В современных условиях технологическая подготовка производства, планирование, учет и управление производством, система материально-технического обеспечения базируются на применении высокопроизводительных средств механизации и автоматизации управления, включая широкое применение вычислительной техники и ЭВМ.
Технологическая классификация деталей создает условия для снижения трудоемкости технологической подготовки производства и широкого применения вычислительной техники в управлении производством.
К основным производственным задачам, решаемым при помощи технологической классификации деталей, относятся:
1) сокращение цикла технологической подготовки производства;
2) оптимизация выбора технологических процессов обработки деталей;
3) повторное применение, унификация и стандартизация технологических решений, технологических операций и процессов;
4) формирование производственных подразделений (предметнозамкнутых участков, поточных линий) для выпуска деталей определенного типа (единство технологического маршрута обработки);
5) оптимальное оперативное и перспективное планирование и управление производством.
В связи с многообразием существующих систем технологической классификации деталей и невозможностью их подробного рассмотрения ниже приводятся сведения только по «Технологическому классификатору деталей машиностроения и приборостроения», утвержденному Госстандартом СССР в 1972 г.
Технологический классификатор деталей базируется на следующих основных положениях:
1) система технологической классификации деталей распространяется на детали основного и вспомогательного производства машиностроения и приборостроения;
2) технологическая классификация деталей является продолжением и дополнением их классификации по конструктивным признакам;
3) технологическая классификация деталей построена по принципу многоаспектности, позволяющей группировать детали по ряду признаков;
4) в качестве классификационных признаков используются существенные конструкторско-технологические характеристики деталей, которые в совокупности с конструктивными признаками определяют их технологическое подобие;
5) кодирование деталей осуществляется буквенно-цифровым кодом.
Структура конструкторско-технологического кода детали включает 23 знака, в том числе:
а) конструкторский код: код конструкторских классификационных группировок — шесть знаков и порядковый регистрационный номер чертежа — три знака;
6) технологический код: код классификационных группировок основных признаков — шесть знаков и код классификационных группировок по виду деталей — восемь знаков.
В качестве кода конструкторских классификационных группировок принят код высших классификационных группировок общесоюзного классификатора продукции классов 40 и 50.
Основные признаки технологической классификации деталей (постоянная часть технологического кода) включают: размерную характеристику — три знака, группу материала — два знака, вид детали по технологическому процессу — один знак.
Переменная часть технологического кода различна в зависимости от назначения чертежа. Для деталей, проходящих механическую обработку, эта часть кода включает: вид исходной заготовки — два знака, класс точности — два знака, класс чистоты — один знак, характеристику элементов зубчатого зацепления — один знак, характеристику термической обработки — один знак, весовую характеристику — один знак.
«Размерная характеристика детали», «группа материала» и «вид детали по технологическому процессу» принимаются за основу технологической классификации деталей, как наиболее универсальные признаки, которые вместе с конструкторской классификационной характеристикой наиболее объективно и стабильно описывают деталь, предопределяют выбор технологического процесса.
Размерная характеристика важна для решения большинства задач технологической классификации деталей машин и приборов. в качестве размерной характеристики служат габариты детали.
помощью ее можно создавать специализированные участки обработки для изготовления деталей определенных размеров. Размерная характеристика позволяет сгруппировать детали по общности типоразмеров оборудования, его мощности и т. д.

Детали различной геометрической формы следует характеризовать различными габаритными размерами. Например, тела вращения должны характеризоваться в классификационных таблицах наибольшим диаметром и длиной, а также наибольшим диаметром отверстия; корпусные и плоскостные — длиной, шириной и высотой.
Материал детали имеет большое значение при разработке технологического процесса, так как от него зависит подбор оборудования, инструмента, режимов обработки, определение трудовых затрат, выбор рациональной структуры производства. Разделение ведется на укрупненные группы материалов. Эти группы материалов, характеризуемые двумя знаками кода, должны предусматривать возможность совместной обработки деталей, изготовленных из материалов одной группы, с применением однотипного оборудования, оснастки. При этом следует учитывать такие факторы, как режимы обработки, способы охлаждения (или нагревания), оснастку, противопожарные требования, и ряд других.
Код детали но технологическому процессу для одной и той же детали может быть различным. Так, например, детали, обрабатываемые резанием, имеют код 4, и этим кодом классифицируются чертежи для механического цеха. В то же время заготовки этих деталей, получаемые горячей штамповкой, имеют код 2, и этот код
проставляется при классификации деталей для кузнечного цеха, при коде 3 для цеха холодной штамповки и т. д. Эта система кодирования не лишена недостатков, хотя и позволяет технологически характеризовать детали для каждого вида производства.
Признаки технологической классификации деталей (переменная часть кода) в части деталей, обрабатываемых резанием, позволяют достаточно точно характеризовать заготовку, поступающую на механическую обработку. Так, например, имеют отдельный код отливки в песчаную форму, в оболочковую форму, по выплавляемым моделям и т. п. Отдельно кодируются калиброванные и некалиброванные штамповки, трубы, фасонные профили и другие виды заготовок.
Кодирование деталей по классу точности выполняется двумя знаками кода: для высшего класса точности наружных поверхностей и для внутренних поверхностей. Кодирование деталей по классу чистоты (шероховатости) поверхности выполняется одним знаком для наружных поверхностей. Кодирование деталей с элементами зубчатого зацепления ведется по величине модуля и точности зуба. Характеристика термической обработки выполняется одним знаком — по наличию термической обработки и получаемой твердости. Технологический код детали замыкает весовая характеристика, позволяющая приближенно определить массу детали.
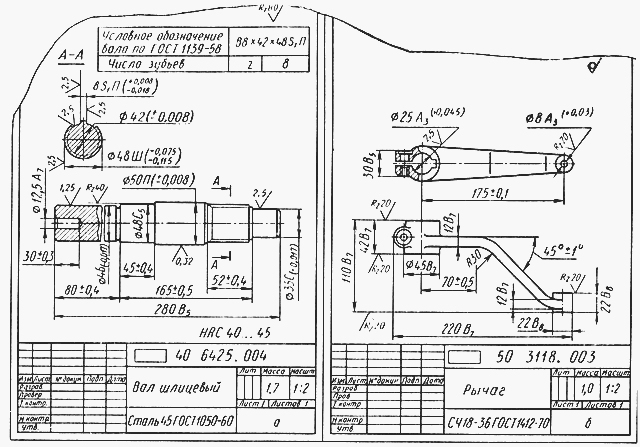
На рис. 1 приведены чертежи деталей, проходящих механическую обработку, с обозначением полного конструкторско-технологического кода деталей.
Система технологической классификации деталей является составной частью внедряемой в промышленности Единой системы технологической подготовки производства (ЕСТПП).
Используемая литература: "Комплексная механизация и автоматизация в механических цехах" авторы: Жданович В.Ф., Гай Л.Б..
Скачать реферат:
Пароль на архив: privetstudent.com