системы, загнутые в сторону наружной поверхности спирали, ограничивают ее перемещение вдоль оси приводного вала.
Формула изобретения.
- Просеивающее устройство включающее корпус с загрузочным бункером и размещенный в корпусе рабочий орган 5, выполненный в виде спирали, установленной на приводном валу, отличающееся тем, что, с целью повышения надежности в работе и качества разделения материала, устройство снабжено по крайней мере двумя П-образными стержневыми элементами, расположенными внутри спирали с возможностью взаимодействия их горизонтальных участков со спиралью, при этом в приводном валу выполнены отверстия, а вертикальные участки П-образных элементов установлены в них и подпружинены относительно вала.
- Устройство но п.1, отличающееся тем, что концы горизонтальных участков П-образных элементов загнуты в сторону спирали.
- Устройство по п.1, отличающееся тем, что проекция горизонтальных участков П-образных элементов на горизонтальную плоскость, проходящую через ось спирали, выполнена под углом к оси.
Рисунок 11 – Сечение А-А рисунка 10.
1.3.3. Мукопросеиватель
Патент № 213202.
Устройство относится к технологическому процессу приготовления хлеба и предназначено для очистки муки от посторонних примесей. Мукопросеиватель снабжен подъемным механизмом для подъема мешка с мукой на высоту, достаточную для высыпания муки в бункер. Установка бункера на откидной крышке позволяет очищать сито без разборки мукопросеивающего блока. Этот блок включает полый ситовый барабан на приводном вертикальном валу и стакан, установленный внутри барабана для распределения муки по ситу. Барабан со стаканом расположены под бункером для облегчения доступа к просеивающему блоку. Кроме того, мукопросеиватель имеет отводящий просеянную муку вертикальный шнек и магнитные ловушки в его верхней части.
Рисунок 12 – Общий вид мукопросеивателя.
Изобретение относится к оборудованию для пищевой промышленности, в частности к установкам для просеивания и очистки муки от посторонних примесей.
Технический результат, достигаемый при использовании изобретения, заключается в повышении производительности мукопросеивателя, улучшении условий его обслуживания и качества просеянной муки.
Данный технический результат достигается тем, что мукопросеиватель, содержащий станину, на которой смонтированы бункер с размещенной внутри него предохранительной решеткой, стакан, установленный с зазором относительно внутренней поверхности закрепленного на вертикальном приводном валу полого ситового барабана, отводящий вертикальный шнек, установленный в трубе, имеющей в верхней части отводной патрубок, на котором смонтированы магнитные ловушки, снабжен подъемным механизмом, закрепленным на станине, бункер установлен на откидной крышке с фиксацией в рабочем положении, под ним расположен полый ситовый барабан с размещенным с зазором внутри него стаканом, который выполнен съемным, причем стакан снабжен фланцем, опирающимся на верхнюю поверхность станины и фиксируемом сверху откидной крышкой с бункером, а между полым ситовым барабаном и размещенным с зазором внутри него стаканом установлено кольцо.
Снабжение мукопросеивателя подъемным механизмом для подъема мешка с мукой на высоту, достаточную для высыпания муки в бункер, повышает производительность технологического процесса и облегчает условия труда на установке, избавляя обслуживающий персонал от тяжелого ручного подъема мешков и их опрокидывания.
Установка бункера мукопросеивателя на откидной крышке позволяет по мере необходимости очищать сито от отходов, не разбирая мукопросеивающий блок. Для его очистки достаточно открепить подъемник от бункера, снять быстросъемные крепежные элементы, фиксирующие крышку с бункером на станине, откинуть ее в сторону, тем самым освободив доступ к ситу.
Ситовый полый барабан со стаканом внутри и бункер конструктивно пространственно разнесены в отличие от прототипа, где первые два элемента находятся внутри патрубка бункера. Эта особенность полезной модели также облегчает доступ к просеивающему блоку и очистку сита.
В результате этого увеличивают производительность мукопросеивателя, сберегая время и улучшая условия его обслуживания. Кроме того, возможность быстрой своевременной очистки улучшает качество просеянной муки.
Выполнение стакана, установленного с зазором относительно боковой внутренней поверхности и дна, закрепленного на вертикальном приводном валу полого ситового барабана, съемным также способствует достижению вышеуказанного технического результата.
Стакан внутри полого ситового барабана выполняет роль дозатора муки, поступающей к ситу через зазор между нижним краем съемного стакана и дном полого ситового барабана, регулируя подачу муки к ситовой поверхности и обеспечивая необходимую производительность без забивания сита. В данном случае стакан снабжен фланцем, опирающимся на верхнюю поверхность станины и фиксируемым сверху откидной крышкой с бункером. Такое закрепление стакана в рабочем положении делает его устойчивым и в то же время позволяет быстро вынимать его после откидывания крышки с бункером. Все это способствует повышению производительности установки и улучшению условий ее обслуживания.
Наличие между полым ситовым барабаном и расположенным внутри него стаканом в их верхней части кольца исключает вытекание непросеянной муки через верхний боковой зазор между этими элементами в процессе движения муки под действием центробежной силы и смешивание ее с очищенной мукой. Это улучшает качество просеянной муки на выходе установки.
На рисунке 12 изображен общий вид мукопросеивателя. На рисунке 13 представлен фрагмент A на рисунке 12.
Мукопросеиватель состоит из станины 1, на которой смонтированы бункер 2 с размещенной внутри него предохранительной решеткой 3, под ним установлен полый ситовый барабан 4, насаженный на вертикальном валу 5 подшипникового узла с приводом 6, внутри барабана 4 расположен с зазором относительно его внутренней поверхности съемный стакан 7; отводящий вертикальный шнек 8 установлен в трубе 9, имеющей в верхней части отводной патрубок 10, на котором смонтированы магнитные ловушки 11, подъемный механизм 12 закреплен на станине 1, бункер 2 установлен на откидной крыше 13 с помощью быстросъемных крепежных элементов 14, роль которых в данном случае выполняют гайки-барашки. Съемный стакан 7 снабжен фланцем 15, опирающимся на верхнюю поверхность станины 1 и фиксируемым сверху откидной крышкой 13 с бункером 2, а между полым ситовым барабаном 4 и стаканом 7 в их верхней части установлено кольцо 16.
Мукопросеиватель работает следующим образом.
На подъемный механизм 12, закрепленный на станине 1, устанавливают мешок, поднимают на нужную высоту с одновременным его опрокидыванием, высыпая муку в бункер 2. Затем включают мукопросеиватель. Кстати, операцию загрузки муки можно проводить не только до включения установки, но и после нее. Мука из бункера 2 попадает в стакан 7, увлекается дном вращающегося полого ситового барабана 4 через зазор между ним и нижним краем съемного стакана 7 в зазор между внутренними боковыми поверхностями полого ситового барабана 4 и съемного стакана 7, где под действием центробежных сил распределяется по поверхности сита и просеивается через его ячейки. Величина этих зазоров зависит от необходимой производительности установки. Кольцо 16, установленное между полым ситовым барабаном 4 и съемным стаканом 7 с фланцем 15 в их верхней части, исключает вытекание непросеянной муки через верхний боковой зазор между ними и смешивание ее с очищенной мукой. Затем мука направляется к вращающемуся вертикальному шнеку 8, который подхватывает муку и по трубе 9 направляет ее к отводному патрубку 10. Проходя через магнитные ловушки 11, смонтированные на нем, мука очищается от случайно попавших в нее металлических частиц и затем попадает в подставленную емкость. Предохранительная решетка 3 предупреждает проникновение к вращающимся частям установки во время ее работы.
По мере необходимости проверяют состояние поверхности полого ситового барабана 4 и очищают его от отходов. Для этого откручивают быстросъемные крепежные элементы 14 (гайки-барашки), снимают бункер 2, вынимают съемный стакан 7 и производят операцию очистки. Очищают также и магнитные ловушки от скопившихся металлических частиц.
Рисунок 13 – Фрагмент А рисунка 12.
Формула изобретения:
- Мукопросеиватель, содержащий станину, на которой смонтированы бункер с размещенной внутри него предохранительной решеткой, стакан, установленный с зазором относительно внутренней поверхности закрепленного на вертикальном приводном валу полого ситового барабана, отводящий вертикальный шнек, установленный в трубе, имеющей в верхней части отводной патрубок, на котором смонтированы магнитные ловушки, отличающийся тем, что он снабжен подъемным механизмом, закрепленным на станине, бункер смонтирован на станине посредством откидной крышки с фиксацией в рабочем положении, под ним расположен полый ситовый барабан с размещенным с зазором внутри него стаканом, который выполнен съемным.
- Мукопросеиватель по п.1, отличающийся тем, что стакан снабжен фланцем, опирающимся на верхнюю поверхность станины и фиксируемым сверху откидной крышкой с бункером.
- Мукопросеиватель по п.1, отличающийся тем, что между полым ситовым барабаном и размещенным с зазором внутри него стаканом в их верхней части установлено кольцо.
1.3.4. Просеиватель сыпучих продуктов.
Патент № 2095161
Использование: для просеивания муки и других сыпучих материалов в пищевой и других отраслях промышленности.
Сущность изобретения: просеиватель сыпучих материалов содержит герметичный корпус 1, в котором на валу 8 установлено коническое решето посредством шарнирных узлов 9, установленных на входе и выходе решета перпендикулярно друг другу.
Рисунок 14 – Общий вид просеивателя сыпучих продуктов.
Изобретение относится к пищевой промышленности, в частности к устройствам для просеивания муки.
Известно устройство для просеивания сыпучих материалов, включающее два жестко связанных между собой кольца, внутри которых расположено барабанное решето и привод вращения колец, причем кольца снабжены гибкими связями, соединяющими их с решетом, при этом гибкие связи в плоскости одного кольца смещены относительно другого кольца на величину, равную половине дуги между смежными кольцами, а оси вращения колец и решетка смещены относительно друг друга.
Данное устройство позволяет увеличить производительность и повысить качество просеивания за счет придания решету дополнительных колебаний, но достигнуть достаточно высокой надежности установки практически очень сложно, т. к пружинным элементам гибких связей свойственно разрушаться при достижении ими порога усталости материала.
Известен также сепаратор для семян подсолнечника, содержащий наклонно расположенный вал с установленными на нем концентрично цилиндрическими решетками с калибрующими отверстиями, привод вращения и колебания, загрузочный и разгрузочный узлы, при этом сепаратор снабжен дополнительными решетами, каждое из которых прикреплено со стороны вала к соответствующему решету с калибрующими отверстиями с образованием зазора не более толщины семян и выполнено с отверстиями, размер которых превышает размер калибрующих отверстий решет, причем калибрующие отверстия решет и отверстия дополнительных решет расположены соосно друг с другом, а разгрузочный узел выполнен в виде крыльев, закрепленных продольно на валу.
Указанный сепаратор обеспечивает эффективную работу, т. е. повышает производительность и качество сепарации путем увеличения скорости вращения решета, но необходимость дополнительного привода для знакопеременных перемещений решета усложняет установку.
Техническим результатом изобретения является повышение надежности за счет упрощения устройства в условиях избыточного давления в корпусе и, как следствие, увеличение производительности путем снижения простоя.
Технический результат достигается тем, что просеиватель сыпучих продуктов, включающий корпус, вал с концентрично установленным на нем решетом, привод вращения, загрузочный и разгрузочный узлы, корпус выполнен герметичным, а на горизонтально расположенном валу установлено коническое решето, соединенное с валом посредством двух шарнирных узлов, при этом каждый шарнирный узел размещен на входе и выходе решета, перпендикулярно друг к другу, причем шарнирные узлы установлены с возможностью перемещения перпендикулярно продольной оси вала.
На рисунке 14 изображен общий вид просеивателя сыпучих продуктов; на рисунке 15 разрез А-А на рисунке 14; на рисунке 16 фрагмент шарнирного узла.
Просеиватель сыпучих продуктов содержит корпус 1 со съемной крышкой и бункером для сбора отходов 2, проставку с опорным подшипником 3, патрубок фильтра 4, загрузочный 5 и разгрузочный узел 6, опорный подшипник 7. В подшипники 3 и 7 установлен составной разъемный вал 8, на котором размещены консольные шарнирные узлы 9, соединенные с коническим решетом 10. На внутренней поверхности решета 10 закреплены продольные рейки 11, а в зоне приямка загрузочного узла 5 вал 8 имеет разъемное соединение (на чертеже не показано) и крыльчатку 12 для принудительной подачи просеиваемого продукта в полость сита 10. Выход разгрузочного узла б соединен со шлюзовым затвором 13, подающим просеянный продукт в пневмопровод 14. Шарнирный узел 9 выполнен в виде втулки 15, на которой установлены шпильки 16, взаимодействующие своими концами с гнездами 17, закрепленными на решете.
Просеиватель сыпучих продуктов работает следующим образом: запускается привод вращения вала 8, подается сжатый воздух в пневмопривод 14, включается в работу шлюзовой затвор 13 и шнековым питателем подается исходный продукт в загрузочный узел 5, а т. к. шлюзовой затвор 13 не обладает высокой герметичностью, то в корпусе 1 появляется избыточное давление р1 в пределах 0,01-0,03 МПа в зависимости от чистоты фильтра 4. При вращении конического решета 10 консольные шарнирные узлы 9 периодически занимают вертикальное или горизонтальное положения, а это приводит к перераспределению массы решета 10 на М1 и М2 , т. е. при горизонтальном положении шарнира 9, расположенного у подшипника 3, и вертикального положения шарнира 9 на входе решета 10 из-за разности длины плечей и массы М1 и М2 , решето 10 стремится за счет зазора "Н" изменить свое горизонтальное положение, что приводит к колебательному движению решета 10 и эти колебания будут повторяться при указанных положениях шарниров 9.
Амплитуда колебаний регулируется изменением положения шпильки 16 и зависит от величины зазора "Н", а частота колебаний не превышает четырехкратную частоту скорости вращения вала 8.
