Разметкой называется операция нанесения на обрабатываемую заготовку линий, определяющих контуры детали или места обработки. Разметку на заготовке производят в соответствии с чертежом готовой детали.
В зависимости от выполняемых операций по разметке пользуются различным разметочным инструментом и приспособлениями.
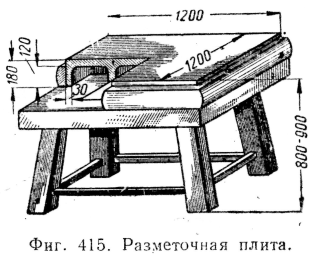
На разметочной плите устанавливают заготовки для нанесения на них линий контуров и мест, подлежащих обработке. Разметочные плиты отливают из чугуна и они имеют тщательно обработанную поверхность. Установку заготовок на плите производят при помощи специальных домкратиков и подкладок. Для удобства пользования плитой и предохранения ее обработанной поверхности от порчи плиту периодически протирают графитовым порошком, а после окончания работы прикрывают деревянным футляром.
На фиг. 415 показана разметочная плита, установленная на устойчивой деревянной подставке.
Чертилкой называется инструмент, служащий для нанесения линий на размечаемой заготовке. Чертилку изготовляют из стальной закаленной проволоки в виде толстой иглы, у которой один конец загнут под углом 90°; оба конца иглы заострены. Для удобства пользования посредине иглы делается утолщение (фиг. 416, а).
Кернер служит для нанесения углублений на заготовке в местах, подлежащих сверлению, и на разметочных линиях для лучшей их видимости. Кернер изготовляют из закаленной углеродистой стали; форма его цилиндрическая, один конец заострен под углом 60°, другой конец тупой (фиг. 416, б). При работе кернер устанавливают острым концом нормально к поверхности заготовки; по тупому концу наносят удар молотком.

Рейсмусом наносят линии на размечаемой заготовке. Рейсмус состоит из подставки с вертикальной стойкой; по стойке перемещается зажим с закрепленной в нем чертилкой (фиг. 416, б). Для удобства установки чертилки на определенной высоте на стойке рейсмуса можно наносить деления. Рейсмусы, имеющие стойки с нанесенными на них делениями, называются штанген-рейсмусами (фиг. 416, г).
Разметочный угольник служит для нанесения вертикальной линии; его короткая сторона имеет тавровое сечение, обеспечивающее устойчивость угольника на разметочной плите (фиг. 417, а).
Малкой пользуются для нанесения линий под требуемым углом; малка состоит из двух стальных линеек, соединенных шарниром (фиг. 417, б).

Разметочный циркуль употребляют для нанесения окружностей на размечаемых заготовках; устройство его показано на фиг. 417, в.
Центроискатель применяют для нахождения центра на цилиндрических заготовках (фиг. 417, г). Центроискатель представляет собой угольник, к которому прикреплена линейка, одна из сторон которой делит угол угольника пополам. Угольник приводится в соприкосновение своими сторонами с цилиндрической заготовкой; при такой установке центроискателя его линейка делит окружность торца заготовки пополам. После смещения линейки на произвольный угол проводят по линейке вторую линию. Точка пересечения линий, проведенных при первом и втором положении линейки, определяет положение центра окружности заготовки.
Рубку производят при помощи зубила или крейцмейселя. На фиг. 418, а дан чертеж зубила, а на фиг. 418, б — чертеж крейцмейселя. Как видно из этих чертежей, крейцмейсель отличается от зубила формой рабочей головки. Угол а заточки зубила и крейцмейселя уменьшается с уменьшением твердости обрабатываемого металла; величина его укладывается в пределах 70—45°.

