Кафедра технологии переработки нефти
ДИПЛОМНЫЙ ПРОЕКТ
Разработка технологии очистки ШФЛУ от сернистых соединений с вовлечением высвобождающегося оборудования У-32 и У-90
ЗАДАНИЕ
|
1. Содержание задания по профилирующему разделу проекта |
|
|
1. Литературный обзор по теме: Очистка сжиженных газов от сероводорода и меркаптанов. |
|
|
2. Характеристика ШФЛУ, ПБФ и требования к товарным продуктам – СПБТ. |
|
|
3. Выбор метода очистки и технологической схемы для очистки ШФЛУ или ПБФ от H2S и RSH. 3.1. Анализ схемы и эффективности очистки по двум направлениям: - разделение ШФЛУ – очистка ПБФ; - очистка ШФЛУ – разделение на ПБФ и ПГФ. 3.2. Разработка технологической схемы установки очистки сжиженных газов с максимальным вовлечением оборудования установок У-32 и У-90. |
|
|
4. Технологический расчет установки. 4.1. Цель проведения расчета. 4.2. Исходные данные для расчета. 4.3. Расчет аппаратов. 4.3.1. Расчет абсорбера для очистки ПБФ (или ШФЛУ) от H2S раствором амина. 4.3.2. Расчет колонны защелачивания ПБФ (или ШФЛУ). 4.3.3. Расчет регенератора щелочного раствора. 4.3.4. Расчет вспомогательного оборудования. |
|
|
5. Расчет материального баланса установки. |
|
|
6. Составление перечня оборудования, вовлекаемого в схему с У-32, У-90 и нового оборудования, необходимого для реализации данного процесса. |
|
|
7. Выводы. |
|
|
|
|
|
2. Исходные данные к проекту |
|
|
1. Литературные данные. |
|
|
2. Технологические регламенты У-32 и У-90 ОГПЗ. |
|
|
|
|
|
3. Перечень графического материала: |
|
|
1. Технологическая схема проектируемой установки. - 2 листа А-1 |
|
|
2. Чертеж абсорбера очистки ШФЛУ от кислых компонентов. - 1 лист А-1 |
|
|
3. Материальный баланс установки. - 1 лист А-1 |
|
|
4. Таблица « Технико – экономические показатели установки». - 1 лист А-1 |
|
|
5. Плакат по охране труда на установке технологической схемы установки очистки сжиженных газов. - 1 лист А-1 |
|
|
|
|
|
4. Задание и исходные данные по разделу «Экономика» |
|
|
1. Рассчитать технико – экономические показатели установки очистки сжиженных газов. |
|
|
2. Рассчитать экономический эффект и срок окупаемости от реконструкции установок. |
|
|
|
|
Подпись консультанта |
|
|
|
|
|
5. Задание и исходные данные по разделу «Охрана труда» |
|
|
|
|
|
1. На основе анализа опасных и вредных производственных факторов на объекте |
|
|
предусмотреть решение, обеспечивающее исключение воздействия на работников |
|
|
вредных и опасных производственных факторов или снижение уровня их воздействия, |
|
|
не превышающее установленные нормы. |
|
|
2. Выполнить 3 расчета (канализации, освещения, заземления, молниезащиты) и 1 лист формата А1 (по расчету). |
|
|
|
|
Подпись консультанта |
|
|
|
|
|
6. Задание и исходные данные по разделу «Охрана окружающей среды» |
|
|
1. Мероприятия по защите окружающей среды от загрязнения при подготовке установки к проведению реконструкции объекта. |
|
|
2. Обеспечение надежности аппаратов, трубопроводов, запорной арматуры, регулирующих устройств и насосно-компрессорного оборудования в период проектных и монтажных работ. |
|
|
3. Меры контроля по герметизации и надежности оборудования и трубопроводов проектируемой установки при эксплуатации. |
|
|
4. Качественная и количественная оценка твердых и жидких отходов производства, выбросов загрязняющих веществ атмосферу и характеристика мест их размещения. |
|
|
5. Предложения по вторичному использованию отходов, по сокращению выбросов вредных веществ в атмосферу. |
|
|
6. Расчет платы за выбросы в атмосферный воздух загрязняющих веществ, размещение отходов в природной среде. |
|
|
|
|
Подпись консультанта |
|
|
|
|
|
|
|
|
7. Рекомендуемая исходная литература |
|
|
|
|
|
1. Мановян А.К. Технология первичной переработки нефти и газа. М.: Химия, 2001 – 567 с. |
|
|
2. Скобло А.И., Молоканов Ю.К. и др. Процессы и аппараты нефтегазопереработки и нефтехимии. М.: ООО «Недра-Бизнесцентр», 2000 – 677 с. |
|
|
3. Бекиров Т.М., Ланчаков Г.А. Технология обработки газа и конденсата. М.: ООО «Недра-Бизнесцентр», 1999 – 596 с. |
|
|
|
|
Аннотация
к дипломному проекту «Разработка технологии очистки ШФЛУ от сернистых соединений с вовлечением высвобождающегося оборудования У-32 и У-90
Дипломный проект посвящен разработке технологии последовательной очистки ШФЛУ от H2S и RSH с получением товарной СПБТ.
В настоящее время на Оренбургском ГПЗ ШФЛУ выделяют на У-09 (стабилизация внутренних конденсатов сепарации и осушки) и на установках стабилизации конденсатов Оренбургского и Карачаганакского НГКМ. Эти конденсаты не подвергают очистке от сернистых соединений и направляют на дальнейшую переработку в г.Салават и г.Уфа.
В связи с сокращением поставок газового конденсата Карачаганакского НГКМ, оказались недозагруженными установки стабилизации конденсата и как следствие, У-32 и У-90 были переведены в длительный резерв. Высвобождающееся оборудование (30C02 – абсорбер аминовой очистки и 90C01 – абсорбционно-отпарная колонна) может быть задействовано для двухступенчатой очистки ШФЛУ, вырабатываемой на ОГПЗ.
Для очистки от H2S и CO2 предполагается организовать процесс абсорбции раствором диэтаноламина в 30C02. Очищаемая от H2S и CO2 ШФЛУ будет подаваться в 90C01 для очистки от меркаптанов щелочным раствором. После осушки этот продукт может быть использован как товарная СПБТ.
В данном дипломном проекте будет произведен расчет абсорбера аминовой очистки и колонны защелачивания. Предполагается произвести выбор вспомогательного оборудования (насосы, сырьеые емкости, и т.п.) из высвобождающегося на У-32 и У-90 оборудования или при необходимости обосновать вовлечение в схему нового оборудования.
Как показывает предварительный анализ существующей ситуации, реализация этого проекта может быть осуществлена с минимальными затратами, так как поток насыщенного амина может быть направлен на регенерацию по имеющейся схеме на У-02/03, а насыщенная щелочь – в колонну окислительной регенерации У-335.
В результате внедрения данного проекта расширится ассортимент выпускаемой продукции.
ОГЛАВЛЕНИЕ
|
ВВЕДЕНИЕ |
10 |
||
|
1. |
ЛИТЕРАТУРНЫЙ ОБЗОР |
11 |
|
|
|
1.1. |
Краткий обзор известных процессов очистки нефти, газового конденсата и их фракций от меркаптанов |
11 |
|
|
1.1.1. |
Каталитическая гидроочистка |
11 |
|
|
1.1.2. |
Экстракция жидкими поглотителями |
12 |
|
|
1.1.3. |
Физическая абсорбция |
13 |
|
|
1.1.4. |
Адсорбционная очистка |
13 |
|
|
1.1.5. |
Каталитическое окисление |
14 |
|
|
1.2. |
Основные разновидности технологических схем и процессов очистки ШФЛУ от сернистых соединений |
15 |
|
|
1.2.1. |
Процесс Мерокс |
15 |
|
|
1.2.2. |
Процесс Мерикат |
17 |
|
|
1.2.3. |
Процесс THIOLEX/REGEN |
18 |
|
|
1.2.4. |
Процесс ДМС-1 |
21 |
|
|
1.2.5. |
Процесс ДМС-1М |
22 |
|
|
1.2.6. |
Процесс ДМС-3 |
24 |
|
|
1.2.7. |
Процесс Серокс |
25 |
|
2. |
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ |
27 |
|
|
|
2.1. |
Анализ и обоснование выбора технологической схемы |
27 |
|
|
2.2. |
Описание технологической схемы и КИП |
28 |
|
|
2.3. |
Характеристика и требования предъявляемые к продуктам, основным и вспомогательным материалам |
34 |
|
|
2.4. |
Физико-химические и теплофизические свойства веществ и смесей |
39 |
|
3. |
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ |
42 |
|
|
|
3.1. |
Стадия экстракции сероводорода и С1-С2 - меркаптанов |
42 |
|
|
3.2. |
Стадия регенерации щелочного раствора |
46 |
|
|
3.3. |
Расчет основных технологических аппаратов |
50 |
|
|
3.3.1. |
Расчет щелочного экстрактора (колонны 90С01) |
50 |
|
|
3.3.2. |
Расчет отстойника (для экстракционной колонны) |
51 |
|
|
3.3.3. |
Расчет регенератора (колонны С-2) |
52 |
|
|
3.3.4. |
Расчет сепаратора воздуха |
53 |
|
|
3.3.5. |
Расчет накопительной емкости для дисульфидов |
53 |
|
|
3.3.6. |
Расчет аппарата воздушного охлаждения (32А01) |
53 |
|
|
3.3.7. |
Расчет теплообменника для нагревания насыщенного раствора щелочи |
55 |
|
|
3.3.8. |
Расчет насоса подачи насыщенного раствора щелочи |
56 |
|
4. |
МАТЕРИАЛЬНЫЙ БАЛАНС УСТАНОВКИ РАЗДЕЛЕНИЯ ШФЛУ И ОЧИСТКИ ПБФ |
59 |
|
|
5. |
СПЕЦИФИКАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ |
61 |
|
|
6. |
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ |
65 |
|
|
|
6.1. |
Мероприятия по защите окружающей среды от загрязнения при подготовке установки к проведению реконструкции объекта |
65 |
|
|
6.2. |
Обеспечение надежности аппаратов, трубопроводов, запорной арматуры, регулирующих устройств и насосно-компрессорного оборудования в период проектных и монтажных работ |
66 |
|
|
6.3. |
Меры контроля герметизации и надежности оборудования и трубопроводов реконструируемой установки при эксплуатации |
67 |
|
|
6.4. |
Качественная и количественная оценка твердых и жидких отходов производства, выбросов загрязняющих веществ в атмосферу и характеристика мест их размещения. |
68 |
|
|
6.4.1. |
Выбросы в атмосферу |
68 |
|
|
6.4.2. |
Твердые и жидкие отходы |
68 |
|
|
6.4.3. |
Сточные воды |
69 |
|
|
6.5. |
Предложения по вторичному использованию отходов, по сокращению сбросов вредных веществ в атмосферу |
73 |
|
|
6.6. |
Плата за выбросы вредных веществ в атмосферу |
73 |
|
7. |
ОХРАНА ТРУДА |
76 |
|
|
|
7.1. |
Опасные и вредные производственные факторы на установке разделения ШФЛУ и очистки ПБФ |
76 |
|
|
7.1.1. |
Физические опасные и вредные производственные факторы |
76 |
|
|
7.1.2. |
Химические опасные и вредные производственные факторы |
76 |
|
|
7.1.3. |
Биологические опасные вредные производственные факторы |
77 |
|
|
7.1.4. |
Психофизиологические опасные и вредные производственные факторы |
77 |
|
|
7.2. |
Характеристика опасных веществ |
77 |
|
|
7.3. |
Характеристика технологического процесса с точки зрения взрывопожароопасности и вредности |
78 |
|
|
7.4. |
Основные мероприятия, обеспечивающие безопасное ведение технологического процесса |
79 |
|
|
7.5. |
Индивидуальные средства защиты |
82 |
|
|
7.6. |
Защита сооружений от прямых ударов молний, от их вторичных проявлений и статического электричества |
85 |
|
|
7.6.1. |
Расчет молниезащиты площади установки |
87 |
|
|
7.7. |
Расчет промливневой канализации установки разделения ШФЛУ и очистки ПБФ |
89 |
|
|
7.8. |
Расчет электрического освещения в операторной |
92 |
|
8. |
ЭКОНОМИЧЕСКИЙ РАСЧЕТ |
95 |
|
|
|
8.1. |
Характеристика объекта и обоснование решений |
95 |
|
|
8.2. |
Расчет годовых затрат по установке очистки ШФЛУ от сернистых соединений |
95 |
|
|
8.3. |
Капитальные вложения при разработке технологической схемы |
97 |
|
|
8.4. |
Расчет стоимости товарной продукции |
98 |
|
|
8.5. |
Расчет экономической эффективности |
98 |
|
|
8.5.1. |
Валовая прибыль от реализации проекта |
98 |
|
|
8.5.2. |
Годовой экономический эффект составит |
98 |
|
|
8.5.3. |
Себестоимость СПБТ |
98 |
|
|
8.5.4 |
Себестоимость ПГФ |
99 |
|
|
8.5.5. |
Рентабельность капитальных вложений |
99 |
|
|
8.5.6. |
Срок окупаемости капиталовложений |
99 |
|
9. |
Выводы |
101 |
|
|
СПИСОК ЛИТЕРАТУРЫ |
102 |
||
ВВЕДЕНИЕ
В настоящее время на , вследствие сокращения поставок газового конденсата Карачаганакского НГКМ, оказались недозагруженными и были переведены в длительный резерв установки стабилизации конденсата (У32, У90). При сохранении данной тенденции перспектива этих установок – консервация. Учитывая вышеизложенное, в данном дипломном проекте предложен вариант использования высвобождающегося оборудования установок У32 и У90 для очистки ШФЛУ, вырабатываемой на У09 Оренбургского ГПЗ, с целью получения товарной продукции - СПБТ.
В лёгких углеводородных фракциях на долю меркаптанов приходится основная часть сернистых соединений. Особенно много меркаптановой серы (более 1%) содержится в ШФЛУ, получаемой на . Присутствие меркаптанов в нефтепродуктах в значительной мере обуславливает их коррозионную агрессивность, неприятный запах и плохую стабильность. В настоящее время широкая фракция лёгких углеводородов (ШФЛУ) является ценнейшим сырьём для нефтехимических производств, как в России, так и во всём мире. На ГФУ (газофракционирующие установки) из ШФЛУ получают индивидуальные углеводородные фракции – как товарные продукты.
Ненасыщенные углеводороды С4 (бутилен и изо-бутилен) – являются исходными веществами для получения высокооктановых присадок к моторному топливу – алкилата и метил-трет-бутилового эфира (МТБЭ), они также представляют собой значительный интерес и в качестве полупродуктов для синтеза бутадиена-1,3 (дивинила) – мономера для синтетических каучуков.
Поэтому очистка широкой фракции лёгких углеводородов становится актуальной.
Наиболее простыми и эффективными процессами очистки сжиженных газов являются экстракционно-окислительные методы. Назначение процесса состоит в снижении содержания сероводорода и меркаптановой серы в сырье до 0,013 % масс. в том числе сероводорода до остаточного содержания не более 0,003% масс. с целью дальнейшего получения товарной продукции - СПБТ, соответствующей требованиям ГОСТ 20448-90.
- ЛИТЕРАТУРНЫЙ ОБЗОР
1.1. Краткий обзор известных процессов очистки нефти, газового конденсата и их фракций от меркаптанов
В последние годы в странах СНГ и во всём мире увеличиваются объёмы добычи нефти и газового конденсата с высоким содержанием меркаптанов. Большие объёмы меркаптансодержащей нефти и газового конденсата добываются на месторождениях Прикаспийской низменности (Астраханский, Оренбургский, Карачаганакский конденсаты, Тенгизская, Жанажольская нефти). В 90-е годы география таких месторождений значительно расширилась.
Специфической особенностью меркаптансодержащего сырья является наличие в нём практически всего гомологического ряда меркаптанов, от самых токсичных метил - и этилмеркаптанов, до высокомолекулярных с разветвлённым строением. Сероводород и низкомолекулярные меркаптаны С1-С3 помимо высокой токсичности и летучести, обладают также неприятным запахом, коррозионной активностью, а при переработке сернистых нефтей и газоконденсатов неизбежно образуются токсичные сернисто-щелочные сточные воды. Поэтому при добыче, транспортировке, хранении и переработки нефтей и газоконденсатов с высоким содержанием сероводорода и меркаптанов возникают большие экологические и технологические проблемы.
Известны многочисленные методы промышленного удаления меркаптанов из углеводородных смесей. Все эти методы можно разделить на четыре группы.
1.1.1. Каталитическая гидроочистка
К первой группе относятся процессы каталитической гидроочистки, являющейся наиболее эффективным методом удаления сернистых соединений всех типов из нефтепродуктов. Процесс проводится при давлении от 25 до 40 кгс/см2 и температурах 350-400 0С на окислах и сульфидах кобальта, молибдена, вольфрама, никеля, нанесённых на окисно-алюмосиликатный носитель. Различными фирмами разработано большое число процессов гидроочистки, которые отличаются, главным образом, рабочими температурами и давлениями. Однако, гидроочистка высокосернистой нефти и их дистилятов связана с большими трудностями: значительными материальными затратами, необходимостью ведения процесса в жестких условиях, что вызывает быстрое снижение активности катализатора. При этом сернистые соединения (меркаптаны, сульфиды, тиофены) разрушаются до сероводорода, используемого лишь для получения элементарной серы и SO.