Исходный продукт попадает на лопасти крыльчатки 12 и принудительно подается в полость решета 10, где он перемещается по наклонной поверхности конуса в направлении бункера 2, но интенсивное вращательное и колебательное воздействие принуждают продукт проходить через калиброванные отверстия решета 10 и попадать в полость разгрузочного узла б, а частицы, размер которых превышает размер отверстий, попадают в бункер 2.
Таким образом, выполнение шарнирного узла в виде гнезда с регулируемой шпилькой и размещение шарниров перпендикулярно относительно друг к другу позволяет при вращении решета периодически при заданном их положении перемещать центр тяжести решета, что приводит к строго ориентированным колебаниям решета только по вертикальной оси, перпендикулярной продольной оси вала, а это упрощает конструкцию просеивателя, обеспечивая высокую надежность и производительность установки в целом.
Рисунок 15 – Разрез А-А рисунка 14.
Формула изобретения:
- Просеиватель сыпучих продуктов, включающий корпус, вал с концентрично установленным на нем решетом, привод вращения, загрузочный и разгрузочный узлы, отличающийся тем, что корпус выполнен герметичным, а на горизонтально расположенном валу установлено коническое решето, соединенное с валом посредством двух шарнирных
узлов, при этом каждый шарнирный узел размещен на входе и выходе решета перпендикулярно друг к ДРУП/.
- Просеиватель по п. 1, отличающийся тем, что шарнирные узлы установлены с возможностью перемещения перпендикулярно продольной оси вала.
Рисунок 16 – Фрагмент шарнирного узла.
- Конструкторская часть
2.1 Расчет производительности
Теоретическая производительность просеивателей с вращающимся ситом может быть найдена по общей формуле для определения теоретической производительности машин непрерывного действия. При этом необходимо учитывать насыпную массу продукта и коэффициент использования рабочей поверхности сита. Таким образом, теоретическую производительность просеивателей с вращающимся ситом можно определить по формуле:
(2.1.1)
где F0 – площадь живого сечения поверхности сита, м2;
v0 – скорость движения частиц продукта через сито, м/с;
rн – насыпная масса продукта, кг/м3;
j - коэффициент использования площади сита.
Площадь живого сечения поверхности сита определяется размерами его ячеек и их общим количеством. Для сит с плетеными сетками поверхность, занимаемая отверстиями ячеек, приближенно может быть рассчитана по уравнению:
м2 (2.1.2)
где k – коэффициент живого сечения сетки (k = 0,6 – 0,9);
D – диаметр барабана, м;
H – высота барабана, м;
F0 = 0,75*3,14*0,3*0,24 = 0,17 м2
Коэффициент живого сечения сетки зависит от толщины нити и размеров ячеек. Для густо плетенных сеток этот коэффициент минимальный, с увеличением размеров ячеек величина его возрастает.
Скорость движения продукта через сито (скорость просеивания) практически зависит от толщины слоя продукта, находящегося на поверхности сита, и числа оборотов последнего. Слой муки (продукта) примем равным 1,2 – 2,0 мм. Таким образом, скорость движения продукта через отверстия сита можно определить по уравнению:
м/с (2.1.3)
где n – число оборотов сита, с-1;
h – толщина слоя продукта, м;
kпр – коэффициент проскальзывания, kпр = 0,7 – 0,8.
Коэффициент использования площади сита для просеивателей с вращающимся ситом может определиться из площади продукта, соприкасающегося с поверхностью сита, к полной поверхности последнего. В связи с тем что площадь контакта продукта с поверхностью сита в процессе работы просеивателя незначительна и в каждый момент времени изменяется в небольших интервалах, величина коэффициента использования площади сита j принимаем в пределах 0,2 – 0,4. Экспериментально установлено, что для продуктов с большой объемной массой величина коэффициента уменьшается, а для более легких и пористых продуктов возрастает.
QТ = 0,17*0,016*520*0,2 = 0,28 кг/ч = 1 т/ч.
2.2 Расчет мощности.
В процессе работы просеивателя с вращающимся ситом подводимая к рабочему валу мощность расходуется преодоление трения в цапфах вала просеивающего барабана и трения продукта о поверхность сита. Таким образом, мощность электродвигателя просеивателя с вращающимся ситом будет определяться по формуле:
(2.2.1)
где N1 – мощность, необходимая на преодоление трения продукта о поверхность сита просеивающего барабана, Вт;
N2 – мощность, необходимая на преодоление цапф вала в подшипниках просеивающего барабана, Вт;
N3 – мощность, необходимая на перемещение просеянного продукта скребками барабана-сита, Вт;
N4 – мощность, необходимая на перемещение просеянного продукта по вертикальному шнеку, Вт;
h0 – общий КПД передаточного механизма просеивателя.
При вращении барабана просеивателя возникает центробежная сила инерции массы продукта, находящегося на поверхности вращающегося сита, величина которой определяется из уравнения:
, Н. (2.2.2)
Сила трения, вызываемая центробежной силой, будет соответственно определяться по уравнению:
, Н. (2.2.3)
Следовательно, мощность, необходима на преодоления трения продукта о поверхность сита. Определяется по уравнению:
, Вт. (2.2.4)
где – сила трения, Н;
R – радиус приложения силы трения, равный радиусу просеивающего барабана, м;
w – угловая скорость вращения сита, рад/с;
– центробежная сила, Н;
f – коэффициент трения скольжения продукта о поверхность сита (f = 0,6– – 0,8);
mпр – масса продукта, находящегося на поверхности сита, кг;
Угловая скорость сита находится по формуле:
w = , рад/с. (2.2.5)
где n – скорость вращения сита, об/мин
w = = 71,8 рад/с.
Масса продукта, находящегося на поверхности сита, может быть определена по формуле:
, кг. (2.2.6)
где D – диаметр барабана-сита, м;
H – высота просеивающего арабана, м;
h – толщина слоя продукта на сите, м;
jс – коэффициент использования поверхности сита (jс = 0,7 – 0,8);
r – насыпная масса продукта, кг/м3.
= 3,14*0,3*0,24*0,002*520*0,5 = 0,12 кг.
Рс = 0,12*(71,8)2*0,15 = 92,8 Н.
Т1 = 92,8*0,45 =41,76 Н.
N1 = 41,76*0,15*71,8 = 449,76 Вт.
Мощность, необходимая на преодоление трения цапф вала в подшипниках провеивающего барабана, определяется из уравнения:
Вт. (2.2.7)
где mб – масса просеаивающего барабана, кг;
mпр – масса продукта, находящегося на поверхности сита, кг;
g – ускорение свободного падения, м/с2;
r1 – радиус цапфы вала просеивающего барабана, м (r1 = 0,01м);
f2 – коэффициент трения в подшипниках вала просеивающего барабана
(f2 = 0,15 – 0,3).
N2 = (1+0,12)*9,81*0,01*71,8*0,2 = 1,58 Вт.
Мощность, необходимая на перемещение просеянного продукта скребками, зависит от центробежной силы, возникающей при вращении скребков. Величина центробежной силы определяется из уравнения:
, Н. (2.2.8)
Сила трения, вызываемая центробежной силой, определяется по уравнению:
. (2.2.9)
Следовательно, мощность, необходимая на перемещениепродукта скребками, будет определяться по уравнению:
w, Вт. (2.2.10)
где Т2 – сила трения, Н;
Rc – радиус приложения силы трения, равный среднему радиусу скребков, м;
Pс2 – центробежная сила, Н;
f3 – коэффициент трения скольжения продукта по поверхностям скребков (f3 = 0,2 – 0,4);
mпр2 – масса продукта, перемешиваемая скребками, кг.
Масса продукта, перемешиваемая скребками, зависит от величины площади, описываемой скребками, и высоты скребка, т.е.
, кг. (2.2.11)
где Rmax – расстояние от оси вращения до конца скребков, м;
Rmin – расстояние от оси вращения до начала скребков, м;
hc – высота скребка, м;
jс – коэффициент использования площади, описываемой скребками (jс = 0,6 – 0,7).
mпр = 3,14*(0,242 – 0,22)*0,05*520*0,6 = 0,88 кг.
Pс2 = 0,88*(71,8)2*0,02 = 90,7Н.
Т2 = 90,7*0,2 = 18,14 Н.
N3 = 18.14*0.02*71.8 = 26,05 Вт.
Мощность, необходимая на перемещение просеянного продукта по вертикальному конвейеру определяется из уравнения:
. (2.2.12)
где Q – производительность, т/ч;
Н – высота подъёма, м;
k – коэффициент, учитывающий потери на трение винта в подшипниках, (k = 7 – 11);
h – КПД привода, (h = 0,85 – 0,95)
W – опытный коэффициент сопротивления при движении груза по желобу, (W = 12, для муки).
N4 = = 0,38 кВт = 380 Вт.
Общий КПД передаточного механизма просеивателя определяется как произведение коэффициентов полезного действия каждой отдельной ступени передаточного механизма, т. е.
h0 = (hрп)2*(hпп)2*hэл (2.2.13)
где hрп – КПД ремённой передачи;
hпп – КПД пар подшипников;
hэл – КПД электродвигателя.
h0 = (0,95)*(0,99)*0,85 = 0,75.
.
2.3 Расчёт клиноременной передачи.
Рисунок 17. Сечение клинового ремня
Определяем диаметры шкивов:
Из стандартного ряда . Выбираем мм.
Диаметр ведомого шкива мм.
По ГОСТ 1284.3 - 80 принимаем мм.
Уточняем передаточное отношение, с учетом относительного скольжения S=0,01
. (2.3.1)
Определяем относительную ошибку:
. (2.3.2)
Останавливаемся на этом варианте.
Определяем диапазон межосевого расстояния
мм, (2.3.3)
мм. (2.3.4)
Принимаем предварительно значение равное:
мм. (2.3.5)
Определяем расчетную длину ремня
(2.3.6)
Ближайшее стандартное значение: мм
Уточняем межосевое расстояние
, (2.3.7)
где мм2; (2.3.8)
мм. (2.3.9)
Подставляем полученные значения в формулу.
мм. (2.3.10)
Определяем величину сдвига двигателя для обеспечения необходимого натяжения ремня.
Для удобства установки и замены ремней предусматриваем возможность уменьшения "а" на 2%, т.е. на 7,13 мм, а так же компенсации удлинения (вытяжения) ремней при эксплуатации - возможность увеличения межосевого расстояния "а" на 5,5%, т.е. на 19,59 мм.
Определяем угол обхвата ремнем малого шкива
(2.3.11)
Что больше допускаемого значения , т.е. условие удовлетворяется.
Находим максимальную мощность, передаваемую одним ремнем
Для типа сечения "Б" и длины ремня до 1400 мм берем Р0=1,3 кВт
Определяем расчетную мощность на один ремень
, (2.3.12)
где - коэффициент угла обхвата. С=0,95.
СL - коэффициент длины. СL=0,90.
СР - коэффициент динамической нагрузки - тип двигателя I, 1 смена СР=1,1.
кВт. (2.3.13)
Определяем число ремней
. (2.3.14)
Предварительно принимаем Z=2, тогда по данным находим СZ=0,9.
Округляем расчетное число ремней до Z=2.
Находим скорость ремней
м/с. (2.3.15)
Находим коэффициент влияния центробежной силы
Ремень сечения Б -
Определяем силу, действующую на ремень
Н. (2.3.16)
Определяем силу, действующую на валы
Н. (2.3.17)
2.4 Расчет вала
Дано: мощность эл.двигателя N = 1,1 кВт;
чистота вращения вала n=0,68 об/мин.;
предел прочности δadm = 100 МПа
Вычисляем крутящий момент на валу
Т=0,974 N/n, Нм. (2.4.1)
Т=9,74 х 1,1/28 = 16 Нм
Изображаем новое расчетное сечение на котором показываем только вертикальное усилие.
ΣМа = -Ув*1,4 + Т = 0 (2.4.2)
Ув = Т/1,4 = 16/1,4 = 11,4 Н
ΣМв = Уа*1,4 + Т = 0 (2.4.3)
Уа = -Т/1,4 = -16/1,4 = -11,4 Н
Проверка: Уа = Ув
Вычисляем приведенный момент в граниченных сечениях участков.
(2.4.4)
A
Hм
С
Hм
В
= 16 Hм
Вычисляем диаметры в каждом граничном сечении.
δэкв = Мприв / Wx < δadm → Wx = 0,21 d3 = Мх/ δadm →
d ≥ , м; (2.4.5)
≥ = 18,6 мv;
d ≥ = 11,4 мм
Конструктивно выбираем диаметры под подшипник da и dB равные ø 25 мм.,
под шкив равный ø 20 мм.
2.5 Расчет подшипников.
Рассчитать и подобреть по ГОСТу подшипник качения при следующих данных: радиальная нагрузка из подшипник Fr = 7940 H; осевая Fa = 880 IH; диаметр вала в месте посадки подшипника d=60 мм; угловая скорость вала w= 72 рад/с нагрузка на подшипник постоянная и спокойная; температура нагрева подшипника не превышает 60 0С; по условиям монтажа и работы подшипник самоустановки не требует; номинальная долговечность подшипника LH = 20000 ч.
Так как нагрузки на подшипник сравнительно небольшие и осевая нагрузка по сравнению с радиальной невелика, то выбираем радиально-упорный однорядный шариковый подшипник легкой серии № 212 по ГОСТ 8831 -75, для которого статическая грузоподъемность С0 = 30900 H и динамическая грузоподъемность С =40 200 H.
Примем коэффициент вращения V = 1, коэффициент безопасности Kб = l температурный коэффициент К Т = 1. Отношению FA/C0 = 880/30900 = 0,029 соответствует коэффициент осевого нагружения е = 0,22. Отношение FF/VFr = 880/(1-7940) =0,11 < е = 0,22 и, следовательно, коэффициент радиальной нагрузки X = 1, а коэффициент осевой нагрузки Y = 0.
Эквивалентная динамическая нагрузка подшипника по формуле:
P = (XVFr + YEa)*Kб*KТ (2.5.1)
P= 1*1*7940*1*1 = 7940 Н.