Зубило применяют во всех обрубочных операциях за исключением вырубки гнезд, шпоночных канавок и т. п., которые выполняют крейцмейселем.
Зубила и крейцмейсели изготовляют из углеродистой стали.
Рубку зубилом или крейсмейселем осуществляют путем нанесения по ним ударов слесарным молотком.
Изделие, подлежащее рубке, зажимают в слесарных тисках. Тиски бывают
стуловые (фиг. 419, а) и параллельные (фиг. 419, б).
Резку металла при слесарной обработке производят ножовкой или ножницами. Ножовка состоит из ножовочного полотна и станка.
Ножовочные полотна изготовляют из стальных полос длиной 200—300 мм, шириной 11—16 мм и толщиной 0,5—0,8 мм: на длине 1 см нарезают 5—12 зубьев. Ручную ножовку применяют для резки материалов малых диаметров, при резке заготовок больших диаметров пользуются приводными ножовками. Для резки листового материала толщиной до 5 мм применяют ножницы.
Опиловкой называют слесарную операцию, применяемую для получения ровной поверхности детали после рубки или резки. Опиловку производят напильниками. Напильники изготовляют из стальных полос с насеченными на них зубьями (вручную зубилом или на специальной зубонасекальной машине). После насечки напильники подвергают закалке или цементации с последующей термической обработкой. Напильники изготовляют различных профилей и размеров.
Согласно ОСТ 320-325 длина напильников составляет 100— 450 мм при ширине 4—45 мм. На фиг. 420 показаны основные типы напильников. В зависимости от характера опиловочной операции и обрабатываемого материала применяют различные типы напильников.
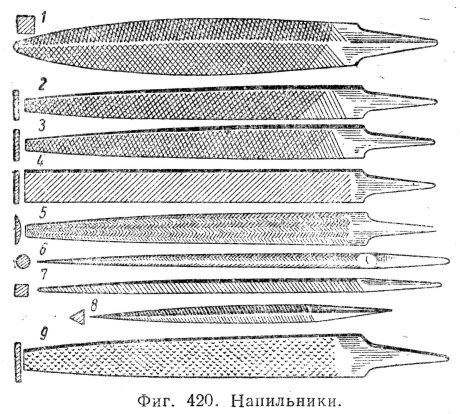
Для обработки баббита, свинца, кожи, дерева и т. п. применяются рашпили (фиг. 420, 9), имеющие 2—6 насечек на 1 пог. см.
При грубой обдирке металлов применяют брусовки (фиг. 420, 1), имеющие 4—6 насечек на 1 пог. см.
Для грубой опиловки пользуются драчевыми напильниками (фиг. 420, 2); число насечек 5—12 на 1 см.
Для чистовой опиловки применяют полуличные (фиг. 420, 3 и 4) и личные (фиг. 420, 5) напильники с числом насечек для первых 12—18 и для вторых 18—26 на 1 пог. см.
Для окончательной отделки и при точных работах применяют бархатные (фиг. 420, 6 и 7) напильники с числом насечек 26—40.
Для выпиливания фасонных отверстий и при мелких работах применяют надфили (фиг. 420, 8) с числом насечек 50—80 ка 1 см длины.
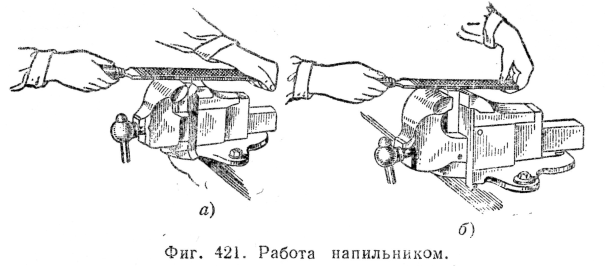
Качество опиловочной работы зависит от правильности пользования напильником. Одним из главных требований, предъявляемых к работе напильником, является соблюдение параллельности движения напильника к обрабатываемой поверхности. Положение рук слесаря при правильной работе напильниками показано на фиг. 421, где а— работа драчевым напильником, б — бархатным.
Ручное сверление. Сверлением называется операция получения в обрабатываемом материале отверстий. Инструмент, посредством которого производят эту операцию, называется сверлом. Сверла делят на перовые (фиг. 422, а) а спиральные (фиг. 422, б).

Режущие кромки перового сверла образуют угол 90° и более. Угол между задней гранью сверла и обработанной плоскостью, т. е. задний угол, делается 10—25°. Для уменьшения угла резания до 70—80° на передней грани выпиливают канавку.
Перовые сверла просты и дешевы в изготовлении: конец прутка оттягивают и отковывают в виде лопатки, затем закаливают и затачивают.
Недостатком их является неточность обработки, в частности, из-за отклонения оси сверла от оси вращения. Кроме того, при работе перовым сверлом стружка забивает получаемое отверстие и портит его, что вызывает необходимость периодически прерывать работу для удаления стружки.
Спиральное сверло представляет собой круглый стержень с двумя винтовыми канавками. Канавки служат для отвода стружки. Угол наклона винтовой канавки к оси в нормальных сверлах составляет 30°. На цилиндрической поверхности сверла вдоль винтовых канавок делают узкие полоски, называемые ленточками или фасками.
Спиральное сверло состоит из рабочей части 1 (фиг. 422, б, в) и хвостовика 4. Хвостовик служит для закрепления сверла и имеет цилиндрическую или коническую форму; на конце его сделана лапка 5.
На рабочей части сверла имеются винтовые канавки и режущая часть 2, представляющая собой конус с двумя режущими кромками.
Вдоль винтовых канавок сверла имеются ленточки 3. Режущая часть сверла (фиг. 422, в) имеет заднюю поверхность 1, перемычку 2, режущую кромку 3, канавку 4, фаску 5.
При работе спиральными сверлами отверстия получаются более правильными и чистыми, чем в случае работы перовым сверлом. Стружка при работе спиральными сверлами забирается и отводится автоматически винтовыми канавками. Спиральные сверла можно перетачивать без изменения их диаметра.
Недостатком спиральных сверл является сложность их изготовления. Заточку спиральных сверл следует производить пользуясь шаблонами.
Операция обработки отверстий, имеющиеся в литых и кованых заготовках или полученных сверлением, называется зенкерованием. Зенкерование производится в целях увеличения диаметра отверстия и осуществляется зенкером. Зенкер малых размеров (до 35 мм) делается цельным (фиг. 423, а) и отличается от обыкновенного сверла большим числом канавок (обычно четыре) и тупым концом. Зенкеры больших размеров делают насадными (фиг. 423, б), для работы их насаживают на оправку из машиноподелочной стали. Для обработки выходной части отверстий применяют зенкеры специальной формы — зенковки; на фиг. 423, в показан зенкер, служащий для раззенковывания отверстий под коническую головку болта.
Доведение просверленных отверстий до точного размера производят развертками (фиг. 423, г). Развертки отличаются от зенкеров большим числом канавок.
При работе сверлами применяют разного рода приспособления: трещотки, дрели ручные и механические (фиг. 424, а, б и в).

При обработке стальных деталей сверло охлаждают маслом или мыльной водой; бронзу и серый чугун сверлят без применения охлаждающих жидкостей, так как при обработке этих материалов образуется мелкая стружка, которая вместе с жидкостью превращается в весьма вязкую массу, сильно увеличивающую трение.
Нарезание резьбы. Инструмент, применяемый в слесарном деле для нарезания резьбы в отверстиях, называется метчиком.
Метчик представляет собой винт, у которого вдоль оси сделано несколько канавок, образующих режущие грани. Метчики могут иметь цилиндрическую и коническую форму. Устройство метчика показано на фиг. 425; образуемая метчиком резьба определяется профилем резьбы метчика, углом а этого профиля, шагом S, наружным диаметром D, внутренним диаметром D1. Слесарные метчики применяют комплектами из 3 шт.: обдирочный, получистовой и чи
стовой. Первый служит для предварительного образования нарезки, второй углубляет нарезку, сделанную обдирочным метчиком, третий отделывает резьбу.
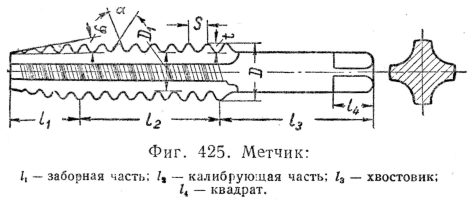
Обдирочный метчик имеет резьбу со срезанными вершинами, получистовой — резьбу менее срезанную, чистовой — полную. Нарезание резьбы метчиком производится в предварительно просверленном отверстии. Диаметр этого отверстия должен быть несколько меньше внутреннего диаметра резьбы. В процессе работы метчик ввертывают на один оборот, после чего ему дают полоборота в обратную сторону; таким приемом достигается дробление стружки и облегчается работа в целом.
Для получения более чистой поверхности резьбы в стальных изделиях метчики смазывают маслом (осерненным или растительным); при нарезании резьбы в чугунных и бронзовых изделиях смазку не применяют.
Для нарезания резьбы на стержнях применяют плашки.
Плашками называют круглые или квадратные пластины с центральным отверстием с нарезкой; для образования режущих кромок в нарезке сделаны прорези. Устройство круглых плашек показано на фиг. 426, а, плашки к косым клуппам, состоящие из двух половинок, — на фиг. 426, б. При нарезании резьбы плашки закрепляют в специальном приспособлении, называемом клуппом (фиг. 426,в).
Клупп состоит из рамки, в которой плашки закрепляют винтовым зажимом. Клупп имеет две рукоятки, которыми и производят его вращение.

Для нарезания резьбы на стержнях небольшого диаметра применяют винтовальные доски, представляющие собой стальную закаленную плитку с нарезанными в ней резьбовыми отверстиями (фиг. 426, г), для вращения винтовальной доски она имеет рукоятку.
Шабрением называется oneрация получения весьма чистых поверхностей путем удаления с них тонкого слоя металла соскабливанием; инструмент, применяемый для этой цели, называется шабером. Шаберы могут быть прямыми и изогнутыми, а по сечению плоскими, трехгранными и закругленными. На фиг. 427, а показаны различные шаберы, а на фиг. 427, б — положение шабера в процессе работы.
Процесс шабрения осуществляют следующим образом: 1) перед шабрением на поверочную плиту наносят тонкий слой краски (сурик, сажа, белила); 2) обрабатываемую поверхность кладут на плиту и слегка перемещают по ней, в результате на возвышениях обрабатываемой поверхности прилипает слой краски, тогда как прочие места остаются чистыми; 3) окрашенные места обрабатывают шабером. Эту операцию повторяют до тех пор, пока краска не будет покрывать равномерно всю обрабатываемую поверхность. Тогда краску с поверочной плиты удаляют, плиту насухо протирают и изделие перемещают по поверочной плите; при этом возвышенные места изделий обозначаются светлыми пятнами. О качестве шабрения судят по количеству таких пятен на 1 см2 обрабатываемой поверхности; обработка считается хорошей, если количество пятен составляет 5—6 на 1 см2.
Процесс шабрения очень трудоемок. Для его механизации применяют специальные устройства, значительно повышающие производительность и облегчающие труд рабочего. На фиг. 428 показан шабровочный станок.
Скачать реферат:
Пароль на архив: privetstudent.com