1.1.2. Экстракция жидкими поглотителями
Большой интерес с точки зрения извлечения сероорганических соединений из нефтяных дистилятов представляет их селективная экстракция жидкими поглотителями, объединяемая во вторую группу методов очистки. Для извлечения низкомолекулярных меркаптанов из нефтепродуктов чаще всего применяются методы, основанные на способности меркаптанов реагировать со щелочами с образованием нерастворимых в углеводородах меркаптидов щелочных металлов. К этой группе методов можно причислить и процессы обработки углеводородных смесей водными растворами щелочей с добавками различных веществ, усиливающих растворимость меркаптанов в щелочном растворе. Эффективность щелочной экстракции определяется кислотными свойствами меркаптанов и падает с увеличением их молекулярного веса, а также при переходе от первичных к вторичным и далее к третичным меркаптанам. Поэтому щелочной очисткой достигается лишь удаление низкомолекулярных алифатических меркаптанов, главным образом первичных. Недостатком экстракционного метода является также обратимость реакции защелачивания:
RSH+NaOH RSNa+H2O+12,6 ккал/ моль (1.1)
Вследствии этого, по мере накопления меркаптидов в щелочном растворе устанавливается равновесие, препятствующее дальнейшей экстракции меркаптанов. Регенерацию отработанного меркаптидсодержащего щелочного раствора осуществляют термическим способом, т.е. нагреванием его водяным паром до температуры 110-1270С. При нагревании равновесие реакции сдвигается влево и меркаптиды гидролизуются с образованием щелочи и меркаптанов, которые отдуваются из регенератора водяным паром или газом:
RSNa+H2O t NaOH+RSH (1.2)
Основными недостатками этого процесса является большой расход пара и топливного газа на регенерацию, недостаточно высокая глубина регенерации щёлочи и значительная коррозия оборудования. Несмотря на очевидные недостатки этого способа очистки и ущерб, наносимый окружающей среде образующимися высокотоксичными сернисто-щелочными стоками, в настоящее время практически весь объём сжиженных газов и пентанов, а также часть бензинов подвергается очистке от меркаптанов простым защелачиванием.
1.1.3. Физическая абсорбция
Из методов физической абсорбции меркаптанов из сжиженных газов следует отметить процесс Сульфинол, отличительной особенностью которого является сочетание положительных сторон хемосорбционных процессов, основанных на использовании физических растворителей. Поглотительный раствор, состоящий из сульфанола, диизопропанола и воды, обеспечивает глубокую очистку газа от сероводорода и одновременное извлечение меркаптанов и других сернистых соединений. С момента промышленного внедрения построено более 100 установок по процессу «Сульфинол», более половины, которых находятся в США и Канаде. Основным недостатком данного процесса является высокая растворимость в сорбенте тяжёлых газов. Кроме того, растворитель сульфолан дорог, замерзает при сравнительно высокой температуре (+220С) и в России в промышленном масштабе не производится.
1.1.4. Адсорбционная очистка
К третьей группе методов очистки углеводородного сырья от меркаптанов относятся адсорбционные процессы. Наибольший практический интерес в качестве адсорбентов для сернистых соединений представляют цеолиты (молекулярные сита). Адсорбция меркаптанов из природного газа изучалась рядом авторов. Помимо известных форм цеолитов, для сероочистки применяют также их катионзамещённые формы. Предлагается осуществлять очистку сернистого углеводородного сырья, содержащего меркаптановую серу, контактированием его с алюмосиликатным цеолитом, включающим катионы тяжёлых металлов (Cu, Cr, Mn) с концентрацией 5-20% масс. металла.
Промышленные адсорбционные установки с цеолитами обрабатывают от 0,057 од 5,7 млн. м3 газа в сутки с содержанием серы от 0,11 до 0,23 г/м3. Они работают под давлением 21-59 кгс/см2 и обеспечивают степень очистки газа от RSH, H2S до 2*10-3 г/м3 и ниже.
Однако следует подчеркнуть, что активность цеолитов по меркаптанам быстро падает. Это вызвано тем, что при регенерации цеолитов (300-400 0С) природным газом происходит разложение адсорбированных меркаптанов. К недостаткам адсорбционного метода очистки углеводородов от сернистых соединений относятся также:
- большой расход горячего (300-400 0С), сухого, бессернистого газа на регенерацию, который в зависимости от условий, составляет 5-20% от количества газа, поступающего на очистку;
- значительное снижение ёмкости цеолитов по сернистым соединениям в присутствии непредельных и тяжёлых углеводородов в очищаемом сырье.
1.1.5. Каталитическое окисление
К четвёртой группе методов очистки относятся процессы, сопровождающиеся окислением меркаптанов в менее активные сернистые соединения, главным образом, в соответствующие дисульфиды. Очистку от меркаптанов проводят либо путём их непосредственного окисления различными перекисными соединениями, высшими окислами металлов переменой валентности, гипохлоритом натрия и т.п., либо каталитическим окислением кислородом воздуха. Окисление меркаптанов кислородом протекает особенно легко в щелочном или аммиачном растворе. Катализаторами реакции служат органические и неорганические комплексы переходных металлов. Реакция осуществляется за счёт изменения валентного состояния металла при взаимодействии с меркаптид-ионами и кислородом по анион-радикальному механизму. Последний метод положен в основу разработанного фирмой «ЮОП» процесса «Мерокс» и его модификации, разработанной во ВНИИУСе. Этот процесс отличается исключительно простой технологией, низкими эксплуатационными расходами, что обеспечило ему широкое распространение. Впервые процесс «Мерокс» был внедрён в США в 1960 году, он очень быстро распространился по всему миру. К 1965 году число действующих установок Merox было более ста, а к 1991 году – уже свыше 1450 [16].
1.2. Основные разновидности технологических схем и процессов очистки ШФЛУ от сернистых соединений
1.2.1. Процесс Мерокс
|
|
Рис. 1.1. Процесс MEROX: 1 – экстрактор; 2 – регенератор; 3 – разделитель;
4 - насос
Назначение процесса. Извлечение меркаптанов из газов, сжиженного пропан-бутана, низкокипящих фракций и бензинов или очистка бензина и более тяжёлых нефтепродуктов путём превращения меркаптанов в дисульфиды в среде продукта.
Продукты. Вырабатываются продукты, практически не содержащие меркаптанов (менее 5 мг/кг), с одновременным снижением содержания общей серы (при использовании экстракционной технологии Merox).
Описание процесса. Установки Merox могут иметь различную технологическую схему, в зависимости от типа сырья и целей переработки. Все эти схемы характеризуются низкими капиталовложениями и эксплуатационными затратами, лёгкостью эксплуатации и требуют минимального внимания со стороны оператора. Ниже описываются три варианта схемы.
Газы, сжиженный пропан-бутан и лёгкая нафта промываются (1) в противоточном режиме щелочным раствором, содержащим катализатор Merox. Меркаптаны, перешедшие в отработанный щелочной раствор, окисляются (2) кислородом воздуха в дисульфиды, которые выделяются из раствора (3), после чего регенерированный раствор возвращают на экстракцию.
Minalk- самая распространенная в настоящее время схема Merox –очистки бензина и газового конденсата. Превращение меркаптанов в дисульфиды осуществляется в неподвижном слое катализатора Merox; в этот слой подают воздух и непрерывно вводят малые количества щёлочи. Очищенный бензин, выходящий из реактора, содержит натрия в количестве менее 1 мг/кг. Можно применить новую добавку, реагент Merox Plus, которая значительно продлевает срок службы катализатора.
Тяжелый бензин и газовый конденсат можно очищать на установке с неподвижным слоем, которая во многом похожа на Minalk, с тем исключением, что периодически через слой катализатора пропускают большое количество более концентрированного раствора щёлочи.
Другая американская компания Merichem, основываясь на этом же принципе, разработала ряд модификаций процесса, названия которых Мерикат, Тайлекс/Реген. Основным преимуществом процессов Merichem является использование оригинальных контактных устройств – фибер пластин, позволяющих достичь хороший контакт между углеводородной и щелочной фазами в плёночном ламинарном режиме за счёт большой поверхности контактных устройств [16].
1.2.2. Процесс Мерикат
|
|
Рис.1.2. Процесс MERICAT:1. – экстрактор; 2. – насос.
Назначение процесса. Очистка газового конденсата и газового бензина от меркаптанов путём их окисления в дисульфиды кислородом воздуха в присутствии щёлочи и катализатора с применением контактного устройства FIBER-FILM. Превращение в этом контактном устройстве сопровождается окислением непревращённых меркаптанов при прохождении углеводородов вверх, через слой угля, пропитанного катализатором.
Описание процесса. Щелочная фаза течёт вдоль волокон контактора FIBER-FILM; их поверхность избирательно смачивается этой фазой, и поэтому щелочная плёнка в процессе MERIKAT П непрерывно обновляется. Углеводородная фаза течёт параллельно щелочной фазе, и меркаптаны извлекаются щелочным раствором. На границе раздела фаз они превращаются в дисульфиды, реагируя с кислородом воздуха в присутствии катализатора. Две фазы расслаиваются, углеводородный поток проходит вверх через слой угля, пропитанного катализатором, и в этом слое оставшиеся меркаптаны превращаются в дисульфиды.
Экономические показатели. Технология с применением контактора FIBER-FILM позволяет уменьшить объём технологического аппарата, сократить время расслаивания и уменьшить выработку отходов, что обуславливает уменьшение площади установки и сокращение капиталовложений.
1.2.3. Процесс THIOLEX/REGEN
|
|||
|
|||
Рис. 1.3. Процесс THIOLEX/REGEN: 1. – экстрактор; 2. – регенератор; 3. – разделитель; 4. – насосы; 5. – подогреватель.
Назначение процесса. Извлечение Н2 S, СОS и меркаптанов из газов и лёгких жидких фракций, включая бензин, щёлочью с применением контактного устройства FIBER-FILM. В этом же процессе можно гидролизовать СOS, содержащийся в сжиженном пропан-бутане.
Описание процесса. Щелочная фаза течёт вдоль волокон контактора FIBER-FILM; их поверхность избирательно смачивается этой фазой, и поэтому щелочная плёнка в процессе THIOLEX непрерывно обновляется. Углеводородная фаза течёт параллельно щелочной фазе; Н2S и меркаптаны извлекаются щелочным раствором. Две фазы расслаиваются, и щелочной раствор поступает в систему REGEN. Отработанная щёлочь регенерируется кислородом воздуха на катализаторе в аппарате окисления, где меркаптаны превращаются в дисульфиды. Дисульфиды извлекаются из щелочного раствора путём промывки растворителем в системе, в которой также используется контактор FIBER-FILM.
Экономические показатели. Технология с применением контактора FIBER-FILM позволяет уменьшить объём технологического аппарата, сократить время расслаивания и уменьшить выработку отходов. Это обуславливает уменьшение площади установки и сокращение капиталовложений.
Процесс ВНИИУС в 1974 году был испытан на опытно-промышленной установке Новокуйбышевского НХК для очистки н-пентана от меркаптанов. В 1975 году на ПГФУ Салаватского НХК был введён в эксплуатацию блок очистки широкой фракции лёгких углеводородов от меркаптанов мощностью 400 тыс. т/год. Сущность процесса заключается в экстракции меркаптанов 10-20%-ным раствором щёлочи и каталитической регенерации отработанного щелочного раствора окислением меркаптанов до дисульфидов кислородом воздуха:
2RSNa+0,5O2+H2O ктк→ RSSR+2NaOH (1.3)
Образующиеся диалкилдисульфиды нерастворимы в щелочном растворе и отделяются от раствора простым отстаиванием или промывкой бензиновой фракцией, а щелочной раствор снова используют для экстракции меркаптанов. В качестве катализатора процесса применяют фталоцианины металлов переменной валентности, в частности, сульфированные фталоцианины кобальта. Каталитический способ регенерации меркаптидсодержащих щелочных растворов позволяет получать растворы с требуемой глубиной регенерации (SRSNa =0,001% и менее) без значительных энергозатрат и коррозии оборудования.
Совершенствование процесса «Мерокс» в настоящее время ведется в направлении разработки более активных и стабильных фталоцианиновых катализаторов и замены едкого натра на более эффективные щелочные соединения.
В последние годы зарубежными фирмами проводятся исследования в области разработки процессов дезодорации высокосернистого сырья в промысловых условиях с применением химических реагентов-нейтрализаторов (скавенджеров), добавляемых в сырьё в небольших количествах и реагирующих селективно с меркаптанами и сероводородом с образованием нетоксичных, нелетучих, стабильных сераорганических соединений. Одной из первых разработок в этом направлении является реагент, приготовленный на основе четвертичных аммониевых оснований-« SX-2081» известной фирмы «PetroIite» (США), который в 1994 году проходил опытно-промышленные испытания на Тенгизском месторождении. Проведённые во ВНИИУС исследования указанного реагента показали, что он является очень чувствительным к воде, карбоновым кислотам и неселективным к лёгким меркаптанам, и поэтому он не пригоден для демеркаптанизации нефтей с высоким содержанием меркаптанов, воды и кислот. Указанный реагент-нейтрализатор является дорогостоящим (3300 долларов США за 1 м3) и дефицитным продуктом, требующим организации нового производства.
Для связывания сероводорода и меркаптанов предлагалось также применять формальдегид в виде 30-40%-ных водно-метанольных растворов. Формальдегид в присутствии аминов связывает сероводород с образованием триатиана, а меркаптаны с образованием полутиоацеталей и тиоацеталей. До пуска промышленной установки демеркаптанизации в 1994-95 г., аминоформальдегидная смесь применялась фирмой «Тенгизшевройл» на месторождении Тенгиз Республики Казахстан. При этом содержание меркаптанов С1 – С2 снижалось с 150-180 до 50-60 ррm. В присутствии воды остаточное содержание этих меркаптанов возрастало до 100ррm.
Применение аминоформальдегидных нейтрализаторов имеет следующие недостатки:
- формальдегид и амины являются токсичными, канцерогенными
веществами 2-го класса опасности, ПДК обоих реагентов-0,5 мг/м3
по ГОСТ 12.1-005-88;
- для дезодорации нефти требуется большой расход формальдегида-
1,5 кг/т и аминов-0,8-1,5 кг/т;
- формальдегид, метанол и амины при хранении сырья, особенно в присутствии воды, отделяются от нефти в виде водного слоя, поэтому возникает необходимость очистки этой высокотоксичной воды.
Ввиду указанных недостатков этот процесс не может быть перспективным. Из-за больших расходов и высокой цены нейтрализаторов реагентные способы дезодорации могут быть рассмотрены только как временная мера по очистке небольших объёмов сырья. С точки зрения экономичности способы, основанные на реакциях окисления сероводорода и меркаптанов кислородом воздуха, бесспорно, являются более перспективными, особенно в случаях необходимости дезодорации больших объёмов сырья.
Во ВНИИУС на основе фундаментальных исследований реакционной способности меркаптанов, кинетики и катализа реакции их жидкофазного окисления молекулярным кислородом, были разработаны активные, стабильные новые гомогенный фталоцианиновый катализатор ИВКАЗ и гетерогенный катализатор УВКО. Первая промышленная установка очистки н-пентана от меркаптанов с использованием катализатора типа ИВКАЗ была введена в эксплуатацию на Новокуйбышевском НХК в 1974 году. В 1995-1996 годах американская фирма Chevron построила по технологии ВНИИУС первые в мире две установки демеркаптанизации Тенгизской нефти по 4 млн. тонн в год каждая в Казахстане (процесс ДМС-1). Установки работают надёжно и обеспечивают селективную очистку нефти от меркаптанов С1-С2 до 2-10 ррm.
1.2.4. Процесс ДМС-1
Рис. 1.4. Процесс ДМС-1: 1. – экстрактор; 2. – смеситель; 3. – регенератор; 4 – отстойник; 5 – разделитель; 6 – насос.
Процесс ДМС-1 проводится в три стадии:
- стадия промывки сырья (стабилизированной нефти) 0,5%-ным раствором щёлочи для удаления сероводорода;
- стадия окисления низкокипящих меркаптанов до дисульфидов кислородом воздуха при 50оС под давлением 1-2 МПа в присутствии катализаторного комплекса (КТК) с последующей сепарацией КТК от сырья и возвратом его в процесс. КТК представляет собой 0,01%-ный раствор катализатора ИВКАЗ в 10-20%-ном водном растворе NaOH;
- стадия обезвреживания сульфидно-щелочных стоков (СЩС).
Процесс позволяет полностью очистить сырьё от сероводорода, остаточное содержание лёгких меркаптанов С1 –С2 составляет менее 6 ррm. По регламенту расход ИВКАЗ составляет 0,2 г/т сырья. На СП «Тенгизшевройл», после освоения процесса ДМС-1, расходы реагентов удалось снизить более чем в два раза.
В случае применения процесса ДМС-1 для дезодорации сырья с высоким содержанием сероводорода для его нейтрализации на стадии промывки (форочистки) требуется большой расход щёлочи. Например, для полной отмывки 320 ррm H2S требуется 800 грамм едкого натра на тонну сырья.
Следует заметить, что процесс ДМС-1 невозможно применять для дезодорации нефтей и газоконденсатов, образующих со щелочными растворами стойкие эмульсии.
Для очистки тяжёлых нефтей, образующих стойкие эмульсии со щелочным раствором предлагается процесс ДМС-1М. Процесс ДМС-1М является модернизированным вариантом процесса ДМС-1, испытанный на СП «Тенгизшевройл» в 1998 году.
1.2.5. Процесс ДМС-1М
Рис.1.5. Процесс ДМС-1М: М1 – смеситель; R1 – реактор; Т1 – отстойник; Т2 – резервуар хранения щёлочи; Р1 – насос.
В процессе ДМС-1М стадия форочистки (промывки нефти щелочной водой) отсутствует. Исходное сырьё, КТК и воздух одновременно через смесительное устройство подаются в реактор окисления колонного типа, где меркаптаны окисляются до дисульфидов, а сероводород – до тиосульфата натрия. Свежий раствор КТК подаётся всего в количестве 0,05-0,1% от расхода сырья. В реакторе поддерживается соотношение сырьё: КТК=100:1. Оставшаяся часть отработанного КТК отделяется от очищенной нефти в хранилище готовой продукции и отправляется на стадию обезвреживания СЩС. Ввиду низких концентраций сероводорода (менее 20 ррm) и лёгких меркаптанов (менее 200 ррm) расход щёлочи не превышает 100 г/т, окисление сероводорода и меркаптанов происходит при температуре 55оС за 4 минуты. Процесс, аналогичный процессу ДМС-1М, был в 1995 году испытан на установке СП «ТАТЕХ» для дезодорации карбоновой нефти.
Для селективной очистки лёгкой нефти или газового конденсата от сероводорода и низкомолекулярных меркаптанов С1-С2 ВНИИУС разработал процесс ДМС-2. Сначала стабильная нефть или газовый конденсат подвергаются форочистке от сероводорода и нафтеновых кислот 1%-ным водным раствором едкого натра, а затем производится извлечение меркаптанов С1-С3 10-20%-ным щелочным раствором с его последующей регенерацией путём окисления кислородом воздуха в присутствии катализатора ИВКАЗ.