Частота вращения кольца подшипника:
n = 30w/p (2.5.2)
n = 30*72/3,14 = 687 мин-1.
По таблицам справочников [1] или каталога-справочника [20] при долговечности подшипника LH = 20000 ч и частоте вращения кольца n = 687 мин-1 отношение С/Р =4,93.
Следовательно, требуемая динамическая грузоподъемность подшипника
С = 4.93Р = 4.93*7940 = 39 140 Н. (2.5.3)
Таким образом, выбранный подшипник удовлетворяет предъявленным к нему требованиям.
2.6 Напряжения и деформации при кручении стержня кольцевого поперечного сечения.
Теория кручения стержня кольцевого поперечного сечения основана на следующих допущениях (гипотезах):
- Сечения стержня, плоские и нормальные к его оси до деформации, остаются плоскими и нормальными к оси и после деформации закручивания.
- Радиусы поперечных сечений при деформации кручения стержня не искривляются.
Максимальное касательное напряжение, возникающее на поверхности цилиндра можно определить по формуле:
(2.6.1)
где , D – наружный диаметр;
d – внутренний диаметр;
a – отношение внутреннего диаметра к наружнему.
= 1,1 см3
=> = 1,1*1,4 = 1,54
Крутящий момент находится по следующей формуле:
(2.6.2)
где, N – Мощность передаваемая на стержень;
n – частота вращения.
= 11,46 Н*м
При кручении деформация стержня состоит в повороте поперечных сечений стержня друг относительно друга. Отсюда можно найти относительный угол закручивания:
, радиан/м (2.6.3)
G – для стали 8*104 МПа.
Находим полный угол закручивания(в градусах):
* (2.6.4)
* = 0,0050
Расчёт стержня из условия прочности и жесткости при кручении.
Условие прочности при кручении будет выполнено только в том случае, если максимальное напряжение, возникающее при кручении, не превышает величины допускаемого напряжения.
Производим расчёт, т.е. подбираем необходимые размеры поперечного сечения. Сначала определяемнеобходимый полярный момент сопротивления:
(2.6.5)
1,1 ³
1,1 ³ 0,08
а затем и необходимый диаметр вала стержня:
D ³ (2.6.6)
2,8 ³
2,8 ³ 1,15
Определяем допускаемы крутящий момент:
(2.6.7)
11,46 £ 1,1*150
11,46 £ 165
Кроме прочности, необходимо обеспечить жесткость стержня. Поэтому необходимо, чтобы наибольший относительный угол закручивания стержня не превышал допускаемого, установленного на основе опыта проектирования и эксплуатации конструкции. Условие жесткости записывается так:
(2.6.8)
где, – допустимый угол закручивания на единицу длины (0,25…1,0 градус/м).
0,005 £ 0,25
Тогда на основании условия жесткости, наружный диаметр вала кольцевего сечения:
D ³ (2.6.9)
2,8 ³ 0,28
2.2 Расчет мощности.
В процессе работы просеивателя с вращающимся ситом подводимая к рабочему валу мощность расходуется преодоление трения в цапфах вала просеивающего барабана и трения продукта о поверхность сита. Таким образом, мощность электродвигателя просеивателя с вращающимся ситом будет определяться по формуле:
(2.2.1)
где N1 – мощность, необходимая на преодоление трения продукта о поверхность сита просеивающего барабана, Вт;
N2 – мощность, необходимая на преодоление цапф вала в подшипниках просеивающего барабана, Вт;
N3 – мощность, необходимая на перемещение просеянного продукта скребками барабана-сита, Вт;
N4 – мощность, необходимая на перемещение просеянного продукта по вертикальному шнеку, Вт;
h0 – общий КПД передаточного механизма просеивателя.
При вращении барабана просеивателя возникает центробежная сила инерции массы продукта, находящегося на поверхности вращающегося сита, величина которой определяется из уравнения:
, Н. (2.2.2)
Сила трения, вызываемая центробежной силой, будет соответственно определяться по уравнению:
, Н. (2.2.3)
Следовательно, мощность, необходима на преодоления трения продукта о поверхность сита. Определяется по уравнению:
, Вт. (2.2.4)
где – сила трения, Н;
R – радиус приложения силы трения, равный радиусу просеивающего барабана, м;
w – угловая скорость вращения сита, рад/с;
– центробежная сила, Н;
f – коэффициент трения скольжения продукта о поверхность сита (f = 0,6– – 0,8);
mпр – масса продукта, находящегося на поверхности сита, кг;
Угловая скорость сита находится по формуле:
w = , рад/с. (2.2.5)
где n – скорость вращения сита, об/мин
w = = 71,8 рад/с.
Масса продукта, находящегося на поверхности сита, может быть определена по формуле:
, кг. (2.2.6)
где D – диаметр барабана-сита, м;
H – высота просеивающего арабана, м;
h – толщина слоя продукта на сите, м;
jс – коэффициент использования поверхности сита (jс = 0,7 – 0,8);
r – насыпная масса продукта, кг/м3.
= 3,14*0,3*0,24*0,002*520*0,5 = 0,12 кг.
Рс = 0,12*(71,8)2*0,15 = 92,8 Н.
Т1 = 92,8*0,45 =41,76 Н.
N1 = 41,76*0,15*71,8 = 449,76 Вт.
Мощность, необходимая на преодоление трения цапф вала в подшипниках провеивающего барабана, определяется из уравнения:
Вт. (2.2.7)
где mб – масса просеаивающего барабана, кг;
mпр – масса продукта, находящегося на поверхности сита, кг;
g – ускорение свободного падения, м/с2;
r1 – радиус цапфы вала просеивающего барабана, м (r1 = 0,01м);
f2 – коэффициент трения в подшипниках вала просеивающего барабана
(f2 = 0,15 – 0,3).
N2 = (1+0,12)*9,81*0,01*71,8*0,2 = 1,58 Вт.
Мощность, необходимая на перемещение просеянного продукта скребками, зависит от центробежной силы, возникающей при вращении скребков. Величина центробежной силы определяется из уравнения:
, Н. (2.2.8)
Сила трения, вызываемая центробежной силой, определяется по уравнению:
. (2.2.9)
Следовательно, мощность, необходимая на перемещениепродукта скребками, будет определяться по уравнению:
w, Вт. (2.2.10)
где Т2 – сила трения, Н;
Rc – радиус приложения силы трения, равный среднему радиусу скребков, м;
Pс2 – центробежная сила, Н;
f3 – коэффициент трения скольжения продукта по поверхностям скребков (f3 = 0,2 – 0,4);
mпр2 – масса продукта, перемешиваемая скребками, кг.
Масса продукта, перемешиваемая скребками, зависит от величины площади, описываемой скребками, и высоты скребка, т.е.
, кг. (2.2.11)
где Rmax – расстояние от оси вращения до конца скребков, м;
Rmin – расстояние от оси вращения до начала скребков, м;
hc – высота скребка, м;
jс – коэффициент использования площади, описываемой скребками (jс = 0,6 – 0,7).
mпр = 3,14*(0,242 – 0,22)*0,05*520*0,6 = 0,88 кг.
Pс2 = 0,88*(71,8)2*0,02 = 90,7Н.
Т2 = 90,7*0,2 = 18,14 Н.
N3 = 18.14*0.02*71.8 = 26,05 Вт.
Мощность, необходимая на перемещение просеянного продукта по вертикальному конвейеру определяется из уравнения:
. (2.2.12)
где Q – производительность, т/ч;
Н – высота подъёма, м;
k – коэффициент, учитывающий потери на трение винта в подшипниках, (k = 7 – 11);
h – КПД привода, (h = 0,85 – 0,95)
W – опытный коэффициент сопротивления при движении груза по желобу, (W = 12, для муки).
N4 = = 0,38 кВт = 380 Вт.
Общий КПД передаточного механизма просеивателя определяется как произведение коэффициентов полезного действия каждой отдельной ступени передаточного механизма, т. е.
h0 = (hрп)2*(hпп)2*hэл (2.2.13)
где hрп – КПД ремённой передачи;
hпп – КПД пар подшипников;
hэл – КПД электродвигателя.
h0 = (0,95)*(0,99)*0,85 = 0,75.
.
2.3 Расчёт клиноременной передачи.
Рисунок 17. Сечение клинового ремня
Определяем диаметры шкивов:
Из стандартного ряда . Выбираем мм.
Диаметр ведомого шкива мм.
По ГОСТ 1284.3 - 80 принимаем мм.
Уточняем передаточное отношение, с учетом относительного скольжения S=0,01
. (2.3.1)
Определяем относительную ошибку:
. (2.3.2)
Останавливаемся на этом варианте.
Определяем диапазон межосевого расстояния
мм, (2.3.3)
мм. (2.3.4)
Принимаем предварительно значение равное:
мм. (2.3.5)
Определяем расчетную длину ремня
(2.3.6)
Ближайшее стандартное значение: мм
Уточняем межосевое расстояние
, (2.3.7)
где мм2; (2.3.8)
мм. (2.3.9)
Подставляем полученные значения в формулу.
мм. (2.3.10)
Определяем величину сдвига двигателя для обеспечения необходимого натяжения ремня.
Для удобства установки и замены ремней предусматриваем возможность уменьшения "а" на 2%, т.е. на 7,13 мм, а так же компенсации удлинения (вытяжения) ремней при эксплуатации - возможность увеличения межосевого расстояния "а" на 5,5%, т.е. на 19,59 мм.
Определяем угол обхвата ремнем малого шкива
(2.3.11)
Что больше допускаемого значения , т.е. условие удовлетворяется.
Находим максимальную мощность, передаваемую одним ремнем
Для типа сечения "Б" и длины ремня до 1400 мм берем Р0=1,3 кВт
Определяем расчетную мощность на один ремень
, (2.3.12)
где - коэффициент угла обхвата. С=0,95.
СL - коэффициент длины. СL=0,90.
СР - коэффициент динамической нагрузки - тип двигателя I, 1 смена СР=1,1.
кВт. (2.3.13)
Определяем число ремней
. (2.3.14)
Предварительно принимаем Z=2, тогда по данным находим СZ=0,9.
Округляем расчетное число ремней до Z=2.
Находим скорость ремней
м/с. (2.3.15)
Находим коэффициент влияния центробежной силы
Ремень сечения Б -
Определяем силу, действующую на ремень
Н. (2.3.16)
Определяем силу, действующую на валы
Н. (2.3.17)
2.4 Расчет вала
Дано: мощность эл.двигателя N = 1,1 кВт;
чистота вращения вала n=0,68 об/мин.;
предел прочности δadm = 100 МПа
Вычисляем крутящий момент на валу
Т=0,974 N/n, Нм. (2.4.1)
Т=9,74 х 1,1/28 = 16 Нм
Изображаем новое расчетное сечение на котором показываем только вертикальное усилие.
ΣМа = -Ув*1,4 + Т = 0 (2.4.2)
Ув = Т/1,4 = 16/1,4 = 11,4 Н
ΣМв = Уа*1,4 + Т = 0 (2.4.3)
Уа = -Т/1,4 = -16/1,4 = -11,4 Н
Проверка: Уа = Ув
Вычисляем приведенный момент в граниченных сечениях участков.
(2.4.4)
A
Hм
С
Hм
В
= 16 Hм
Вычисляем диаметры в каждом граничном сечении.
δэкв = Мприв / Wx < δadm → Wx = 0,21 d3 = Мх/ δadm →
d ≥ , м; (2.4.5)
≥ = 18,6 мv;
d ≥ = 11,4 мм
Конструктивно выбираем диаметры под подшипник da и dB равные ø 25 мм.,
под шкив равный ø 20 мм.
2.5 Расчет подшипников.
Рассчитать и подобреть по ГОСТу подшипник качения при следующих данных: радиальная нагрузка из подшипник Fr = 7940 H; осевая Fa = 880 IH; диаметр вала в месте посадки подшипника d=60 мм; угловая скорость вала w= 72 рад/с нагрузка на подшипник постоянная и спокойная; температура нагрева подшипника не превышает 60 0С; по условиям монтажа и работы подшипник самоустановки не требует; номинальная долговечность подшипника LH = 20000 ч.
Так как нагрузки на подшипник сравнительно небольшие и осевая нагрузка по сравнению с радиальной невелика, то выбираем радиально-упорный однорядный шариковый подшипник легкой серии № 212 по ГОСТ 8831 -75, для которого статическая грузоподъемность С0 = 30900 H и динамическая грузоподъемность С =40 200 H.
Примем коэффициент вращения V = 1, коэффициент безопасности Kб = l температурный коэффициент К Т = 1. Отношению FA/C0 = 880/30900 = 0,029 соответствует коэффициент осевого нагружения е = 0,22. Отношение FF/VFr = 880/(1-7940) =0,11 < е = 0,22 и, следовательно, коэффициент радиальной нагрузки X = 1, а коэффициент осевой нагрузки Y = 0.
Эквивалентная динамическая нагрузка подшипника по формуле:
P = (XVFr + YEa)*Kб*KТ (2.5.1)
P= 1*1*7940*1*1 = 7940 Н.
Частота вращения кольца подшипника:
n = 30w/p (2.5.2)
n = 30*72/3,14 = 687 мин-1.
По таблицам справочников [1] или каталога-справочника [20] при долговечности подшипника LH = 20000 ч и частоте вращения кольца n = 687 мин-1 отношение С/Р =4,93.
Следовательно, требуемая динамическая грузоподъемность подшипника
С = 4.93Р = 4.93*7940 = 39 140 Н. (2.5.3)
Таким образом, выбранный подшипник удовлетворяет предъявленным к нему требованиям.
2.6 Напряжения и деформации при кручении стержня кольцевого поперечного сечения.
Теория кручения стержня кольцевого поперечного сечения основана на следующих допущениях (гипотезах):
- Сечения стержня, плоские и нормальные к его оси до деформации, остаются плоскими и нормальными к оси и после деформации закручивания.
- Радиусы поперечных сечений при деформации кручения стержня не искривляются.
Максимальное касательное напряжение, возникающее на поверхности цилиндра можно определить по формуле:
(2.6.1)
где , D – наружный диаметр;
d – внутренний диаметр;
a – отношение внутреннего диаметра к наружнему.
= 1,1 см3
=> = 1,1*1,4 = 1,54
Крутящий момент находится по следующей формуле:
(2.6.2)
где, N – Мощность передаваемая на стержень;
n – частота вращения.
= 11,46 Н*м
При кручении деформация стержня состоит в повороте поперечных сечений стержня друг относительно друга. Отсюда можно найти относительный угол закручивания:
, радиан/м (2.6.3)
G – для стали 8*104 МПа.
Находим полный угол закручивания(в градусах):
* (2.6.4)
* = 0,0050
Расчёт стержня из условия прочности и жесткости при кручении.
Условие прочности при кручении будет выполнено только в том случае, если максимальное напряжение, возникающее при кручении, не превышает величины допускаемого напряжения.
Производим расчёт, т.е. подбираем необходимые размеры поперечного сечения. Сначала определяемнеобходимый полярный момент сопротивления:
(2.6.5)
1,1 ³
1,1 ³ 0,08
а затем и необходимый диаметр вала стержня:
D ³ (2.6.6)
2,8 ³
2,8 ³ 1,15
Определяем допускаемы крутящий момент:
(2.6.7)
11,46 £ 1,1*150
11,46 £ 165
Кроме прочности, необходимо обеспечить жесткость стержня. Поэтому необходимо, чтобы наибольший относительный угол закручивания стержня не превышал допускаемого, установленного на основе опыта проектирования и эксплуатации конструкции. Условие жесткости записывается так:
(2.6.8)
где, – допустимый угол закручивания на единицу длины (0,25…1,0 градус/м).
0,005 £ 0,25
Тогда на основании условия жесткости, наружный диаметр вала кольцевего сечения:
D ³ (2.6.9)
2,8 ³ 0,28
- Технологический процесс дефектации
и восстановления детали
В данном разделе дипломного проекта разрабатывается технологический процесс дефектации и восстановления шнека разрабатываемой машины.
При выполнении раздела использованы руководящие и нормативные материалы [18] и соответствующая справочная литература [17].
3.1. Конструкция детали и ее назначение.
Восстанавливаемая деталь – вал шнека просеивателя для муки. Он устанавливается в корпусе и опирается на подшипники. Вращающий момент на вал передается через клиноременную передачу. Шкив устанавливается на вал по посадке ø38 47/n6 и фиксируется шайбой с болтом М8x15.58.ГОСТ 7805-70.
Все необходимые сведения, дающие представление о детали содержатся в рабочем чертеже вала, где показаны все необходимые сечения, совершенно четко и однозначно поясняющее его конструкцию. На рабочем чертеже указаны размеры с необходимыми допусками, шороховатостью поверхностей.
Цапфы вала подвергаются термообработке.
3.2. Материал детали
Сталь 20 (20А) [10]
Таблица 1. - Химический состав
|
С |
Si |
Mn |
Cr |
S |
P |
Cu |
Ni |
As |
|
|
|
|
He более |
|||||
|
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
0,25 |
0,04 |
0,035 |
0,25 |
0,25 |
0,08 |
Таблица 2 - Механические свойства стали после ХТО [19]
|
Режим ХТО |
Сечение мм |
G0,2 |
δВ |
δ5 |
|
KCU, Дж/см |
НВ, не более |
|
|
|
|
|
|
|
|
|
|
Цементация 920-950°С, воздух Закалка 820°С, вода. Отпуск 180- 200°С, воздух |
50 |
290-340 |
490-590 |
18 |
45 |
54 |
Сердцевины 156 НRСэ поверхности 55-63 |
Технологические свойства [19]
Температура ковки, °С: начала 1280, конца 750. Охлаждение на воздухе. Свариваемость - сваривается без ограничений, кроме деталей после химико-термической обработки.
Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС. Обрабатываемость резанием - в горячекетанном состоянии при НВ 126-131 и δВ = 450-490Мпа KV, ТВ, СП = 17 и KV, Б, СТ = 1,6
Флюкспочувствительность - не чувствительна. Склонность к отпускной хрупкости - не склонна.
3.3. Возможные дефекты детали и способы их обнаружения.
Литературный обзор и результаты практики показали, что шнек может иметь следующие дефекты:
- трещины и изломы;
- износ шеек под подшипники;
- износ и смятие резьбы;
- износ шпоночных канавок по ширине;
- изгиб оси вала
- износ посадочных поверхности под шкив;
- износ лопасти шнека.
Трещины и изломы определяют визуально, пробой на керосин. При наличие этого дефекта деталь ремонтируют. Износ шейки вала определяют замером шинрометром МК 50. Этот дефект сопровождается овальностью и копусностью. Овальность определяют при измерении микрометром в двух взаимно перпендикулярных плоскостях, а копусность при замере шеек вала по длине.
Величину прогиба вала определяют индикатором часового типа, при установке вала в центре.
3.4. Определение предельных и допустимых износов детали
Определяем предельные и допустимые размеры под подшипник, d=40 кб
Предельный и допустимый износ вала равны
IS пред. = 60+0,1 d +2,4 ТSK, мкм (3.4.1)
IS доп. = 10+0.1d+1.5 TSK, мкм (3.4.2.)
Где: TSK – допуск посадки, мкм
TSK =Td + TD, мм (3.4.3.)
Где: Td - допуск на размер вала,
Td = 0,018-0,002 = 0,016 мм
TD - допуск для подшипника, TD = 0,012
TSK = 0,016 + 0,012 = 0,028 мм
IS пред. = 60+0,1*40+2,4*28 = 131,2 мкм
IS доп. = 10+0,1*40 + 1,5*28 = 56,0 мкм
Износ вала составляет около 70% от IS доп. и IS пред., так как подшипник
изнашивается очень мало.
Определяем допустимый и предельный износ вала:
Id доп. = 0,056*0,7 = 0,0392 мм
Id пред. = 0,1312*0,7 = 0,09184 мм
Расчитываем допустимый и предельный размеры шейки вала при работе с деталью, бывшей в эксплуатации:
Dдоп. = dmax – Id доп., мм (3.4.4)
Dпред. = dmax – Id пред., мм (3.4.5)
Dmax = 40+0,018 = 40,018 мм
Dдоп. = 40,018 – 0,0392 = 39,9800 мм
Dпред. = 40,018 – 0,09184 = 39,930 мм
Рассчитываем допустимый и предельный размеры шейки вала при работе с новыми деталями:
Dдоп. = dmax – IS доп., мм (3.4.6)
Dпред. = dmax – IS пред., мм (3.4.7)
Определяем предельно допустимый износы шпоночного паза (по ширине) 10 Р7
Рассчитываем предельный и допустимый износ паза по формулам:
IS пред. = 30d+2,5ТSK–35, мкм (3.4.8)
IS доп. = 2,7d+1,2 TSK, мкм (3.4.9)
TSK = (0,024 - 0,009) + 0,015 = 0,03 мм
IS пред. = 30*10+2,5 *30–35 = 338 мкм
IS доп. = 2,7*10+1,2*30–7 = 56 мкм
Определяем предельный и допустимый размеры шпоночного паза при работе с новой шпонкой:
TSK = (0,024 - 0,009) + 0,015 = 0,03 мм
IS пред. = 30*10+2,5*30–35 = 338 мкм
IS доп. = 2,7*10+1,2*30–7 = 56 мкм
Определяем предельный и допустимый износы вала в месте его сопряжения со шкивом d = 38n6
Рассчитываем предельный и допустимый износы соединения для посадки с натягом по формулам:
IS пред. = 33+0,ld+l,5TSK, мкм (3.4.10)
IS доп. = 16+0,ld+TSK, мкм (3.4.11)
TSK = (0,033 - 0,017) + 0,025 = 0,041 мм
IS пред. = 33+0,1*38+1,5*41 = 98,3 мкм
IS доп. = 16+О,1*38+41 = 60,8 мкм
Определяем предельный и допустимый износы вала при работе с новой деталью по формулам (4.4.6) и (4.4.7):
Dдоп. = 38,033– 0,0608 = 37,97 мм
Dпред. = 38,017–0,0983 = 37,92 мм
Определяем предельный и допустимый изноеы вала по формулам:
Id пред. = IS пред.*Td/TSK, мкм (3.4.12)
Id доп. = IS доп.*Td/TSK, мкм (3.4.13)
Id пред. = 98,3*16/41 = 38,36 мкм
Id доп. = 60,8*16/41 = 23,7 мкм
Рассчитываем предельный и допустимый размеры вала при работе с деталью, бывшей в эксплуатации по формулам (3.4) и (3.5.)
Dдоп. = 38,033–0,0237 = 38,0093 мм
Dпред. = 38,033–0,03836 = 37,9946 мм
3.5. Способы восстановления детали
Как показал литературный обзор и результаты практики дефекты вала могут быть устранены следующим образом.
При износе шеек вала по имеющимся в литературе данным возможно применение следующих технологических процессов восстановления
поверхностей:
- ручная дуговая наплавка с последующей механической;
- автоматическая наплавка под слоем флюса или в среде углекислого газа;
- вибродуговая наплавка с последующей механической обработкой;
- восстановление поверхности путем нанесения пластических масс;
- электромеханическое выглаживание.
Смятые и изношенные шпоночные пазы более чем на 10-15% по сравнению с нормальной шириной восстанавливают обработкой паза под ремонтный размер или заварной изношенного шпоночного паза и изготовлением нового со смещением на 900 или 1200 по отношению к прежнему. Шпоночные пазы обрабатывают на фрезерных, строгальных станках или на токарных станках, используя приспособления [17].
Изношенную внутреннюю резьбу на валу рассверливают и нарезают новую резьбу ремонтного размера.
Вибродуговая или контактная наплавка могут быть применены только в том случае, если на предприятии имеется специальное оборудование.
При небольших величинах износа как в массовом, так и в единичном производстве может быть использован способ нанесения герметика на сопряженную с валом поверхность внутреннего кольца подшипника или других деталей.
При износе неподвижных поверхностей до 0,2 мм эффективно электромеханическое высаживание и выглаживание. Восстановление детали этим способом не требует дополнительного материала, а при выглаживании поверхностного слоя, повышается износостойкость и усталостная прочность [17].
В данном случае можно применить для восстановления детали ручную или автоматическую наплавку, так как материал детали, по своим характеристикам, предназначен для использования в сварных конструкциях.
3.6. Оценка ремонтопригодности детали.
В соответствии с пунктом (4.5) все дефекты могут быть устранены с помощью опробированных промышленностью способов и не представляют особых затруднений для предприятий, выполняющих ремонт.
Восстановление детали осуществляется на серийно выпускаемом оборудовании, токарном станке, на приспособлениях для высаживания и выглаживания цилиндрических поверхностей, а так же автоматической и ручной наплавкой.
Исходя из этого можно сделать вывод, что данная деталь является
ремонтопригодной.
3.7. Выбор припусков на механическую обработку.
Пропуск на рассверливание изношенной резьбы М8 Н.9 под резьбу М10 Н.9 равен 0,15 мм. [18]
Припуск на обработку посадочной поверхности под шкив, ø 38 n6 равен 3 мм на сторону, в соответствии с пунктом (3.14) расчетно-пояснительной записки.
Припуск на обработку посадочных поверхностей под подшипник ø 40к7 равен 3 мм на сторону, в соответствии с пунктом (3.14) расчетно-пояснительной записки.
3.8. Описание ремонтного чертежа детали.
Ремонтный чертеж выполнен по ГОСТ 2604-68. Материалы, используемые при ремонте, указаны в пункте (3.14) пояснительной записки.
Чертежом предусмотрено восстановление изношенных поверхностей ручной дуговой наплавкой с последующей механической обработкой.
Ремонт шпоночных канавок производится путем заваривания старых и
фрезерования новых со смещением на 900.
Ремонт изношенной резьбы М8 осуществляется рассверливанием под ремонтный размер с последующей нарезкой резьбы М10.
На ремонтном чертеже указаны необходимые размеры, допуски и шероховатости восстанавливаемых поверхностей.
3.9. Разработка окончательного подефектного технологического
процесса восстановления детали
Дефект 1 – износ резьбы:
Токарная:
- рассверлить изношенную резьбу до 8,5+0,3 мм;
- нарезать резьбу М10;
- калибровать резьбу метчик М10.
Дефект 2 – износ шпоночного паза:
Сварочная:
- заварить шпоночный паз;
Слесарная:
- опилить место сварки заподлицо с основным металлом;
- разметить новый паз через 900.
Фрезерная:
- фрезеровать паз в размер чертежа шириной 10мм и длиной 40+0,3 мм.
Слесарная:
- припилить паз в размер;
- снять заусенцы.
Дефект 3,4 – износ шеек под подшипники и шкив:
Сварочная:
- ручная дуговая наплавка до диаметра ø46 электродом «Э42» ОММ5 ø4 мм.
Токарная:
- точить начерно до ø42 резцом расточным Т5К10 на токарном станке 16К20 - точить начисто до ø40 резцом расточным Т15К6 на токарном станке 16К20
Таблица 3. - Каста дефектации.
|
N |
Наименование контрольного Дефекта |
Допустимые размеры в сопряжение с деталью, мм |
Способы и средства контроля |
Заключение |
||
|
|
|
Бывшие в эксплуатации |
Новые |
Наименова-ние |
Обозначение или погрешность |
|
|
1. |
Износ и срыв резьбы |
Допускается срыв не более двух ниток |
Калибр резьбовой М8-ЭИ |
Ремонтировать |
||
|
2. |
Износ шпоночного паза |
10,33 |
10,47 |
Штангенци-ркуль |
ШЦ-1-125- 0, 1 мм ГОСТ 166-89 |
Ремонтировать |
|
|
Износ поверхности под подшипник |
ø40,018 |
ø 39,96 |
Микрометр |
МК-50 ГОСТ 6507-78 |
Ремонтировать |
|
4. |
Износ посадочного места под шкив |
ø38,009 |
ø37,97 |
Микрометр |
МК-50 ГОСТ 6507-78 |
Ремонтировать |
|
5. |
Трещины и излом |
Трещины и изломы не допускаются |
Визуально, проба на керосин |
Ремонтировать |
||
|
6. |
Трещины сварного шва |
Трещины не допускаются |
Визуально, проба на керосин |
Ремонтировать |
||
3.10. Расчет режимов обработки и норм времени.
При точение под подшипник ø40 принимаем следующие режимы резания S=0,38 мм/об., V=94 м/мин., KDV=1 [20]
Черновое точение:
Определяем частоту вращения шпинделя:
П = 1000*V/pd, об/мин. (3.10.1)
V = 94*1,9* 0,7*1 = 125 м/мин
П = 1000*125/3,14*46 = 865,4 об/мин.
Станок токарный 16К25, число оборот по паспорту станка принимаем п=1000 об/мин.
Уточняем скорость
V = pdn/1000 , м/м (3.10.2)
V= 3,14*46*1000 / 1000 = 144 м/мин.
Определяем основное время
T0 = L/N*S*I, mиh (3.10.3)
Где L – длина рабочего хода инструмента;
L = 67+98 = 165 мм
I – число проходов, i = 1
Т0 = 165/1000*0,38*1= 0,43 мин.
Определяем норму штучного времени.
Тшт. = Т0 + Тв + Тоб + Тотд, мин. (3.10.4)
Где ТВ – вспомогательное время, Тв = 0,52 мин.;
Тоб – время на обслуживание, мин.;
Тотд – время на отдых, мин.
Тоб + Тотд = 0,12 мин.
Тшт = 0,43 + 0,52 + 0,12 = 1,07 мин.
Чистовое точение № 1:
S = 0,25 мм/об; V = 320 м/мин; Т = 0,6 мм;
KUV =1; KNV =1; Kdv = 1. [20]
Определяем частоту вращения шпинделя по формуле (3.10.1).
П = 1000*320/(p*42) = 242226,4 об/мин
Станок токарный 16К20; по паспорту станка принимаем ближайшее число оборотов п = 2500 об/мин.
Определяем скорость по формуле (3.10.2).
V = (3,14*42*2500)/1000 = 329,7 м/мин.
Определяем основное время по формуле (3.10.3).
Т0= 165/2500*0,25 = 0,264 мин.
Определяем норму штучного времени по формуле (3.10.4)
ТЩТ. = 0,264 + 0,52 + 0,12 = 0,904 мин.
Чистовое точение № 2:
S = 0,4 мм/об.; V = 284 м/мин.; Т= 0,4 мм
КUV = 1; kNV = l; Kdv = l [20]
Определяем частоту вращения шпинделя по формуле (3.10.1).
П = 1000*284/(3,14 – 4,08) = 2216,8 об/мин.
Станок токарный 16К20, по паспорту станка принимаем ближайшее число оборотов п = 2500 об/мин.
Определяем скорость по формуле (3.10.2).
V = (3,14*40,8*2500)/1000 = 320,3 м/мин.
Определяем основное время по формуле (3.10.3).
Т0 = 165 /2500*0,4 = 0,165 мин.
Определяем норму времени по формуле (3.10.4).
ТШТ. = 0,165 + 0,52 + 0,12 = 0,805 мин.
При рассверливании изношенной резьбы М8х1,5 до диаметра 8,5+0,3 принимаем следующий режим резания: подача S = 0,2 мм/об; скорость V= 40 м/мин, глубина резания Т = 0,15 мм.
Определяем частоту вращения по формуле (3.10.1).
П= 1000*40/3,14*8,5 = 1498 об/мин.
Принимаем по паспорту станка П = 1579 об/мин.
Скорость V будет равна:
V = 3,14*8,5*1579/1000 = 42,2 об/мин.
Определяем основное время по формуле (3.10.3).
Т0 = 18/1579*0,2*1 = 0,06 мин.
Определяем норму штучного времени по формуле (3.10.4), приняв
Тв = 0,9 мин, Тоб + Тотд = 0,5 мин:
ТШТ. = 0,006 + 0,9 + 0,5 = 1,46 мин.
При нарезании резьбы ремонтного размера М10 х 1,5 резьбовым резцом принимаем V = 10 м/мин, число проходов i = 2. [20]
Определяем по формуле (3.10.1) частоту вращения шпинделя: П = 1000*10/3,14*10 = 318 об/мин.
Принимаем по паспорту станка П = 280 об/мин и определяем V:
V = 3,14*10*280 / 1000 = 8,8 м/мин.
Основное время определяем по формуле:
T0=L/n*p*i, мин. (3.10.5)
Где Р – шаг резьбы, Р = 1,5 мм
L - длина рабочего хода инструмента, L = 22 мм
То = 22/316*1,5*2 = 0,093 мин.
Определяем норму штучного времени по формуле (3.10.4), приняв
Тв = 0,82 мин, Тоб + Тотд =0,65 мин. [20]
ТШТ. = 0,093 + 0,82 + 0,65 = 1,56 мин.
При фрезеровании шпоночных пазов принимаем следующие режимы резания: Sz = 0,4 мм/зуб, V = 30 м/мин.
Определяем частоту вращения по формуле (3.10.1).
П = 1000*30/3,14*18 = 531 об/мин.
Принимаем по паспорту станка п=506 об/мин.
Определяем V по формуле (3.10.2).
V = 3,14*18*506 /1000 = 28,6 м/мин.
Определяем основное время по формуле (4.10.6).
Т0 = L/SМ, мин.
Где L – длина шпоночного паза, L = 40 мм
SM - минутная подача, SM= 1000 мм/мин.
Т0= 40/1000 = 0,04 мин.
Определяем штучное время по формуле (3.10.4), приняв
Тв = 0,28 мин, Тоб + Тотд = 0,12 мин.
ТШТ. = 0,04 + 0,28 + 0,12 = 0,44 мин.
3.11. Выбор технологического оборудования
Так как производство является ремонтным, то используется универсальное оборудование. С целью расширения его технологических возможностей применяются различные приспособления. Выбор оборудования осуществлен с учетом габаритов детали, режимов ее восстановления, требуемой мощности.
Таблица 4. - Перечень оборудования для восстановления детали
|
Номер дефекта и его наименование |
Операция |
Оборудование и приспособления |
||
|
Наименование |
Модель |
Характеристика |
||
|
3,4 – износ посадочных поверхностей вала |
Сварочная
Токарная |
Сварочный трансформатор Токарный станок |
ТДМ –401 16К20 ГОСТ 267-80 |
IСВ = 400А UСВ = 28:30 В Высота центров 200 мм |
|
1-износ резьбы |
Токарная
Токарная |
Сверлильный станок
Токарный станок |
2А125 ГОСТ 370-81 16К20 ГОСТ 267-80 |
Максимальный диаметр сверлильного станка 25 мм Высота центров 200 мм, расстояние между центрами 1000 мм |
|
2-износ шпоночного паза |
Сварная
Фрезерная |
Сварочный трансформатор Вертикально-фрезерный станок |
ТДМ – 401
6Р13 ГОСТ 7296-71 |
IСВ = 400А UCD = 28:30В Размеры рабочей поверхности стола 1600х400 мм |
3.12. Выбор режущего инструмента
В зависимости от операции и режимов обработки выбираем инструмент и материал режущей части. Перечень инструмента, используемого при восстановлении детали указан в таблице 5.
Таблица 5 – Перечень режущего инструмента, используемого при восстановлении детали.
|
Номер дефекта и его наименование |
Операция |
Инструмент и материал режущей части |
Обозначение по ГОСТ |
|
3,4 – износ посадочных поверхностей вала |
Токарная |
Резец токарный Т15К6 |
2660-0001 ГОСТ 18885-73 |
|
1-износ резьбы |
Токарная |
Сверло ø8,5 Р6М5 Резец токарный резьбовой, Т15К6 Метчик гаечный М10:Р6М5 |
2300-0474 ГОСТ 10 902-77 2660-0001 ГОСТ 18885-73 2640-0118 ГОСТ 1604-71 |
|
2-износ шпоночного паза |
Фрезерная
Слесарная |
Фреза шпоночная диаметром 18 Напильник У12 |
2235-0005 ГОСТ 9140-78 2820-0022 ГОСТ 1465-80 |
3.13. Выбор мерительного инструмента.
Выбор мерительного инструмента произведен в зависимости от допусков на изготовление детали и конструктивных особенностей детали. [19] Перечень мерительного инструмента, используемого при восстановлении детали пвиведен в таблице 6.
Таблица 6 - Перечень мерительного инструмента, используемого при восстановлении детали
|
Номер дефекта и его наименование |
Операция |
Наименование мерительного инструмента |
Обозначение и цен деления |
|
3,4 – износ посадочных поверхностей вала |
Токарная |
Микрометр |
МК50 ГОСТ 6507-78 0,01мм |
|
1-износ резьбы |
Токарная |
Штангенциркуль |
ШЦ-1-160-0,-0-5мм ГОСТ 166-89 |
|
2-износ шпоночного паза |
Фрезерная |
Штангенциркуль |
ШЦ-1-125-0,1мм ГОСТ 166-89 |
3.14. Выбор ремонтных материалов
Для наплавки изношенной поверхности под шкив и подшипник, а также для заварки шпоночных пазов ручной дуговой сваркой по таблице 6 [19] принимаем электрод типа «Э-42» марки ОММ-5 диаметром 4 мм.
3.15. Описание специального ремонтного приспособления.
Ремонтное приспособление для навивки полос для витков шнека представляет собой гайку с нарезанной на ней частью резьбы с шагом равным шагу спирали.
Оправки на которые надевается гайка по размеру незначительно менее
размера внутреннего диаметра, которое обычно уточняется экспериментально.
Однако в связи с тем, что не требуется спирали точно отвечающих размеру витка по наружному диаметру, диаметр оправки принят равным внутреннему диаметру готовой спирали.
3.16. Выводы по разделу.
В данном разделе дипломного проекта разработан технологический процесс восстановления детали – шнек.
Рассмотрели возможные дефекты шнека и способы их устранения. Рассмотрели предельные и допустимые размеры изнашивающихся поверхностей. Выполнили ремонтный чертеж детали и разработали окончательный подефектный процесс восстановления шнека. Для восстановления изношенных поверхностей выбрали способ ручной дуговой наплавки с последующей механической обработкой. С помощью специального приспособления, для навивки полос для витков шнека, восстанавливаем сам шнек. Также рассчитаны режимы обработки и нормы времени, выбраны технологическое оборудование, режущий и мерительный инструменты.
4 Безопасность труда
4.1 Анализ и обеспечение безопасности условий труда.
Условия труда и направленность мероприятий по оздоровлению его условий определяются «Санитарными правилами для предприятий хлебопекарной промышленности», а также ОСТ 27-31-454-79 «Машины и оборудование для хлебопекарной и кондитерской промышленности. Требования безопасности».
Санитарные требования к территории предприятия. Хлебопекарные предприятия располагаются по отношению к жилым зданиям на расстоянии не менее 50 м (санитарно-защитная зона V класса).
Плотность застройки территории хлебопекарного предприятия должна быть не более 35%.
На территории хозяйственного двора располагаются склад топлива и шлака, котельная, гараж, склад смазочных и горючих материалов, мусоро- и отбросоприемники. Хозяйственный двор отделяется зоной разрыва от производственной части территории не менее 25 м и находится с подветренной стороны.
Для стока атмосферных вод при планировке площади территории предусматриваются уклоны, направленные от зданий и других сооружений к водосборникам (с общим уклоном территории в сторону хозяйственного двора).
Территория предприятия в ночное время освещается. Освещенность на уровне земли в горизонтальной плоскости для главных проездов не менее 3 лк, для прочих проездов и проходов - 2 лк, для мест погрузки готовой продукции и разгрузки сырья - 5 лк.
Для сбора и временного хранения отбросов и мусора устанавливаются водонепроницаемые с плотно закрывающимися крышками приемники вместимостью не более двухдневного накопления отбросов.
Требования к оборудованию и технологическому процессу. Мероприятием, обеспечивающим наибольший гигиенический эффект, является высокая автоматизация технологического процесса — бестарное хранение муки на складах, механизация всех операций, включая процессы посадки тестовых заготовок и выемки хлеба из печи.
Наружные поверхности оборудования, трубопроводов и другие источники значительных выделений конвекционного и лучистого тепла (хлебопекарные печи, паропроводы, трубопроводы горячей воды, паровые котлы, бойлеры, автоклавы и др.) теплоизолируются, температура не выше 45 °С.
Дежеподъемоопрокидыватели оборудуются механизмом для надежного закрепления дежи, концевыми включателями и срезывающимся штифтом, срабатывающим при перегрузке и отказе концевого выключателя, тормозов для мгновенной остановки подъемной площадки.
Подъемный механизм дежеподъемоопрокидывателя блокируется с запорным механизмом для дежи так, чтобы подъем ее в незакрепленном положении был невозможен.
Площадка для закрепления и подъема дежи имеет ограждение с блокировкой подъемного механизма, исключающей подъем дежи, если ограждение не находится в закрытом (опущенном) положении.
Тестоспуски снабжаются съемными предохранительными решетками, исключающими падение человека в тестоспуск.
В тестоделительных и тестозавдточных машинах предусмотрена блокировка привода с дверцами, быстросъемными щитками и решетками, открывающими доступ к движущимся механизмам, в том числе к делительной головке.
Стыки и соединения тестовой камеры и делительной головки уплотняются так, чтобы исключить течь теста при максимальной производительности.
Тестоделительная машина с укладчиком заготовок имеет сплошное защитное ограждение по всему периметру каркаса, ограничители хода тележки, концевые включатели для механизма привода.
Механизмы для надреза тестовых заготовок оборудуются съемными ограждениями по всей зоне действия ножей, сблокированные с приводным устройством ножей.
Конструкции расстойных агрегатов обеспечивают их удобную санитарную обработку. Нагрев воздушной среды расстойных агрегатов осуществляется кондиционерами, для выгрузки изделий в аварийных случаях предусматривается механизм ручного привода конвейера.
Машины и агрегаты оборудуются ограждениями:
делительно-закаточные агрегаты - сплошным разъемным ограждением делительно-формующего механизма, сблокированного с приводным устройством, со смотровым окном из прозрачного безосколочного материала;
натирочные машины - сетчатым ограждением по всей длине раскатки теста, сблокированным с приводным устройством;
машина для формовки сухарных плит - ограждением механизма формования по всему периметру, сблокированного с приводом;
машины для обварки тестовых заготовок. Кроме того, эти машины оборудуются устройством, исключающим заполнение их кипящей водой более чем на 2/3 объема. Загрузка и выгрузка заготовок осуществляется без применения ручного труда;
машины для резки хлеба и сухарных плит.
Подача и разгрузка муки механизированы, каждая линия, подающая муку в силос, оборудуется мукопросеивателем и магнитным уловителем ферропримесей.
На предприятиях, вырабатывающих пшеничный хлеб на жидких дрожжах, предусматривается отдельное помещение для производства дрожжей (дрожжевое отделение).
Требования к вентиляции и отоплению. Для производственных цехов, подсобных помещений и бытовых служб оборудуется механическая приточно-вытяжная вентиляция в соответствии с действующими нормами и с учетом технологических условий.
Естественная вентиляция независимо от наличия искусственной обеспечивается фрамугами или форточками (общая площадь 25-30 % площади окон), оборудованными дистанционными приспособлениями для их открывания и установки в требуемом положении.
Местная вытяжная вентиляция предусматривается от источников:
выделения влаги (заварочных, дрожжевых, ошпарочных котлов и др.);
выделения мучной пыли (завальные ямы, тестомесильные машины), мешкоочистительных машин. Предельно-допустимая концентрация мучной пыли в воздухе производственных помещений составляет 6 мг на 1 м3 воздуха;
выделения газов, тепла (хлебопекарные печи).
Подача приточного воздуха в производственные помещения производится в рабочую зону (рабочей зоной считается пространство высотой до 2 м над уровнем пода или площадки, на которой находятся рабочие места).
При наличии пылевыделений, но при отсутствии газовыделений, локализуемых местными отсосами, воздух подается в верхнюю зону.
Воздушное душирование предусматривается на рабочих местах у печей, а также у шкафов окончательной расстойки. Температура душирующего воздуха в зимнее время года в пределах 17-19 °С при скорости движения воздуха 0,5-1 м/с, а в летнее время 21-23 °С при скорости движения воздуха 1-2 м/с.
При погрузке хлеба из экспедиции через открытые дверные проемы оборудуются защитные тепловые завесы или другие приспособления, препятствующие попаданию наружного воздуха.
Работники обеспечиваются доброкачественной питьевой водой посредством сатураторов, фонтанчиков. Температура питьевой воды должна быть не выше 20 °С и не ниже 8 °С.
Требования к освещению. Во всех производственных и подсобных помещениях максимально используется естественное освещение. Не допускается загромождать световые проемы производственным оборудованием, готовыми изделиями, полуфабрикатами и т. п. как внутри, так и вне здания. В южных районах страны для защиты от усиленной инсоляции в летнее время допускается применять защитные устройства (щитки, козырьки, экраны, побелка остекления).
Остекленная поверхность световых проемов (окон, фонарей и т. п.) очищается от пыли и копоти не реже 1 раза в квартал. Запрещается устанавливать в окнах составные стекла.
Искусственное освещение в цехах может быть общим и комбинированным и должно соответствовать СНиП 23-05-95.
Осветительные приборы и арматуру необходимо протирать по мере надобности, но не реже одного раза в неделю.
Люминесцентное освещение на хлебопекарных предприятиях рекомендуется устраивать в отделениях: пекарном, тестомесильном, тесторазделочном, заварочном и дрожжевом, в хлебохранилище, экспедиции, административно-бытовых помещениях (лампы типа БС).
Запрещается применение переносных ламп и расположение светильников непосредственно над открытыми местами хранения сырья и готовой продукции.
Требования к санитарно-бытовым помещениям. Это гардеробные, бельевые чистого и грязного белья, душевые, уборные, умывальники, помещения для кормления грудных детей, для приема пищи, помещения для курения, а также комнаты личной гигиены женщин. С целью профилактики утомления, перегревания или переохлаждения организма на предприятии оборудуются комнаты психологической разгрузки, что позволит использовать перерывы для отдыха в специально оборудованных помещениях, восстановить в короткий срок тепловое равновесие организма, снять физическое утомление.
Санитарная одежда, соответствующая гигиеническим и промышленно-эстетическим требованиям предоставляется рабочим в соответствии с действующими нормами .
4.2 Расчет естественной вентиляции в помещениях
Определение теплоизбытков в помещении
Тепловыделение от людей
Количество тепла, выделяемого человеком, зависит от его физической нагрузки и от температуры воздуха в помещении. Количество тепла, выделяемого взрослым мужчиной, можно определить из таблицы 1 /7/. При работе средней тяжести температуре воздуха 25 0С выделяется 711620 Дж.
Тепловыделение от станков
Количество тепла, выделяемого от станков, определяется по формуле
(4.2.1)
где 860 тепловой эквивалент;
номинальная мощность, расходуемая станками, кВт;
определяется по формуле
(4.2.2)
где коэффициент использования уставной мощности (обычно );
коэффициент загрузки (обычно );
коэффициент одновременности работы (обычно );
коэффициент ассимиляции тепла воздухом, учитывающий, какая частота тепла затрачиваемой механической энергии передается в виде тепла воздуху помещения (колеблется от 0,1 до 1).
Тепловыделение от нагретого материала
Количество тепла, выделяемого в помещении нагретым материалом, определяется по формуле
(4.2.3)
где вес материала, кг;
теплоемкость материала, Дж
начальная и конечная температура
Тепловыделение от источников искусственного освещения
Избыток тепла в помещении от источников света можно определить выражением
(4.2.4)
где суммарная потребляемая мощность освещения, кВт
Тепло, вносимое в помещение солнечной радиацией
Количество тепла поступающего от солнечной радиации, определяется по формуле
(4.2.5)
где поверхность остекления, м2;
коэффициент, зависящий от характеристики остекления, выбираем по таблице 2 /7/;
солнечная радиация через 1 м2 поверхности остекления в зависимости от ориентации по сторонам света, выбираем по таблице 3 /7/, Дж.
Суммарное избыточное тепло
Определяем суммарное избыточное тепло, поступающее в помещение
(4.2.6)
Затем определяем избыточное тепло с учетом тепловых потерь
(4.2.7)
где тепло, поступившее в помещение, Дж;
тепловые потери, Дж.
Тепловые потери можно определить по формуле
(4.2.8)
где коэффициент теплопередачи (для кирпичной стенки -3348-3767 Дж);
площадь поверхности ограждения, м2;
внутренняя и наружная температура, 0С.
Определение необходимого воздухообмена
Расчет объема приточного воздуха, необходимого для разбавления избыточных тепловыделений, производим по формуле
(4.2.9)
где необходимый объем приточного воздуха, м3/ч;
избыточное тепловыделение, Дж;
плотность воздуха при температуре, соответствующей температуре подаваемого в помещение воздуха, кг/м3 (смотреть Приложение А /7/);
температура уходящего и приточного воздуха, 0С.
Определение избыточного давления и площади проемов
При расчете аэрации определяется площадь верхних и нижних вытяжных проемов. Вначале задаются площадью нижних проемов. Приводится схема аэрации помещения. В зависимости от площади открытия верхних вытяжных и нижних приточных фрамуг в помещении устанавливается уровень равных давлений (примерно посередине высоты здания) (Рисунок 1). Давление в этой плоскости равно нулю. Следовательно, на уровне центра нижних проемов создается давление:
(4.2.10)
где средняя плотность воздуха в помещении, кг/м3;
высота от плоскости равных давлений до верхних проемов, м.
Выше плоскости равных давлений существует избыточное давление, Па, которое на уровне центра верхних проемов равно:
(4.2.11)
Это давление вызывает вытяжку воздуха. Общая величина давления, при котором происходит воздухообмен в помещении, равна:
(4.2.12)
Определяем скорость воздуха в нижних проемах, м/с:
(4.2.13)
где необходимый воздухообмен, м3/ч;
коэффициент расхода, зависящий от конструкции створок и угла их открытия (для створок, открытых на 900, );
площадь нижних проемов, м2.
Далее определим потери давления, Па, в нижних проемах:
(4.2.14)
Находим избыточное давление в плоскости верхних вытяжных проемов
(4.2.15)
Определим требуемую площадь верхних проемов (м2)
(4.2.16)
4.3 Расчет продолжительности эвакуации из цеха производства формового хлеба при чрезвычайных ситуациях
Необходимо определить продолжительность эвакуации сотрудников кондитерского предприятия при возникновении пожара в здании. Производственное здание оборудовано автоматической системой сигнализации и оповещения о пожаре. Здание одноэтажное. Рассматриваем здание имеющее три свободных выхода. На данном производстве работает 46 человек.
По категории помещение относится к группе Г и II степени огнестойкости. Допустимая продолжительность эвакуации из здания не должна превышать 8 минут.
Время задержки начала эвакуации с учетом того, что здание имеет сирену пожарной сигнализации составит не более 4 минут.
Для определения времени движения людей по первому участку, с учетом габаритных размеров кабинета 6 6 м, определяется плотность движения людского потока на первом участке по формуле (1)
(4.3.1)
где - число людей на первом участке, чел.
- средняя площадь горизонтальной проекции человека, /чел,
и - длина и ширина первого участка пути, м.
м²/м²
По таблице приложения скорость движения составляет 100 м/мин, интенсивность движения 1 м/мин, т.о. время движения по первому участку
мин (4.3.2)
где - длина первого участка пути, м,
- значение скорости движения людского потока по горизонтальному
пути на первом участке, определяется в зависимости от относительной
плотности , м²/м²
Длина дверного проема принимается равной нулю. Наибольшая возможная интенсивность движения в проеме в нормальных условиях м/мин, интенсивность движения в проеме шириной 1,1 м рассчитывается по формуле:
(4.3.3)
где - ширина проема.
м/мин,
< поэтому движение через проем проходит беспрепятственно.
Время движения в проеме определяется по формуле
(4.3.4)
мин
Так как на втором участке работает 20 человек, плотность людского потока на данном участке составит
(4.3.5)
м²/м²
Время движения по второму участку составит
мин
На третьем участке работает 14 человек, плотность людского потока на данном участке составит
м²/м²
Время движения по третьему участку составит
мин
На четвертом участке работает 12 человек, плотность людского потока на данном участке составит
м²/м²
Время движения по четвертому участку составит
мин
На пятом участке работает 12 человек, плотность людского потока на данном участке составит
м²/м²
Время движения по пятому участку составит
мин
При максимальной плотности людского потока интенсивность движения через дверной проем на улицу шириной более 1,6м – 8,5м/мин, время движения через него.
мин
Расчетное время эвакуации людей следует определять как сумму времени движения людского потока по отдельным участкам пути
, (4.3.6)
где - время задержки начала эвакуации,
- время движения людского потока на первом участке, мин,
, , … - время движения людского потока на каждом из следующих
после первого участка пути, мин.
мин.
Таким образом, расчетное время эвакуации из помещений кондитерского предприятия находится в пределах нормы.
- Экономическая часть
Разработка данного просеивателя для муки проводится с целью внедрения ее на малых предприятиях. Разрабатываемая машина, в сравнении с имеющимися на современных предприятиях оборудованием, имеет более высокое качество просеивания. В связи с чем снижаются затраты на производство продукции. Расчет экономической эффективности проекта ведется с целью экономического обоснования целесообразности его внедрения.
В таблице 5.1 приведена техническая характеристика просеивателя для муки
Таблица 5.1 – Техническая характеристика просеивателя для муки.
|
Показатели |
Единицы измерения |
Значения |
|
Производительность Мощность: Габаритные размеры: длина ширина высота Занимаемая площадь Масса |
т/ч кВт
мм мм мм м2 кг |
1 1,1
956 578 1460 0,55 200 |
5.1 Расчёт себестоимости оборудования
Затраты на материалы для изготовления машины приведены в таблице 5.2.
Таблица 5.2 – Затраты на материалы
|
Материал |
Кол-во тонн |
Цена, руб |
Сумма, руб |
|
1.Сталь 20Х ГОСТ 4543-89 2. Сталь 45 ГОСТ 1050-74 3.Уголок 40 ГОСТ 380-71 4. Сталь нержавеющая |
0,03
0,04
0,03
0,03 |
32800
34200
31500
30700 |
984
1368
945
921 |
|
Итого: |
4218 |
||
Транспортные расходы: 5% от стоимости материалов
Зтм=4218*0,05=210,9 руб
Затраты на материалы:
Зм=4218+128,6=4428,9 руб
Таблица 5.3 – Затраты на покупные изделия.
|
Изделия |
Кол-во |
Цена за единицу, руб. |
Сумма, руб. |
|
1. Электродвигатель 2. Ремень клиновидный 3. Подшипник ГОСТ 831-75 4. Уплотнитель 5. Шкив ГОСТ 1412-79 6. Электроды ГОСТ 5264-75 7. Комплект электрооборудования |
1 2
4 5 3
20 кг
1 |
3670 700
380 60 300
80
1000 |
3670 1400
1520 300 900
1600
1000 |
|
Итого: |
10390 |
||
Затраты на транспортировку: 5% от стоимости покупных изделий:
Зти=10390*0,05=519,5 руб
Затраты на покупные изделия:
Зпи=10390+519,5=10909,5 руб
Таблица 5.4 – Энергозатраты на изготовление оборудования
|
Вид оборудования |
Стоимость 1 кВт/ч |
Кол-во часов |
Мощность, кВт |
Сумма, руб |
|
Токарный Фрезерный Сверлильный Шлифовальный Сварочный |
2,87 2,87 2,87 2,87 2,87 |
114 28 48 72 120 |
12 20 16 40 5 |
3926,16 1607,2 2204,16 8265,6 1722 |
|
Итого: |
17725,12 |
|||
Таблица 5.5 – Фонд заработной платы рабочих, занятых на производстве машин
|
Профессия |
Разряд |
Кол-во рабочих часов |
Часовая тарифная ставка, руб. |
Прямой фонд з/п, руб. |
|
Токарь Фрезеровщик Шлифовальщик Сварщик Слесарь-сборщик |
5 5 5 6 4 |
116 30 72 122 140 |
42,6 42,6 42,6 47,5 42,2 |
4941,6 1278 3067,2 5795 5908 |
|
Итого: |
20989,8 |
|||
Премиальные составляют 20% от прямого фонда заработной платы, руб:
Зпр=20989,8 * 0,2=4197,96 руб
Дополнительный фонд заработной платы составляет 15%, руб:
Здп=(ПФ+Зпр)*0,15 (5.1.1)
где
ПФ – прямой фонд заработной платы, руб.;
Зпр– премиальные руб.
Здп=(20989,8+4197,96)*0,15=3778,16 руб
Уральский коэффициент составляет15%, Ку руб.:
Ку=(ПФ+Зпр+Здп)*15% (5.1.2)
Ку=(20989,8+4197,96+3778,16)*0,15=4344,89 руб
Полный фонд заработной платы ПФЗ руб.:
ПФЗ=ПФ+Зпр+Зд+К (5.1.3)
ПФЗ=20989,8+4197,96+3778,16+4344,89=33310,81 руб
Отчисления на социальные нужды составляют 34,2 % от полного фонда заработной платы, Осн руб.:
Осн=33310,81*0,342=11392,3 руб
Затраты на содержание и эксплуатацию оборудования составляют 110% от ПФЗ, руб:
Зсо=33310,81*01,10=36641,9 руб
Цеховые расходы Цр составляют 120% от ПФЗ, руб:
Цр=33310,81*1,20=39972,97 руб
Производственная себестоимость руб.:
Пс=Зм+Зпи+Зэл+ПФЗ+Осн+Зсо+Цр+Ор (5.1.4)
где
Зм-затраты на материалы, руб.;
Зпи- затраты на покупные изделия, руб.;
Зэл- энергозатраты на изготовление оборудования, руб.;
Ор-общезаводские расходы, руб.;
Общезаводские расходы составляют 130% от ПФЗ, руб.
Пс=4428,9+10909,5+17725,12+33310,81+11392,3+36641,9+39972,97+43304,05= =197685,55 руб
Внепроизводственные расходы составляют 3% от производственной себестоимости, Вр руб.:
Вр=197685,55*0,03=5930,57 руб
Полная себестоимость, руб.:
Cп=Пс+Вр (5.1.5)
Сп=197685,55+5930,57=203616,12 руб
Прибыль составляет 15% от полной себестоимости, П руб.:
П=203616,12*0,15=30542,42 руб
Оптовая цена, руб.:
Цопт=Сп+П (5.1.6)
Цопт=203616,12+30542,42=234158,54 руб
Налог на добавленную стоимость составляет 18% от оптовой цены, НДС, руб.:
НДС=234158,54*0,18=42148,54 руб
Договорная цена, руб.:
Цдог=Цопт+НДС (5.1.7)
Цдог=234158,54+42148,54=276307,08 руб
5.2 Расчет капитальных вложений в оборудование
Коб=Цдог*(1+sТ+sС+sМ) (5.2.1)
где
sТ - коэффициент, учитывающий транспортные расходы 0,1;
sС - коэффициент, учитывающий затраты на устройство фундамента 0,05;
sМ - коэффициент, учитывающий затраты на ремонт и монтаж 0,15;
Коб=276307,08*(1+0,1+0,05+0,15)=359199,2 руб
5.3 Расчет эксплуатационных затрат на годовой выпуск продукции
Годовой объем производства в натуральном выражении, Ргод т/год
Ргод=Рсут*Ф (5.3.1)
где Рсут - суточный объем производства, Рсут=8 т/сут
Ф – количество рабочих дней.
Ргод=8*251=2008т/год
Количество электроэнергии в год Зэ, кВт:
Зэ= Рсут*Н (5.3.2)
где Н – норма расхода электроэнергии на 1 т продукции, кВт.
Зэ=2008*100=200800 кВт
Стоимость электроэнергии СЭ, руб:
СЭ=Зэ*тариф (5.3.4)
где тариф – стоимость 1 кВт*ч, руб:
СЭ=200800*2,87=576296 руб
5.4 Планирование заработной платы
Норма выработки, т.:
(5.4.1)
где
- суточный объем производства, т;
- количество смен.
Нвыр=8*1=8 т
Сдельная расценка , руб
где – тарифная ставка рабочего, 42,6 руб.;
Фонд заработной платы по сдельным расценкам, руб:
(5.4.2)
ФЗП сд.р=42,6*2008=85540,8 руб
Доплаты составляют 15% от фонда заработной платы со сдельными расценками, Д руб.:
Д=ФЗПсд.р*15% (5.4.3)
Д=85540,8*0,15=12831,12 руб
Премии составляют 15 %, П руб.:
П=(ФЗПсд.р+Д)*15% (5.4.4)
П=(85540,8+12831,12)*0,15=14755,79 руб
Основная заработная плата, руб:
ФЗПосн =ФЗПсд.р+Д+П (5.4.5)
ФЗПосн=85540,8+12831,12+14755,79=113127,71 руб
Фонд заработной платы дополнительный , руб:
ФЗПдоп=ФЗПосн*10% (5.4.6)
ФЗПдоп=113127,71*0,10=11312,77 руб
Районный коэффициент составляет 15%, руб:
(5.4.7)
Рк=(113127,71+11312,27)*0,15=18666 руб
Отчисления на социальные нужды составляют 34,2%, ОСН руб:
ОСН=(ФЗПосн+ФЗПдоп+Рк)*34,2% (5.4.8)
ОСН=(113127,71+11312,27+18666)*0,342=48942,25 руб
(5.4.9)
ФЗПобщ=113127,71+11312,27+18666+48942,25=192048,23 руб
Расходы на содержание и эксплуатацию оборудования РС и ЭО, руб:
(5.4.10)
где Н – норма расхода на содержание и эксплуатацию оборудования, Н %
РСиЭО=192048,23*50%=96024,12 руб
Общезаводские расходы ОЗР, руб:
(5.4.11)
где Н – норма общезаводских расходов, Н %.
ОЗР=192048,23*250%=480120,58 руб
Прочие расходы составляют 10% от фонда заработной платы, Пр руб:
Пр=ФЗП*10% (5.4.12)
Пр=33310,81*,10=3331,08 руб
Себестоимость производимых работ, руб:
СПР=СЭ+ПФЗ+ОСН+РСиЭО+ОЗР+ПР (5.4.13)
СПР=576296+33310,81+48942,25+96024,12+480120,58+3331,08= =1234693,76 руб
Внепроизводственные расходы составляют 4% от себестоимости производимых работ, руб:
ВПР=СПР*4% (5.4.14)
ВПР=1234693,76*0,04=49387,75 руб
Полная себестоимость, руб/год:
Сп=СПР+ВПР (5.4.15)
Сп=1234693,76+49387,75=1284081,51 руб/год
Себестоимость предлагаемых работ на одну тонну сырья, руб:
(5.4.16)
где годовая выработка, т/год.
5.5 Планирование прибыли
Прибыль от произведенных работ на одну тонну сырья составляет 15% от себестоимости предлагаемым работ на одну тонну сырья, руб:
(5.5.1)
Оптовая цена:
(5.5.2)
Оптово-отпускная цена, руб/год:
ООЦ=(Сп1Т+П1Т+10% НДС)*Ргод (5.5.3)
ООЦ=(639,48+95,92+73,54)*2008=1624351,52 руб
Рентабельность, %:
(5.5.4)
Прибыль от реализации произведенных работ, руб:
(5.5.5)
.
Налог на прибыль составляет 20% от прибыли на реализацию производственных работ, руб:
(5.5.6)
Прибыль чистая, руб:
(5.5.7)
5.6 Расчёт показателей эффективности капитальных вложений
Срок окупаемости, лет:
(5.6.1)
Фактический коэффициент экономической эффективности капитальных вложений:
(5.6.2)
Технико-экономические показатели проекта.
|
Показатели |
Единицы измерения |
Значения |
|
1. Годовая выработка |
т/год |
2008 |
|
2. Себестоимость полная в том числе: 2.1 Затраты на электроэнергию 2.2 Затраты на заработную плату 2.3 Затраты на дополнительную заработную плату 2.4 Районный коэффициент 2.5 Отчисления на социальные нужды 2.6 Расходы на содержание и эксплуатацию оборудования 2.7 Общезаводские расходы 2.8 Прочие расходы 2.9 Внепроизводственные расходы |
руб
руб руб руб
руб руб руб
руб руб |
1284081,51
576296 124439,98
11312,77 18666 48942,25
96024,12 480120,58 3331,08 49387,75 |
|
3. Оптово-отпускная цена |
руб |
1624351,52 |
|
4. Срок окупаемости |
год |
2,33 |
|
5. Фактический коэффициент экономической эффективности капитальных вложений |
|
0,43 |
На основе полученных данных можно сделать вывод, что разрабатываемый просеиватель для муки будет экономически эффективен, так как срок окупаемости 2,33 года, а фактический коэффициент экономической эффективности капитальных вложений больше нормативного (= 0,15).
|
Формат |
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Приме- чание |
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Общий вид |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Подъёмный механизм |
1 |
|
|
|
|
2 |
|
Бункер |
1 |
|
|
|
|
3 |
|
Откидная крышка |
1 |
|
|
|
|
4 |
|
Основание |
1 |
|
|
|
|
5 |
|
Труба |
1 |
|
|
|
|
6 |
|
Электродвигатель |
1 |
|
|
|
|
|
|
4АМАТ80В4 |
|
|
|
|
|
7 |
|
Отводная труба |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Формат |
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Приме- чание |
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сборочный чертеж |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Предохранительная решётка |
1 |
|
|
|
|
2 |
|
Фланец |
1 |
|
|
|
|
3 |
|
Съёмный стакан |
1 |
|
|
|
|
4 |
|
Барабан |
1 |
|
|
|
|
5 |
|
Основание барабана |
1 |
|
|
|
|
6 |
|
Шнек |
1 |
|
|
|
|
7 |
|
Труба |
1 |
|
|
|
|
8 |
|
Подшипниковый узел |
1 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
Стандартные детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
Электродвигатель |
1 |
|
|
|
|
|
|
4АМАТ80В4 |
|
|
|
|
|
10 |
|
Винт барашек DIN 316 |
4 |
|
|
|
|
11 |
|
Сито 49 ПА-60 |
1 |
|
|
|
|
|
|
(ТУ 17 62-10619-83) |
|
|
|
|
|
12 |
|
Магнитная ловушка |
1 |
|
|
|
|
|
|
ГОСТ 24936-89 |
|
|
|
|
|
13 |
|
Болт М16 ГОСТ 7798-70 |
4 |
|
|
|
|
14 |
|
Гайка М16 ГОСТ 5916-70 |
4 |
|
|
|
|
|
|
|
|
|
|
Формат |
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сборочный чертеж |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сборочные единицы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Узел привода |
|
|
|
|
|
|
|
просеивателя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Вал |
1 |
|
|
|
|
2 |
|
Крышка подшипника |
2 |
|
|
|
|
3 |
|
Стакан под подшипники |
1 |
|
|
|
|
4 |
|
Скребок |
4 |
|
|
|
|
5 |
|
Стойка |
8 |
|
|
|
|
6 |
|
Кольцо |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стандартные изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
Подшипник 46204 |
2 |
|
|
|
|
|
|
ГОСТ 831-75 |
|
|
|
|
|
8 |
|
Манжета ГОСТ 8752-79 |
2 |
|
|
|
|
9 |
|
Гайка М12 ГОСТ 5916-70 |
1 |
|
|
|
|
10 |
|
Болт М12 ГОСТ 7798-70 |
1 |
|
|
|
|
11 |
|
Гайка М10 ГОСТ 2524-70 |
4 |
|
|
|
|
12 |
|
Болт М10 ГОСТ 7798-70 |
4 |
|
Список использованных источников
- Остриков А. Н. Абрамов О. В. Расчет и конструирование машин и аппаратов пищевых производств. – СПб.: ГИОРД, 2003. – 3523 с.
|
Изм. |
|
Лист |
|
№ докум. |
|
Подпись |
|
Дата |
|
Лист |
|
|
|
ГОУ ОГУ 260601.65.14.11.00 ПЗ
|
- ТехнологическоеБ. М. Азаров, А. Т. Лисовенко, С. А. Мачихин и др.; Под ред. С. А. Мачихина. – М.: Агропромиздат, 1986. – 263 с.
- Практикум по расчётам оборудования хлебопекарного и макаронного производств. – М.: Агропромиздат, 1991. – 159 с.
- Введение в специальность «Машины и аппараты пищевых производств» / С. Т. Антипов, В. Е. Добромиров, И. Т. Кретов и др.; Под ред. Акад. РАСХН В. А. Панфилова. – М.: КолосС, 2008. – 184 с.
- Сопротивление материалов: Учебник для вузов / Под общ. Ред. Акад. АН УССР Г. С. Писаренко. – 4-е изд., перераб. И доп. – Киев: Вища школа. Головное изд-во, 1979. – 696 с.
- Дунаев П. Ф., Леликов О. П. Детали машин. Курсовое проектирование: Учеб. Пособие для машиностроит. Спец. Техникум. – 2-е изд., перераб. И доп. – Высш. Шк., 1990. – 339 с.
- Машины и аппараты пищевых производств : В 2-х кн. / Под ред. В.А. Панфилова ; МО. - М. : Высшая школа, 2001. – 703 с.
- Беляев В. А., Шульгин И. М. Пат. № 2406115/29-03; Заявл. 23.09.76; Опубл. 25.06.78, Бюл. № 23 – 3 с.
- Таршиков В. И., Филаткин А. Я. Пат. № 96101413/03; Заявл. 23.01.96; Опубл. 10.11.97 – 5 с.
- Марочник сталей и сплавов / Под ред. Сорокина В. Г. – М.: Машиностроение, 1989. – 640 с.
- Бакурский В. С., Ульянин С. Г. Пат. № 98108756/13; Заявл. 05.05.98; Опубл. 27.12.99 – 5 с.
- Саченко М. Г., Соловьв В. А. Пат. № 4217381/29-03; Заявл. 26.03.87; Опубл. 30.10.88, Бюл. № 40 – 3 с.
- Практикум по расчетам оборудования кондитерского производства : учеб. пособие для сред. спец. учеб. заведений / А.И. Драгилев, Г.М. Невзоров . – М.: Агропромиздат, 1990. – 176 с.
- Технологическое оборудование хлебозаводов и макаронных фабрик: учеб. для вузов / В. М. Хромеенков. – CПб. : ГИОРД, 2004. – 496 с.
- Мачихин С.А. Технологическое оборудование хлебопекарных и макаронных предприятий. М.:Пищ. пром. 1979. – 324 с.
- Шейнблит А. Е. Курсовое деталей машин: Учеб. Пособие для техникумов. – М.: Высш. шк., 1991. – 432 с.
- Молодык Н.В., Зенкин А.С. Восстановление деталей машин. – М.: Машиностроение, 1989 -480с.
- Гузенков П. Г. Детали машин: Учеб. Для вузов. – 4-е изд., испр. М.: Высш. шк., 1986 – 359 с.
- Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой. – М.: Машиностроение, 1989. – 200 с.
- Решетов С. Ю., Клещерева Г. А., Кушнаренко В. М. Кинематический расчет силового привода: Методические указания по курсовому проектированию для студентов инженерно-технических специальностей. –
- Сопротивление материалов: учебное пособие / Р. В. Ромашов. – 2-е изд., испр. И доп.
- Экономика и организация производства в дипломных проектах. /Под ред. К.М. Великанова. – Л.: Машиностроение, 1986. – 285 с.
- Технико–экономическое обоснование дипломных проектов. /Под ред. В.К. Беклинова. – М.: Высшая школа, 1991. – 176 с.
- Расчет естественной вентиляции в помещениях: метод. указ. к вып. разд. «Безопасность труда» в диплом. проектах / А.Э. Егель, В.М. Воронова, М.Н. Шарипова .
Уважаемый председатель и члены государственной аттестационной комиссии!!!
Вашему вниманию предлагается дипломный проект на тему: «Линия производства хлебобулочных изделий с разработкой тестомесильной машины производительностью 0,77 т/час».
Хлебопекарные изделия занимают значительное место в пищевом рационе. В связи с этим ставится задача более полного удовлетворения потребности населения в этих продуктах, постоянного улучшения их качества. Решение данной задачи возможно лишь при разработке новых видов оборудования, что является наиболее актуальным.
Технологическая линия и операторная модель представлена на листах 1 и 2. Мука из МУКОВОЗА поступает в СИЛОСЫ ДЛЯ ХРАНЕНИЯ МУКИ (3) оттуда через ПРОСЕИВАТЕЛЬ (7) и АВТОМУКОМЕР (10) попадает в дежу разрабатываемой тестомесильной машины. В которую, также, из БАЧКОВ ПОСТОЯННОГО УРОВНЯ (6) и СБОРНИКОВ ДЛЯ СОЛИ И ДРОЖЖЕВОЙ МАССЫ (8, 9) через ДОЗАТОРЫ (11, 12, 13) поступают остальные необходимые ингридиенты. После замеса дежа ДЕЖЕОПРОКИДЫВАТЕЛЕМ (15) опрокидывается в ТЕСТОДЕЛИТЕЛЬ (16) и ТРАНСПОРТЕРОМ (17) передвигается в ТЕСТООКРУГЛИТЕЛЬ (18), из которого тесто попадает в РАССТОЙНЫЙ ШКАФ (19). От туда тесто попадает на СТОЛ ДЛЯ ФОРМОВКИ (20), с которого отправляется в ПЕЧЬ (21). Из печи готовая продукция поступает в КОНТЕЙНЕРЫ (22) и направляется в торговлю.
Общий вид и сборочный чертеж представлен на листах 3 и 4. Машина работает следующим образом: дежа подкатывается и фиксируется, после этого опускается крышка и включается привод месильного органа. В данной машине мы применяем 2 ВЗАИМО-ПЕРПЕНДИКУЛЯРНЫЕ ЛОПАСТИ, что позволяет ИНТЕНСИФИЦИРОВАТЬ процесс замеса и исключить зоны не промеса.
На листах 5 и 6 изображены узел привода месильного органа и узел привода дежи.
На листах 7 и 8 показана деталировка основных узлов. Таких как зубчатое колесо состоящее из ступицы и бандажа. Корпус подшипников, крышка подшипников, вал и зубчатое колесо.
Кроме того, в проекте разработан технологический процесс восстановления зубчатого колеса представленный на листе 9.
В разделе Безопасность труда рассмотрен анализ условий труда и выявление опасных и вредных производственных факторов и выполнен расчет необходимого воздухообмена в печном помещении.
В экономическом разделе был произведен расчет технико-экономических показаний . Срок окупаемости составляет 0,1года, фактический коэффициент экономической эффективности капитальных вложений равен 20%.
Доклад окончен спасибо за внимание.
ЧЕРТЕЖИ
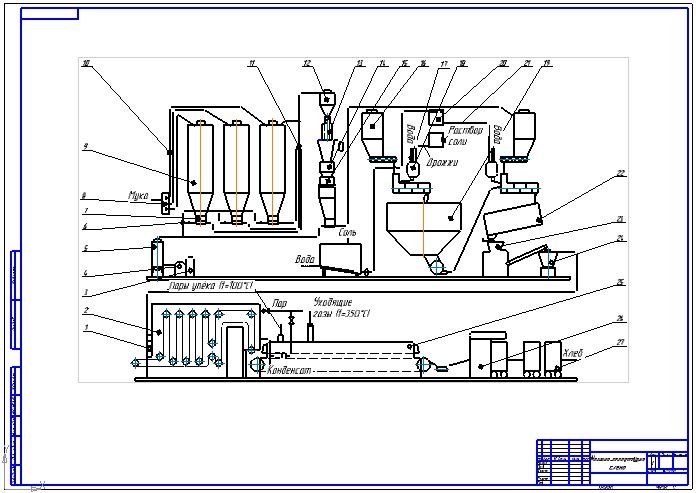
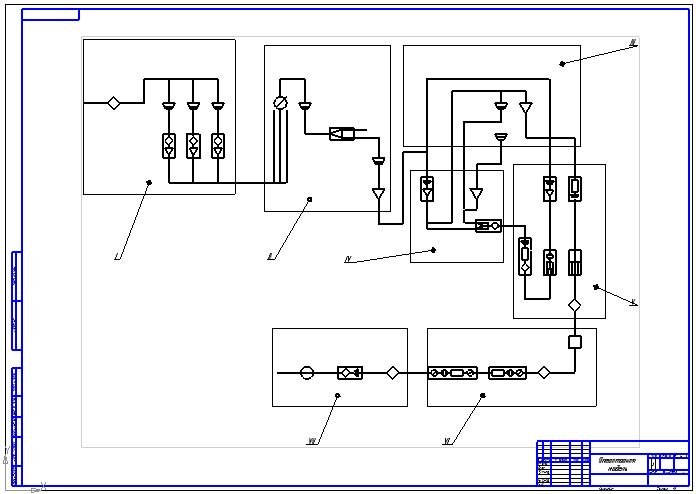
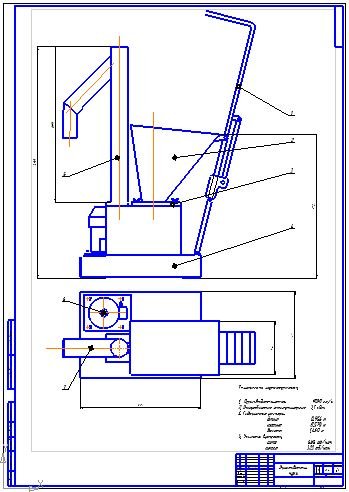
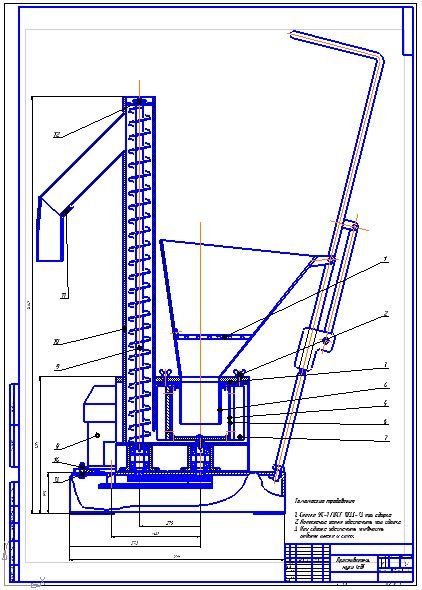
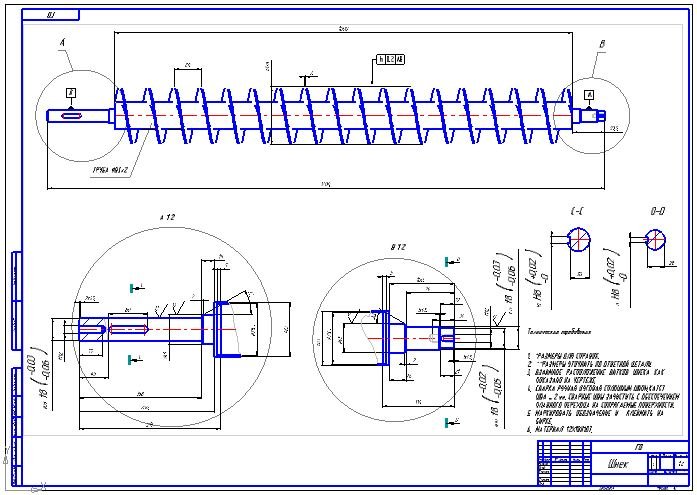
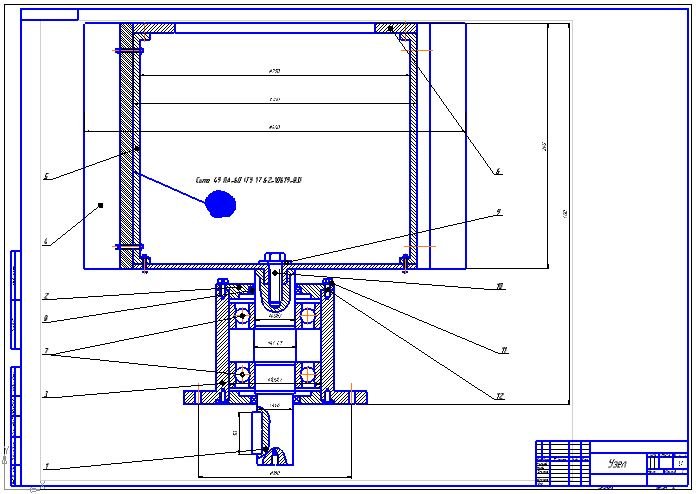
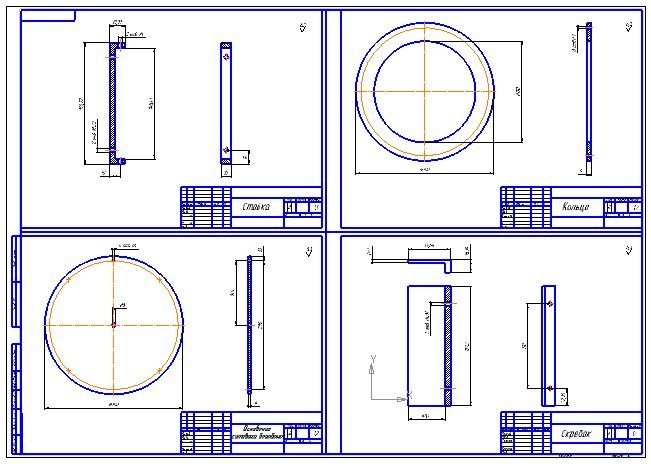
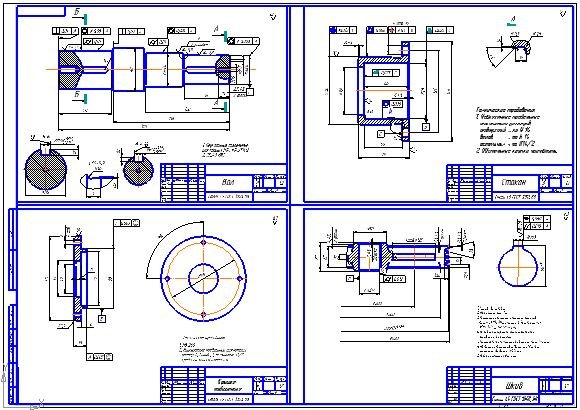
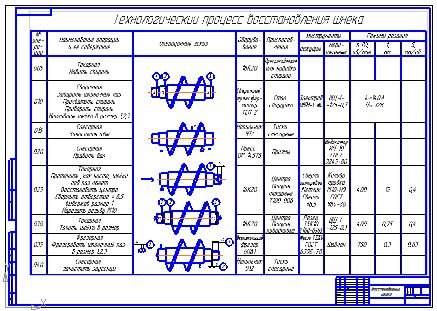
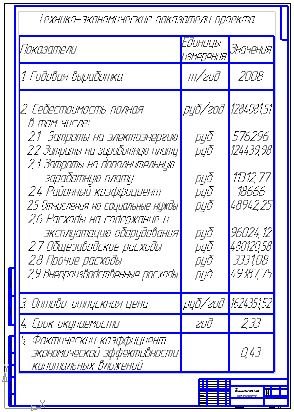
Скачать: