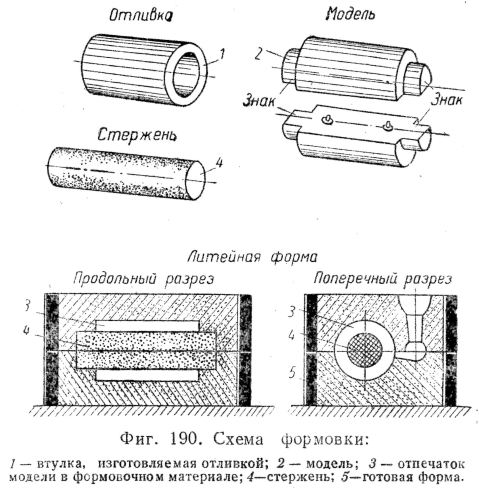
Получение в формовочном материале полостей, соответствующих всем очертаниям отливаемого предмета, для последующего заполнения расплавленным металлом достигается посредством отпечатка в формовочном материале модели предмета. Формовочный материал с оттиснутыми в нем с помощью модели пустотами образует литейную форму.
Для получения в отливаемом изделии пустот или углублений в литейные формы вкладываются стержни.
Соответственным сочетанием форм и стержней могут быть получены всевозможные очертания отливаемых предметов.
Модель не является точной копией отливаемого по ней предмета и часто для удобства формовки делается разъемной.
Такое отступление от точных очертаний изготовляемого по модели предмета вызывается необходимостью укрепления стержневых знаков в формовочном материале, необходимостью образования отверстий в отливаемом предмете, усадкой металла при отливке, припусками материала на обработку отливки и необходимостью образования так называемых прибылей—массивных придатков к форме, предназначаемых для питания последней металлом по мере его усадки. Модель делают разъемной для того, чтобы облегчить извлечение модели из формы и для облегчения формовочной работы.
На фиг. 190 показана схема формовки втулки.
Литейные формы называются открытыми, если расплавленный металл охватывается ими лишь снизу и с боков; если форма охватывает металл со всех сторон, она называется закрытой.
Модели. Наиболее употребительным материалом для изготовления моделей является дерево; оно сравнительно дешево, легковесно, легко поддается обработке. Реже применяются металлы: чугун, бронза, латунь, сплавы алюминия. Металлические модели дороже, но служат значительно дольше. Их применяют обычно при отливке большого количества однородных деталей; тогда расход на изготовление модели раскладывается на большое количество отливок, вследствие чего удорожание последних незначительно.
Дерево, употребляемое для изготовления модели, должно быть весьма тщательно просушено, в противном случае модели будут коробиться и давать трещины. Так как при сушке дерево сокращается неодинаково в различных
направлениях, то обычно модели склеивают из отдельных кусков с таким расположением волокон, которое обеспечивает минимальную деформацию при усадке.
Для устранения разбухания дерева при соприкосновении с влажным формовочным материалом модели окрашивают спиртовым лаком.
Модели для чугунных отливок окрашивают в красный цвет, для стальных — в синий, для бронзовых и латунных — в желтый; знаки окрашивают в черный цвет; перед сдачей на склад модели маркируют.
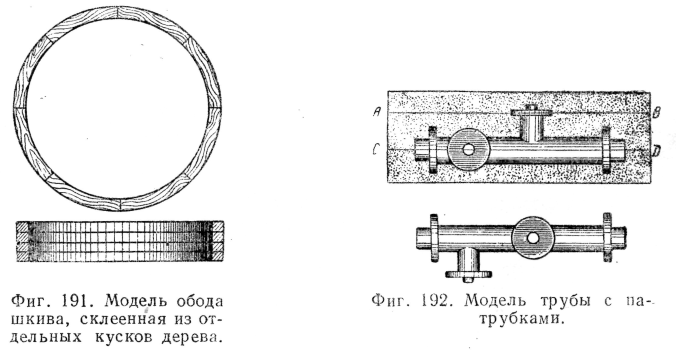
На фиг. 191 показана модель обода шкива, склеенная из отдельных кусков.
На фиг. 192 изображена модель трубы с двумя патрубками, которая разнимается по плоскостям А В и CD; в плоскостях соприкосновения частей разъемной модели в одной части делаются отверстия, а в другой — шипы, которые, входя в соответствующие отверстия, устанавливают надлежащим образом одну часть модели относительно другой.
В целях обеспечения надлежащих размеров отливаемого предмета, учитывая усадку
металла при производстве моделей, применяют так называемый усадочный метр. Усадочный метр должен давать поправку на усадку отливки в зависимости от того или иного металла. Так, для чугунных отливок усадочный метр равен не 1000, а 1010 мм при числе делений, равном 1000, для алюминиевых отливок 1014 и т. д.
Применение усадочного метра исключает необходимость каждый раз вычислять прибавку на усадку к размерам, указанным на чертеже.
Изготовление стержней. Стержни изготовляют в стержневых ящиках. Стержни крупных размеров изготовляют по шаблонам.
Стержни являются весьма ответственной частью формы; особенно важна роль их при отливке изделий с большими внутренними полостями.
Так как во время отливки стержень омывается расплавленным металлом, то материал для изготовления стержней должен обладать максимальной огнеупорностью и газопроницаемостью. В то же время этот материал не должен оказывать большого сопротивления усадке металла и легко выбиваться после отливки.
На фиг. 193 изображен стержневой ящик, который состоит из двух половин, соединенных посредством шипов. В образованную при складывании половинок полость (при вертикальном положении ящика) набивается земля. Для образования вентиляционного канала стержень протыкается проволокой; вентиляционный канал должен быть расположен точно посредине стержня.
Если необходимо поместить длинный стержень в форме в горизонтальном положении, в него
для увеличения прочности ставят металлический каркас. Для образования вентиляционных каналов в кривых стержнях прокладываются вощеные фитили; при сушке стержня воск расплавляется, после этого вынимают фитиль, на месте которого остается канал.
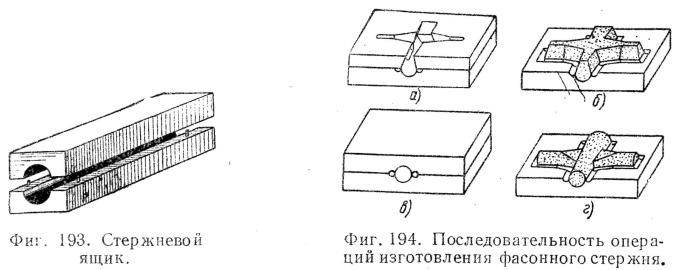
На фиг. 194 показана последовательность хода операций изготовления стержня: сквозная доска накладывается на нижнюю половину стержневого ящика, через вырез сквозной доски наполняется формовочной землей как нижняя половина ящика, так и вырез сквозной доски (фиг. 194, а); сквозная доска удаляется (фиг. 194, б); накладывается верхняя половина ящика (фиг. 194, в); верхняя половина ящика удаляется. На фиг. 194, г видно полученное округление трапециевидных очертаний стержня. Площадь трапеций равна здесь площади полукругов с некоторым избытком, для размещения которого по линии разъема ящика сделаны узенькие канавки. Приготовленный стержень сушат, после чего с него осторожно удаляют рашпилем заусеницы, образовавшиеся в плоскости разъема.
Стержни сложной формы и большого размера целесообразно разделять на несколько частей, а не формовать сразу.
Работа, затрачиваемая на соединение частей стержня, окупается сбережением ее при изготовлении стержня по частям и возможностью использования более дешевого формовочного материала, а также удобствами сушки.
Формовка. Формовкой называется совокупность работ по изготовлению из формовочных материалов литейных форм, способных выдержать воздействие расплавленного металла и сообщить ему свои очертания.
Формовку можно классифицировать по различным признакам: 1) по роду приспособлений, с помощью которых получают форму, формовка разделяется на формовку по моделям и шаблонную; 2) по месту, где находится формовочный материал, — на почвенную и в опоках (опоками называются ящики, в которых помещается формовочный материал, образующий литейную форму); 3) по роду формовочных материалов — на формовку в тощей земле, формовку в жирной земле и формовку в глине.
В зависимости от степени механизации формовочную работу разделяют также на ручную и машинную.
На практике различные виды формовок комбинируются, например, модельная с шаблонной, почвенная с опочной.
Выбор того или другого способа изготовления формы для получения доброкачественной отливки требуемой формы определяется в конечном итоге стоимостью работы. Ввиду того что изготовление моделей вообще очень дорого и иногда превышает стоимость самой отливки, применение модельной формовки выгодно лишь в том случае, когда по модели будет изготовляться большое количество отливок. Изготовление литейных форм при помощи шаблонов обходится дешевле, но для выполнения ее требуются рабочие более высокой квалификации.
Независимо от соображений экономического характера при формовке по моделям можно получать формы всевозможных очертаний, тогда как при шаблонной формовке разнообразие форм ограничено. Поэтому в большинстве случаев модельная формовка применяется и при изготовлении отливкой одного только предмета.
Формы, имеющие большие размеры в длину и в ширину при небольшой высоте (станины, плиты), можно готовить «по-сырому» (в сыром песке); для предметов значительной высоты, отливаемых вертикально (труб, цилиндров), формы готовятся «по-сухому».
При формовке в почве формы могут быть открытыми и закрытыми; в открытых формах отливают обычно предметы, не подвергающиеся обработке, например, колосники, анкерные и строительные плиты.
Машинная формовка применяется при массовом и крупносерийном производстве. Машинная формовка по сравнению с ручной имеет ряд преимуществ; она позволяет: 1) механизировать процессы уплотнения формовочного материала и выемки модели из опоки; 2) получать формы с равномерным уплотнением; 3) получать отливки более точных размеров; 4) лучше использовать труд формовщиков, освобождая их от установки и выемки моделей, исправления формы и др.; кроме того, машинная формовка по сравнению с ручной дает меньше брака.
Вопрос об экономической выгодности применения машинной формовки может быть разрешен из рассмотрения следующего неравенства:
![]()
где N — число опок, формуемых за год;
М—производительность формовочной машины в день на одного рабочего, выраженная в числе заформованных опок;
т — средняя дневная стоимость работы формовщика при машинной формовке;
А — годовой размер амортизационных расходов, приходящихся на формовочную машину и вспомогательное оборудование;
В — годовой размер эксплуатационных расходов, связанных с работой формовочной машины;
С — сумма амортизационных расходов на оборудование при ручной формовке;
D — годовой размер эксплуатационных расходов, связанных с ручной формовкой (кроме рабочей силы);
R — дневная выработка одного рабочего при работе вручную, выраженная в числе опок;
r — средняя дневная стоимость ручной работы формовщика.
Очевидно, что чем меньше будет левая часть неравенства по сравнению с правой, тем экономически выгоднее применение машинной формовки.
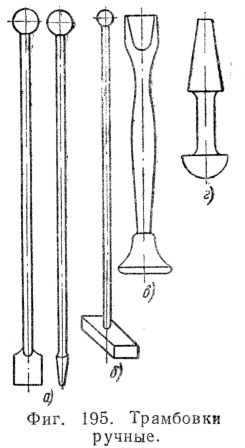
Формовочный инструмент. Употребляемый при формовочных работах инструмент служит главным образом для вскапывания, перемешивания, укладывания, просеивания, выравнивания и уплотнения формовочной земли, а также для исправления литейных форм. При формовочных работах употребляют лопаты, сита, трамбовки (ручные, пневматические и электрические), гладилки, ножи, молотки, крючки, ложки, линейки, щетки, мехи, мешочки для припыла, лампочки с рефлекторами, кисточки для чернил, пульверизаторы, уровни, отвесы. На фиг. 195 показаны различные ручные трамбовки; на фиг. 196 изображена пневматическая трамбовка, на фиг. 197 показаны гладилки всевозможной формы.

Опоки. Опоками называются ящики (без дна и крышки), в которые набивают формовочный материал, предназначенный для изготовления литейных форм.
Формы, заключенные в опоках, лучше сопротивляются давлению расплавленного металла. Формовка в опоках вследствие возможности поставить форму в любое положение представляет ряд удобств; кроме того, при изготовлении форм в опоках формовку можно производить в одном месте, а отливку в другом, перенося формы к месту отливки.
Таким образом, применение опок дает ряд преимуществ, но требуется затрата средств на изготовление опок, которые обычно изготовляют из дерева или металла. Деревянные опоки дешевле, но быстрее изнашиваются — перегорают, разрушаются под давлением металла, повреждаются при перемещении краном. Деревянные опоки целесообразно применять лишь при отливке одного предмета, размеры которого не подходят к размерам имеющихся в распоряжении литейной металлических опок.
Размер опоки не должен значительно превышать размера модели, так как в противном случае пришлось бы без пользы расходовать большое количество формовочного материала и непроизводительно затрачивать труд на набивку; считают достаточным оставлять между стенками опоки и моделью расстояние около 20 мм.
Форма опоки определяется формой модели — она может быть прямоугольной, квадратной, многоугольной, круглой и фигурной.
Число опок, употребляемых для изготовления одной формы, определяется минимальным количеством частей, на которые нужно разнять модель для того, чтобы вынуть ее, не повреждая формы.
Если форма изготовляется в нескольких опоках, то последние должны иметь ушки и скрепы, посредством которых опоки устанавливаются в определенное положение относительно друг друга. Для удобства перемещения к опокам приделывают ручки. Бортики внутри опоки предназначаются для поддержания формовочного материала.
На фиг. 198 показаны две деревянные опоки для безопочной формовки. Эти опоки можно раскрывать для удаления их с готовой формы. Отливка в этом случае производится в форму, не поддерживаемую опокой; во избежание прорыва безопочной формы жидким металлом в каждую опоку перед формовкой вставляют рамку из полосового железа высотой 60—70 мм; чтобы рамки легко входили в опоки, размеры их должны быть на 4—5 мм меньше внутренних размеров опок. После удаления разъемной опоки рамки остаются на форме.
На фиг. 199 показаны опоки для безопочной формовки другой конструкции — съемные опоки. На конусные безопочные формы, изготовленные в таких опоках, во избежание прорыва жидкого металла надевают широкие конусные рамки из листового железа, называемые жакетами.

На фиг. 200 показаны стальные литые опоки с отверстиями в стенках (для выхода газов из формы).
Способы формовки
Формовка в почве является самым дешевым, самым неудобным и наименее чистым способом формовки. Дешевизна обусловливается отсутствием расходов на изготовление опок, неудобство заключается в необходимости иметь дело с совершенно неподвижной формой, а отсутствие чистоты объясняется постоянным вскапыванием пола литейной.
Почвенная формовка может быть открытой, когда отливаемый предмет ограничивается горизонтальной плоскостью, образуемой расплавленным металлом, и закрытой, когда форма ограничивается сверху одной опокой.
Первый способ применяется в случаях, когда плоскость, образованная свободной поверхностью расплавленного металла, может быть не особенно чистой.
Работа начинается с приготовления постели для формы. Для этого модель кладут на землю, и здесь грубо намечается проекция ее, после чего выкапывается яма таких размеров, чтобы ее края выходили за пределы проекции модели не менее как на 20 см, а глубина превосходила высоту модели приблизительно на высоту лопаты. В приготовленную яму укладывают ровным слоем кокс, а на кокс — полученную при выкапывании ямы землю, обычно представляющую собой старый формовочный материал.

Коксовую постель устраивают для лучшего удаления из формы газов, выделяющихся при отливке. При отливках небольшой толщины (плиты) коксовой постели можно не делать.
На фиг. 201 показана открытая форма для отливки плиты, приготовленная в почве. Для заполнения формы 1 служит углубление — воронка 2, в которую заливается расплавленный металл, заполняющий форму через канал 3.
Обычно при отливке в открытые формы глубина последних делается несколько больше толщины отливаемого изделия, а на уровне, соответствующем этой толщине, прорезается в формовочном материале канал, по которому излишний металл отводится из формы; при таком устройстве устраняется опасность переполнения формы и достигается получение отливок нужной толщины.
При отливке в открытые формы вследствие небольшого гидростатического давления, развиваемого в этом случае металлом, углы отливки всегда получаются слегка закругленными.
При отливке в почве предмета, верхняя часть которого должна иметь сложные очертания, необходимо для получения требуемой поверхности формы применять опоки. Такая промежуточная формовка показана на фиг. 202; здесь представлена форма для отливки крышки подшипника. Изготовление формы в этом случае состоит из шести операций:
I) готовится почва; 2) в почве заформовывается модель до уровня, обеспечивающего извлечение модели без повреждения формы; 3) когда модель заформована, поверхность формовочной земли присыпается сухим чистым песком.
служащим для предохранения от слипания формовочного материала, находящегося в почве, с материалом, наполняющим опоку; 4) устанавливается опока; вокруг нее забивают несколько колышков, чтобы впоследствии можно было поставить опоку точно на прежнее место, а также устанавливаются два конических стояка — один для образования литника 2, другой для образования отверстия 1 для выхода из формы воздуха и газов (выпора); затем опока наполняется облицовочным материалом и окончательно заформовывается наполнительной землей; 5) когда опока будет заполнена, земля в ней утрамбована и выравнена, поднимают опоку, удаляют модель, конические стояки и устанавливают стержни 3 и 4; 6) приправка и припыливание формы и установка опоки на старое место.
Формовка в опоках. Модели, по которым изготовляются литейные формы, в большинстве случаев имеют очертания, не позволяющие вынуть модель из формовочного материала без повреждения полученной формы; поэтому модели обычно делаются разъемными, а для формовки их применяют две или несколько опок. Наиболее широко применяется опочная формовка в двух опоках с помощью подмодельной доски.
Подмодельной называется доска, выстроганная с одной стороны, а с другой стороны имеющая две шпонки. Эта доска подкладывается во время формовки под модель и опоку, внутри которой модель заформовывается. Размер подмодельной доски в длину и ширину должен быть на 2—3 см больше самой большой из опок, обслуживаемых этой доской. Если подмодельная доска имеет по всей поверхности сквозные отверстия, то она называется поддоном. Поддон и подмодельная доска являются необходимыми принадлежностями формовки в двух опоках.
Процесс формовки заключается в следующем.
1. Подмодельную доску ставят на верстак или на пол и на нее кладут половину модели так, чтобы плоскость разъема прилегала к доске.
2. На подмодельную доску ставят опоку ушками книзу так, чтобы стоящая на доске часть модели оказалась внутри опоки.
3. Модель засыпают через сито свежей формовочной землей; эту облицовочную землю формовщик приминает к модели рукой и затем покрывает до краев опоки просеянным старым формовочным материалом (наполнительная земля). Весь наполняющий опоку формовочный материал утрамбовывается.
4. Наполненную утрамбованным материалом опоку покрывают поддоном, поворачивают вместе с подмодельной доской и поддоном на 180°, ставят на верстак или на стол, убирают подмодельную доску и посыпают поверхность формовочного материала сухим песком или угольным порошком для предохранения формовочного материала нижней опоки от прилипания к формовочному материалу верхней опоки.
5. Сдувают мехом с модели песок и накладывают вторую половину модели на первую половину и вторую опоку на первую опоку, засыпают вторую половину модели и формовочный материал первой опоки слоем свежей формовочной земли, приминают его вручную к модели, заполняют вторую опоку доверху старой землей и утрамбовывают землю; кроме того, при заполнении верхней опоки землей надо позаботиться об установке в опоку модели литника и выпора.
6. Вынимают из верхней опоки модель литника, расширяют верхнюю часть литника, придавая ей вид воронки, и закрывают верхнюю опоку подмодельной доской.
7. Разнимают опоки, а вместе с ними разъединяют и половины модели; верхнюю опоку переворачивают моделью кверху и вытаскивают из обеих опок половинки модели.
8. Подправляют формы (в случае повреждения при извлечении модели), припыливают их поверхность, вставляют стержни, если они требуются по конструкции отливаемой детали, складывают обе половины формы и скрепляют опоки. После этого форма вполне готова к отливке.
Процесс формовки в двух опоках показан на фиг. 203. Последовательность операций обозначена цифрами.
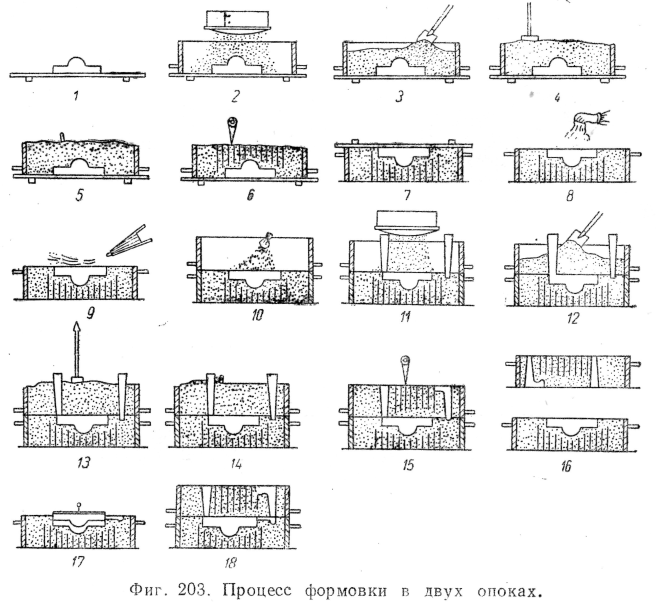
Все описанные приемы формовки в двух опоках повторяются и при формовке в большем числе опок. Когда все опоки будут заформованы, они по очереди снимаются, из них извлекаются части модели, формы подправляются, припыливаются или окрашиваются и затем вновь соединяются в прежнем порядке.
Пример. На фиг. 204 изображена модель и форма шарового ответвления. Способ формовки подобен описанному выше случаю формовки в двух опоках. Сначала набивают среднюю опоку с частью модели 2, потом нижнюю с фланцем 3 и, наконец, верхнюю с частью модели 1.
Шаблонная формовка. Шаблонную формовку применяют главным образом при изготовлении отливкой тел вращения, например, маховиков, шкивов, котлов.
Необходимые приспособления при шаблонной формовке: стойка, рукав, одним концом соединенный со втулкой, надетой на стойку, а другим — с шаблоном, и самые шаблоны. На фиг. 205 показан станок для шаблонной формовки тел вращения.

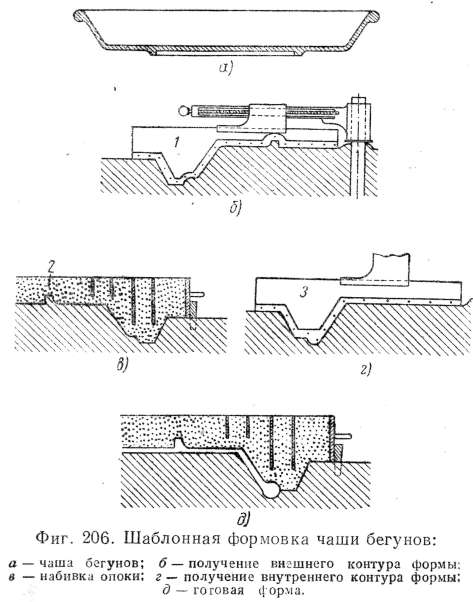
На фиг. 206 показана формовка чаши бегунов. На эскизах б, в, г и д показаны в последовательном порядке операции изготовления посредством шаблонов литейной формы этой детали.
Работа состоит из следующих операций.
1. Взрыхляется почва на площади, размер которой соответствует размеру изготовляемой формы; взрыхленная почва плотно утрамбовывается.
2. Устанавливают шаблон 1 (фиг. 206, б), соответствующий внешнему контуру изготовляемой формы, и, погрузив его на небольшую глубину в формовочный материал, медленно поворачивают вокруг стойки на полный круг;
когда таким образом будет снят некоторый слой материала, осаживают шаблон и снимают следующий слой; работа продолжается до тех пор, пока в почве не образуется яма, профиль которой соответствует очертаниям шаблона.
3. Убирают шаблон 1, ставят вокруг ямы опоку 2 (фиг. 206, в) и отмечают
ее положение вбитыми около стенок ее колышками; присыпают яму разделительным материалом (сухим песком, толченым углем) и набивают опоку, после
чего последнюю опрокидывают и приправляют, если нужно, полученную в ней форму внешней поверхности изготовляемой детали.
4. Разрушают вырезанную шаблоном в яме форму, разрыхляют в яме землю, подсыпают свежей и утрамбовывают; устанавливают шаблон 3 (фиг. 206, г), соответствующий внутренним очертаниям отливаемого предмета, и путем вращения его получают в яме соответствующую шаблону форму.
5. Убирают шаблон, приправляют форму, ставят опоку и получают в результате литейную форму, изображенную на фиг. 206, д.
Формовка при помощи модельных плит. При формовке значительного количества однородных отливок небольшого размера применяют модельные плиты, представляющие собой обычно разъемные модели нескольких предметов, соединенные между собой общим литником. В современных литейных цехах иногда при помощи модельных плит формуют и крупные отливки. Формовка по
модельным плитам представляет ряд удобств: модели получают постоянное расположение в опоке; не приходится изготовлять литников; не тратится время на извлечение отдельных моделей; менее повреждаются формы при извлечении модели; достигается большая точность в размерах отливки (с минимальными припусками на обработку).
Модельные плиты чаще всего делают из металла, реже — из гипса, еще реже — из дерева.
Деревянные модельные доски недостаточно удобны, так как могут коробиться.
Модельные плиты применяют главным образом при машинной формовке.
При формовке по модельным плитам, если плита состоит из двух половинок, на каждую доску ставится по опоке; опоки набивают обычным способом, плиты после набивки удаляют, опоки складывают и затем производят заливку форм.
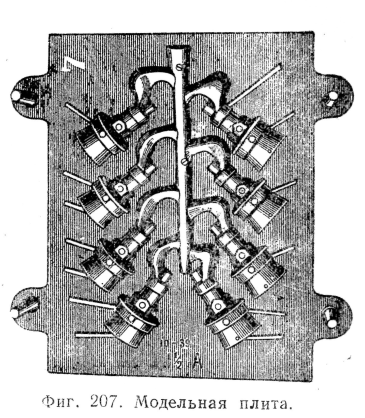
На фиг. 207 представлена модельная плита с размещенными на ней половинками моделей арматуры.
Машинная формовка. Изготовление литейных форм ручным способом требует много труда и времени; рабочие должны иметь высокую квалификацию. Применение машин для изготовления литейных форм дает возможность ускорить процесс формовки и повысить производительность труда формовщиков. Достаточный навык для успешной работы на формовочной машине приобретается гораздо скорее, чем для формовочной работы вручную.
Кроме того, полученные машинным способом формы отличаются большей точностью по сравнению с изготовленными вручную.
Формовочные машины получили широкое применение с развитием массового производства.
Применяемые при формовочных работах машины могут быть разделены на четыре группы: 1) машины для извлечения моделей из опок; 2) машины, служащие одновременно для набивки опок и для извлечения из них моделей; 3) машины для формовки шаблоном и 4) пескометы.
Машины второй группы могут быть в свою очередь подразделены на следующие подгруппы: а) машины без поворотных формовочных плит; б) машины с поворотными плитами; в) машины со сквозными (протяжными) плитами.
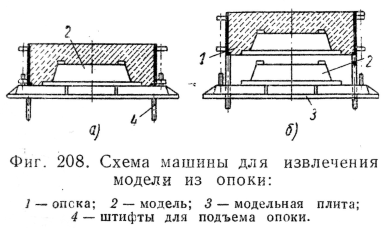
Схема машины первой подгруппы показана на фиг. 208. Опока с заформованной в ней моделью показана на фиг. 208, а, с вынутой моделью — на фиг. 208, б. Машины такого типа могут работать только с моделями, сравнительно легко отделяющимися от формы, т. е. имеющими достаточную конусность.
При формовке в двух опоках и при наличии одной машины приходится, сначала формовать только верхние опоки, а затем только нижние.
На фиг. 209 изображена схема машины с поворотной плитой. Модели вместе с опоками могут поворачиваться на модельной плите (механизм на эскизе не показан). При повороте на 180° часть модели, бывшая наверху, оказывается внизу. Для извлечения модели из формы может опускаться опока или подниматься плита.
На машинах такого устройства можно формовать обе половины модели и сразу получать готовую к отливке форму.
На фиг. 210 представлена схема машины с протяжной плитой: при таком устройстве машины можно получать формы с параллельными боковыми плоскостями.

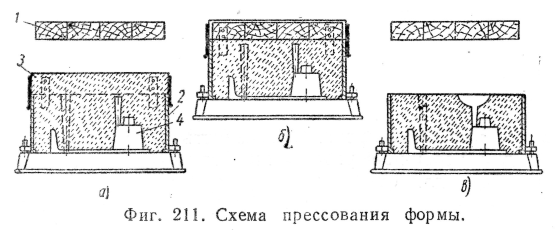
Уплотнение формовочного материала производится рычажным, винтовым, гидравлическим или пневматическим механизмами, а также встряхиванием опоки с находящейся в ней формой и формовочным материалом и пескометами.
На фиг. 211 показана схема прессования форм по модели 4. Опока 2 с наставной рамой 3 и модельной плитой поднимаются к прессовой плите 1 (фиг.211, а). На фиг. 211, б показана модельная плита, опока и наставная рама в поднятом кверху положении, а прессовая плита 1 находится в том положении, которое она занимает после уплотнения формовочного материала. На фиг. 211, в показана опока в опущенном положении при снятой наставной раме.
Сущность действия машин, уплотняющих формовочный материал встряхиванием, заключается в том, что формовочный материал, покрывающий помещенную в опоке модель, подвергается ряду вертикальных толчков и вследствие этого уплотняется. Схема устройства такой машины, приводимой в движение сжатым воздухом, показана на фиг. 212.
Когда в цилиндр 8 начинает поступать сжатый воздух, поршень 5 вместе со столом 6 и находящейся на нем опокой 2 поднимается до тех пор, пока не освободится отверстие для выхода воздуха. В этот момент, поршень начинает падать вниз, затем снова впускается воздух, и поршень 5 опять поднимается.
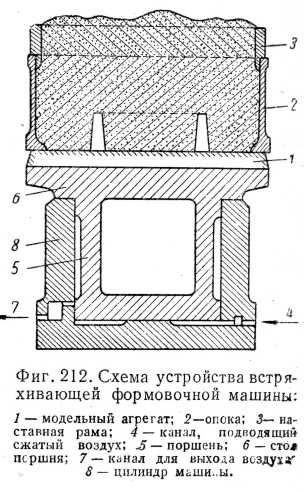
С помощью соответствующих регуляторов можно устанавливать различную высоту подъема поршня. Число ходов поршня —- от 150 до 300 в минуту. Опыт показывает, что количество подъемов, которое должна получать опока для полного уплотнения находящегося в ней материала, зависит от высоты опоки; в общем это число колеблется между 10 и 80. Встряхивающие формовочные машины особенно удобны в случае формовки больших моделей, для которых нет прессовых машин подходящих размеров.
Необходимым условием правильной работы формовочных машин, уплотняющих материал встряхиванием, является достаточно массивный фундамент и устранение возможности боковых толчков, ведущих к появлению трещин в изготовляемой форме.
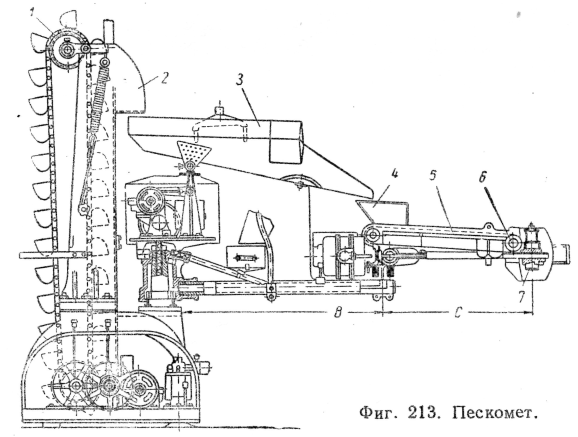
Формовочные машины — пескометы производят автоматически не только формовку, но и подачу в форму формовочного материала, отбрасываемого центробежной силой быстро вращающегося ковша.
На фиг. 213 приведен чертеж пескомета. Подача земли производится элеватором 1 через кожух 2 к ситу 3, приводимому в сотрясение. Просеянный материал поступает в воронку 4, а отсюда по транспортеру 5 в коробку 6, внутри которой вращается ковш, делающий до 1000 оборотов в минуту. Действием центробежной силы ковш выбрасывает просеянный формовочный материал через устье 7. Вследствие того что голова машины вращается вокруг вертикальной оси на радиусе С (до 6 м), а эта ось в свою очередь вращается вокруг вертикальной оси на радиусе В, головка может быть установлена почти в любой точке круга радиуса С + В, что позволяет набивать большое количество опок; регулируя скорость вращения ковша, можно производить набивку опок с желаемой степенью плотности.
Пескометные формовочные машины можно применять при изготовлении форм любого вида и любой величины. В этом заключается большое преимущество их перед всеми другими типами формовочных машин. Пескометы набивают формы глубиной до 3 м; при формах больших размеров пескомет переносится по мере выполнения работы от одного конца формы к другому. Производительность пескометов достигает 25 м3 формовочного материала в час; производительность труда рабочего при работе на пескомете гораздо выше, чем при работе на других формовочных машинах.
Пескометы могут быть стационарными и передвижными.
Действие формовочных машин, работающих без применения моделей, описано в разделе, отведенном шаблонной формовке; это машины, в которых движение шаблонов производится с помощью механизма.
Ниже приводится описание нескольких конструкций формовочных машин.
На фиг. 214 приведена схема гидравлической формовочной машины с модельной плитой, вращающейся в подшипниках 1; зажимы 2 служат для укрепления опоки 3 на модельной плите. Когда опока 3 и наставная рама 4 будут заполнены землей, поверх земли кладется плита 5, модельную плиту поворачивают на 180°, в цилиндр 6 впускается вода, поднимающая плунжер 7 и плиту 8, которая выжимает формовочный материал из наставной рамы 4 в опоку; после этого опускают плиту 8, устанавливая ее так, чтобы можно было подкатить по рельсам 9 тележку 10; когда тележка поставлена на место, плиту 8 вместе с тележкой поднимают, освобождают опоку, опускают ее вместе с тележкой на рельсы и откатывают. Так же поступают и с другой опокой.

На фиг. 215 показана простейшая стационарная встряхивающая машина. Иногда встряхивающие машины комбинируют с прессующими: сначала материал уплотняется встряхиванием, а затем допрессовывается.
Скачать реферат:
Пароль на архив: privetstudent.com