Сочетанием двух рассмотренных выше процессов ДМС-1 и ДМС-2 является процесс ДМС-3, который был внедрён в 2000 году на , ЗАО «ЮУПК», для очистки от меркаптанов С1-С4 Карачаганакского конденсата. Только процесс ДМС-3 позволяет осуществить глубокую очистку сырья с высоким содержанием меркаптанов С1-С4. Процесс проводится в две ступени. На первой ступени сероводород и низкомолекулярные меркаптаны С1-С2 извлекаются регенерируемым щелочным раствором, на второй ступени-меркаптаны С3+В окисляются кислородом воздуха до нетоксичных и нелетучих дисульфидов. Установка обеспечивает очистку Карачаганакского конденсата до отсутствия сероводорода и метилмеркаптана. Этилмеркаптан после очистки обнаруживается в следовых количествах, а концентрация меркаптанов С1-С3 – не более 30 ррm. Содержание общей серы в конденсате после очистки конденсата на установке ГПЗ, ЗАО «ЮУПК», превосходит показатели Тенгизских установок, и очищенный Карачаганакский конденсат может успешно конкурировать на международном рынке.
1.2.6. Процесс ДМС-3
Рис. 1.6. Процесс ДМС-3: М1,М2 – смесители; R1 – регенератор; 1 – отстойник; 2 – экстрактор; 3 – разделитель; 4 – сепаратор; Р1, Р2 – насосы.
К 2000году по технологиям ВНИИУС с использованием катализаторов ИВКАЗ и УВКО построено более 20 установок.
Все процессы очистки от сернистых соединений, разработанные во ВНИИУС (ДМС-1; ДМС-1М; ДМС-3; ДМД-1; ДМД-2) и другие, так и зарубежные процессы имеют сернисто-щелочные стоки (СЩС). Для нейтрализации СЩС во ВНИИУС разработан процесс «Серокс», который внедрен на многих НПЗ России. Впервые данный процесс внедрён в 1991 году на Рязанском НПЗ. Всего в эксплуатацию введено 8 установок с общей производительностью до 180 тыс. т/год. Установки работают на НПЗ г.г. Москва, Рязань. Самара, Павлодар, Уфа, Омск, Мажейкяй.
1.2.7. Процесс Серокс
Рис. 1.7. Процесс Серокс: Е1 – ёмкость накопитель; R1 – регенератор; С1 – сепаратор; Т1,Т2 – подогреватели; Х1 – охладитель; Р1 – насос.
Назначение процесса. Очистка сточных вод от токсичных сернистых соединений (NaSH+Na2S+RSNa+Na2SO3).
Описание процесса. Сернисто-щелочные стоки из накопителя V-1 насосом Р-1 подаются в регенератор R-1, предварительно нагреваясь в рекуперативном теплообменнике Т-1 и паровом подогревателе Т-2 до температуры 60-70оС. В регенератор R-1 подаётся технический воздух. В рабочей зоне регенератора R-1 находится катализатор «УВКО». Процесс регенерации СЩС идёт при температуре 60-70оС и давлении 0,5МПа. С верха регенератора R-1 смесь очищенных стоков с воздухом подаётся в сепаратор С-1. Отработанный воздух из сепаратора С-1 подаётся в печь на сжигание. Очищенные стоки из сепаратора С-1 подаются на очистные сооружения, предварительно пройдя охлаждение в рекуперативном теплообменнике Т-1 и холодильнике Х-1.
Обобщая вышеизложенное, можно заключить, что наиболее простым и рациональным способом очистки лёгкого углеводородного сырья от меркаптанов являются каталитические процессы типа «Мерокс» с тем или иным катализатором и его модификации, разработанные во ВНИИУСе.
В настоящее время широкая фракция лёгких углеводородов (ШФЛУ) является ценнейшим сырьём для нефтехимических производств, как в России, так и во всём мире. На ГФУ (газофракционирующие установки) из ШФЛУ получают индивидуальные углеводородные фракции как товарные продукты. Поэтому очистка ШФЛУ в г. Оренбурге на ГПЗ становится актуальной.
Наиболее простыми и эффективными процессами очистки сжиженных газов являются экстракционно-окислительные методы.
При разработке настоящего диплома использованы исходные данные по углеводородному составу ШФЛУ предоставленные Оренбургским газоперерабатывающим заводом ООО «Оренбурггазпром», а также опыт эксплуатации установок демеркаптанизации подобного сырья на ряде нефтеперерабатывающих заводов России.
- ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1. Анализ и обоснование выбора технологической схемы
Изучив опытные данные по очистке ШФЛУ различными методами, можно сделать вывод, что наиболее простым и рациональным способом является защелачивание с использованием катализатора, способствующего наибольшему извлечению меркаптанов. Однако необходимо учитывать исходный состав ШФЛУ: содержание сероводорода, меркаптанов, а также других сераорганических соединений и их количества; необходимую степень извлечения меркаптанов и сероводорода, т.е. выполнять требования ГОСТ 20448-90 на товарную СПБТ.
При разработке настоящего дипломного проекта был принят за основу состав ШФЛУ, приведенный в таблице 2.1.
Присутстующие сероводород и меркаптаны необходимо удалять. Существует два варианта схемы очистки ШФЛУ:
- Очистка ШФЛУ с последующим разделением на ПБФ и ПГФ;
- Разделение ШФЛУ с последующей очисткой ПБФ.
Проанализировав состав сырья можно сделать вывод, что сероводород и легкие меркаптаны (С1, С2) при разделении ШФЛУ будут в составе ПБФ, следовательно ПГФ без очистки может быть направлена в стабильный конденсат. Принимаем второй вариант схемы очистки на основании которого будет произведен технологический расчет.
В данном случае отсутствие тяжелых меркаптанов, серооксида углерода и других сераорганических соединений, а также малая доля сероводорода позволяет проводить экстракционно-окислительный процесс. Также при разработке данного процесса предполагается использовать высвобожденное оборудование У-32 и У-90.
Для очистки ПБФ будет использоваться 5 % водный раствор едкого натра с катализаторным комплексом, с дальнейшей его окислительной регенерацией путем каталитического окисления меркаптидов натрия кислородом воздуха. Выделенные после регенерации дисульфиды можно закачивать в трубопровод стабильного конденсата для дальнейшей переработки, либо использовать как товарный продукт.
Таким образом, установка будет состоять из следующих блоков:
- блок разделения ШФЛУ на ПБФ и ПГФ в ректификационной колонне;
- блок приготовления щелочного раствора и КТК, и их хранения;
- блок очистки ПБФ от сероводорода и меркаптанов щелочным раствором и регенерации насыщенного щелочного раствора.
Процесс очистки ПБФ состоит из следующих стадий:
- стадии экстракции сернистых соединений;
- стадии регенерации насыщенного щелочного раствора кислородом воздуха и выделения дисульфидов.
2.2. Описание технологической схемы и КИП
ШФЛУ вырабатываемая на установке У-09 поступает в колонну ректификации 32С02 с давлением 16 кгс/см2 контролируемое прибором PIR01 (PT01 по месту), температурой 45 0С контролируемой прибором TIR01 (TE01 по месту), расходом 28000 кг/ч контролируемым прибором FRC01 (FT01 по месту) клапан которого FCV01 установлен на сырьевом трубопроводе. В колонне 32С02 происходит разделение ШФЛУ на пропан-бутановую (ПБФ) и пентан-гексановую (ПГФ) фракции. Подвод тепла в куб колонны 32С02 обеспечивается нагревом части ПГФ в ребойлере 90Е03. Уровень в колонне контролируется прибором LRC01 (LT01) клапан которого LCV01 установлен на линии вывода ПГФ из куба колонны. Температура куба колонны регулируется прибором TRC01 (TE03) клапан TCV01 которого установлен на линии подачи водяного пара в ребойлер 90Е03. ПГФ откачивается насосом 32Р02 в линию стабильного конденсата. С верха колоны отводится ПБФ которая охлаждается в аппарате воздушного охлаждения 32А01 с 85 до 25 0С и поступает в рефлюксную емкость 32В01 откуда насосом 32Р01 часть ее возвращается в колонну в качестве орошения на верхнюю тарелку. Температура охлажденной ПБФ (после 32А01) контролируется прибором TR04 (TE04). Температура верха колонны контролируется прибором TRC02 (TE02), связанный с прибором FRC02 (FT02), клапан FCV-02 которого установлен на линии подачи орошения.
Давление в колонне контролируется прибором PRC01(PI01), клапан PCV01 которого установлен на линии сброса газовой фазы из 32В01. Уровень в емкости 32В01 контролируется прибором LRC02 (LT02), который связан с прибором FRC03 (FT-03) клапан которого FCV-03 установлен на линии подачи ПБФ в экстракционную колонну 90С01.
На блок экстракции сырье - ПБФ подается с температурой 25 0С контролируемой прибором TIR02 (TE05) и давлением 7 кгс/см2 контролируемым прибором PRC02 (PT02) клапан PCV02 которого установлен на линии подачи ПБФ под первую тарелку колонны 90С01. На верхнюю тарелку подается 5% водный раствор щелочи с КТК (далее раствор щелочи) из емкости смешения 90В03. Расход раствора щелочи из 90В03 регулируется прибором FRC03 (FT04) клапан FCV04 которого установлен на линии подачи раствора щелочи в колонну 90C01. Расход регенерированного раствора щелочи подаваемого из 32В05 в 90С01 контролируется прибором FRC04 (FT05) клапан FCV05 которого установлен на линии подачи регенерированного раствора щелочи в 90С01.
В колонне 90С01 происходит селективное извлечение из ПБФ сероводорода и меркаптанов С1, С2 по реакциям:
Н2S + 2NaOH→ Na2S + 2H2O + 69,7 кДж/моль
RSH + NaOH→RSNa + H2O + 52,7 кДж/моль
Раствор щелочи, насыщенный меркаптидами имеющий более высокую плотность в сравнении с ПБФ собирается в кубе колонны 90С01, а ПБФ, проходя снизу вверх через колонну 90С01 отделяется от щелочи и по шлемовой трубе направляется в емкость 90В02. В емкости 90В02 за счет отстаивания происходит разделение ПБФ и унесенной щелочи. Унесенная щелочь насосом 90Р02 откачивается в линию насыщенного раствора щелочи. Уровень тяжелой фазы в 90В02 замеряется, регистрируется и регулируется прибором LRC03 (LS05) клапан LCV02 которого установлен на линии вывода унесенной насыщенной щелочи. Снижение уровня щелочи ниже нормы сигнализируется в операторной поз. LAL-03, чрезмерное снижение уровня в емкости приводит к срабатыванию блокировки LALCo-03, закрытию клапана LCV-02 и остановке насоса 90Р02. Уровень щелочи в колонне 90С01 контролируется прибором LRC04 (LT04) клапан которого FCV06 установлен на линии вывода насыщенного раствора щелочи из куба 90С01. Температура куба контролируется прибором TIR06 (TE06). Температура верха колонны контролируется прибором TIR07 (TE07). Давление в колонне контролируется прибором PIR03 (PT03).
Очищенная ПБФ из 90В02 поступает в емкость 90В09 для дальнейшей откачки насосом 90Р03 с давлением до 12,5 кгс/см2 на осушку в адсорберы на У-330. Уровень в емкости 90В09 контролируется прибором LRC06 (LT06) клапан LCV03 которого установлен на линии откачки ПБФ на У-330. Отстоявший в кубе колонны 90С01 насыщенный раствор щелочи поступает на прием насоса 90Р01 и через теплообменник 90Е02, подогреваясь до 55 0С водяным паром, подается под первую тарелку колонны регенерации С-2. На входе насыщенного раствора в подогреватель 90Е02 замеряется температура прибором TIR-08 (TE-08). Температура на входе в колонну С-2 регулируется прибором TRC-09 (TE-09) клапан TCV-02 которого установлен на линии подачи водяного пара в теплообменник 90Е02.
В низ колонны через диспергатор подается воздух. В колонне регенерации С-2 на углеродно-волокнистом катализаторе УВКО при температуре 60 0С и давлении 7 кг/см2 происходит окисление сульфидов натрия до тиосульфата, сульфата натрия, а этил- и метилмеркаптидов до диэтил-, диметилдисульфидов по реакциям:
3Na2S + 4O2 + H2O ® Na2SO4 + Na2S2O3 + 2NaOH
2CH3SNa + 0,5O2 + H2O ® CH3SSCH3 + 2NaOH
2C2H5SNa + 0,5O2 + H2O ® C2H5SSC2H5 + 2NaOH
Уровень насыщенного раствора щелочи в колонне С-2 контролируется прибором LRC07 (LT07) связанный с прибором FRC04 и клапаном FCV05 установленным на линии вывода насыщенного раствора щелочи из куба 90С01. Температура куба контролируется прибором TIR10 (TE10). Температура верха колонны контролируется прибором TIR11 (TE11). Давление в колонне контролируется прибором PIR03 (PT03).
В верхней части колонны С-2 температура контролируется прибором TR-08 (TE-08), давление прибором PRC04 (PT04) клапан PCV-03 которого установлен на линии отработанного воздуха из 90В01А. Отработанный воздух выводится с верха колонны в сепаратор 90В01А, где от него отделяется унесенная щелочь и дисульфиды. Направляемые в линию реакционной смеси выводимой с верхней тарелки колонны. Давление в сепараторе контролируется прибором PIR05 (РТ05).
Далее регенерированный раствор щелочи поступает в фазный разделитель В-1 с коалесцирующей перегородкой, где происходит разделение регенерированного раствора щелочи и дисульфидов. В емкости уровень контролируется прибором LRC09 (LT09) клапан LCV05 которого установлен на линии вывода регенерированной щелочи. Регенерированный раствор щелочи с низа емкости В-1 подается в холодильник 90Е-04, где охлаждается потоком оборотной воды до температуры 25 0С и далее направляется в емкость накопления 32В05, откуда насосом Р3 подается на верхнюю тарелку колонны 90С01. На входе и выходе из холодильника температура замеряется приборами TIR12 (TE12) и TRC-13 (TR13) клапан TCV03 которого установлен на линии подачи воды оборотного цикла в холодильник 90Е04.
Отделившиеся дисульфиды поступают в накопительную емкость 32В03, откуда откачиваются насосом Р-2 в линию стабильного конденсата. Уровень в 32В03 контролируется прибором LRC10 (LT10) клапан которого установлен на линии откачки дисульфидов в стабильный конденсат.
Таблица 2.1. Характеристика сырья – ШФЛУ вырабатываемой на У-09
Оренбургского ГПЗ
|
Компонентный состав, % масс. |
Значение |
|
C1 |
следы |
|
С2 |
0,64 |
|
С3 |
18,74 |
|
i-С4 |
13,43 |
|
n-С4 |
41,29 |
|
i-С5 |
14,70 |
|
n-С5 |
8,73 |
|
Сумма С6+ выше |
0,59 |
|
Метилмеркаптан |
0,17 |
|
Этилмеркаптан |
0,64 |
|
н-Пропилмеркаптан |
0,04 |
|
н-Бутилмеркаптан |
0,03 |
|
H2S |
0,0008 |
|
Расход: 28000 кг/ч Температура: 45 0С |
|
Таблица 2.2. Характеристика ПБФ полученной в результате разделения ШФЛУ
|
Компонентный состав, % масс. |
Значение |
|
С2 |
0,86 |
|
С3 |
40,12 |
|
i-С4 |
18,01 |
|
n-С4 |
40,14 |
|
i-С5 |
0,35 |
|
n-С5 |
0,02 |
|
Метилмеркаптан |
0,23 |
|
Этилмеркаптан |
0,28 |
|
H2S |
0,0008 |
|
Расход: 20880 кг/ч Температура: 85 0С |
|
Таблица 2.3. Характеристика ПГФ полученной в результате разделения ШФЛУ
|
Компонентный состав, % масс. |
Значение |
|
i-С4 |
0,02 |
|
n-С4 |
0,68 |
|
i-С5 |
56,79 |
|
n-С5 |
34,26 |
|
Сумма С6+ выше |
6,27 |
|
Этилмеркаптан |
1,69 |
|
н-Пропилмеркаптан |
0,16 |
|
н-Бутилмеркаптан |
0,12 |
|
Расход: 7119 кг/ч Температура: 144 0С |
|
Целевым продуктом разработанного процесса является СПБТ (смесь пропана и бутана технических) отвечающая требованиям ГОСТ 20448-90 «Газы углеводородные сжиженные топливные для коммунально-бытового потребления».
Таблица 2.4. Требования ГОСТ 20448-90 для СПБТ
|
1. Массовая доля компонентов, %: |
|
|
сумма метана, этана и этилена |
Не нормируется |
|
сумма пропана и пропилена |
Не нормируется |
|
сумма бутанов и бутиленов, не более |
60 |
|
2. Объемная доля жидкого остатка при 20 0С, %, не более |
1,6 |
|
3. Давление насыщенных паров, избыточное, МПа, при температуре: плюс 45 0С, не более |
1,6 |
|
4. Массовая доля сероводорода и меркаптановой серы, %, не более |
0,013 |
|
в том числе сероводорода, не более |
0,003 |
|
5. Содержание свободной воды и щелочи |
Отсутствие |
|
6. Интенсивность запаха, баллы, не менее |
3 |
|
Примечание: 1. Допускается по согласованию изготовителя с потребителем массовая доля пропана и пропилена не менее 60% для газа марки СПБТ. 2. При массовой доле меркаптановой серы в сжиженном газе не менее 0,002% допускается не определять интенсивность запаха. При массовой доле меркаптановой серы менее 0,002% или интенсивности запаха менее 3 баллов, сжиженные газы должны быть одорированы по методике, утвержденной в установленном порядке. |
|
2.3. Характеристика и требования предъявляемые к продуктам, основным и вспомогательным материалам
Продуктом установки является очищенная от сероводорода и меркаптанов ПБФ.
Содержание сернистых соединений в очищенной ПБФ
Побочным продуктом установки является смесь низкомолекулярных диалкилдисульфидов, растворённых в стабильном конденсате. Смесь диалкилдисульфидов используется в качестве ингибитора коксообразования при пиролизе малосернистого углеводородного сырья, для сульфидирования катализаторов гидроочистки, в качестве одоранта сжиженных газов и растворителя серы. К основным материалам относятся едкий натр, гетерогенный катализатор УВКО, гомогенный катализатор ИВКАЗ, вода, воздух технологический.
К вспомогательным материалам относятся химически очищенная вода или паровой конденсат, воздух КИП, инертный газ.
Технические характеристики сырья, продуктов, основных и вспомогательных материалов представлены в таблицах 2.5,2.6,2.7 соответственно.
Таблица 2.5.
Техническая характеристика сырья
|
Наименование |
Номер ГОСТ, ОСТ, ТУ, СТП, проект |
Наименование показателей по ГОСТ, ОСТ, ТУ, СТП, проекту |
Един. изме рения |
Норма по ГОСТ, ОСТ, ТУ, СТП, проекту |
Назначение материалов в процессе, основная область применения товарной продукции |
|
Фракция широкая легких углеводородов (ШФЛУ) |
ТУ 51-183-83 с изм. № 1,2,3,4,5 |
1. Массовая доля компнентов : - сумма углеводородов С1 и С2, не более |
% |
2 |
Сырье для газофракцио-нирующих установок |
|
- сумма углеводородов С3, не более |
|
55* |
|||
|
- сумма углеводородов С5 и выше, не более |
|
20(50)** |
|||
|
2. Массовая доля сероводорода, не более |
% |
0,02 |
|||
|
3. Массовая доля меркаптановой серы, не более |
% |
0,9 |
|||
|
4. Содержание свободной воды |
|
следы |
|||
|
Примечание: * - Оренбургскому газоперерабатывающему заводу по согласованию с Салаватнефтеоргсинтез допускается вырабатывать фракцию широкую легких углеводородов Оренбургского ГПЗ с массовой долей углеводородов С3 не более 55%, на срок до восстановления мощностей гелиевого завода; ** - Допускается по согласованию потребителя превышение по показателю “Сумма углеводородов С5 и выше, не более 50%, при использовании ШФЛУ в качестве сырья для пиролиза. |
|||||
Таблица 2.6.
Техническая характеристика продуктов
|
Наименование продуктов, показателей качества. Единицы измерения показателей качества |
Обеспечиваемые процессом значения показателей качества продукта |
Номера стандартов или ТУ, марка, сорт, требованиям, которых соответствует продукт |
Назначение и области применения продукта |
Требования к условиям хранения и транспортирования продукта |
|
|
1. Смесь пропана и бутана технических |
|
ГОСТ 20448-90 |
Газ для коммунально-бытового потребления и промышленных целей |
Наливают в цистерны, металлические баллоны и другие емкости, освидетельствованные в соответствии с требованиями Ростехнадзора |
|
|
2. Смесь низкомолекулярных диалкилдисульфидов (побочный продукт) |
|
ТУ 38.4018-87 |
Ингибитор коксообразования, осернитель катализаторов гидроочистки, одорант, растворитель серы |
Поставляется по трубопроводу, в цистернах или бочках |
|
Таблица 2.7.
Техническая характеристика основных и вспомогательных материалов
|
Наименование вспомогательных материалов, показателей качества. Единицы измерения показателей качества |
Значения показателей качества материалов |
Номера стандартов или ТУ, марка, сорт, требованиям, которых соответствует материал |
Возможные поставщики материалов |
Требования к условиям транспортирования и хранения материалов
|
|
1 |
2 |
3 |
4 |
5 |
|
1. Едкий натр (гранулы) Концентрация основного вещества, % масс.
Водный раствор едкого натра (каустической соды) Концентрация NaOH,% масс.
|
Не менее 94
|
Марка ТХ, сорт 2, ГОСТ 2263-79
Марка РР, РД ГОСТ 2263-79
|
Предприятия химической промышленности. ПО Химпром, г. Чебоксары, АО «Каустик», г. Стерлитамак
|
|
Продолжение таблицы 2.7.
|
1 |
2 |
3 |
4 |
5 |
|
2. УВКО (углеродно-волокнистый гетерогенный катализатор окисления)
3. Катализатор ИВКАЗ, массовая доля основного вещества, % масс.
4. Вода технологическая
5. Воздух технологический
6. Воздух КИП
7. Инертный газ (азот) содержание N2,% об. |
Не менее 40,0
Отсутствие свободных нефтепродуктов и механических примесей Отсутствие механических примесей (пыли)
Не менее 99,0 |
ТУ 2178-036-00151638-99
ТУ 2178-037-00151638-99
Паровой конденсат, питьевая или химически очищенная вода
ГОСТ 1733-80 Класс 4
ГОСТ 9293-74 Сорт 2 |
ВНИИУС, Г.Казань
ВНИИУС, Г.Казань
Сеть завода
Сеть завода
Сеть завода
Сеть завода |
Выпускается в рулонах диаметром 200-1000мм, высотой 500 или 1000мм. Транспортируется любым видом транспорта, который исключает воздействие атмосферных осадков и прямого попадания солнечных лучей на рулоны катализатора УВКО. Выпускается в полиэтиленовых пакетах по 1-3кг. Транспортируется любым видом крытого транспорта, хранится в упаковке изготовителя. Поставляется по водопроводу.
Поставляется компрессором по трубопроводу. Поставляется по трубопроводу
Поставляется в баллонах или по трубопроводу. |
2.4. Физико-химические и теплофизические свойства веществ и смесей
Едкий натр
Едкий натр должен соответствовать ГОСТ 2263-79. Для едкого натра марки ТХ (твёрдый химический) 2-го сорта:
- Внешний вид – чешуированная или плавленая масса белого цвета. Допуска-
ется слабая окраска.
- Массовая доля основного вещества – не менее 96%.
- Температура плавления – 320оС.
- Температура кипения – 1378оС.
Возможно, использование едкого натра марки РР концентрацией 40%.
Влияние концентрации раствора NaOH на температуру его замерзания
|
Концентрация NaOH,% |
Температура замерзания, оС |
Концентрация NaOH,% |
Температура замерзания, оС |
Концентрация NaOH,% |
Температура замерзания,оС |
|
5,7 |
- 5,0 |
22,3 |
- 24,4 |
32,4 |
6,0 |
|
9,9 |
- 10,0 |
24,0 |
- 20,0 |
33,7 |
10,0 |
|
15,8 |
- 20,0 |
25,0 |
- 17,8 |
38,8 |
15,2 |
|
19,1 |
- 28,2 |
26,4 |
- 10,0 |
44,5 |
10,0 |
|
20,4 |
- 26,0 |
29,0 |
0 |
46,0 |
4,5 |
Раствор для экстракции меркаптанов
- Состав, % масс.
Едкий натр 5,0
Вода 95,0
- Внешний вид бесцветная жидкость
- Удельный вес, кг/м3 1164
- Температура застывания, оС минус 5
- Температура кипения, оС 103
- Вязкость при 20оС, сП 2,1
Катализатор ИВКАЗ
Катализатор ИВКАЗ представляет собой сложную смесь моно - и дисульфопроизводных тетрахлорфталоцианина кобальта. Это тонко измельчённый порошок синего цвета, обладающий сильными красящими свойствами. Он плохо растворяется в воде, лучше в 1-2%-ном водном растворе едкого натра.
Эмпирическая формула: C32H14N8OxSyCI4-zCo
Молекулярная масса – 868,9
Массовая доля основного вещества – не менее 40%
Массовая доля нерастворимых в 1%-ном растворе едкого натра – 2%
Массовая доля воды – не более 3%
Пределы взрываемости пыли: ВПВ – 75 мг/м3
НПВ – 15 мг/м3
Допустимое содержание пыли в зоне производственного помещения – 617 мг/м3
Наряду с катализатором ИВКАЗ может применяться натриевая соль дисульфофталоцианина кобальта.
Катализатор УВКО
Катализатор УВКО должен соответствовать ТУ 2178-036-00151638-99. Катализатор представляет собой углеродно-волокнистый материал, армированный металлической сеткой, на который нанесён активный компонент-ИВКАЗ. В регенератор УВКО загружается в виде рулонов.
Воздух
- Плотность при 20оС и 760 мм.рт.ст., кг/м3 1,2047
- Содержание СО2, % масс. 0,046
3.Критическая температура, оС 140,7
- Критическое давление, МПа 3,72
5, Вязкость при 20оС, сП 1,81.10-4
Дисульфиды
Дисульфиды представляют собой смесь, состоящую в основном из диметилдисульфида и диэтилдисульфида.
Диметилдисульфид
- Удельный вес при 20оС, кг/м3 1062,3
- Температура плавления, оС -84,69
- Температура кипения, оС 109,74
- Вязкость при 20оС, МПа.с 0,62
- Упругость паров при 20оС, мм.рт.ст. 17
- Теплоёмкость при 25оС, кал/град.моль 22,54
- Поверхностное натяжение при 20оС, дин.см-1 33,6
Диэтилдисульфид
- Удельный вес при 20оС, кг/м3 993,3
- Температура плавления, оС -101,46
- Температура кипения, оС 154
- Теплоёмкость при 25оС, кал/град.моль 33,78
- 3. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ
- Производительность установки по ПБФ - 20880 кг/ч.
- Содержание сернистых соединений в ПБФ:
- сероводород % мас. - 0,0008;
- метилмеркаптана – % мас. - 0,23;
- этилмеркаптан - % мас. - 0,28.
3.1. Стадия экстракции сероводорода и С1-С2 - меркаптанов
Стадия экстракции сероводорода и С1-С2-меркаптанов предназначена для удаления из сырья сероводорода, метил-этилмеркаптанов.
На этой стадии протекают следующие реакции:
H2S + 2NaOH ® Na2S + 2H2O (1)
CH3SH + NaOH ® CH3SNa + H2O (2)
C2H5SH + NaOH ® C2H5SNa + H2O (3)
C ПБФ поступает сероводорода:
кг/ч
Расход щелочи на образование сульфида натрия:
кг/ч
Образуется по реакции (1) сульфида натрия:
кг/ч
Образуется воды:
кг/ч
С ПБФ поступает метилмеркаптана:
кг/ч в расчете на серу,
или кг/ч метилмеркаптана.
С ПБФ поступает этилмеркаптана:
кг/ч в расчете на серу,
или кг/ч этилмеркаптана.
В результате реакции (2) образуется:
- метилмеркаптида кг/ч
- воды кг/ч.
В результате реакции (2) расходуется):
- едкого натра кг/ч.
В результате реакции (3) образуется:
- этилмеркаптида кг/ч,
- воды кг/ч.
В результате реакции (3) расходуется:
- едкого натра кг/ч.
Образуется по реакциям (1, 2, 3) воды - 60,077 кг/ч.
Расход по реакциям (1, 2, 3) щелочи - 133,503 кг/ч.
Материальный баланс стадии экстракции представлен в таблице 3.1.
Таблица 3.1. Материальный баланс стадии экстракции
|
Компоненты |
Приход |
Расход |
||||||
|
|
ПБФ |
Раствор щелочи |
ПБФ |
Раствор щелочи |
||||
|
|
кг/ч |
% мас. |
кг/ч |
% мас. |
кг/ч |
% мас. |
кг/ч |
% мас. |
|
1. ПБФ, |
20880 |
100,0 |
|
|
20693,25 |
100 |
|
|
|
в том числе n сероводород |
0,17 |
0,0008 |
|
|
|
|
|
|
|
n метилмеркаптан |
72,04 |
0,2300 |
|
|
|
|
|
|
|
n этилмеркаптан |
113,27 |
0,2800 |
|
|
|
|
|
|
|
2. Вода |
|
|
2660 |
95,0 |
|
|
2630 |
91,04 |
|
3. Едкий натр |
|
|
140 |
5,0 |
|
|
|
|
|
4. Сульфид натрия |
|
|
|
|
|
|
0,38 |
0,013 |
|
5. Метилмеркаптид |
|
|
|
|
|
|
105,05 |
3,64 |
|
6. Этилмеркаптид |
|
|
|
|
|
|
153,47 |
5,31 |
|
7. КТК |
208,75 |
|
|
|
|
|
208,75 |
|
|
ИТОГО |
21088,75 |
100,0 |
2800 |
100,0 |
20693,25 |
100,0 |
2888,9 |
100,0 |
3.2. Стадия регенерации щелочного раствора
В основе стадии регенерации сульфид- и меркаптидсодержащего раствора лежат следующие реакции:
3Na2S + 4O2 + H2O ® Na2SO4 + Na2S2O3 + 2NaOH (1)
2CH3SNa + 0,5O2 + H2O ® CH3SSCH3 + 2NaOH (2)
2C2H5SNa + 0,5O2 + H2O ® C2H5SSC2H5 + 2NaOH (3)
На стадию регенерации поступает - 0,3831 кг/ч сульфида натрия. По реакции (1) расходуется:
- кислорода кг/ч
- воды кг/ч
Образуется:
- сульфата натрия кг/ч
- тиосульфата натрия кг/ч
- щелочи кг/ч.
На стадию регенерации поступает - 105,05 кг/ч метилмеркаптида. По реакции (2) расходуется:
- кислорода кг/ч
- воды кг/ч.
Образуется:
- диметилдисульфида кг/ч
- щелочи кг/ч
На стадию регенерации поступает 153,468 кг/ч этилмеркаптида. По реакции (3) расходуется:
- кислорода кг/ч
- воды кг/ч
По реакции (3) образуется:
- диэтилдисульфида кг/ч
- щелочи кг/ч
По реакциям (1-3) расходуется:
- кислорода 0,209 + 12,01 + 14,616 = 26,835 кг/ч
Принимаем 1,5 - кратный избыток воздуха. При этом расход воздуха составит:
кг/ч или 144,615 м3/ч
Количество отработанного воздуха составит 175,011 – 26,835 = 148,176 кг/ч
Содержание кислорода в отработанном воздухе составит:
% мас. или 13,417 кг/ч
По реакциям (1-3) расходуется воды - 29,993 кг/ч
Образуется щелочи - 133,241 кг/ч.
Потери щелочи при регенерации составляют:
%
Материальный баланс стадии регенерации насыщенного щелочного раствора представлен в таблице 3.2.
Таблица 3.2. Материальный баланс стадии регенерации насыщенного щелочного раствора
|
Компоненты |
Приход |
Расход |
||||||
|
Меркаптидсодержащий раствор |
Воздух |
Регенерированный раствор |
Воздух |
|||||
|
|
кг/ч |
% мас. |
кг/ч |
% мас. |
кг/ч |
% мас. |
кг/ч |
% мас. |
|
1. Сульфид натрия |
0,3831 |
|
|
|
- |
- |
|
|
|
2. Метилмеркаптид |
105,05 |
|
|
|
- |
- |
|
|
|
3. Этилмеркаптид |
153,468 |
|
|
|
- |
- |
|
|
|
4. Диметилдисульфид |
|
|
|
|
70,53 |
2,42 |
|
|
|
5. Диэтилдисульфид |
|
|
|
|
111,447 |
3,82 |
|
|
|
6. Тиосульфатнатрия |
|
|
|
|
0,259 |
0,01 |
|
|
|
7. Сульфат натрия |
|
|
|
|
0,232 |
0,01 |
|
|
|
8. Вода |
2630 |
|
|
|
2600 |
89,17 |
|
|
|
9. Едкий натр |
- |
- |
|
|
133,24 |
4,57 |
|
|
|
10. Воздух, в т.ч. |
|
|
175,011 |
100,0 |
|
|
148,176 |
100,0 |
|
кислород |
|
|
40,253 |
23,0 |
|
|
13,417 |
9,055 |
|
ИТОГО |
2888,9011 |
100,0 |
175,011 |
100,0 |
2915,708 |
100,0 |
148,176 |
100,0 |
3.3. Расчет основных технологических аппаратов
3.3.1. Расчет щелочного экстрактора (колонны 90С01)
Так как при рабочей температуре 20-25 0С ПБФ будет находиться в жидком состоянии и давление 0,7 МПа не окажет влияния на жидкость.
Расход ПБФ равен 563 м3/час. Расход щелочи равен 2,67 м3/час.
Общий объем смеси равен:
563,67+2,67=566,27 м3/час
На основании лабораторных опытов время пребывания компонентов в реакционной зоне должно быть около 10 минут.
Объем экстрактора равен:
м3
Диаметр реактора рассчитывается по формуле:
D = ,
где L - расход сырья и реагентов, м3/час;
W = 0,025 м/с - допустимая линейная скорость.
Величина принята по данным действующих установок.
D = м
Объем аппарата:
Отсюда высота колонны:
=м.
На контактные устройства требуется 0,2 м на одно контактное устройство с промежутком 0,5 м. На 13,35 м приходится 26,7 контактных устройств, следовательно 27 контактных устройств.
м
h = 5,4
H+h = 13,35+5,4 = 18,75 м
Необходимый объем днищ: м
Общая высота экстрактора:
м
3.3.2. Расчет отстойника (для экстракционной колонны)
Поперечное сечение отстойника выбирают таким образом, чтобы движение жидкости в емкости было ламинарным (менее 5 мм/с) или близким к нему.
Принимаем, что скорость жидкости в отстойнике (W0) равна 0,01 м/с. Расход жидкости (V) 566,27 м3/час или 0,157 м3/с.
Необходимое сечение горизонтального отстойника:
F = 15,7 м2
Диаметр отстойника равен:
D = м
Принимаем диаметр отстойника D=4,5 м.
Длину отстойника (L) рассчитывают исходя из необходимого времени отстоя КТК от сырья. Время пребывания жидкостей в отстойнике (t) принимаем по опытным данным равным 20 мин. Тогда:
L = W0 × 20× 60 = 12 м.
Общая длина отстойника:
Lобщ = L + 12 + 4,5 =16,5 м.
3.3.3. Расчет регенератора (колонны С-2)
Объем регенератора рассчитывается исходя из необходимого времени пребывания щелочного раствора t = 50 минут.
Объем щелочи:
Объем подаваемого воздуха:
Общий объем поступающей смеси:
Объем регенератора:
а с учетом коэффициента свободного объема a = 0,7
м3
Принимаем диаметр регенератора D=2,6 м, высота реакционной зоны составит:
м.
Общая высота регенератора составит:
м.
С учетом размера контактных устройств, на каждое из которых приходится по 0,2 метра количество контактных устройств должно быть 22 шт.
3.3.4. Расчет сепаратора воздуха
Сепаратор воздуха должен обеспечивать с одной стороны полное отделение отработанного воздуха от щелочного раствора, а с другой выполнять функцию буферной емкости регенерированного щелочного раствора.
Допустимая скорость газового потока:
При давлении 0,7 МПа и температуре 60 0С плотность воздуха () равна 9,305 кг/м3.
Имеем газовый сепаратор D=1,2 м и H=4,89.
Определяем фактическую скорость жидкого потока:
Скорость потока в выбранном сепараторе меньше допустимой
() следовательно, данный сепаратор подходит.
3.3.5. Расчет накопительной емкости для дисульфидов
Количество выделяемых дисульфидов составляет 258,518 кг/ч.
В качестве сборника дисульфидов может быть использована горизонтальная емкость объемом 1 м3 (32B03).
3.3.6. Расчет аппарата воздушного охлаждения (32А01)
Определим энтальпию при начальной и конечной температуре:
GПБФ (IЖt1 - IЖt2) = Gв(СpIt3 – СpIIt4)
GПБФ = 20880 кг/ч
t1 = 85,5 0C
t2 = 25 0C
t3 = 60 0C (начальная температура)
t4 = 20 0C (конечная температура)
Iжt1 – энтальпия ПБФ при температуре t1, ккал/кг
Iжt2 – энтальпия ПБФ при температуре t2, ккал/кг
Определим расход воздуха:
Gв = GПБФ· (IЖt1 - IЖt2)/ (СpIt3 – СpIIt4) = 78126,53 кг/ч
СpIt3 – 0,241 ккал/ кг · град.
СpIIt4 – 0,24 ккал/ кг · град.
Сp – теплоемкость воздуха.
Определим среднелогарифмическую разность температур:
tср = (Dtв – Dtн)/(2,3·lg(Dtв/Dtн)) = 12,60
Dtв, Dtн – высшая и низшая разности температур между потоками у концов теплообменного аппарата, 0С.
Dtв = t1 - t3 = 85,5 – 60 = 25,5 0С
Dtн = t2 - t4 = 25 – 20 = 5 0C
Определим поверхность теплообмена холодильника:
F = Q/(K·tср) = 426534,2/ ( 180·12,60) = 188,12 м2
K – коэффициент теплопередачи
K = 180 ккал/(м2·ч·град.)
Q – количество отнимаемого тепла, ккал/ч
Q = GПБФ· (IЖt3 - IЖt2) = 20880 · (34,21 - 13,78) = 426534,2
Принимаем трубы длиной 6 м, диаметром 0,042 м.
F1 – поверхность одной трубы.
F1 = p·D·L = 0,79 м2
Количество труб:
n = F/F1 = 238
rв – плотность воздуха при рабочих условиях.
rв = (r0·Т0)/Тв = (1,293·273)/(60+273) = 1,06
Объемный расход воздуха (Vв) за 1 секунду:
Vв = Gв/(3600·rв) = 20,47 м3/с
В результате проделанного расчета получили поверхность теплообмена F = 188,12 м2 , которая меньше имеющейся поверхности теплообмена равной 360 м2. Следовательно допустимо использование АВГ – 14.6-Ж-40-Б5-В3 в качестве воздушного холодильника ПБФ 32А01.
3.3.7. Расчет теплообменника для нагревания насыщенного
раствора щелочи
Используется водяной пар.
tвх = 150 0С, Pвх = 0,5 МПа
tвх = 125 0С, Pвх = 0,45 МПа
Определяем расход водяного пара, проходящего через теплообменник из уравнения:
Gнас.NaOH · (INaOH·tвыхNaOH - INaOH·tвхNaOH) = Gв.п. · Iв.п. · (tвхв.п. - tвыхв.п.)
Энтальпию i – го компонента определяем по формуле:
Iit = Cpi · t
Cpi – удельная теплоемкость i – го компонента при данной температуре.
По справочным данным находим удельные теплоемкости и определяем энтальпии.
Энтальпию раствора КТК определяем по следующему уравнению:
Iктк = S Ii · xi , при температуре 25 0С и 50 0С
Определяем необходимый расход водяного пара:
Gв.п. = (Gктк · (Iвыхtктк - Iвхtктк))/( Iв.п.вх – Iв.п.вых) =
(3167,58 · (204,72 - 93,41))/( 628,1 - 542,7) = 4128,393
Определяем необходимую поверхность теплообмена:
F = Q/(K·tср) = 352564,8/ ( 100·84,75) = 246,5 м2
t1 = 25 0C
t2 = 55 0C
t3 = 150 0C (начальная температура)
t4 = 130 0C (конечная температура)
Dtв = 95 0С
Dtн = 75 0С
tср = (Dtв – Dtн)/(2,3·lg(Dtв/Dtн)) = (95-75)/ (2,3·lg(95/75)) = 20/0,236 = 84,75 0С
В результате проделанного расчета получили поверхность теплообмена F = 246,5 м2 , которая меньше имеющейся поверхности теплообмена равной 300 м2. Следовательно допустимо использование теплообменника 90Е02 в качестве подогревателя насыщенного раствора щелочи.
3.3.8. Расчет насоса подачи насыщенного раствора щелочи
Температура перекачиваемой жидкости – t=25 0C
Объем перекачиваемой жидкости – Q, м3/с
где G - количество перекачиваемой жидкости, кг/ч
r - плотность перекачиваемой жидкости, кг/м3
Q = 250000/3600*787 = 8,8×10-2 м3/с.
Определим сумму коэффициентов местных сопротивлений отдельно для всасывающей и нагнетательной линий.
Для всасывающей линии:
1). Вход в трубу (принимаем с острыми краями): x1 =0,5.
2). Нормальные вентили x2 =5,5.
3). Отводы: Коэффициент А=1, В=0,09. x3=0,09.
Сумма коэффициентов местных сопротивлений во всасывающей линии:
Sx = x1 + 2x2 + 4x3 = 0,5 + 2×5,5 + 4×0,09 = 12,86
Потерянный напор во всасывающей линии находим по формуле:
,
где l - коэффициент трения; l и dэ - соответсвенно длина и диаметр трубопровода; - сумма коэффициентов местных сопротивлений; r - плотность жидкости.
Hп.вс. = ((0,025·5)/0,035 + 12,86)·((1,055·22)/(2×9,81)= 3,534 м
Для нагнетательной линии:
1). Отводы под углом 120 0С. x1=0,105.
2). Отводы под углом 90 0С. x2=0,09.
3). Нормальные вентили x3=5,5.
4). Выход из трубы. x4=1.
Сумма коэффициентов местных сопротивлений в нагнетательной линии:
Sx =2 x1 + 10x2 + 2x3 + x4 = 2×0,105 + 10×0,09 + 2×5,5 + 1 = 13,11
Потерянный напор в нагнетательной линии:
hп.наг. = ((0,025 ×20)/0,035 + 13,11)×(22×1,055/(2×9,81)) = 5,89 м
Общие потери напора:
hп = Hп.вс. + hп.наг. = 3,534 + 5,89 = 9,424 м
Находим напор насоса по формуле:
где р1 - давление в аппарате, из которого перекачивается жидкость;
р2 - давление в аппарате, в который перекачивается жидкость;
НГ - геометрическая высота подъема жидкости;
hп - суммарные потери напора во всасывающей и нагнетательной линиях.
Н = (0,1×106)/1055×9,81 + 1 + 9,424 = 20 м вод.ст.
Полезную мощность насоса определим по формуле:
Nп. = r×g×Q×Н,
где Q -расход, м3/с;
Н - напор насоса (в метрах столба, перекачиваемой жидкости);
r×- плотность жидкости, кг/м3.
Nп = 1055×9,81×0,000752×20 = 155,657 Вт = 0,155 кВт
Мощность, которую должен развивать электродвигатель насоса на выходном валу при установившемся режиме работы, находится по формуле:
N = Nп /(hн × hпер ),
где hн и hпер коэффициенты полезного действия соответственно насоса и передачи от электродвигателя к насосу.
Принимая hн = 1 и hпер = 0,8
N = 0,155/(1×0,8) = 0,193 кВт
На основании проведенного расчета можно сделать вывод, что характеристики и производительность имеющегося насоса 90P01 типа НТ-560/335 – 300 удовлетворяют нашим требованиям.
- МАТЕРИАЛЬНЫЙ БАЛАНС УСТАНОВКИ РАЗДЕЛЕНИЯ ШФЛУ И ОЧИСТКИ ПБФ
Таблица 4.1. Материальный баланс блока ректификации ШФЛУ
|
№ п/п |
Приход |
№ п/п |
Расход |
||||
|
Наименование статей |
Единицы измерения |
Количество |
Наименование статей |
Единицы измерения |
Количество |
||
|
1. |
Сырье – ШФЛУ: |
тыс. т |
224 |
1. |
Пропан-бутановая фракция (неочищенная) |
тыс. т |
167 |
|
|
|
|
2. |
Пентан-гексановая фракция |
тыс. т |
57 |
|
|
|
Итого: |
|
224 |
|
Итого: |
|
224 |
Таблица 4.2. Материальный баланс блока щелочной очистки ПБФ
|
№ п/п |
Приход |
№ п/п |
Расход |
||||
|
Наименование статей |
Единицы измерения |
Количество |
Наименование статей |
Единицы измерения |
Количество |
||
|
1. |
Пропан-бутановая фракция (неочищенная) |
т |
167000 |
1. |
Пропан-бутановая фракция (очищенная) |
т |
165546 |
|
2. |
5-% водный раствор NaOH: - вода - NaOH |
т
т т |
22400
21280 1120 |
2. |
Диметилдисульфид |
т |
560 |
|
3. |
КТК |
т |
1670 |
3. |
Диэтилдисульфид |
т |
890 |
|
4. |
Воздух: - О2 |
т т |
1400 322 |
4. |
Тиосульфат натрия |
т |
2,07 |
|
|
|
|
|
5. |
Сульфат натрия |
т |
1,85 |
|
|
|
|
|
6. |
Регенерированный раствор щелочи: - вода - NaOH |
т
т т |
21023,46 1117,76 |
|
|
|
|
|
7. |
Регенерированный КТК |
т |
1670 |
|
|
|
|
|
8. |
Потери щелочи |
т |
2,24 |
|
|
|
|
|
9. |
Потери воды |
т |
256,54 |
|
|
|
|
|
10. |
Потери углеводородов |
т |
0,84 |
|
|
|
|
|
11. |
Отработанный воздух |
т |
1185,41 |
|
|
|
|
|
12. |
Потери воздуха |
т |
214,59 |
|
|
Итого: |
|
192470 |
|
Итого: |
|
192470 |
- СПЕЦИФИКАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Таблица 5.1. Спецификация технологического оборудования вовлекаемого в схему с У-32, У-90
|
№ |
Обозначение |
Наименование |
Объем, м3 |
Основные размеры, м |
Т, |
Р, |
Среда |
|
|
диаметр |
высота или длина |
0С |
кгс/см2 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1. |
32С02 |
колонна ректификации |
78 |
2.2 |
19.7 |
до 150 |
16 |
углеводороды |
|
2. |
90С01 |
колонна экстракции |
80 |
2.024 |
30.042 |
до 40 |
7 |
5% водный раствор NaOH, КТК, углеводороды |
|
3. |
32В01 |
рефлюксная емкость (колонны 32С02) |
80 |
3.2 |
11 |
до 40 |
16 |
углеводороды |
|
4. |
32В03 |
накопительная емкость дисульфидов |
1 |
0.8 |
3.075 |
до 70 |
7 |
дисульфиды |
|
5. |
32В05 |
накопительная емкость регенерированного р-ра щелочи |
25 |
2.4 |
6.535 |
до 30 |
7 |
5% водный раствор NaOH, КТК |
|
6. |
90В01А |
сепаратор отработанного воздуха |
80 |
3.032 |
11.905 |
до 70 |
7 |
воздух, 5% водный раствор NaOH, КТК |
|
7. |
90В02 |
емкость отстоя унесенной щелочи от ПБФ |
5000 л |
2.4 |
11.332 |
до 40 |
7 |
углеводороды, водный раствор NaOH |
|
8. |
90В03 |
емкость для приготовления и хранения р-ров щелочи |
20 000 л |
2 |
6.604 |
до 50 |
атмосф. |
водный раствор NaOH, КТК |
|
9. |
90В09 |
накопительная емкость очищенной ПБФ |
50 000 л |
2.4 |
11.434 |
до 55 |
7 |
углеводороды, водный раствор NaOH |
|
10. |
32А01 |
воздушный холодильник (ПБФ) |
- |
- |
- |
до 90 |
16 |
углеводороды |
|
11. |
90Е02 |
паровой подогреватель (насыщенного р-ра щелочи) |
- |
0.630 |
7.035 |
до 200 |
7 |
водный раствор NaOH / водяной пар |
|
12. |
90Е03 |
ребойлер колонны З2С02 |
- |
2.840 |
9.320 |
до 200 |
16 |
углеводороды / водяной пар |
|
13. |
90Е04 |
водяной холодильник |
- |
1 |
7.640 |
до 80 |
7 |
5% водный р-р щелочи / оборотная вода |
|
14. |
32Р01 |
насос откачки ПБФ из рефлюксной емкости 32В01 |
Q=150 м3/ч |
- |
до 30 |
16 |
углеводороды |
|
|
15. |
32Р02 |
насос откачки ПГФ из куба 32С02 |
Q=315 м3/ч |
- |
до 150 |
16 |
углеводороды |
|
|
16. |
90Р01 |
насос откачки насыщенного р-ра щелочи из 90С01 |
Q=200 м3/ч |
- |
до 55 |
7 |
водный р-р щелочи |
|
|
17. |
90Р02 |
насос откачки унесенного с ПБФ насыщенного р-ра щелочи из 90В02 |
Q=120 м3/ч |
- |
до 55 |
7 |
водный р-р щелочи |
|
|
18. |
90Р03 |
насос откачки ПБФ для осушки на У -330 |
Q=120 м3/ч |
- |
до 50 |
7 |
углеводороды |
|
|
19. |
90Р05 |
насос рециркуляции щелочного р-ра и подачи свежего р-ра щелочи в систему |
Q=100 м3/ч |
- |
до 50 |
7 |
5% водный р-р щелочи |
|
Таблица 5.2. Спецификация нового технологического оборудования необходимого для реализации данного проекта
|
№ |
Обозначение |
Наименование |
Объем, м3 |
Основные размеры, м |
Т, |
Р, |
Среда |
||
|
диаметр |
высота или длина |
0С |
кгс/см2 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
1. |
С-2 |
колонна окислительной регенерации |
60 |
2.6 |
23 |
до 100 |
7 |
воздух, 5% водный раствор NaOH, КТК |
|
|
2. |
В-1 |
фазный разделитель с коалесцирующей перегородкой |
10 |
1,5 |
2.9 |
до 80 |
7 |
водный раствор NaOH, дисульфиды |
|
|
3. |
Р-1 |
насос откачки регенерированной щелочи из фазного разделителя В-1 |
НК-200/120-120 |
5% водный р-р щелочи |
|||||
|
4. |
Р-2 |
насос откачки дисульфидов из накопительной емкости 32В03 |
НК-200/120 |
Дисульфиды |
|||||
|
5. |
Р-3 |
насос откачки регенерированной щелочи из накопительной емкости 32В05 |
НК-200/120-120 |
5% водный р-р щелочи |
|||||
6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Установки получения СПБТ У-32 и У-90 являются серьезным источником загрязнения атмосферы, так как в перерабатываемом сырье содержится сероводород и серосодержащие компоненты. Источниками загрязнения окружающей среды на У-32 и У-90 могут быть организованные и неорганизованные выбросы.
Основная задача охраны окружающей среды моего проекта – сведение к минимуму загрязнения воздушного и водного бассейнов.
6.1. Мероприятия по защите окружающей среды от загрязнения при подготовке установки к проведению реконструкции объекта
Данный дипломный проект рассматривает возможность использования высвобождающегося оборудования У-32 и У-90, для производства другой продукции – СПБТ.
Для этого необходимо провести реконструкцию существующих установок У-32 и У-90. Рассмотрим работы по реконструкции У-32 и У-90 в аспекте охраны окружающей среды.
Подготовка и организация мест для сбора и временного хранения отходов производится в соответствии с требованиями ФЗ «Об охране окружающей среды» от 24.06.1998г., постановления Правительства РФ №461 от 16.06.2000г. «О Правилах разработки и утверждения нормативов образования отходов и лимитов на их размещение», критериев отнесения опасных отходов к классу опасности для окружающей природной среды, утвержденных приказом МПР РФ от 15.06.2001 г. №511, Федерального классификационного каталога отходов, утвержденного приказом МПР РФ от 2 декабря 2002 г. №786 и зарегистрированного Министерством юстиции РФ 9 января 2003 года №4107.
Снижение отрицательного воздействия на воздушный бассейн при приеме дополнительных объемов Карачаганакского газа предусматривает комплекс технических, технологических и организационных мероприятий, предлагаемых при строительстве и эксплуатации реконструируемых объектов. При этом обязательными и первоочередными являются внедрение современных технологий, обеспечение высоких уровней очистки газа и степени конверсии сероводорода, использование высокогерметичного и надежного оборудования и строгое соблюдение технологического режима эксплуатации завода.
Перед началом ремонтных работ на установках У-32 и У-90 для получения СПБТ проводится ряд технологических мероприятий направленных на снижение остаточного содержания в аппаратах твердых отходов – у/в шламов. К этим мероприятиям относят промывку абсорбентом всего оборудования перед ремонтом. Для у/в шламов оборудуется площадка для сбора и временного хранения. Откуда они направляются на установку переработки нефтешламов.
Перед реконструкцией должна иметься проектная документация, прошедшая экологическую экспертизу и имеющая положительное заключение.
6.2. Обеспечение надежности аппаратов, трубопроводов, запорной арматуры, регулирующих устройств и насосно-компрессорного оборудования в период проектных и монтажных работ
В период строительно-монтажных работ отрицательное воздействие на состояние почвенно-растительного покрова может быть оказано в результате передвижения строительной техники и транспортных средств вне существующих дорог, неправильном захоронении, складировании и сбросе в неположенных местах производственных и хозяйственно-бытовых отходов, загрязнении почвенного покрова горюче-смазочными материалами за счет нарушений правил эксплуатации задействованного автотранспорта.
С целью предупреждения ненормированного воздействия, на стадии строительно-монтажных работ предусмотрен комплекс мероприятий, обеспечивающий предотвращение загрязнения почвенного покрова, который включает:
- обязательное соблюдение границ территории, отведенной под строительно – монтажные работы.
- отвод хозяйственно-бытовых стоков при выполнении строительно-монтажных работ в существующие канализационные сети газоперерабатывающего завода;
- обеспечение сбора хозяйственно-бытовых отходов, ветоши в специальные контейнеры с последующим их вывозом в места захоронения;
- организацию мест складирования металлолома, строительных отходов, регулярный их вывоз с территории промплощадки установки;
- благоустройство территории по окончании строительно-монтажных работ.
При строительно-монтажных работах по реконструкции У-32 и У-90 воздействие на атмосферный воздух оказывается, в основном, за счет выбросов вредных веществ от сварочных постов, автотранспорта и спецтехники, используемой при строительно-монтажных работах.
При эксплуатации объектов реконструкции, для предотвращения возможных аварийных воздействий перерабатываемых технологических потоков, проектом предусматривается использование высокопрочного оборудования, соответствующего для использования в сероводородсодержащей среде с достаточным запасом прочности. На ГПЗ есть входной контроль, осуществляемый органами технического надзора.
Для защиты трубопроводов и оборудования от превышения давления предусмотрены автоматические регуляторы давления, система блокировок, обеспечивающая отключение питающего источника путем закрытия арматуры и предохранительные клапаны для защиты оборудования от возможного превышения давления среды.
С целью снижения уровней отрицательного воздействия на воздушный бассейн при предремонтном освобождении производят вытеснение сырого газа товарным газом, с низким содержанием сернистых соединений.
После освобождения аппаратов и трубопроводов происходит их пропарка, остаточное количество очищенного газа вместе с водяным паром сбрасывается в атмосферу через дренажи оборудования и трубопроводов.
6.3. Меры контроля герметизации и надежности оборудования и трубопроводов реконструируемой установки при эксплуатации
После завершения всех строительно – монтажных работ на реконструируемой установке, производится испытание герметичности всего оборудования. Для проверки герметичности систем У-32 и У-90 набирают давление в системе У-32 и У-90 азотом до рабочего давления, и персоналом установки начинается проверка герметичности всего оборудования: фланцевых соединений, люк – лазов аппаратов, сальниковых уплотнений арматуры, приборов КИПиА и др. Проверка герметичности заключается в обмыливании пенным раствором вышеперечисленных узлов. Обнаруженные пропуски устраняются монтажным персоналом.
Таким образом, качество опрессовочных работ является залогом безаварийной работы установки при эксплуатации и гарантией отсутствия неорганизованных выбросов с У-32 и У-90.
При эксплуатации У-32 и У-90 в обязанности обслуживающего персонала входит ежечасный обход всего оборудования. При обходе особое внимание уделяется именно герметичности оборудования, ведь пропуски газа во фланцевые соединения – самый распространенный вид инцендента на технологических установках с рабочим давлением выше 10 кг/см2. При обнаружении запаха газа, обслуживающий персонал обнаруживает утечку и вызывает ГСС ( газо – спасательную службу), которая и устраняет пропуск.
6.4. Качественная и количественная оценка твердых и жидких отходов производства, выбросов загрязняющих веществ в атмосферу и характеристика мест их размещения.
6.4.1. Выбросы в атмосферу
Выбросы в атмосферу на установке У-32 и У-90 можно разделить на постоянные и периодические.
К постоянным выбросам можно отнести :
- вентиляционные выбросы вытяжной вентиляции машзала У-32 и У-90
-выбросы через неплотности технологического оборудования (неорганизованные выбросы);
-выброс при сжигании топливного газа в печи 32П-01
К периодическим выбросам на У-32 и У-90 относят сбросы на факел при плановых остановках на ремонт, и пусках технологической установки после ремонта. Данные выбросы характеризуются периодичностью – 1год, таков межремонтрый ресурс установки
6.4.2.Твердые и жидкие отходы
К твердым отходам образующимся на У-32 и У-90 при ее эксплуатации и ремонте относятся:
- ветошь промасленная ( 3 класс опасности);
- отработанное масло ( 3 класс опасности);
- отходы паронита ( 5 класс опасности);
- отходы теплоизоляции ( 5 класс опасности);
- смет с территории ( 5 класс опасности);
- песок загрязненный (4 класс опасности)
Наличие жидких отходов обуславливается работой установки в нестабильном технологическом режиме ( при отладке режима после пуска установки, при ухудшении качества сырья и т.д ) и не имеет постоянного характера. Все дренажи аппаратов и трубопроводов У-32 и У-90 объединены системой рекуперации у/в стоков. Все у/в стоки с У-32 и У-90 выводятся в рекуперационные емкости и далее на У-100, для дальнейшей переработки.
6.4.3.Сточные воды
Количество образования стоков на У-32 и У-90 составляет 19,25 м3/час.
Требования, предъявляемые к сточным водам:
- ХПК - не более 320 мгО/дм3;
- рН = 6,5÷8,5.
Все факторы загрязнения окружающей среды У-32 и У-90, а также методы их утилизации представлены в таблице 4.1.
Таблица 6.1. Твердые и жидкие отходы производства, сточные воды, выбросы в атмосферу с У-32 и У-90.
Методы их утилизации.
Твердые отходы
|
№№ п/п |
Наименование отходов |
Место образования |
Количество (т/год) |
Периодичность образования |
Место захоронения, утилизации, складирования |
|
1. |
Ветошь промасленная |
Машзал У-32, У-90 |
0,12 |
по мере накопления |
Полигон для бытовых отходов |
|
2. |
Отработанное масло |
Машзал У-32, У-90 |
0,09 |
по мере накопления |
ООО «Оренбургнефте-продукт» |
|
3. |
Отходы паронита |
Аппаратный двор У-32, У-90 |
0,25 |
по мере накопления |
Полигон для бытовых отходов |
|
4. |
Отходы теплоизоляции |
Аппаратный двор У-32, У-90 |
0,3 |
по мере накопления |
Полигон для бытовых отходов |
|
5. |
Смет с территории |
Аппаратный двор У-32, У-90 |
0,5 |
по мере накопления |
Полигон для бытовых отходов |
|
6. |
Песок загрязненный |
Аппаратный двор У-32, У-90 |
2,8 |
по мере накопления |
Полигон для бытовых отходов |
Жидкие отходы
|
№№ п/п |
Наименование отходов |
Место образования |
Количество (т/год) |
Периодичность образования |
Место захоронения, утилизации, складирования |
|
1. |
У/в стоки |
32В05, 90В04, 90В05 |
20 |
по мере накопления |
на У100 |
|
2. |
Кислая метанольная вода |
90С01, 90В01 |
около |
по мере накопления в аппаратах |
на У100 в емкости 100В01 |
|
3. |
Нефтешлам при зачистке оборудования. |
Емкости, теплообменная аппаратура |
2 тн/год |
по мере накопления |
Установка утилизации нефтешламов |
|
4. |
Отработанная щелочь. |
Аппараты установки |
250 т/год |
По получению анализов на пригодность щелочи с показателями концентрации не более - -0.8-1.5 % |
Окачивается через У-120 в поглощающие горизонты полигона №1.
|
Сточные воды
|
№№ |
Наименование стока |
Место образования |
Количество образования стоков, м3/час |
Состав сточных вод |
Периодич-ность сброса |
Направление стоков |
|
1. |
Промливневые стоки |
Операторная, насосная, промплощадка
|
19.25 |
ХПК - не более 320мгО/дм3
рН - 6.5-8.5 |
По мере накопления, образования |
На биологические очистные сооружения завода. |
Выбросы в атмосферу
|
№ п/п |
Наименованиевыброса |
Место образования выброса |
Направле-ние выбросов |
Количество образования выбросов по видам тн/год |
Периодичность выбросов |
|
1 |
2 |
3 |
8 |
4 |
7 |
|
1. |
Выброс при остановке на ремонт |
Технологическое оборудование |
На факел |
СН - 0.0593 СО – 0.4946 NO2 – 0.004 SO2 – 0.1277 Н2S–1.1Е-4 RSH-2.03Е-6 сажа-5.93Е-2 |
1 раз в год |
|
2. |
Неорганизованные выбросы при пропарке установок |
Технологическое оборудование и трубопроводы |
Атмосфера |
СН - 0.7127 Н2S - 0.0000493 RSH- 0.0000493 |
1 раз в год |
|
3. |
Выброс при пуске установок |
Технологическое оборудование |
На факел |
СН - 3.45Е-3 СО – 0.1379 NO2– 0.0207 SO2 – 0.0012 Н2S–2.751Е-7 RSH- 5.2Е-7 |
1 раз в год |
|
4. |
Вентиляционные выбросы |
Вентиляционная труба |
Атмосфера |
СН - 0.397 Н2S - 0.007 RSH- 0.012 |
В процессе работы |
6.5. Предложения по вторичному использованию отходов, по сокращению сбросов вредных веществ в атмосферу
Все жидкие у/в стоки с У-32, У-90 объединяются системой рекуперации и отправляются на вторичную переработку на У-100. На У-100 после разделения фаз у/в – вода , углеводороды направляются на установки стабилизации у/в конденсата и далее по производственному циклу.
Транспортировка некондиционного продукта из дренажной емкости 32В05, 90В04, 90В05 на У-100 осуществляется методом «выдавливания», т.е. в емкости рекуперации подается товарный газ с давлением до 8 кг/см2 и под действием избыточного давления продукт движется по трубопроводу на У-100. После процесса «выдавливания» давление из дренажных емкостей сбрасывается на факел. Реализация проекта установки погружного насоса в дренажной емкости для откачки некондиции на У-100, позволит уменьшить количество сбросов на факел.
Нефтешламы направляются на для переработки на установку утилизации нефтешламов.
6.6. Плата за выбросы вредных веществ в атмосферу
Постановление Правительства Российской Федерации от 12 июня 2003 г. № 344 г. Москва « О нормативах платы за выбросы в атмосферный воздух стационарными и передвижными источниками, сбросы загрязняющих веществ в поверхностные и подземные водные объекты, размещение отходов производства и потребления», и постановление Правительства РФ от 1 июля 2005 г. № 410 г. Москва « О внесении изменений в приложение №1 к постановлению Правительства РФ от 12 июня 2003 г. № 344» установили нормативы платы за выброс загрязняющих веществ.
Коэффициент индексации всегда определяется законом «О Федеральном бюджете» на текущий год. В Законе, принятым Государственной Думой 7 декабря 2005 года, в Статье 19 говорится: «Нормативы платы за негативное воздействие на окружающую среду, установленные в 2003 г., применяются в 2006 г. с коэффициентом 1,3, а нормативы, установленные в 2005 г. - с коэффициентом 1,08.
Коэффициент экологической ситуации по Уральскому региону равен k2=2.
П=m*γ*k1*k2 , где:
П – плата, руб.;
m – масса сбрасываемого вещества, т/год;
k1 – коэффициент индексации платы;
k2 – коэффициент экологического фактора по Уральскому региону;
γ – норматив платы, руб/т.
Таблица 6.2.
Расчет платы за размещение твердых отходов и выбросы в атмосферу с У-32 и У-90
|
Наименование выброса |
К1 |
К2 |
Нормативы платы за выброс 1т. загрязняющего вещества, руб. |
Величина выброса, т/год |
Плата за выбросы, руб. |
|
Размещение твердых отходов |
|||||
|
Ветошь промасленная |
1,3 |
1,7 |
497 |
0,12 |
155,1 |
|
Отходы паронита |
1,08 |
8 |
0,25 |
4,3 |
|
|
Отходы теплоизоляции |
1,08 |
8 |
0,3 |
5,2 |
|
|
Смет с территории |
1,08 |
8 |
0,5 |
8,6 |
|
|
Песок загрязненный |
1,3 |
248,4 |
2,8 |
1537,1 |
|
|
Выбросы в атмосферу |
|||||
|
СН |
1,08 |
2 |
5 |
1,17245 |
12,66 |
|
СО |
1,3 |
0,6 |
0,6325 |
0,98 |
|
|
NO2 |
1,3 |
52 |
0,0247 |
3,34 |
|
|
SO2 |
1,08 |
21 |
0,1289 |
5,85 |
|
|
Н2S |
1,3 |
257 |
7,1596e-3 |
4,78 |
|
|
RSH |
1,3 |
20498 |
0,00000255 |
0,136 |
|
|
сажа |
1,08 |
80 |
0,0593 |
10,25 |
|
|
|
ИТОГО: |
1748,3 |
|||
- ОХРАНА ТРУДА
7.1. Опасные и вредные производственные факторы на установке разделения ШФЛУ и очистки ПБФ
На обслуживающий персонал установки разделения ШФЛУ и очистки ПБФ воздействуют опасные и вредные производственные факторы. По ГОСТ 12.0.003-74 опасные и вредные производственные факторы подразделяются на следующие группы:
- физические;
- химические;
- биологические;
- психофизиологические.
7.1.1. Физические опасные и вредные производственные факторы подразделяются на следующие:
- повышенная запыленность и загазованность воздуха рабочей зоны;
- повышенная или пониженная температура поверхностей оборудования и материалов;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенный уровень шума на рабочем месте;
- повышенный уровень вибрации;
- опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
- отсутствие или недостаток естественного света;
- недостаточная освещенность рабочей зоны;
- подвижные части технологического оборудования.
7.1.2. Химические опасные и вредные производственные факторы подразделяются на следующие:
- общетоксические;
- действующие через дыхательные пути и через кожный покров.
В рабочей зоне установки разделения ШФЛУ и очистки ПБФ могут выделяться следующие вредные вещества: газообразные углеводороды, меркаптаны.
- углеводороды - вещества 4 класса опасности. Воздействуют на организм
человека через дыхательные пути, через кожу. ПДК углеводородов - 300
мг/м3, в смеси с сероводородом - 3 мг/м3.
- газообразные (C1-С3) - воздействуя через дыхательные пути, вызывают
возбуждение, головную боль; при концентрациях выше 1,5% об. - смерть
от удушья.
- жидкие (С5+выше) - вызывают покраснение, аллергическую реакцию кожи.
При приёме внутрь - отравление организма.
7.1.3. Биологические опасные вредные производственные факторы
Биологические опасные и вредные производственные факторы имеются в системах хозфекальной канализации в виде патогенных микроорганизмов (бактерий, вирусов, грибов, простейших) и продуктов их жизнедеятельности.
Для защиты от биологических опасных и вредных производственных факторов применяются средства индивидуальной защиты: костюмы, рукавицы, сапоги резиновые, респираторы, противогазы. Большое значение имеет соблюдение правил личной гигиены.
7.1.4. Психофизиологические опасные и вредные производственные факторы по характеру действия подразделяются на следующие:
- нервно-психические перегрузки;
- умственное перенапряжение;
- эмоциональные перегрузки.
Один и тот же опасный и вредный производственный фактор по природе своего действия может относиться одновременно к различным группам.
7.2. Характеристика опасных веществ
Технологический процесс установки разделения ШФЛУ и очистки ПБФ по характеру поступающего сырья и получаемой продукции относится к категории пожароопасных процессов. При эксплуатации установки специфической особенностью является выделение углеводородов (С1–С5) и меркаптанов. Особенностью процесса с точки зрения техники безопасности, пожарной и газовой безопасности является способность выше перечисленных веществ образовывать взрывоопасные смеси, кроме того, при значительных концентрациях оказывают неблагоприятные воздействия на организм человека.
Масла, используемые в системах уплотнения и смазки, являются горючими жидкостями.
7.3. Характеристика технологического процесса с точки зрения
взрывопожароопасности и вредности
В соответствии с Федеральным законом “О промышленной безопасности производственных объектов” технологический процесс установки разделения ШФЛУ и очистки ПБФ и факельная система по характеру сырья и получаемых продуктов относится к категории взрывопожароопасных производств.
При ведении данного технологического процесса получаются, используются, перерабатываются, образуются, транспортируются опасные воспламеняющие, горючие и токсичные вещества, а также используется оборудование, работающее под давление более 0,46 МПа и при температуре более 1150С.
Кроме того, особенностью технологического процесса с точки зрения пожарной и газовой безопасности является способность газообразных углеводородов образовывать с воздухом взрывоопасные смеси в широких пределах.
По нормам пожарной безопасности (НПБ 105-95 и НПБ 107-97) оборудование наружных установок по взрывопожарной и пожарной опасности относится к категории Ан, производственные здания и помещения относятся к категории А.
По правилам устройства электроустановок (ПУЭ-2000) оборудование наружных установок по взрывопожарной и пожарной опасности относится к зоне В-1г, производственные здания и помещения относятся к зоне В-1а.
Электрооборудование выполнено во взрывозащищенном исполнении. В машинных залах и помещениях насосов установлены датчики по контролю за взрывопожароопасными концентрациями. Аварийная вентиляция сблокирована с газоанализаторами.
Предусмотрена схема аварийной остановки технологического процесса путем нажатия вручную кнопок “Аварийная остановка”, расположенных на щите в операторной и в машзале.
7.4. Основные мероприятия, обеспечивающие безопасное
ведение технологического процесса
- К работе на установке разделения ШФЛУ и очистки ПБФ допускаются лица, годные по состоянию здоровья к работе с углеводородами и меркаптанами в средствах защиты органов дыхания, прошедшие обучение, допущенные к самостоятельной работе в установленном порядке.
- Порядок допуска персонала к работе на установке разделения СПМ определен ГОСТом 12.004- 90 “Организация обучения безопасности труда”, “Единой системой управления охраной труда” (ЕСУОТ), Положением о порядке подготовки и аттестации работников организаций, эксплуатирующих опасные производственные объекты, подконтрольные ГГТН России, утвержденным 11.01.99., и предполагает наличие у специалистов образования, соответствующего профилю работы, а у рабочих - соответствующей профессиональной подготовки.
Рабочие основных профессий установки разделения ШФЛУ и очистки ПБФ допускаются к самостоятельной работе после обучения, стажировки на рабочем месте и при наличии удостоверения, дающего право допуска к определенному виду работ.
При поступлении на работу проводится вводный инструктаж. Целевое обучение по охране труда проводится на рабочем месте по “Программе целевого обучения по охране труда”.
Продолжительность обучения регламентируется ГОСТ 12.004-90 и должна составлять не менее 20 часов.
Производственный персонал также проходит:
- инструктаж на рабочем месте;
- проверку знаний по охране труда и допуск к самостоятельной работе;
- повторный инструктаж;
- внеочередной инструктаж;
- разовый инструктаж
на знание технологического регламента, производственной инструкции по эксплуатации, инструкций по ООТ и ПБ, Положения о производственном контроле за соблюдением требований промышленной безопасности на опасных производственных объектах ГПЗ.
- Персонал установки разделения ШФЛУ и очистки ПБФ должен быть обучен практическим приемам по оказанию доврачебной помощи пострадавшим при отравлениях, пострадавшим от электрического тока, удушья и при других несчастных случаях, обеспечен спецодеждой, средствами индивидуальной защиты.
- Меры по предотвращению возникновения опасных и вредных производственных факторов предусматриваются планами проведения ремонтных работ, производственными инструкциями, выполнением требований промсанитарии, соблюдением ПТЭ.
Контроль за соблюдением требований промышленной безопасности осуществляется согласно “Положения о производственном контроле за соблюдением требований промышленной безопасности на опасных производственных объектах ГПЗ ООО «ОГП» П-18, утвержденного директором ГПЗ 17.04.2005., и согласованного с РосТехНадзором России.
- Инструкцией ОТБ-11 “По организации безопасного проведения огневых работ на взрывоопасных и взрывобезопасных объектах ГПЗ”, утвержденной главным инженером ГПЗ 12.09.2002 года, и Инструкцией ОТБ-3 “По организации безопасного проведения газоопасных работ”, утвержденной главным инженером ГПЗ 06.07.2005 года.
- Газоопасные работы на ГПЗ выполняются по наряду-допуску, без оформления наряда-допуска работы проводятся с записью в “Журнале учета газоопасных работ, проводимых без оформления наряда-допуска”, в соответствии с ПЛА.
Огневые работы выполняются по наряду-допуску на выполнение огневых работ.
- Технологический процесс установки разделения ШФЛУ и очистки ПБФ должен вестись в соответствии с “Правилами безопасности при эксплуатации газоперерабатывающих заводов”, соблюдая требования правил, положений и инструкций по охране труда и технике безопасности.
- Основное и вспомогательное оборудование установки разделения ШФЛУ и очистки ПБФ должны эксплуатироваться согласно требованиям соответствующих ГОСТов, СНиПов, Правил и Инструкций.
- Оборудование и системы установки разделения ШФЛУ и очистки ПБФ должны подвергаться техническому освидетельствованию, осмотрам, проверкам, необходимым испытаниям в порядке, установленном соответствующими Правилами и Инструкциями, данные о которых должны оформляться актами или вноситься в эксплуатационную документацию.
- Запрещается эксплуатация установки разделения ШФЛУ и очистки ПБФ с выключенной или неисправной системой контроля и сигнализации содержания сероводорода, углеводородов и меркаптанов в воздухе помещения. Работоспособность автоматической сигнализации и автоматического включения аварийной и нормальной вентиляции контролируется дежурным персоналом каждую смену при ее приемке.
- Технологическое оборудование установки разделения ШФЛУ и очистки ПБФ следует окрашивать согласно ГОСТ 12.4.026-76, а технологические трубопроводы - в соответствии с ГОСТ 14202-69.
- На трубопроводы должны быть нанесены стрелки, указывающие направления движения газа и других веществ. Запорная и регулирующая арматура должна иметь технологические номера согласно номерам принципиальных схем соответствующих систем. Запорная арматура должна иметь различимые указатели закрытия-открытия. Насосное оборудование должно иметь нумерацию. Номер агрегата должен быть на силовой и приводной части, а также на стене здания со стороны технологической обвязки.
- Запрещаются во время грозы пуски и плановые остановки технологического оборудования, переключения в технологической обвязке и на силовом электрооборудовании.
- Щиты местного управления и панели центрального щита оборудования, остановленные на ремонт, должны быть отключены от электропитания. На панели управления вывешивается знак безопасности и плакат: “Не включать, работают люди!”. Операции обязательно фиксируются в оперативном журнале.
- При подготовке установки разделения ШФЛУ и очистки ПБФ к ремонту необходимо обеспечить безопасность ремонта: отключить силовое электропитание электроприводной арматуры, блокировать ручное управление арматурой, установить соответствующие знаки безопасности и плакаты “Не открывать!”, “Не закрывать!”
- Защита от шума при работе на установке разделения ШФЛУ и очистки ПБФ обеспечивается:
- установкой в машзалах изолирующих кабин;
- применением антифонов.
- Защита от вибрации при работе на установке разделения ШФЛУ и очистки ПБФ обеспечивается:
- балансировкой вращающихся частей оборудования и механизмов;
- устройством виброгасящих опор и фундаментов.
- Машзалы должны быть оборудованы принудительной приточной и вытяжной вентиляцией, сигнализаторами довзрывоопасных концентраций, сблокированными с автоматикой включения аварийной вентиляции, оперативной связью с диспетчером и операторной, световой и звуковой сигнализацией, аварийным освещением, стационарными и переносными грузоподъемными и другими устройствами.
- Запрещается приступать к вскрытию насосно-компрессорного оборудования не убедившись в том, что краны и вентили надежно закрыты, возможность попадания газа к месту работы исключена, установлены заглушки.
- Во всех помещениях необходимо иметь средства пожаротушения согласно «Перечня аварийного запаса первичных средств пожаротушения на ГПЗ».
- Насосное оборудование должно отвечать требованиям, предъявленным к оборудованию и устройству взрывопожароопасных помещений, в том числе:
- проводка и электродвигатели должны быть выполнены во взрывозащищенном исполнении;
- пол в машзале должен быть чистым, сухим и выполнен из несгораемого материала, не впитывающего продукты.
- Необходимо постоянно следить за исправностью и работой приборов КИП и А, своевременно принимать меры по устранению неполадок.
7.5. Индивидуальные средства защиты
Индивидуальные защитные средства предназначены для защиты:
- кожного покрова (спецодежда, спецобувь, перчатки),
- головы (каски, шлемы),
- органов зрения (защитные очки, маски),
- органов слуха (антифоны, противошумы),
- органов дыхания (фильтрующие промышленные противогазы, шланговые противогазы, воздушные изолирующие аппараты),
- для предупреждения электротравм (электрозащитные средства),
- для предупреждения падения с высоты (предохранительные пояса).
Согласно системы стандартов безопасности труда, международного стандарта ГОСТ 12.4.129-2001. «Обувь специальная, средства индивидуальной защиты рук, одежда специальная и материалы для их изготовления», а также используя перечень «спецодежды, спецобуви и предохранительных приспособлений, подлежащих бесплатной выдаче рабочим, служащим газоперерабатывающего завода ООО «Орнбурггазпром» выбираем спецодежду, необходимую персоналу, обслуживающему установку разделения ШФЛУ и очистки ПБФ.
|
Костюм хлопчатобумажный антистатический с масловодоотталкивающей пропиткой |
ГОСТ 29335-92 |
|
Белье нательное хлопчатобумажное |
ГОСТ 28039-89 |
|
Головной убор летний |
ГОСТ 17-635-87 |
|
Ботинки или |
ГОСТ 12.4.137-84 |
|
сапоги кожаные |
ГОСТ 12.4.137-84 |
|
Рукавицы комбинированные или |
ГОСТ 12.4.010-75 |
|
перчатки с защитным покрытием |
ГОСТ 12.4.010-75 |
Перчатки трикотажные хлопчатобумажные |
ТУ 17-РФ-21.1—178-5975-90 |
|
Наушники противошумные |
ГОСТ 12.4.051-87 |
|
Очки защитные |
ГОСТ 12.4.013-74 |
|
Каска защитная |
ТУ-6-19-186-81 |
|
Сапоги резиновые |
У-32,90 |
|
Фартук виниловый |
|
|
Противогаз |
ГОСТ 12.4.121-83 |
|
На наружных работах зимой дополнительно: |
|
Костюм для защиты от пониженных температур с пристегивающейся утепляющейся прокладкой |
ГОСТ 29335-92 |
|
Шапка-ушанка |
ГОСТ 10325-79 |
|
Подшлемник утепленный |
ТУ 8579-001-00303692-2000 |
|
Рукавицы утепленные или |
ГОСТ 12.4.010-75
|
|
Белье нательное шерстяное |
ГОСТ 28039-89 |
|
Перчатки из полимерных материалов морозостойкие |
ГОСТ 12.4.010-75 ГОСТ 12.4.183-91 |
Выдаваемая спецодежда и спецобувь должна соответствовать размеру и росту работающего. Спецодежда не должна стеснять движения работника во время работы и должна соответствовать требованиям “Правил обеспечения работников специальной обувью и другими средствами индивидуальной защиты, утвержденными Постановлением Минтруда РФ от 18.12.98. № 51, в редакции Постановлений Минтруда РФ от 29.11.99. № 39.
При выполнении работ персонал обязан пользоваться защитными приспособлениями и спецодеждой. Персонал, должен обеспечиваться рукавицами и спецодеждой из льняной или другой щелочностойкой ткани.
При работе в местах, где концентрация вредных газов, паров и пыли превышает предельно допустимые концентрации, работающие обеспечиваются индивидуальными средствами защиты органов дыхания:
-фильтрующими промышленными противогазами;
-шланговыми противогазами;
-воздушными изолирующими аппаратами.
Применение фильтрующих противогазов обслуживающим персоналом установки допускается только в атмосфере, содержащей не менее 20 % объемных свободного кислорода и не менее 0,5 % объемных вредных веществ.
Фильтрующий противогаз состоит из снаряженной коробки, лицевой части с гофрированной трубкой и сумки.
Коробки специализированы по назначению: в зависимости от требований они различаются по составу поглотителей, а по внешнему виду отличаются окраской.
На установке разделения ШФЛУ и очистки ПБФ используются коробки марки БКФ.
При работе в резервуарах, емкостях, колодцах, где возможно скопление вредных паров и газов, работающий персонал должен пользоваться шланговыми самовсасывающими (ПШ-1) или нагнетательными (ПШ-2) противогазами, которые полностью изолируют органы дыхания и лицо человека от окружающей его атмосферы и применяются для выполнения продолжительных работ на небольшом расстоянии от свежего воздуха.
Воздушные изолирующие аппараты предназначены для защиты органов дыхания и зрения при работе в среде непригодной для дыхания.
Воздушные изолирующие аппараты являются автономными изолирующими аппаратами с запасом сжатого воздуха и открытой схемой дыхания.
На установке разделения ШФЛУ и очистки ПБФ используются воздушные изолирующие аппараты АД-342.
Противогазы и другие газозащитные средства следует проверять не реже одного раза в три месяца. Индивидуальные средства защиты должны быть проверены на герметичность и находиться в чистоте.
При работе с напряжением 1000 вольт следует применять диэлектрические галоши, диэлектрические перчатки толщиной 0,7 мм.
При работе с напряжением свыше 1000 вольт необходимо использовать диэлектрические перчатки толщиной 1,2 мм.
При работе на высоте обслуживающим персоналом используются предохранительные пояса и спасательные веревки. Пояса и веревки испытывают не реже 2-х раз в год нагрузкой 200 кг в течение 5 минут специальной комиссией с оформлением акта.
Обслуживающий персонал установки кроме фильтрующего противогаза должен иметь при себе как в летнее время, так и в период ремонтных работ защитную каску.
7.6. Защита сооружений от прямых ударов молний, от их вторичных
проявлений и статического электричества
Установка разделения ШФЛУ и очистки ПБФ относятся по пожарной опасности - к категории А; по взрывоопасности - к классу B-Ia - помещения и наружные установки, в
которых при нормальной эксплуатации взрывоопасные смеси горючих га-
зов и паров с воздухом или другими окислителями не образуются; их
возникновение возможно только при аварии или неисправности. [31].
Для производственных объектов по взрывоопасности отнесенных по
ПУЭ к категории B-Ia, предусматривается молниезащита II категории, вклю-
чающая:
а) защиту от прямых ударов молнии, выполняемую одним из следующих
способов:
- отдельно стоящими или установленными на зданиях неизолированными
стержневыми или тросовыми молниеотводами;
- молниеприемной заземленной металлической сеткой размерами ячеек
6 х 6 м, накладываемой на неметаллическую кровлю;
- заземлением металлической кровли;
б) защиту от зарядов статического электричества - заземлением всех ме-
таллических корпусов оборудования, установленного в защищаемых
зданиях, через специальные заземлители с сопротивлением растеканию
тока не более 10 Ом;
в) защиту от магнитного поля, проявляющегося как вторичное действие
молнии и индуцирующего в контурах (образуемых трубопроводами, то-
копроводами, каркасами сооружений) ЭДС, - устройством металлических
перемычек, объединяющих контуры в единую систему и уменьшающих
размеры контуров.
Защита установки разделения ШФЛУ и очистки ПБФ от прямых ударов молний осуществляется молниеотводами, установленными по контуру установки с восточной, северной и с западной стороны, защита южной осуществляется молниеотводами, установленными на дымовой трубе.
Защита сооружений от вторичных проявлений молний (в виде электро-
статической и электромагнитной индукции, возникающих в результате грозового разряда) и статического электрического трения, образующихся при движении нефти и газов по трубопроводам, осуществляется путем устройства общих контуров заземления, к которым присоединено все технологическое оборудование, трубопроводы различных назначений с горючими газами и легковоспламеняемых контуров заземления, к которым присоединено все технологическое оборудование, трубопроводы различных назначений с горючими газами и легковоспламеняющимися жидкостями, воздуховоды, металлоконструкции, подземные и наземные коммуникации с горючими газами и ЛВЖ.
Трубопроводы всех назначений и металлические конструкции сооруже-
ний на всем своем протяжении, как внутри помещения, так и снаружи перед
входом во взрывоопасные помещения, замыкаются стальной лентой и заземляются. Заземлителями для всех видов молниезащиты служат электроды, забитые в землю. Величина сопротивления растеканию тока заземлителей не должна превышать 50 Ом.
7.6.1. Расчет молниезащиты площади установки
В ста метрах от проектируемой установки разделения ШФЛУ и очистки ПБФ находится дымовая труба высотой h = 180 м, на которой установлен молниеприемник высотой 1 м, сечением 100 мм2.
Интенсивность гроз в Оренбурге 20¸40 часов/год. Среднегодовое число ударов молний в 1 км2 земной поверхности для Оренбурга [29]:
n = 3 удара / (год * км2)
Ожидаемое количество поражений молнией объекта:
N=(S+6h)(L+6h)*n* 10-6
где:
S = ширина установки, S = 30 м;
L = длина установки, L = 50 м;
h - высота дымовой трубы и молниеприемника, h = 180 м;
n=3
N=(30+6*180)*(50+6*180)*3*10-6= 37,63 ударов/год.
Производственные объекты нефтяной и газовой промышленности, относя- щиеся по ПУЭ к классу B-Ia, B-Iб и В-Па, расположенные в местностях со
средней грозовой деятельностью 20 и более часов в год располагают в зоне
защиты А (с надежностью защиты 99,5%) - при ожидаемом числе пораже-
ний молнией N>1; в зоне защиты Б (с надежностью защиты 95%) - при
N£ l. [30]
Так как N= 37,63 >1,то принимаем зону защиты типа А для которой основные размеры защитной зоны определяются по следующим формулам:
h0 = 0,85 h
r0 = ( 1,1 - 0,002h)h
rХ = (1,1 – 0,002h)(h - hХ / 0,85)
Зона защиты одиночного стержневого молниеотвода высотой h£ 150 -
круговой конус, вершина его на высоте h0< h.
Размер зоны защиты молниеотвода:
h0 - высота зоны защиты над землей, h0 < h, h0 = 0.85* h
h0=0,85*180 = 153 м
r0 - радиус зоны защиты на уровне земли
r0 = (1,1 - 0,002*h)h = (1,1 - 0,002*180)*180 = 133,2 м
rX - радиус зоны защиты на высоте hX над землей
rX = (1,1 - 0,002*h)*(h - hX/0,85) = (1,1 - 0,002*180)*(180 - 34/0,85) = 103,6 м
Расчет показывает, что одиночный молниеотвод, установленный на
дымовой трубе защищает две ректификационных колонны (hX = 32 и 34 м) от поражений молнией.
Выбираем заземлитель для молниеотвода с учетом того, что сопро-
тивление растеканию тока должно быть не более 10 Ом и удельное сопро-
тивление грунта не превышает 100 Ом × м:
тип - комбинированный трехстержневой, вертикальный
материал - круглая сталь
диаметр d = 20 мм
длина l = 5 м
расстояние между стержнями С = 6 м погружение стержня в грунт на глубину 0,8 м от поверхности земли.
Соединение заземлителей между собой и с токоотводами производится сваркой.
7.7. Расчет промливневой канализации установки разделения
ШФЛУ и очистки ПБФ
Канализование промышленных предприятий имеет те же цели, что и канализование населенных мест: отведение с территории промышленных предприятий отработавших загрязненных (сточных) вод, дальнейшее использование которых на данном предприятии невозможно по технологическим условиям или нецелесообразно по технико-экономическим показателям; обработку (или очистку) сточных вод в целях охраны водоемов от загрязнения.
Особое внимание приходится уделять размещению на территории промышленной площадки инженерных коммуникаций (водопроводов, газопроводов, канализационных коллекторов, насосных станций и др.), так как ограниченность этих территорий осложняет условия строительства названных объектов.
Кроме того, при проектировании и строительстве канализационной сети промышленных предприятий необходимо учитывать то влияние, которое могут оказывать производственные сточные воды на материал сети и других сооружений, а также на работу канализационной сети.
Влияние это может вызвать: 1) разрушение вследствие коррозии материала труб, лотков, колодцев, стыков и других элементов (наименее устойчивым по отношению к коррозии является бетон); 2) уменьшение пропускной способности труб вследствие их засорения или отложения осадка на их дне и на стенках; 3) образование взрывоопасных газов и распространение их по трубам, что может вызвать возникновение пожара; 4) образование газов, радиоактивных и других веществ, вредных для здоровья обслуживающего персонала.
При проектировании канализации требуется знать не только величину расхода сточных вод, но и режим их поступления по времени, определяемый графиками колбния притока. От режима водоотведения зависит величина расчетного расхода, а от нее – размер сечения коллектора, а следовательно, и стоимость строительства.
Расчет промливневой канализации для установки разделения ШФЛУ и очистки ПБФ ведем согласно СНиП 2.04.03 – 85 (с измен. 1986г.) «Канализация. Наружные сети и сооружения».
Площадь производственной площадки, на которой предлагается разместить технологическое оборудование F=0,15 га.
- Расчет стока дождевых и промышленных вод.
Расходы дождевых qr, л/с, следует определять по методу предельных интенсивностей по формуле
где zmid — среднее значение коэффициента, характеризующего поверхность бассейна стока. Зависит от параметра А.
F — расчетная площадь бассейна стока (га), определяется по генплану;
F=0,15га
tr — расчетная продолжительность дождя, равная продолжительности протекания поверхностных вод по поверхности и трубам до расчетного участка,
tr = 20 мин.
Параметры А и п надлежит определять по результатам обработки многолетних записей самопишущих дождемеров, зарегистрированных в данном конкретном пункте.
А – параметр для Оренбургской области; А = 218,49
n –казатель степени для Оренбургской области (согласно СниП 2.04.03. – 85 табл. , при Р 1, n = 0,71, при Р 1, n = 0,59, в нашем случае n = 0,59.
Р – период однократного превышения расчетной интенсивности дождя;
Р = 0,42.
qr =
Замер стоков промышленных вод составляет 1,6 м3/час;
Найдем объем стоков в секунду:
qr пром. = ;
Суммарный расход дождевых вод и промышленных стоков на установке разделения ШФЛУ и очистки ПБФ составит:
= qr дожд. + qr пром. = 4,984 + 0,44 = 5,424 л/с;
Расчетный объем дождевых вод для проектирования канализации составляет
qcal =
где: – коэффициент учитывающий заполнение свободной емкости сети в момент возникновения напорного режима и определяется согласно СНиП 2.04.03. – 85. По табл. № 11 выбираем = 0,7.
qcal = 5,424 * 0,7 = 3,8 л/с.
Выбор диаметра трубопровода:
Согласно наших расчетов и п. 2.33 СниП 2.04.03. – 85
Наименьший диаметр труб для самотечных сетей канализации следует принимать: для внутриквартальной производственной канализации – 150 мм, для общественной сети – 200 мм из стальных труб.
Таким образом внутри установки выбираем трубопровод диаметром 150 мм из стальных труб, для общесплавного коллектора на выходе с установки диаметр трубопровода будет составлять 200 мм.
Наименьшая расчетная скорость при наполнении трубопровода = 0,7. Согласно СниП 2.04.03. – 85 п. 2.40. принимаем Vmin = 0,7 м/с; для металлических труб наибольшая расчетная скорость будет составлять Vmax = 8 м/с.
Схема и система канализации
Согласно п.4.48 СНиП 2.04.03. – 85, расстояние от трубопроводов, отводящих сточные воды, содержащие агрессивные, летучие токсичные и взрывоопасные вещества до наружних стен производственных зданий следует предусматривать не менее 6 м.
Согласно п. 4.54 на выпусках из зданий сточных вод, содержащих легковоспламеняющиеся, горючие и взрывоопасные вещества, необходимо предусматривать камеры с гидравлическим затвором. Следовательно, на сливных и смотровых колодцах следует предусмотрерь установку гидрозатворов.
Диаметры смотровых и сливных колодцев согласно п. 4.15 принимаем 1000 мм.
Согласно СНиП 2.04.03. – 85 п. 4.14 расстояние между смотровыми и сливными колодцами на прямых участках трубопроводов, для диаметра труб 150 мм принимаем 35 м., для труб диаметром 250 мм – 50 метров.
Смотровые колодцы также следует устанавливать в местах:
- присоединений;
- изменения направления уклонов и диаметров трубопроводов.
Согласно п. 2.41. наименьшие уклоны трубопроводов для трубы диаметром:
150 мм – 0,008; 200 мм – 0,007.
В местах перегиба необходимо устанавливать смотровые колодцы. Угол перегиба должен быть более 900.
Угол врезки дополнительного трубопровода должен быть менее 900.
Согласно СНиП 2.04.03. – 85, глубина промерзания грунта для Оренбургской области составляет 182 см., в связи с этим первый колодец должен устанавливаться так, чтобы выход трубопровода с этого колодца был ниже этой отметки.
7.8. Расчет электрического освещения в операторной
Для освещения в операторной в тёмное время суток используются газо-зарядные люминесцентные лампы типа ЛД-40 со световым потоком F=2500 лм.
В светильнике две лампы. Его световой поток F = 2F = 2 ´ 2500 = 5000 лм.
Размеры операторной:
- длина А = 18 м;
- ширина В = 6 м;
- высота Н = 5 м;
- площадь S = 108 м2
- расстояние от плоскости потолка до плоскости
светильника H1 = 0.2 м;
- расстояние от потолка до рабочей поверхности H2 = 0.8 м;
|
м, |
- расчётный коэффициент отражения
от потолка: ;
от стены: ;
от рабочей поверхности: ;
- минимальный коэффициент освещённости Z = 1,1;
- средний коэффициент запаса КЗ = 1,3;
- норма минимальной освещённости по СниП для общего освещения и работ средней точности Емин. = 200 Лк;
Коэффициент использования КИ определяется по таблице в зависимости от р и i, где i – индекс помещения:
|
, |
Необходимое количество светильников в операторной:
Принимаем количество светильников N = 16 шт.
Они размещены в два ряда вдоль операторной по восемь штук в ряду.
- ЭКОНОМИЧЕСКИЙ РАСЧЕТ
8.1. Характеристика объекта и обоснование решений
Процесс предназначен для очистки ПБФ извлеченной из ШФЛУ вырабатываемой на У-09, с использованием оборудования У-32 и У-90 с целью получения товарного СПБТ.
Производительность установки по ПБФ 165556 т/год.
Расчетное число часов работы в году – 8000.
Процесс полностью автоматизирован.
Процесс очистки ПБФ является непрерывным.
Задачей экономической части дипломного проекта является расчет основных технико-экономических показателей установки получения СПБТ, а также экономический эффект от реконструкции и срок ее окупаемости.
8.2. Расчет годовых затрат по установке очистки ШФЛУ от сернистых соединений
Расчет приведен в таблице 5.1.
Таблица 8.1. Годовые затраты по установке очистки ШФЛУ от сернистых соединений
|
№ п/п |
Наименование затрат |
Ед. измерения |
Годовой объем |
Цена за единицу, руб. |
Сумма затрат, руб |
|
1. |
Электрическая энергия |
кВт*ч |
59600 |
0,81 |
48 276 |
|
2. |
Очищенная вода (паровой конденсат) |
т |
52528 |
3,85 |
202 233 |
|
2 |
Пар |
Гкал |
24300 |
413,82 |
10 055 800 |
|
3 |
Невозвращ пар. конденсат. |
т. |
6639,5 |
102,71 |
681 900 |
|
8 |
Азот |
тыс. м3 |
19 |
4659,29 |
88 526 |
|
3. |
Воздух |
тыс.м3 |
1242 |
145,21 |
180 351 |
|
4. |
Щелочь NаОН |
т |
1159,200 |
12101,86 |
14 028 476 |
|
5. |
Катализатор |
т |
2,4 |
50000 |
120 000 |
|
6. |
ДЭГ |
т |
23,9 |
14720 |
351 808 |
|
7. |
Сырье - ШФЛУ |
т |
224000 |
4000 |
896 000 000 |
|
8. |
Фонд заработной |
руб |
|
|
5 550 000 |
|
9. |
Отчисления на соц. Нужды (35,6%) |
руб |
|
|
172 750 |
|
10. |
Амортизация |
руб. |
|
|
1 051 780,24 |
|
11. |
Затраты на ремонт |
руб. |
|
|
2 086 150 |
|
12. |
Пассажирские транспортные расходы |
26 чел. |
|
|
264 500 |
|
13. |
Общепроизводственные расходы |
тыс. руб. |
|
|
3396 |
|
14. |
Общехозяйственные расходы |
|
|
|
12 320 000 |
|
15. |
Плата за выбросы |
|
|
|
1 748 |
|
ИТОГО: |
943 207 694
|
||||
8.3. Капитальные вложения при разработке технологической схемы
Таблица 8.2. Расчет затрат на капиталовложения
|
№ п/п |
Наименование |
Ед. измерения |
Количество |
Цена за единицу, руб |
Сумма, руб. |
|
1. |
Труба: Ø159*8 |
т |
7,5 |
58080 |
435 600 |
|
2. |
Трубы для переобвязки: Ø 57*6 |
т |
15,5 |
35900 |
556 450 |
|
3. |
Шпильки, гайки, шайбы |
шт |
2000 |
15,0 |
30 000 |
|
4. |
Клапан редукционый |
шт |
2 |
82 500 |
165 000 |
|
5. |
Насос для перекачивания жидкости НК-200/120-120 |
шт |
2 |
215820 |
431 640 |
|
6. |
Насос для подачи дисульфидов Нк-200/120 |
шт |
1 |
190546 |
190 546 |
|
7. |
Фазный разделитель с коалесцирующей перегородкой |
шт |
1 |
1450800 |
1450 800 |
|
8. |
Колонна регенерации раствора щелочи |
шт |
1 |
4525680 |
4 252 680 |
|
Итого по оборудованию: |
7 512 716
|
||||
|
Плата за монтаж: |
3005086 |
||||
|
ИТОГО: |
10 517 802 |
||||
Таким образом годовые затраты на производство товарной продукции составят 10 515 802 рублей.
8.4. Расчет стоимости товарной продукции
Таблица 8.3. Стоимость товарной продукции
|
№ |
Наименование показателя |
Ед. изм. |
Годовой объем |
Стоимость ед., рублей |
Сумма, руб. |
|
1 |
СПБТ |
т |
165556 |
7500 |
1 241 670 000 |
|
2 |
ПГФ |
т |
56952 |
6000 |
341 712 000 |
|
ИТОГО: |
1 583 382 000 |
||||
8.5. Расчет экономической эффективности
8.5.1. Валовая прибыль от реализации проекта:
Пв = Вп – Зп = 1 583 382 000 – 943 207 694= 640 174 306 руб,
где:
Вп – годовая выручка от реализации товарной продукции, тыс. руб
Зп – годовые затраты на производство товарной продукции, тыс. руб
8.5.2. Годовой экономический эффект составит:
Эг = Пр – Ен х К = 640 174 306 – 0,15 х 10 517 802= 638 596 635,7 руб ,
где:
Пр – прибыль годовая после реконструкции, руб
Ен – нормативный коэффициент эффективности капитальных вложений, 0,15.
К – капитальные вложения, руб.
8.5.3. Себестоимость СПБТ руб./т
Сспбт = Зспбт / О спбт = 697 973 693/ 165556= 4216
где:
Зспбт – годовые затраты на производство СПБТ, тыс. руб.
О спбт – годовой объем производства СПБТ, т
8.5.4 Себестоимость ПГФ руб./т
Спгф = Зпгф / Опгф = 245234000/ 56952 = 4306
где:
Зпгф – годовые затраты на производство ПГФ, руб.
О спбт – годовой объем производства ПГФ, т
8.5.5 Рентабельность капитальных вложений
Эп = Пр / К= 640 174 306 / 10 517 802= 60,8
где:
К – сметная стоимость капитальных вложении, руб.
8.5.6 Срок окупаемости капиталовложений, лет
Т = К / Пр = 10 517 802/ 640 174 306 =1,6
Таблица 8.4. Технико-экономические показатели установки
|
Показатели |
Единицы измерения |
Количество |
|
Производительность по ШФЛУ |
т/год |
224000 |
|
Выход товарной продукции: СПБТ ПГФ |
т/год т/год |
165556 56952 |
|
Объем капиталовложений
|
руб. |
10 517 802 |
|
Затраты на производство товарной продукции в т.ч.: -на производство СПБТ - на производство ПГФ |
руб. |
943 207 694
697 973 693 245 234 000 |
|
Стоимость товарной продукции |
руб. |
1 583 382 000 |
|
Валовая прибыль |
руб. |
640 174 306 |
|
Годовой режим работы |
час |
8000 |
|
Численность обслуживающего персонала |
чел. |
26 |
|
Себестоимость СПБТ |
руб./т |
4 216 |
|
Себестоимость ПГФ |
руб./т |
4 306
|
|
Срок окупаемости капиталовложений |
лет |
1,6 |
- ВЫВОДЫ
В данном дипломном проекте предложен вариант использования высвобождающегося оборудования установок У32 и У90 (вследствие сокращения поставок газового конденсата Карачаганакского НГКМ) для очистки ШФЛУ, вырабатываемой на У09 Оренбургского ГПЗ, с целью получения товарной продукции - СПБТ.
Проанализировав существующее положение и разновидности способов очистки ШФЛУ от сернистых соединений, была разработана технологическая схема, обеспечивающая глубокую очистку.
С использованием современных методов произведен технологический расчет основного и вспомогательного оборудования. На основе расчетов сделан выбор оборудования соответствующего параметрам технологического процесса.
Данная работа представляет большой интерес с точки зрения экономики, так как не требует больших капитальных вложений и позволяет получать дополнительное количество товарного СПБТ.
В дипломном проекте рассмотрены вредные производственные факторы, возникающие при работе установки, мероприятия по охране окружающей среды от загрязнения, а также проведены расчеты по данным разделам.
СПИСОК ЛИТЕРАТУРЫ
- Агаев Г.А., Настека В.И., Сеидов З.Д. Окислительные процессы очистки сернис-
тых природных газов и углеводородных конденсатов. М.: Недра, 1996г. – 301с.
- Айвазов В.В., Петров С.М. Физико-химические константы сероорганических со-
единений. М.: Химия, 1964г. – 274с.
- Бекиров М.М. Первичная переработка природных газов. М.: Химия, 1987.
- Бусыгина Н.В., Бусыгин И.Г. Технология переработки природного газа и газового конденсата. ИПК «Газпромпечать»,2002г. – 430с.
- Основные процессы химической переработки газа/ В.В. Николаев, И.Г.Бусыгин,
Н.В. Бусыгина и др.; под редакцией В.П. Туманова. – М.: Недра, 1996. – 199с.;ил.
- Александров И.А. Ректификационные и абсорбционные аппараты. Методы рас-
чёта и основы конструирования. М.: Химия, 1978г. – 280с.
- Афанасьев А.И. Справочник. Технология переработки сернистого природного газа
- Кузнецов А.А., Кагерманов С.М.; Судаков Е.Н. Расчёты процессов и аппаратов
нефтеперерабатывающей промышленности. М.: Химия, 1966г. – 336с.
- Ибрагимов М.Г., Абилов Р.М. Разработка рациональной схемы отделения угле-
водородов, применяемых в процессах переработки углеводородного сырья. Ка-
зань. 1981г. – 60с.
- Скобло А.И., Молоканов Ю.К. Процессы и аппараты нефтегазовой переработки и нефтехимии. М. Недра, 2000г. – 677с.
- А.Г. Касаткин Основные процессы и аппараты химической технологии М., Хи-
мия, 1973г. – 750с.
- Бажан П.И. и др. Справочник по теплообменным аппаратам. М. – «Машино-
строение», 1989г. – 365с.
- Сборник задач по охране труда в нефтяной и газовой промышленности. МИНГ, 1989г. – 99с.
- ОВОС1, том1 – Оценка воздействия выбросов вредных веществ в окружающую среду с ОГПЗ.
- Рудин М.Г., Драбкин А.Е Краткий справочник нефтепереработчика. – Л., Хи-
мия, 1980. – 328с., ил.
- «Нефтегазовые технологии». 2000 – 2005 г.г.
- ПБ 10-115-96 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. М. ПИО ОБТ, 1996г.
- Рид Р. Свойства газов и жидкостей. Л. Химия, 1982г. – 592с.
- Пери Дж. Справочник инженера химика. Л. Химия, 1969г. – 640с.
- Технологический регламент установки «ВНИИУС-12»
- Эмирджанов Р.Т., Лемберанский Р.А. Основы технологических расчётов в нефтепереработки и нефтехимии. М. Химия, 1989г.
- Беспамятнов Г.П., Кротов Ю.А. Предельно-допустимые концентрации химических веществ в окружающей среде.-М.: Химия, 1985-528с.
- Сборник временных отраслевых методик для определения загрязняющих веществ в атмосферном воздухе в районах размещения предприятий нефтеперера-
батывающей и нефтехимической промышленности/ Под ред. Дмитриева М.Т.,
Вольберга Н.Ш. ч.1,2.М., 1986.
- ТУ 2178-037-00151638-99. Технические условия на опытные партии. Катализа-
тор сероочистки ИВКАЗ. Госкомсанэпиднадзор РТ. Протокол № 01-03-1351 от
31.03.2000г.
- Токсиколого-гигиенический паспорт хлордисульфокислоты фталоцианина кобальта. Лаборатория гигиены и токсикологии КНЦ РФ «НИОПИК». 28.07.2000г.
- Перегут Е.А., Гернет Е.В. Химический анализ воздуха промышленных предприятий. Рекомендуемые методы определения предельно-допустимых концентраций вредных веществ в воздухе //Л.: Химия. 1985. 440с.
ЧЕРТЕЖИ
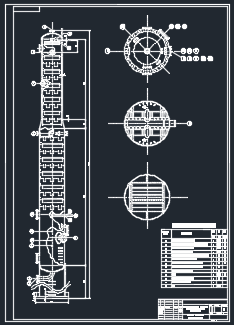
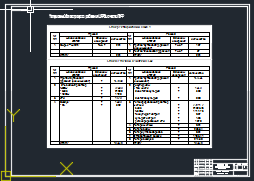
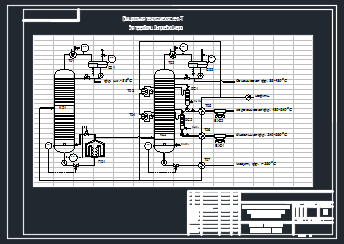
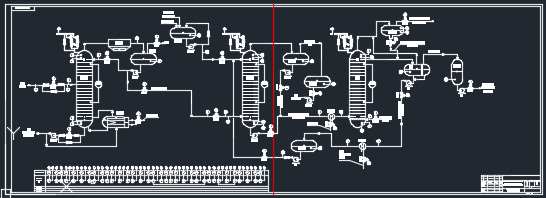
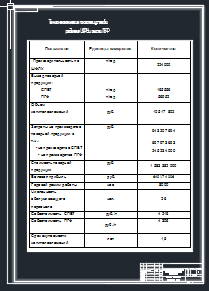
Скачать: