Прокатка возможна только в том случае, если полоса металла будет захвачена валками.
Пусть полоса входит в соприкосновение с валками; тогда давление R валка на полосу можно разложить по длине полосы и перпендикулярно к этой длине.
Обозначим эти слагающие через М и N, тогда из чертежа фиг. 261 имеем
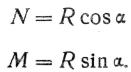
Обозначим через y коэфициент трения между обрабатываемым металлом и материалом валков; тогда, для того чтобы обрабатываемый кусок металла был захвачен валками, необходимо чтобы Ny ; М или уRcos а R sin а, откуда tg т. е. угол а должен быть меньше угла трения. Угол а называют углом захвата.
Отсюда следует, что диаметр валка находится в зависимости от толщины прокатываемой полосы: чем эта толщина больше, тем больше должен быть диаметр валка.
Рассмотренное условие возможности захвата валками обрабатываемого металла относится к валкам с гладкой поверхностью. При шероховатой поверхности валков их способность к захватыванию металла возрастает, поэтому в калибрах черновых станов иногда делают насечку.
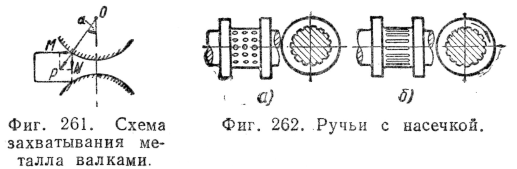
На фиг. 262, а показан ручей с насечкой кернами, а на фиг. 262, б —- с насечкой бороздкой.
Насечка не должна быть чрезмерно глубокой, так как в противном случае ее след может оставаться и на готовой продукции. Так как уменьшение пластичности металла увеличивает его упругие свойства, то уменьшение пластичности отрицательно сказывается на процессе захвата болванки валками, поэтому очевидно, что условия захвата облегчаются с повышением температуры болванки в момент соприкосновения ее с валками.
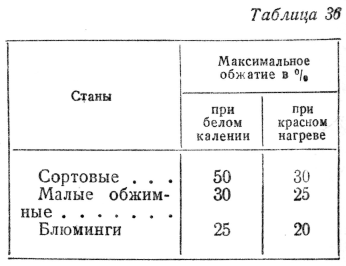
В табл. 36 приведены цифры максимальной величины обжатия прокатываемой полосы, при которой еще возможен захват, если отношение высоты ручья к диаметру валка не больше 0,1.
Скачать реферат:
Пароль на архив: privetstudent.com