При пайке деталей ЛA места соединений нагреваются до температуры плавления припоя, которая должна быть ниже температуры плавления соединяемых материалов. Расплавленный припой при этом растекается по нагретым поверхностям стыка деталей, образуя при охлаждении паяный шов, диффузионно и химически связанный с материалом деталей. Пайка позволяет соединять детали не только из однородных, но и из разнородных материалов. Пайкой соединяются, например, стали со сплавами цветных металлов; металлы с графитом, ферритом, фарфором; керамика с полупроводниками; пластмасса, резина и т. п. Кроме того, можно паять детали с тонкостенными элементами, где применение сварки недопустимо из-за опасности прожога. Пайкой можно изготавливать за один производственный цикл сложные по конфигурации узлы и целые конструкции. Это позволяет рассматривать пайку как групповой метод соединения деталей.
В общем машиностроении и в ЛA объем паяных соединений все более увеличивается. Пайка применяется при изготовлении современных камер сгорания жидкостных реактивных двигателей, лопаток турбин, топливных трубопроводов и других конструкций из тугоплавких металлов, плохо поддающихся сварке.
В плоских паяных конструкциях встречаются соединения внахлестку, встык и др. Нахлесточные соединения наиболее распространены, так как позволяют изменением величины нахлестки достигать равнопрочности паяного соединения.
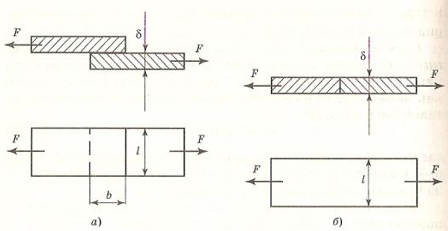
Рис. 1.

Зазор между деталями при пайке зависит от вида припоя и паяемых материалов и в значительной мере определяет прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. При малых зазорах диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщину паяного шва, а диффузионный слой и слой раствора — прочнее самого припоя. Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающих ее применение. По этой же причине перед пайкой требуется более точная по сравнению со сваркой механическая обработка и сборка деталей. В качестве припоев используются многие металлы и сплавы. Одной из важнейших характеристик припоя, определяющей назначение и способ его применения, является температура плавления Тпл. По этому признаку припои разделяются на высокотемпературные с Тпл > 450 °С и низкотемпературные с Тпл < 450 °С. К высокотемпературным относятся припои на основе меди, никеля, серебра, к низкотемпературным — на основе олова и свинца.
Для уменьшения вредного влияния окисления поверхностей деталей применяются специальные флюсы, которые не только защищают, но и растворяют окисные пленки, повышая текучесть припоя. Флюсы в зависимости от температурного интервала активности разделяются на низкотемпературные с Тпл < 450 °С (канифольные, кислотные, фтороборатные
и т. д. ) и высокотемпературные с Тпл > 450 °С (боридные, боридно-углекислые и др. ).
Расчет паяных стыковых и нахлесточных соединений на прочность аналогичен расчету сварных соединений. Стыковые паяные соединения рассчитываются на прочность как целые детали по номинальному сечению соединяемых деталей:
![]()

где а — действующие напряжения; F — растягивающая сила; б — толщина детали; [a] — допускаемые напряжения растяжения для паяных соединений.
Нахлесточные соединения рассчитываются на срез по площади контакта (пайки) деталей соединения:
![]()

где [t] — допускаемые напряжения на срез для паяных соединений; l — ширина пайки; b — длина нахлестки.
С увеличением площади пайки несущая способность соединений возрастает. В нахлесточных соединениях больший эффект имеет увеличение ширины пайки, чем увеличение длины нахлестки.
|
Материал паяемых элементов |
Припой |
Способы нагрева |
Допускаемые напряжения для соединения, МПа |
|
|
стыкового [a] |
нахлесточного [t] |
|||
|
Латунь |
Олово |
|
40... 50 |
30... 40 |
|
ПОС 40 |
Паяльником |
60... 70 |
40... 50 |
|
|
Медь |
ПОС 18 |
|
80... 90 |
25... 40 |
|
ПСр 45 |
В печи |
300... 320 |
240-300 |
|
|
Олово |
|
80 |
40 |
|
|
ПОС 40 |
Паяльником |
100 |
50 |
|
|
Низкоуглеродис-тая сталь |
ПOC 18 |
|
105 |
60 |
|
ПСр 45 |
|
220... 240 |
170... 180 |
|
|
ВПр |
В печи |
300... 400 |
250... 300 |
|
|
M1 |
|
350... 400 |
180... 200 |
Используемая литература:Детали машин и основы конструирования : учеб. для вузов /
Г. И. Рощин, Е. А. Самойлов, Н. А. Алексеева и др.; под
ред. Г. И. Рощинн и Е. А. Самойлова. — М. : Дрофа, 2006. —
415, [1] с.: ил. — (Высшее образование).
Скачать реферат:
Пароль на архив: privetstudent.com