Дипломный проект
«Реконструкция колонны стабилизации углеводородных конденсатов установки стабилизации конденсата Карачаганакского газоконденсатного месторождения»
Содержание
Введение …………………………………………………………………..10
1 Литературный обзор. Стабилизация газовых конденсатов…………….11
1.1 Основные направления переработки углеводородного конденсата…..11
1.2 Использование компонентов природного газа и конденсата
в качестве сырья для нефтехимии………………………………………12
1.3 Углеводородные конденсаты - сырье для производства моторных
топлив………….……………………………………………………….…13
1.4 Промышленные схемы стабилизации углеводородных конденсатов....13
1.5 Общая характеристика производственного процесса…………………..16
1.6 Описание технологического процесса и технологической схемы установки стабилизации конденсата У-930………………………...…17
1.7 Патентный обзор………………………………………………………….19
2 Технологический расчёт колонны стабилизации……………………….47
2.1 Исходные данные…………………………………………………………47
2.2 Давление в колонне……………………………………………………….48
2.3 Температурный режим в колонне………………………………………..48
2.4 Расчет доли отгона и состава фаз в секции питания колонны………....50
2.5 Расчет минимального количества орошения…………………………....51
2.6 Рабочее флегмовое и паровое число……………………………………..52
2.7 Количество материальных потоков, проходящих секцию питания колонны…………………………………………………………………...52
2.8 Расчет количества холодного орошения………………………………...53
2.9 Расчет нагрузки кипятильника и количества парового орошения внизу отгонной части колонны………………………………………….54
2.10 Расчет числа теоретических тарелок колонны и ее частей…………….55
2.11 Расчет диаметра колонны………………………………………………...56
2.12 Расчет диаметра верхней части колонны……………………………..…58
2.13 Расчет высоты колонны…………………………………………………..59
3 Механический расчёт колонны…………………………………………..60
3.1 Исходные данные…………………………………………………………60
3.2 Расчет обечаек………………………………………………………….…60
3.3 Контроль сварных соединений………………………………………..…61
3.4 Расчет верхней обечайки диаметром 2800мм…………………………..61
3.5 Расчет нижней обечайки диаметром 3600мм…………………………...62
3.6 Расчет эллиптических днищ…………………………………………...…63
3.7 Расчет конического элемента………………………………………….…64
3.8 Определение размеров штуцера и толщины стенки
нижнего люка-лаза………………………………………………………..66
3.9 Определение размеров укрепляющего кольца люка-лаза…………...…67
3.10 Расчет фланцевых соединений…………………………………………...68
3.11 Расчет плоской круглой крышки………………………………………...70
3.12 Расчет фланцевого соединения, работающего под действием
внутреннего давления…………………………………………………….75
3.13 Расчет плоских приварных фланцев и приварных встык
фланцев и буртов………………………………………………………....76
3.14 Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий……………………....78
3.15 Определение периода собственных колебаний………………………....78
3.16 Расчет аппарата на прочность…………………………………………....84
3.17 Опорная обечайка………………………………………………………....86
3.18 Расчет элементов опорного узла………………………………………....87
3.19 Расчет анкерных болтов……………………………………………….….89
4 Гидравлический расчет тарелок………………………………………….90
4.1 Проверочный расчет тарелок…………………………………………….91
5 Охрана окружающей среды……………………………………………..107
5.1 Мероприятия по снижению воздействия выбросов в атмосферу….....107
5.2 Меры контроля по герметизации и надёжности аппарата……………108
5.3 Оценка вероятных аварийных ситуаций……………………………….108
5.4 Качественная и количественная оценка отходов и места их
размещения………………………………………………………………109
5.5 Определение платы за выбросы вредных веществ в атмосферный воздух и размещение отходов…………………………………...……………...111
5.6 Предложения по вторичному использованию отходов…………….......113
6 Охрана труда………………………………………………………….….114
6.1 Опасные и вредные производственные
факторы на установке стабилизации газового конденсата…………...114
6.2 Характеристика технологического процесса с точки зрения
пожароопасности и вредности производства……………………...…..118
6.3 Безопасность технологии производственного оборудования
на установке стабилизации конденсата………………………………..119
6.4 Размещение, обслуживание производственного оборудования,
распределение функ¬ций между человеком и оборудованием………..119
6.5 Обеспечение безопасности при реконструкции аппарата…...…..……121
6.6 Обеспечение безопасности при вводе в эксплуатацию
реконструируемого аппа-рата………………………………...………....121
6.7 Требования безопасности по обслуживанию аппарата и вспомогатель¬ного оборудования……………...………………………………….……122
6.8 Выбор предохранительного клапана для колонны 932С-01……….....122
7 Экономическая часть……...…………………………………………….125
7.1 Определение размера капиталовложений……………………………...125
7.2 Определение дополнительных затрат на переработку……………..…125
7.3 Определение дополнительной товарной продукции, полученной
в результате прироста производства……………………...……….…..126
7.4 Определение прибыли……………………………………………….….127
7.5 Определение рентабельности модернизации……………………….…128
7.6 Определение срока окупаемости……………...………………………..128
Заключение……………………..…………………………..……………129
Список использованных источников…………………………....……..130
Аннотация
В данном проекте произведена модернизация ректификационной колонны 932С-01А технологической установки стабилизации конденсата У-930, предназначенной для переработки конденсата.
Модернизация колонны предполагает более устойчивую работу при переработке конденсата Карачаганакского газоконденсатного месторождения, отличающегося от конденсата физико-химическими показателями.
В ходе модернизации проведено изменение конструкции внутренних устройств колонны с целью:
- избежать режима «захлёбывания» колонны;
- повысить производительность колонны по конденсату;
- увеличить объём переработки нестабильного конденсата;
- удовлетворять требованиям, предъявляемым к качеству товарной продукции.
В разделе охрана окружающей среды произведен расчет платы за выбросы.
В разделе охрана труда приведены вредные производственные факторы, и расчёт предохранительного клапана.
В экономическом разделе представлены технико-экономические показатели произведённой модернизации.
Пояснительная записка содержит 135 страниц, 14 таблиц и 8 рисунков. Графическая часть выполнена на 8 листах формата А1.
Введение
Современный этап развития газовой промышленности характеризуется комплексным подходом к использованию добываемого углеводородного сырья.
Пластовая продукция газоконденсатных месторождений наряду с газообразными компонентами содержит также пентан и более тяжелые углеводороды (С5+), которые принято называть газовым конденсатом.
Газовый конденсат наряду с углеводородами С5+ содержит также пропан, бутан и другие соединения. По ряду показателей он превосходит нефтяное сырье, так как содержит практически только светлые нефтяные фракции, в нем меньше минеральных солей, воды и тяжелых фракций.
Анализ состава конденсатов месторождений показывает, что они представляют собой практически безотходное сырье для производства высококачественных моторных топлив. Выделяемая из конденсата фракция легких углеводородов (ШФЛУ) является также ценным сырьем для нефтехимии. Кроме того, высокое содержание в газовом конденсате этана позволяет организовать на его основе малоэнергоемкое крупнотоннажное производство этилена. Эти ценные свойства углеводородного конденсата определяют повышенные требования к качеству его подготовки и переработки.
Технико-экономические показатели промысловой и заводской обработки газа и газового конденсата можно улучшить при внедрении:
- новых эффективных схем подготовки газа к транспортированию на месторождениях с использованием высокопроизводительного оборудования в блочно-комплектном исполнении;
- новых технологических схем, обеспечивающих высокую степень извлечения этана, пропана, бутанов и конденсатов из газа;
- схем по переработке газового конденсата, позволяющих извлекать из него сернистые соединения, ароматические углеводороды и получать топлива разных марок;
- схем, обеспечивающих уменьшение содержания сернистых соединений в очищенном газе до 5,7 мг/м3 и увеличение количества получаемой элементарной серы до 99,9 %.
В связи с возрастающим потреблением газового конденсата в народном хозяйстве задача более полного извлечения из нестабильного конденсата ценных компонентов и, как следствие, совершенствование технологии его стабилизации становится особенно актуальной.
Продукция крупных газоконденсатных месторождений в Прикаспийской впадине и Западном Казахстане (Карачаганакского, Астраханского, Тенгизского и др.) отличается высоким содержанием сероводорода, углекислоты, меркаптанов, газового конденсата и нефти, в связи с чем большое значение приобретает вопрос сбора, стабилизации и очистки сероводородосодержащих конденсатов
1 Литературный обзор
Стабилизация газовых конденсатов
Начальным этапом переработки газового конденсата является процесс его стабилизации в целях подготовки конденсата к транспорту или хранению, заключающийся в удалении фракций легких углеводородов до бутанов включительно.
Согласно действующим нормам, стабильным считается конденсат, упругость паров которого при 38 °С не превышает 500 мм рт.ст. летом и 700 мм рт.ст. зимой.
Содержание сероводорода в стабильном конденсате согласно ОСТ 51.80-93 не должно превышать 0,03 % масс.
Качество стабильного конденсата, получаемого на установке стабилизации У-930 ОФ ЗАО ЮУПК должно соответствовать требованиям ОСТ 51.65-80 изм.1,2.
1.1 Основные направления переработки углеводородного конденсата
Физико-химические характеристики конденсатов определяют направления их переработки и товарные свойства.
Переработка углеводородного конденсата может осуществляться по следующим направлениям:
I - Химическому, для получения мономеров для промышленности органического синтеза (этилен, пропилен, ацетилен, дивинил, бензол и т.п.)
II - Топливному - с целью получения автобензинов, керосинов, дизельных и котельных топлив.
Иногда экономически целесообразно сочетание этих направлений переработки - топливно-химическое направление.
Для повышения степени извлечения и более рационального и комплексного использования месторождений сероводородсодержащих газа и конденсата разрабатываются теоретические и экономические основы рационального межотраслевого использования таких ресурсов как для энергетических, так и для химических комплексов страны, поскольку в их составе имеются повышенные концентрации этана, пропана, бутанов, меркаптанов, являющихся ценным сырьем для химической отрасли.
Из конденсата методами ректификации, экстракции и адсорбции получают фракции и отдельные компоненты, имеющие самостоятельное применение либо используемые как сырье при последующих технологических процессах нефтехимического производства. Кроме моторных топлив, из конденсата добывают ароматические углеводороды, растворители, а пиролизом низкооктановых бензинов - этилен, пропилен и другие продукты. Иногда может оказаться выгодным конденсат метанизировать для получения заменителя природного газа.
В составе высококипящих углеводородов пластовой газоконденсатной системы содержатся углеводороды всех трех химических групп: метановые, нафтеновые и ароматические.
1.2 Использование компонентов природного газа и конденсата
в качестве сырья для нефтехимии
Ароматические углеводороды, особенно бензол и его гомологи С7-8 -наиболее ценное сырье для промышленности органического синтеза. Получение ближайших гомологов бензола - толуола и ксилола, основано на процессах каталитического риформинга бензиновых фракций. Использование для этих целей углеводородного конденсата, характеризующегося высоким содержанием циклических углеводородов в бензиновой его части, и шестичленных нафтенов - наиболее оптимальный способ решения этой задачи.
Производство олефинов (С2 - С4) также может быть основано на переработке углеводородных конденсатов.
В табл.1.2 приведены данные о влиянии исходного сырья на выход продуктов пиролиза, из которой видно, что этан следует рассматривать как идеальное сырье для производства этилена, так как при пиролизе этого компонента выход этилена достигает 80 %. Высок процент выхода этилена и из пропана (45%) и жидких углеводородов - парафинистых прямогонных нефтяных бензинов (36%).
Таблица 1.2
Продукт пиролиза |
Сырье |
||||
|
этан |
пропан |
легкий бензин (НКч140°С) |
широкая бензиновая фракция С3+С4+ НКч140°С |
газойль |
|
|
Этилен |
80.0 |
45.0 |
36.2 |
29.7 |
25.7 |
|
Пропилен |
1.4 |
14.5 |
16.7 |
14.1 |
13.3 |
|
Бутадиен |
0.0 |
2.7 |
4.3 |
4.5 |
4.2 |
|
БТК* |
0.0 |
3.4 |
8.8 |
12.3 |
11.0 |
|
Фр.С4(без бутадиена) |
4.8 |
2.2 |
4.2 |
5.3 |
4.5 |
|
Пиробензол (без БТК) |
0.2 |
4.2 |
6.5 |
14.4 |
9.6 |
|
Топливный газ (включая водород) |
13.6 |
28.2 |
20.0 |
16.0 |
11.7 |
|
Котельное топливо |
- |
- |
3.3 |
3.7 |
20.0 |
* - Бензольно - толуольно - ксилольная фракция
1.3 Углеводородные конденсаты - сырье для производства
моторных топлив
Конденсаты многих газоконденсатных месторождений по фракционному и групповому составам могут быть использованы в качестве сырья для производства моторных топлив - автомобильных и авиационных бензинов, реактивного и дизельного топлив.
Конденсаты, как сырье для получения моторных топлив, имеют ряд преимуществ перед нефтью.
При сравнении риформинга бензиновых фракций нефти и конденсатов с октановым числом 95 по исследовательскому методу (85 - по моторному методу), видно, что выход бензина-риформинга из конденсатных фракций на 10 % выше, чем из аналогичных фракций нефтей. При этом бензин с октановым числом 95 из конденсатов получают при более низкой температуре (485-490°С) каталитического риформинга, чем в процессе риформинга нефтяных фракций (500-515 °С).
По содержанию серы бензиновые фракции большинства конденсатов соответствуют техническим нормам. Если количество серы в бензинах, получаемых из конденсатов, выше нормы, требуется предварительная их сероочистка.
Значительная концентрация метановых углеводородов во фракциях дизельного топлива, полученных из конденсатов, обусловливает их высокое цетановое число. Исключение составляют фракции дизельных топлив, полученных из нафтеновых конденсатов, в которых среди метановых превалируют изомерные углеводороды. Для получения дизельного топлива во фракции таких конденсатов необходимо водить добавку, повышающую цетановое число. Для дизельных топлив полученных из конденсатов (так же, как для получаемых из нефтей), чем выше цетановое число, тем выше и температура помутнения и застывания. Поэтому дизельное топливо, полученное из большинства конденсатов, можно использовать лишь в летнее время. Для использования этого топлива в зимних условиях следует проводить депарафинизацию соответствующих фракций.
По содержанию серы фракции дизельного топлива, получаемые из конденсатов, в основном соответствуют техническим нормам. В дизельном топливе, полученном из сернистых конденсатов содержание серы будет завышено, т.е. требуется их предварительная сероочистка.
1.4 Промышленные схемы стабилизации углеводородных конденсатов
Для получения стабильного конденсата в применяют процессы многоступенчатой дегазации (сепарации) и ректификации как в отдельности, так и в сочетании между собой.
1.4.1 Стабилизация конденсатов многоступенчатой дегазацией
Стабилизация конденсата многоступенчатой дегазацией основана на снижении растворимости легких компонентов в углеводородах С5+ при повышении температуры и уменьшении давления. Различная растворимость компонентов обеспечивает их избирательное выделение из жидкой фазы.
Для стабилизации конденсата могут применяться одно-, двух- и трехступенчатые схемы дегазации (сепарации).
В соответствии с результатами исследований независимо от состава сырья содержание тяжелых углеводородов (С5+) в газах сепарации тем меньше, чем больше число ступеней сепарации. При этом с газами дегазации в основном уносится легкая фракция конденсата, что приводит к снижению выхода бензиновых фракций при стабилизации конденсата многоступенчатой дегазацией.
Независимо от количества ступеней стабилизации, газы сепарации различных ступеней содержат много легких компонентов и не отвечают требованиям ГОСТа, предъявляемым к сжиженным газам.
Возможна также стабилизация конденсата с применением рециркуляции в жидкую фазу газов сепарации с помощью компрессора. В этом случае, благодаря смещению равновесия между фазами происходит дополнительное выделение из жидкой фазы легких углеводородов. Одновременно происходит также поглощение тяжелых компонентов жидкими углеводородами. В итоге увеличивается выход стабильного конденсата из перерабатываемого сырья.
При подаче газов дегазации в поток нестабильного конденсата увеличивается глубина выделения легких углеводородов из жидкой фазы, в ней повышается содержание бутана и более тяжелых углеводородов.
Применение стабилизации конденсата многоступенчатой дегазацией с рециркуляцией в жидкую фазу газов сепарации обусловливает включение в схему дожимного компрессора, что повышает ее энерго- и металлоемкость.
Преимуществом схемы стабилизации конденсата многоступенчатой дегазацией является простота, относительно низкая энерго- и металлоемкость, устойчивость в работе при использовании минимального количества средств измерения и автоматики и изменении состава перерабатываемого сырья.
Процесс стабилизации конденсата многоступенчатой дегазацией нашел широкое применение на месторождениях, имеющих низкий конденсатный фактор.
1.4.2 Стабилизация конденсатов с применением ректификационных
процессов
Сбор и утилизация газов сепарации связаны с большими энергетическими затратами и при больших объемах перерабатываемого конденсата применяют стабилизацию с использованием ректификационных колонн, имеющую ряд преимуществ по сравнению с многоступенчатой дегазацией:
- проведение предварительной сепарации и деэтанизации нестабильного конденсата при высоких давлениях облегчает утилизацию газовых потоков;
- возможно производство сжиженных газов, отвечающих требованиям ГОСТ без применения искусственного холода;
- рационально используется энергия нестабильного конденсата;
- товарный конденсат отличается низким давлением насыщенных паров, что снижает его потери при транспортировании и хранении.
Современные схемы стабилизации газового конденсата обычно представляют собой сочетание сепарации и ректификации чаще в двух или трех колоннах, что дает возможность, кроме газов стабилизации и стабильного конденсата, получать пропан-бутановую фракцию (или пропан и бутаны).
1.4.3 Стабилизация высокосернистых газовых конденсатов
По содержанию общей серы конденсаты подразделяют на три класса:
I - бессернистые и малосернистые с массовой долей общей серы не более 0,05 %. Эти конденсаты не нуждаются в очистке от сернистых соединений.
II - сернистые с содержанием общей серы 0,05 - 0,8 % масс. Необходимость очистки конденсатов этого класса и его дистиллятных фракций в каждом конкретном случае решается в зависимости от исходных требований.
III - высокосернистые с содержанием общей серы выше 0,8 % масс. Включение узла очистки от сернистых соединений в схемы переработки этих конденсатов обязательно.
На установке стабилизации сернистых конденсатов У-930 ОФ ЗАО ЮУ ПК перерабатывается конденсат Карачаганакского месторождения. Первоначально У-930 была рассчитана для переработки конденсата Оренбургского месторождения. Но, так как запасы ОГКМ оказались гораздо ниже прогнозируемых, то при переработке конденсата Карачаганакского месторождения конденсата с другими физико-химическими показателями появились проблемы, которые будут рассмотрены далее.
Массовый состав Оренбургского и Карачаганакского конденсатов приведен в табл. 1.4.3, откуда видно, что конденсаты ОГКМ и КГКМ относятся к классу высокосернистых.
Таблица 1.4.3 - Усредненные показатели качества нестабильных
конденсатов по данным паспортов за 2006 год
|
Нестабильный конденсат |
Показатели |
Плотность при рабочих условиях |
|||||||||||||||||
|
H2S |
N2 |
C1 |
CO2 |
C2 |
C3 |
iC4 |
nC4 |
C5+ |
RSH |
CH3OH |
Мех. Прим. |
Смолы |
Параф. |
Вода |
Хлор. Соли |
||||
|
свободная |
эмульгир. |
Мг/л |
%масс |
||||||||||||||||
|
Ед. изм. |
% масс. |
||||||||||||||||||
|
нормы |
|
|
|
|
|
|
|
|
>65 |
|
<0,5 |
<0,05 |
0,6 |
0,04 |
<0,5 |
<0,5 |
142 |
0,02 |
0,637 |
|
ОГКМ |
1,29 |
0,12 |
1,3 |
0,21 |
0,44 |
3,34 |
1,86 |
5,44 |
73,03 |
0,43 |
0,03 |
0,03 |
4,78 |
0,66 |
0,03 |
0,17 |
404 |
0,09 |
0,654 |
|
КГКМ |
1,79 |
0,03 |
1,36 |
0,99 |
1,55 |
2,26 |
0,97 |
2,57 |
88,48 |
0,2 |
0,004 |
0,006 |
2,6 |
1,45 |
0,07 |
- |
103 |
- |
0,757 |
Выбор конкретной схемы стабилизации связан с особенностями перерабатываемого углеводородного сырья.
Наиболее полной и рациональной является схема комбинированной установки, включающая следующие блоки:
- выветривание конденсата (две или три ступени);
- электрообессоливание и обезвоживание;
- стабилизация конденсата методом ректификации.
Именно такая схема применена на установке стабилизации конденсата У-930.
1.5 Общая характеристика производственного процесса
Установка У-930 предназначена для переработки нестабильного конденсата Карачаганакского ГКМ с целью получения конденсата газового стабильного.
Производительность установки по переработке нестабильного конденсата - 1500 тыс. т/год.
Проект на строительство У-930 выполнен генеральным проектировщиком - институтом Южниигипрогаз (Украина). Лицензия Госстроя России ФЛЦ № ГС-1-77-01-26-0-9909091040-018311-4 (действительна до 12 июля 2009 года); лицензия Госстроя России ФЛЦ № ГС-1-77-01-28-0-9909091040-018310-4 (действительна до 7 июля 2009 года); лицензия Гостехнадзора России ООПР № 011750
Пуск установки У-930 осуществлен в 2003 году.
Установка состоит из двух технологических отделений:
- отделения дегазации и обессоливания нестабильного углеводородного конденсата (У-931);
- отделения стабилизации углеводородного конденсата (У-932).
В отделении дегазации и обессоливания нестабильного углеводородного конденсата осуществляются следующие процессы:
- предварительное выветривание нестабильного углеводородного конденсата с одновременным отстаиванием пластовой воды;
- обезвоживание и обессоливание частично стабилизированного углеводородного конденсата.
В отделении стабилизации углеводородного конденсата осуществляются следующие процессы:
- стабилизация углеводородного конденсата путем отгонки легких углеводородов и сероводорода;
- охлаждение стабильного углеводородного конденсата и подача его на установку димеркаптанизации У-197, или на склад У-110;
- подача газов стабилизации и выветривания углеводородного конденсата на всас компрессоров У-330, У-09.
Расчетное число часов работы установки в году - 8000.
1.6 Описание технологического процесса и технологической схемы установки стабилизации конденсата У-930
Установка У-930 состоит из двух отделений:
- отделения дегазации и обессоливания нестабильного углеводородного конденсата - У-931;
- отделения стабилизации углеводородного конденсата У-932.
1.6.1 Отделение дегазации и обессоливания нестабильного углеводородного конденсата У-931.
Отделение предназначено для удаления легких углеводородов и пластовой воды, содержащихся в нестабильном углеводородном конденсате.
Дегазация и частичное обезвоживание нестабильного углеводородного конденсата производится в две ступени за счет снижения давления с 4,0 (40,0) МПа (кгс/см2) до 2,0-2,2 (20,0-22,0) МПа (кгс/см2).
Обезвоживание и обессоливание углеводородного конденсата производится в двух работающих последовательно электроразделителях.
Газы расширения (дегазации) направляются на установку У-09 или У-331 ОГПЗ.
Пластовая вода отводится в емкость сбора кислой воды 930В-14А.
На установку нестабильный углеводородный конденсат с Карачаганакского месторождения (КГКМ) поступает по конденсатопроводу Ду 350 под давлением 4,0 (40,0) МПа (кгс/см2) и температурой от минус 5 до плюс 35 °С.
Нестабильный углеводородный конденсат с давлением 2,2 (22,0) Мпа (кгс/см2) и температурой от минус 5 до плюс 35 °С поступает в выветриватель 931В-01А. который служит для глубокого отстоя минерализованной воды и предварительного разделения газожидкостной смеси.
Выветренный конденсат из 931В-01А через рекуперативный теплообменник 931Е-08А и паровой подогреватель 931Е-01А с температурой не более 80°С поступает в разделитель 931 В-02 А.
Нагрев выветренного конденсата в рекуперативном теплообменнике 931 Е-08А производится обратным потоком стабильного конденсата. Имеется возможность подачи конденсата из 931В-01А в 931В-02А, минуя теплообменник 931Е-08А и паровой подогреватель 931Е-01А по байпасным трубопроводам.
Паровой подогреватель 931Е-01А используется в первоначальный момент пуска установки и вывода ее на режим.
В разделителе 931В-02А нестабильный конденсат при температуре 80 °С и давлении не выше 2,1 (21,0) МПа (кгс/см2) дополнительно дегазируется и отстаивается от воды.
Газы расширения из 931В-01А и 931В-02А направляются на всас компрессоров У-09, или У-331 (ОГПЗ).
1.6.2 Отделение стабилизации углеводородного конденсата У-932
Обезвоженный и обессоленный углеводородный конденсат из отделения У-931 поступает на переработку в отделение стабилизации углеводородного конденсата У-932. В зависимости от состава углеводородного конденсата, подаваемого на установку, колонна стабилизации 932С-01А работает в двух режимах: ректификации или абсорбции. При поступлении «легкого» конденсата колонна 932С-01А работает в режиме ректификации. Давление процесса - 1,2 (12,0) МПа (кгс/см2).
При поступлении на установку конденсата «тяжелого» состава колонна 932С-01А работает в режиме абсорбера (режим вспомогательный). Часть потока нестабильного конденсата отбирается до теплообменника 932Е-02А и под контролем регулятора расхода 932FCV-202A подается в качестве «холодного» орошения колонны 932С-01А.
Пары верхней части 932С-01А проходят по байпасам мимо воздушного холодильника 932А-01А и через емкость 932В-О3А, которая в этом случае выполняет роль сепаратора, выводятся с установки. Давление процесса - 0,6 (6,0) МПа (кгс/см2).
Обессоленный и обезвоженный углеводородный конденсат подогревается в рекуперативном теплообменнике 932Е-02-01, 02А потоком стабильного конденсата из куба 932С-01А и поступает в колонну стабилизации 932С-01А. Предусмотрена подача нестабильного конденсата по байпасному трубопроводу, минуя 932Е-02А (холодное питание).
В колонне стабилизации 932С-01А установлено 25 клапанных тарелок. Куб колонны разделен перегородкой на две части. Необходимое для создания оптимальных условий стабилизации конденсата тепло в колонну 932С-01А подводится за счет циркуляции кубового продукта насосами 932Н-06-01,02,03А через змеевики печи 932П-01 А, работающей на топливном газе.
Стабильный конденсат выводится из кубовой части колонны стабилизации 932С-01А проходит рекуперативые теплообменники 932Е-02-01,02А работающие параллельно и сдвоенный теплообменник 931Е-08А. где подогревает нестабильный конденсат и частично охлаждается сам, доохлаждается в воздушных холодильниках 932А-02-01,02,03А работающих параллельно, и с температурой не выше 45 °С направляется на У-197 или на склад стабильного конденсата У-110.
Имеется возможность вывода стабильного конденсата минуя 931Е-08А по байпасному трубопроводу.
Парогазовая смесь из колонны 932С-01А с температурой не выше 70°С охлаждается в воздушном холодильнике 932А-01-01,02,03,04,05А и поступает в емкость орошения 932В-03А, где происходит разделение потока на газ стабилизации, жидкие углеводороды (рефлюкс) и сточную воду. Имеется возможность подачи парогазовой смеси из 932С-01А в емкость 932В-03А по байпасу, минуя 932А-01-01,02,03,04,05А.
После разделения в 932В-03А жидкие углеводороды подаются насосами 932Н-01-01,02А на орошение в колонну стабилизации 932С-01А на 25-ю тарелку, газ стабилизации, объединившись с газовым потоком из 931В-07А, направляется на У-09, У-330 (ОГПЗ), а сточная вода поступает в емкость 930В-14А.
Сточная вода из 931В-01А, 931В-02А, 931ЭР-01,02А, 932В-11А и 932В-03А собирается для предварительного разгазирования в емкость для сбора воды 930В-14А, откуда выводится на У-100 (ОГПЗ).
1.7 Патентный обзор
1.7.1 Патент №1
|
||||||||||||||||||||||||
ПЕРЕЛИВНОЕ УСТРОЙСТВО КОНТАКТНОЙ ТАРЕЛКИ И КОНТАКТНАЯ ТАРЕЛКА Реферат: Изобретение относится к конструкции контактных устройств тарельчатых абсорбционных, ректификационных и других тепломассообменных аппаратов, оснащенных переливными устройствами, и может быть использовано в химической, газовой, нефтехимической, пищевой, энергетической, горнорудной и смежных отраслях промышленности. Предложенное переливное устройство контактной тарелки массообменной колонны содержит корпус, прикрепленный к основанию тарелки, и пеноразрушитель из проницаемого материала, например из сетки, перекрывающий входное сечение корпуса переливного устройства. Пеноразрушитель установлен внутри корпуса переливного устройства, при этом нижняя кромка пеноразрушителя прикреплена к стенке корпуса ниже уровня основания тарелки таким образом, что в объеме корпуса между стенкой корпуса и поверхностью пеноразрушителя, обращенной к входящему потоку, образовано пространство для разрушения пены. Верхняя кромка пеноразрушителя расположена выше уровня газожидкостной смеси на тарелке, и в области верхней части пеноразрушителя имеется свободный проход для выхода газа. Предложена также контактная тарелка, состоящая из основания с прикрепленным к нему переливным устройством, имеющим предложенную конструкцию. Полученный технический результат заключается в расширении диапазона нагрузок по жидкости при обеспечении высокой эффективности тепло- и массообмена на контактной тарелке и в аппарате. 2 н. и 10 з.п. ф-лы ,5 ил. Изобретение относится к конструкции контактных устройств тарельчатых абсорбционных, ректификационных и других тепломассообменных аппаратов, оснащенных переливными устройствами, и может быть использовано в химической, газовой, нефтехимической, пищевой, энергетической, горнорудной и смежных отраслях промышленности. Известно переливное устройство контактной тарелки, содержащее прикрепленный к основанию тарелки сегментный корпус, образованный расположенной вертикально пластиной, снабженной переливной планкой, и дугообразным сегментом цилиндрической стенки колонны. Внутри корпуса установлены газоотводящие трубки, каждая из которых состоит из вертикальной верхней части и наклонной нижней части, причем нижние концы газоотводящих трубок расположены вблизи переливной планки на уровне основания тарелки, верхние концы газоотводящих трубок размещены в непосредственной близости от стенки колонны, а над нижними частями газоотводящих трубок установлен рассекатель жидкости, выполненный в виде тонких горизонтальных прутков или пластин (RU 2194560, В01D 3/20, 2002). Установленный рассекатель жидкости совместно с рядом нижних частей газоотводящих трубок образует решетку, которая способствует дроблению струи и частичной ее дегазации, но не исключает провала в перелив устойчивой пены и сильно насыщенной газовыми пузырьками жидкости, что является недостатком этого устройства. Наиболее близким к предложенному является известное переливное устройство контактной тарелки, содержащее сегментный корпус, образованный расположенной вертикально пластиной, прикрепленной к основанию тарелки и снабженной переливной планкой, и дугообразным сегментом цилиндрической стенки колонны. Это устройство включает в себя пеноразрушитель в виде перегородки, выполненной из гофрированной плетеной или тканой сетки и установленной вертикально поперек движения жидкости таким образом, что нижняя кромка сетки прикреплена к верхнему краю переливной планки по всей ее длине и является ее продолжением, а верхняя кромка сетки прикреплена к нижней части основания вышележащей тарелки (US 3231251, В01D 3/22, В01D 3/14, 1966). Применение пеноразрушителя, выполненного из сетки, обеспечивает эффективное разрушение газовых пузырьков и предотвращает провал потока жидкости, насыщенной пузырьками газа, в переливное устройство. Это значительно уменьшает объем потока и уровень газожидкостного слоя в переливе, что снижает вероятность захлебывания колонны. Описанное устройство обладает рядом недостатков. Поскольку пеноразрушитель расположен в межтарельчатом пространстве от верхнего края переливной планки тарелки до нижней части основания вышележащей тарелки, то он полностью перекрывает свободный проход газа из объема переливного устройства в пространство между тарелками, что приводит к увеличению уноса газа на нижележащую тарелку и снижению эффективности массообмена в аппарате. Прикрепление пеноразрушителя к верхнему краю переливной планки в сочетании с вертикальным его расположением приводит к подтормаживанию вспененного потока в зоне крепления и образованию зоны разрушения пены на рабочей поверхности тарелки, за счет чего повышаются уровни пены и статического слоя жидкости на плато тарелки. Следствием этого является увеличение гидравлического сопротивления, уменьшение высоты сепарационного пространства над тарелкой, повышенный брызгоунос и снижение диапазона нагрузок по жидкости. Известна контактная тарелка, состоящая из основания с прикрепленным к нему переливным устройством, описанным выше и содержащим корпус и пеноразрушитель из проницаемого материала, перекрывающий входное сечение корпуса переливного устройства (US 3231251, В01D 3/22, В01D 3/14, 1966). Недостаток этой тарелки заключается в применении неэффективной конструкции переливного устройства и предопределен недостатками этого устройства, описанными выше. Следствием этого является недостаточный диапазон нагрузок по жидкости и снижение эффективности тепло- и массообмена в аппарате. Технической задачей, решаемой предложенным изобретением, является совершенствование конструкций контактной массообменной тарелки и переливного устройства для нее. Техническим результатом изобретения является расширение диапазона нагрузок по жидкости при обеспечении высокой эффективности тепло- и массообмена на контактной тарелке и в аппарате. Для достижения указанного результата предложено переливное устройство контактной тарелки массообменной колонны, содержащее корпус, прикрепленный к основанию тарелки, и пеноразрушитель из проницаемого материала, перекрывающий входное сечение корпуса переливного устройства, отличающийся тем, что пеноразрушитель установлен внутри корпуса, при этом нижняя его кромка прикреплена к стенке корпуса ниже уровня основания тарелки таким образом, что в объеме корпуса между стенкой корпуса и поверхностью пеноразрушителя, обращенной к входящему потоку, образовано пространство для разрушения пены, а верхняя кромка расположена выше уровня газожидкостной смеси на тарелке, и в области верхней части пеноразрушителя имеется свободный проход для выхода газа. Для достижения технического результата предложена также контактная тарелка, состоящая из основания с прикрепленным к нему переливным устройством, содержащим корпус и пеноразрушитель из проницаемого материала, перекрывающий входное сечение корпуса переливного устройства, отличающаяся тем, что переливное устройство имеет предложенную конструкцию. Контактная тарелка выбирается из стандартного ассортимента используемых тарелок и может быть, например, колпачковой, ситчатой, клапанной. По типу движения жидкости на тарелке она может быть, например, однопоточной, двухпоточной, с двумя зонами контакта фаз. Переливное устройство на контактной тарелке может быть установлено таким образом, что верхняя часть корпуса переливного устройства образует переливную планку. Различным возможным вариантам изготовления корпуса переливного устройства соответствуют варианты исполнения пеноразрушителя, обеспечивающие работоспособность предложенного изобретения и достижение указанного технического результата. Корпус переливного устройства может быть сегментным, образованным пластиной, расположенной вертикально или под углом к вертикали, и дугообразным сегментом цилиндрической стенки колонны. Пеноразрушитель в этом случае выполнен в виде перегородки, расположенной под углом к пластине. При этом нижняя кромка перегородки прикреплена к пластине по всей ее ширине ниже уровня основания тарелки, боковые кромки перегородки примыкают вплотную к стенке колонны, пространство для разрушения пены образовано между пластиной и перегородкой, а проход для выхода газа расположен между верхней кромкой перегородки и стенкой колонны. Переливное устройство контактной тарелки может быть выполнено в виде щелевидного корпуса, образованного двумя пластинами, расположенными вертикально или под углом к вертикали, и двумя дугообразными сегментами цилиндрической стенки колонны. В этом случае пеноразрушитель выполнен в виде двух расположенных под углом навстречу друг другу перегородок. При этом их нижние кромки прикреплены соответственно к двум указанным пластинам по всей их ширине ниже уровня основания тарелки, боковые кромки перегородок примыкают вплотную к стенкам колонны, пространства для разрушения пены образованы между пластинами и прикрепленными к ним перегородками, а проход для выхода газа расположен между верхними кромками перегородок. Переливное устройство контактной тарелки может содержать корпус, имеющий форму тела вращения. В этом случае пеноразрушитель выполнен в виде другого, также полого тела вращения. При этом нижняя кромка пеноразрушителя прикреплена по всей окружности внутренней стенки корпуса ниже уровня основания тарелки, причем диаметр нижнего основания пеноразрушителя соответствует внутреннему диаметру корпуса в месте прикрепления пеноразрушителя, пространство для разрушения пены образовано между корпусом и пеноразрушителем, а проход для выхода газа расположен на верхнем срезе пеноразрушителя. В этом исполнении переливного устройства возможны различные комбинации форм тел вращения, образующих корпус и пеноразрушитель. Так, если корпус имеет форму цилиндра, пеноразрушитель может быть выполнен в виде полого усеченного конуса. При выполнении корпуса в форме усеченного конуса пеноразрушитель может быть выполнен в виде полого цилиндра. Для корпуса переливного устройства, имеющего форму цилиндра или усеченного конуса, пеноразрушитель может быть выполнен также в виде полого гиперболоида. Во всех указанных исполнениях переливного устройства пеноразрушитель установлен таким образом, что пространство для разрушения пены образовано внутри корпуса переливного устройства. Это позволяет вынести зону разрушения барботируемого потока из рабочей зоны тарелки, что уменьшает влияние процесса разрушения барботируемого потока на гидродинамику рабочей части контактной тарелки, и уменьшить площадь сечения переливного устройства с соответствующим увеличением рабочей площади тарелки. Наличие в верхней части пеноразрушителя свободного прохода для газа позволяет снизить унос газа на нижележащую тарелку. Пеноразрушитель должен быть выполнен из проницаемого материала, например из простой или гофрированной сетки. Применение гофрированной сетки позволяет увеличить рабочую поверхность сетки и, тем самым, пропускную способность пеноразрушителя по жидкости, что приводит к возможности дополнительного уменьшения площади сечения переливного устройства с соответствующим увеличением рабочей площади тарелки и уменьшению массы и габаритов аппарата. Размер ячеек сетки может быть как постоянным по всей поверхности пеноразрушителя, так и уменьшающимся по высоте сверху вниз. Поскольку пузырьки пены имеют разные размеры и наиболее мелкие пузырьки собираются в нижнем слое пены, то для предотвращения провала мелкопузырчатой пены целесообразно в нижней части пеноразрушителя применять уменьшенный размер ячеек. Предпочтительным является выполнение пеноразрушителя из материала, не смачиваемого проходящей через него жидкостью. Такое свойство материала пеноразрушителя (при обработке водных сред - гидрофобность) играет следующую роль. По всей площади контакта газожидкостного слоя с пеноразрушителем поток, набегающий с рабочей части тарелки, интенсивно выталкивает пузырьки газа к верхней границе слоя, крупные пузырьки как бы «скользят» по поверхности пеноразрушителя, тем самым способствуя их выделению. Для наиболее эффективного использования пеноразрушителя нижний его край должен совпадать с расчетным уровнем жидкости под пеноразрушителем или, по крайней мере, быть не ниже его, поскольку это создает наибольший напор жидкости над разрушителем и обеспечивает дополнительную сепарационную зону газа под разрушителем, при прохождении через которую также происходит коалесценция пузырьков газа, прошедших через проницаемую перегородку, и их отделение от пены. Остаточные мелкие и немногочисленные пузырьки газа, прошедшие через пеноразрушитель, относительно свободно всплывают в объеме переливного устройства, и выделившийся из пузырьков газ через проход для выхода газа поступает в межтарельчатое пространство. Пеноразрушитель, выполненный в виде плоской перегородки в сегментном или щелевидном корпусе, может быть применен в загрязненном потоке жидкости. Поскольку такая конструкция пеноразрушителя имеет жесткое крепление к корпусу только вдоль нижней кромки и способна вибрировать, твердые включения, задерживаемые сеткой, удаляются с нее за счет колебаний пеноразрушителя, а также волн, набегающих с рабочего полотна тарелки, т.е. пеноразрушитель обладает эффектом «самоочищения». Очищению конструкции также способствует и наклонное положение проницаемой перегородки, что способствует движению крупных частиц загрязнений под действием потока жидкости вдоль поверхности разрушителя. Применение предложенного пеноразрушителя позволяет экономить пеногасящие добавки или полностью отказаться от их применения. Сущность изобретения иллюстрируется прилагаемыми фиг.1-5, на которых схематично изображены конкретные воплощения предлагаемой конструкции переливного устройства для контактной тарелки.
На фиг.1 изображен вариант расположения в тепломассообменном аппарате однопоточной контактной тарелки с установленным на ней сегментным корпусом переливного устройства, с пеноразрушителем, выполненным в виде плоской перегородки.
На фиг.2 приведен вариант исполнения переливного устройства и его размещения на контактной тарелке.
На фиг.3-5 показаны варианты исполнения пеноразрушителя для переливных устройств с корпусом в виде тела вращения. В соответствии с фиг.1 в корпусе тепломассообменного аппарата 1 расположены по высоте контактные тарелки, состоящие из основания 2 и переливного устройства, корпус 3 которого образован стенкой корпуса 1 аппарата и вертикальной пластиной 4. На пластине 4 закреплен под углом пеноразрушитель 5. Тарелки могут быть ситчатыми, колпачковыми и пр. Нижняя кромка пеноразрушителя 5 прикреплена к пластине 4 по всей ее ширине ниже уровня основания тарелки, боковые кромки пеноразрушителя 5 примыкают вплотную к стенке корпуса 1 аппарата. Таким образом, между пластиной 4 и пеноразрушителем 5 образовано пространство для разрушения пены 6. Между верхней кромкой пеноразрушителя 5 и стенкой колонны 1 расположен проход для выхода газа 7. Предложенное устройство работает следующим образом. Поток барботируемой жидкости после массообменной зоны тарелки 2 поступает в пространство для разрушения пены 6, где происходит разделение жидкостного потока за счет сепарации и разрушения пузырьков газа большого размера. Далее поток жидкости проходит через пеноразрушитель 5 и переходит в объем переливного устройства 3. При этом происходит разрушение газовых пузырьков меньшего размера. Вход жидкости в объем переливного устройства происходит безударно за счет гашения пеноразрушителем энергии движущегося потока. Газ, выделившийся из пузырьков в процессе их разрушения и оказавшийся в объеме перелива 3, свободно поступает в межтарельчатое пространство через проход для выхода газа 7. На фиг.2 изображен вариант расположения в тепломассообменном аппарате двухпоточных контактных тарелок с совместно установленным на них сегментными и щелевидными корпусами переливного устройства, в последнем из которых пеноразрушитель выполнен в виде двух расположенных под углом навстречу друг другу плоских перегородок. Отличие этого варианта в том, что щелевидное переливное устройство 3 включает две пластины 4, к каждой из которых прикреплены под углом пеноразрушители 5, и в корпусе переливного устройства образовано два пространства для разрушения пены 6. Проход для выхода газа 7 расположен между верхними кромками двух пеноразрушителей 5. Работа этого варианта устройства аналогична предыдущему с тем отличием, что поток жидкости перемещается с тарелки на тарелку, последовательно проходя через сегментные и щелевидные переливные устройства, и поступает в щелевидное переливное устройство 3 с двух сторон. На фиг.3 изображен вариант расположения в тепломассообменном аппарате тарелки с двумя зонами контакта фаз с установленным на ней корпусом переливного устройства, имеющего форму, близкую к форме усеченного конуса, с пеноразрушителем, выполненным в виде полого цилиндра с размером ячеек сетки, уменьшающимся по высоте сверху вниз. Отличие этого варианта в том, что корпус переливного устройства 3 включает два цилиндрических участка разного диаметра и соединяющий их конический участок 4, причем цилиндрический пеноразрушитель 5 прикреплен к корпусу переливного устройства в месте соединения конического участка с цилиндрическим участком меньшего диаметра. Пространство для разрушения пены 6 образовано между коническим участком 4 корпуса переливного устройства и цилиндрическим пеноразрушителем 5. Проход для выхода газа 7 расположен на верхнем срезе пеноразрушителя 5. Работа этого варианта устройства аналогична вышеописанным с тем отличием, что поток жидкости поступает в переливное устройство 3 по окружности. На фиг.4 и 5 изображены пеноразрушители в виде усеченного конуса и в виде гиперболоида., установленные в корпусе переливного устройства, конструкция которого аналогична изображенной на фиг.3. Таким образом, благодаря предложенной конструкции пеноразрушителя решается задача создания массообменной тарелки, работающей в широком диапазоне нагрузок по жидкости с интенсивным тепло- и массообменом.
1. Переливное устройство контактной тарелки массообменной колонны, содержащее корпус, прикрепленный к основанию тарелки, и пеноразрушитель из проницаемого материала, перекрывающий входное сечение корпуса переливного устройства, отличающееся тем, что пеноразрушитель установлен внутри корпуса, при этом нижняя его кромка прикреплена к стенке корпуса ниже уровня основания тарелки таким образом, что в объеме корпуса между стенкой корпуса и поверхностью пеноразрушителя, обращенной к входящему потоку, образовано пространство для разрушения пены, а верхняя кромка расположена выше уровня газожидкостной смеси на тарелке, и в области верхней части пеноразрушителя имеется свободный проход для выхода газа. 2. Переливное устройство контактной тарелки по п.1, отличающееся тем, что оно содержит сегментный корпус, образованный пластиной, расположенной вертикально или под углом к вертикали, и дугообразным сегментом цилиндрической стенки колонны, пеноразрушитель выполнен в виде перегородки, расположенной под углом к пластине, при этом нижняя кромка перегородки прикреплена к пластине по всей ее ширине ниже уровня основания тарелки, боковые кромки перегородки примыкают вплотную к стенке колонны, пространство для разрушения пены образовано между пластиной и перегородкой, а проход для выхода газа расположен между верхней кромкой перегородки и стенкой колонны. 3. Переливное устройство контактной тарелки по п.1, отличающееся тем, что оно содержит щелевидный корпус, образованный двумя пластинами, расположенными вертикально или под углом к вертикали, и двумя дугообразными сегментами цилиндрической стенки колонны, пеноразрушитель выполнен в виде двух расположенных под углом навстречу друг другу перегородок, при этом их нижние кромки прикреплены соответственно к двум указанным пластинам по всей их ширине ниже уровня основания тарелки, боковые кромки перегородок примыкают вплотную к стенкам колонны, пространства для разрушения пены образованы между пластинами и прикрепленными к ним перегородками, а проход для выхода газа расположен между верхними кромками перегородок. 4. Переливное устройство контактной тарелки по п.1, отличающееся тем, что оно содержит корпус, имеющий форму первого тела вращения, пеноразрушитель выполнен в виде полого второго тела вращения, при этом нижняя кромка пеноразрушителя прикреплена по всей окружности внутренней стенки корпуса ниже уровня основания тарелки, причем диаметр нижнего основания пеноразрушителя соответствует внутреннему диаметру корпуса в месте прикрепления пеноразрушителя, пространство для разрушения пены образовано между корпусом и пеноразрушителем, а проход для выхода газа расположен на верхнем срезе пеноразрушителя. 5. Переливное устройство контактной тарелки по п.4, отличающееся тем, что корпус имеет форму цилиндра, а пеноразрушитель выполнен в виде полого усеченного конуса. 6. Переливное устройство контактной тарелки по п.4, отличающееся тем, что корпус имеет форму усеченного конуса, а пеноразрушитель выполнен в виде полого цилиндра. 7. Переливное устройство контактной тарелки по п.4, отличающееся тем, что корпус имеет форму цилиндра или усеченного конуса, а пеноразрушитель выполнен в виде полого гиперболоида. 8. Переливное устройство контактной тарелки по любому из пп.1-7, отличающееся тем, что пеноразрушитель выполнен из сетки. 9. Переливное устройство контактной тарелки по п.8, отличающееся тем, что пеноразрушитель выполнен из гофрированной сетки. 10. Переливное устройство контактной тарелки по п.8, отличающееся тем, что пеноразрушитель выполнен из сетки с размером ячеек, уменьшающимся по высоте сверху вниз. 11. Переливное устройство контактной тарелки по п.1, отличающееся тем, что пеноразрушитель выполнен из материала, не смачиваемого проходящей через него жидкостью. 12. Контактная тарелка массообменной колонны, состоящая из основания с прикрепленным к нему переливным устройством, содержащим корпус и пеноразрушитель из проницаемого материала, перекрывающий входное сечение корпуса переливного устройства, отличающаяся тем, что переливное устройство имеет конструкцию по любому из пп.1-11. |
||||||||||||||||||||||||
1.7.2 Патент №2
|
||||||||||||||||||||||||
КОЛОННА С КЛАПАННЫМИ ПРЯМОТОЧНЫМИ ТАРЕЛКАМИ Реферат: Использование: в конструкциях массообменных колонн для взаимодействия систем газ (пар)-жидкость, предназначенных для процессов абсорбции, ректификации, промывки газов. Сущность изобретения: в колонне с клапанными прямоточными тарелками, содержащей цилиндрический вертикальный корпус с расположенными внутри поярусно по высоте горизонтальными прямоточными клапанными тарелками с переливными устройствами, клапанные тарелки перегорожены диаметральными перегородками, расположенными в единой вертикальной плоскости, примыкающей к стенке корпуса по вертикальной линии. Длина каждой перегородки больше половины диаметра корпуса. Переливное устройство на каждой клапанной тарелке выполнено в области примыкания диаметральной перегородки к корпусу в виде переливного полусегмента, перпендикулярного диаметральной перегородке, примыкающего с одной стороны к диаметральной перегородке, а с другой стороны - к корпусу. Верхняя горизонтальная кромка полусегмента расположена над плоскостью тарелки, а нижняя кромка расположена над плоскостью нижерасположенной тарелки. Параллельно нижней кромке полусегмента на каждой тарелке со стороны центра корпуса расположена сливная планка, верхняя кромка которой расположена выше нижней кромки полусегмента. На клапанных тарелках равномерно по концентрическим окружностям выполнены отверстия, в которые вмонтированы прямоточные клапаны с двумя короткими и одной длинной упорной ножкой. 6 ил. Изобретение относится к конструкции массообменных колонн для систем газ (пар)-жидкость, предназначенных для процессов абсорбции, ректификации, промывки газов, и может найти применение в химической, нефтехимической, газовой, пищевой и других смежных областях промышленности. Известна колонна с клапанными тарелками, включающая вертикальный цилиндрический корпус с поярусно установленными по высоте горизонтальными плитами с равномерно расположенными отверстиями, в которые установлены клапаны, обеспечивающие различную степень открытия отверстия для прохода газа (пара), сливные устройства, расположенные в диаметрально противоположных направлениях, тарелок (Рамм В.М. Абсорбция газов, М. Химия, 1966, с. 504). Недостатком известной клапанной тарелки является малая длина пути движения жидкости на тарелке и низкая линейная скорость движения жидкости на тарелке и, как следствие, продольное (обратное) перемешивание жидкости, приводящей к уменьшению движущейся силы процесса и к снижению общей эффективности и массообмена тарелки по Мерфи. Наиболее близкой к заявляемой по технической сущности и достигаемому эффекту является колонна с клапанными прямоточными тарелками, включающая вертикальный корпус с расположенными внутри поярусно по высоте горизонтальными прямоточными клапанными тарелками и с радиально расположенными переливными устройствами. На прямоточных клапанных тарелках часть кинетической энергии газа (пара) используется для увеличения скорости движения жидкости на тарелках (Дытнерский Ю.И. Процессы и аппараты химической технологии, ч 2, Массообменные процессы и аппараты, М. Химия, 1992, с. 78). Недостатком известной колонны является невысокая эффективность массообмена вследствие продольного перемешивания жидкости на тарелках из-за невысокой линейной скорости движения жидкости на тарелке и малой длины пути движения жидкости на тарелке. Целью заявляемого изобретения является повышение эффективности массообмена колонны с клапанными прямоточными тарелками за счет уменьшения продольного (обратного) перемешивания жидкости на клапанных прямоточных тарелках путем увеличения скорости движения жидкости на тарелках и увеличения длины пути движения жидкости на тарелках. Цель достигается тем, что в колонне с клапанными тарелками, включающей цилиндрический вертикальный корпус с расположенными внутри поярусно по высоте горизонтальными прямоточными клапанными тарелками с переливными устройствами, клапанные тарелки перегорожены диаметральными перегородками, расположенными в единой вертикальной плоскости, примыкающей к стенке корпуса по вертикальной линии, длина каждой перегородки больше половины диаметра корпуса, переливное устройство на каждой клапанной тарелке выполнено в области примыкания диаметральной перегородки к корпусу в виде переливного полусегмента перпендикулярного диаметральной перегородке, примыкающего с одной стороны к диаметральной перегородке, а с другой стороны к корпусу, верхняя горизонтальная кромка полусегмента расположена над плоскостью тарелки, а нижняя кромка расположена над плоскостью нижерасположенной тарелки, параллельно нижней кромке полусегмента на каждой тарелке со стороны корпуса расположена сливная планка, верхняя кромка которой расположена выше нижней кромки полусегмента, пространства между стенками корпуса, полусегментов и диаметральными перегородками образуют сливные карманы для слива жидкости с верхних на нижние клапанные тарелки, на клапанных тарелках равномерно по концентрическим окружностям выполнены отверстия, в которые вмонтированы прямоточные клапаны с двумя короткими и одной длинной упорной ножкой, которая определяет направление потока газа (пара) и жидкости при максимальной производительности колонны по газу (пару), направление клапанов в периферийной части тарелки тангенциальной в одну и ту же сторону на данной тарелке и в противоположную сторону на смежных по высоте нижней и верхней тарелках, в центральных частях тарелок направление клапанов среднее между тангенциальным и параллельным диаметральной перегородке. Предлагаемая конструкция колонны с клапанными прямоточными тарелками за счет своих отличительных признаков обеспечивает решение поставленной технической задачи повышение эффективности массообмена тарелки между газом (паром) и жидкостью. На фиг. 1 представлен продольный вертикальный разрез колонны с колпачковыми клапанными прямоточными тарелками; на фиг. 2 поперечный разрез в плоскости А-А фиг. 1; на фиг. 3 поперечный разрез в плоскости Б-Б фиг. 1; на фиг. 4 разрез В-В фиг. 2; на фиг. 5 то же; на фиг. 6 то же. Колонна с клапанными прямоточными тарелками содержит (фиг. 1-6) цилиндрический вертикальный корпус 1 с расположенными внутри поярусно по высоте горизонтальными прямоточными клапанными тарелками 2 и 3, каждая тарелка 2 и 3 перегорожена диаметральными перегородками 4, расположенными в одной вертикальной плоскости, примыкающей к стенке корпуса 1 по
вертикальной линии, длина каждой перегородки 4 больше половины диаметра корпуса 1, на каждой тарелке 2 и 3 в области примыкания перегородки 4 к корпусу 1 перпендикулярно перегородке 4 установлен переливной полусегмент 5, примыкающий с одной стороны к перегородке 4, а с противоположной к корпусу 1, верхняя горизонтальная кромка полусегмента 5 расположена над плоскостью тарелок 2 и 3, а нижняя кромка расположена над плоскостью нижерасположенных тарелок 3 и 2, параллельно нижней кромке полусегмента 5, на каждой тарелке 2 и 3 со стороны центра корпуса 1 расположена сливная планка 6, верхняя кромка которой расположена выше нижней кромки полусегмента 5, пространства между стенками корпуса 1, полусегментов 5 и перегородками 4 образует сливные карманы 7, на тарелках 2 и 3 равномерно по концентрическим окружностям выполнены отверстия, в которые вмонтированы прямоточные клапаны 8 с двумя короткими упорными ножами 9 и одной длинной упорной ножкой 10. Колонна с клапанными прямоточными тарелками работает следующим образом. Жидкость стекает на верхнюю тарелку 2 (фиг. 1-6) из сливного кармана 7 через нижние кромки полусегмента 5 и переливается через верхний порог сливной планки 6 на тарелку 2, где контактирует с газом (паром), который выходит через свободное сечение клапанов 8 и барботирует в слой жидкости на тарелке 2. При этом возможны три варианта режимов работы клапана: "а" (фиг. 4) режим работы при малых нагрузках (скоростях) газа (пара): "б" (фиг. 5) режим работы при средних нагрузках (скоростях) газа (пара), когда поднимается более легкая часть клапана 8 с двумя короткими упорными ножками 9, а более тяжелая часть клапана 8 с одной длинной ножкой 10 находится в опущенном нижнем положении, при этом газ (пар) проходит через половину свободного сечения клапана 8 "в" (фиг. 6) режим работы клапана 8 при максимальных нагрузках (скоростях) газа (пара), когда клапан 8 поднимается до упора коротких 9 и длинной 10 ножек, при этом работает максимальное полное сечение клапанов 8 и клапан 8 приподнят больше в сторону длинной ножки 10, где образуется большое свободное сечение для прохода газа (пара), который больше увлекает жидкость и сообщает ей часть своей кинетической энергии, в результате жидкости сообщается скорость перемещения в направлении от сливной планки 6 к переливному полусегменту 6 на тарелке 2, причем жидкость проходит сначала одну половину тарелки вдоль диаметральной перегородки 4, а затем после поворота уже в противоположном направлении вдоль диаметральной перегородки 4 с обратной стороны и в направлении переливного полусегмента 5 тарелки 2, где сливается через сливной карман 7 и через кромку полусегмента 5 на нижерасположенную клапанную прямоточную тарелку 3 через сливной порог 6, где движется между клапанами 8 вдоль диаметральной перегородки 4 как и на верхней тарелке 2, только в противоположном направлении и т.д. Направление основного потока газа (пара) совпадает с направлением движения жидкости на клапанных тарелках 2 и 3, а конструктивно это направление совпадает с расположением длинной упорной ножки 10 клапана 8. При сопоставимых условиях сравнение предлагаемой колонны с клапанными прямоточными тарелками с круговым движением жидкости вокруг диаметральной перегородки 4 по сравнению с колонной с клапанными прямоточными тарелками с диаметральным движением жидкости (прототипом) в предлагаемой колонне длина путем движения и скорость движения жидкости в два раза больше по сравнению с прототипом, следовательно критерий Пекле, учитывающий продольное (обратное) перемешивание жидкости на тарелке, в четыре раза больше, следовательно, продольное (обратное) перемешивание меньше и общая эффективность массообмена тарелки по Мерфри больше
Колонна с клапанными прямоточными тарелками, включающая цилиндрический вертикальный корпус с расположенными внутри поярусно по высоте горизонтальными прямоточными клапанными тарелками с переливными устройствами, отличающаяся тем, что клапанные тарелки перегорожены диаметральными перегородками, расположенными в единой вертикальной плоскости, примыкающей к стенке корпуса по вертикальной линии, длина каждой перегородки больше половины диаметра корпуса, переливное устройство на каждой клапанной тарелке выполнено в области примыкания диаметральной перегородки к корпусу в виде переливного полусегмента, перпендикулярного диаметральной перегородке, примыкающего с одной стороны к диаметральной перегородке, а с другой стороны к корпусу, верхняя горизонтальная кромка полусегмента расположена над плоскостью тарелки, а нижняя кромка расположена над плоскостью нижерасположенной тарелки, параллельно нижней кромке полусегмента на каждой тарелке со стороны центра корпуса расположена сливная планка, верхняя кромка которой расположена выше нижней кромки полусегмента, пространства между стенками корпуса, полусегментов и диаметральными перегородками образуют сливные карманы для слива жидкости с верхних на нижние клапанные тарелки, на клапанных тарелках равномерно по концентрическим окружностям выполнены отверстия, в которые вмонтированы прямоточные клапаны с двумя короткими ножками и одной длинной упорной ножкой, которая определяет направление потока газа (пара) и жидкости при максимальной производительности колонны по газу (пару), направление клапанов в периферийной части тарелки тангенциальное в одну и ту же сторону на данной тарелке и в противоположную сторону на смежных по высоте нижней и верхней тарелках, в центральных частях тарелок направление клапанов среднее между тангенциальным и параллельным диаметральной перегородке. |
||||||||||||||||||||||||
1.7.2 Патент №3
|
|
||||||||||||||||||||||||||
УСТАНОВКА СТАБИЛИЗАЦИИ УГЛЕВОДОРОДНОЙ СМЕСИ Реферат: Изобретение относится к технике переработки нефти, конкретно к установкам гидроочистки углеводородных смесей, и может быть использовано в химической и нефтехимической отраслях промышленности. Установка стабилизации углеводородной смеси содержит стабилизационную колонну, теплообменники, рефлюксную емкость, сепаратор, выход нестабильного потока из которого последовательно соединен с теплообменником и входом в стабилизационную колонну, снабженную вводом теплового агента, выходом стабильного конденсата и выходом газовой смеси, соединенным с холодильником, рефлюксной емкостью и входом в стабилизационную колонну. Выход нестабильного потока из сепаратора дополнительно соединен со входом газовой смеси в холодильник. Кроме этого, стабилизационная колонна снабжена внизу дополнительным выходом стабильного конденсата, соединенным через печь с вводом теплового агента. Изобретение позволяет снизить потери газа стабилизации и обеспечивает требуемую степень отпарки от H2S и воды. 1 з.п.ф-лы, 1 ил. |
||||||||||||||||||||||||||
Изобретение относится к технике переработки нефти, конкретно к установкам стабилизации углеводородных смесей, и может быть использовано в химической и нефтехимической отраслях промышленности.
Известна установка стабилизации бензиновых фракций, выделенных с верха сложной атмосферной колонны, представленная на чертеже в патенте РФ 2088635 "Способ переработки нефти", опубл. 27.08.97 г. Установка стабилизации содержит колонну стабилизации, вход бензиновой фракции в которую соединен с теплообменником, а выход головки стабилизации с верха колонны соединен через холодильник с рефлюксной емкостью. Выход части стабильного бензина с низа колонны соединен с печью, которая, в свою очередь, соединена со входом в нижнюю часть колонны. Укрепляющая часть колонны имеет выход бокового погона.
Общими признаками известного и предлагаемого решений являются:
- колонна стабилизации;
- вход в колонну стабилизации соединен с теплообменником;
- выход с верха колонны соединен через холодильник с рефлюксной емкостью;
- выход с низа колонны соединен с печью, соединенной со входом в нижнюю часть колонны.
Недостатками известной установки стабилизации бензиновых фракций являются потери части легких бензиновых фракций с верхним продуктом колонны.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению является узел стабилизации гидрогенизата в установке гидроочистки дистиллята дизельного топлива, описанный в "Альбоме технологических схем процессов переработки нефти и газа", под редакцией Бондаренко, М. : Химия, 1983 г. Узел стабилизации содержит входной сепаратор для отделения нестабильного гидрогенизата от циркуляционного газа, стабилизационную колонну, выходной сепаратор для разделения газожидкостной смеси, теплообменники и холодильники. Выход нестабильного гидрогенизата из входного сепаратора соединен через теплообменники со входом в стабилизационную колонну. Выход очищенной дизельной фракции из стабилизационной колонны соединен с одним из теплообменников и аппаратом воздушного охлаждения. Выход газобензиновой смеси с верха колонны соединен со вторым аппаратом воздушного охлаждения, а через него с выходным сепаратором. Выход бензина после выходного сепаратора соединен со входом в верхнюю часть стабилизационной колонны.
Общими признаками известного и предлагаемого решений являются:
- стабилизационная колонна, снабженная вводом теплового агента, выходом газобензиновой смеси с верха колонны и выходом очищенной дизельной фракции с низа колонны;
- теплообменники;
- входной сепаратор;
- рефлюксная емкость;
- выход нестабильного гидрогенизата из входного сепаратора соединен через теплообменник со входом в стабилизационную колонну;
- выход с верха стабилизационной колонны соединен через холодильник с рефлюксной емкостью;
- выход бензина из рефлюксной емкости соединен со входом в верхнюю часть стабилизационной колонны.
Недостатками известного узла стабилизации гидрогенизата являются потери тяжелых углеводородных фракций с газобензиновой фракцией, выходящей с верха колонны.
Техническая задача заключается в повышении качества газов стабилизации вследствие снижения содержания в них жидких углеводородов и увеличении выхода стабильного конденсата.
Техническая задача достигается тем, что в установке стабилизации углеводородной смеси, содержащей стабилизационную колонну, теплообменники, рефлюксную емкость, сепаратор, выход нестабильного потока из которого последовательно соединен с теплообменником и входом в стабилизационную колонну, снабженную вводом теплового агента, выходом стабильного конденсата и выходом газовой смеси, соединенным с холодильником, рефлюксной емкостью и входом в стабилизационную колонну, выход нестабильного потока из сепаратора дополнительно соединен со входом газовой смеси в холодильник.
Кроме этого, стабилизационная колонна снабжена внизу дополнительным выходом стабильного конденсата, соединенным через печь с вводом теплового агента.
Вывод части холодного нестабильного потока из сепаратора и подача его в поток газовой смеси, выходящий с верха стабилизационной колонны и поступающий в холодильник, размещенный на выходе из стабилизационной колонны, преследует две цели: достижение равновесного состояния при перемешивании газа стабилизации с верха колонны и конденсата в трубках конденсаторов и предварительное насыщение конденсата газом со съемом тепла абсорбции в конденсаторах в процессе конденсации в холодильниках. За счет этого снижаются потери газа стабилизации из рефлюксной емкости колонны, т.к. часть питания колонны подают в качестве холодного орошения ее верха и этим осуществляют перевод стабилизационной колонны в режим фракционирующего абсорбера. Циркуляция части стабильного конденсата с низа стабилизационной колонны через печь обратно в колонну обеспечивает требуемую степень отпарки от сероводорода и воды и одновременно достаточную степень дебутанизации стабильного конденсата.
Установка стабилизации углеводородной смеси представлена на чертеже в виде схемы. Установка содержит трехфазный сепаратор 1, предназначенный для отделения газовой фазы (водородсодержащего газа) из сырьевого входного потока углеводородной смеси. Сепаратор 1 соединен с рекуперативным теплообменником 2, в котором происходит подогрев выходящего из него нестабильного гидрогенизата. Теплообменник 2 соединен со входом в среднюю часть стабилизационной колонны 3, куда направляется подогретый нестабильный поток на ректификацию. Выход газовой смеси с верха колонны 3 соединен с воздушным холодильником 4. При необходимости за воздушным холодильником 4 устанавливают водяной холодильник 5 для доохлаждения верхнего потока колонны 3. К водяному холодильнику 5 подсоединяется рефлюксная емкость 6 и насос 7. Сепаратор 1 также соединен с воздушным холодильником 4 для подачи холодного потока нестабильного гидрогенизата, выходящего из сепаратора 1, в верхний горячий поток, выходящий из колонны 3. Выход стабильного конденсата из нижней части колонны 3 соединен с рекуперативным теплообменником 2. Для подачи тепла в нижнюю часть колонны 3 установлена печь 8, через которую насосом 9 прокачивают часть нижнего продукта колонны 3. Для охлаждения нижнего продукта колонны 3 установлены воздушный 10 и водяной 11 холодильники.
Установка стабилизации работает следующим образом. Сырьевой входной поток, содержащий реакционную смесь гидрогенизата и водородсодержащего газа после реакторного блока с температурой 35oС и давлением 3,6 МПа поступает в трехфазный сепаратор 1. Отделившийся сернистый водородсодержащий газ поступает на узел аминовой очистки, а кислая вода - в накопительную емкость узла аминовой очистки (на схеме не показаны).
Нестабильный гидрогенизат из сепаратора 1 разделяется на два потока. Большая часть нестабильного потока проходит через рекуперативный теплообменник 2, где обменивается теплом с отходящим из колонны 3 кубовым продуктом, нагревается до температуры 170oС и поступает в среднюю часть колонны 3. Остальная часть холодного нестабильного потока подается совместно с газовой смесью, выходящей с верха колонны 3, в воздушный холодильник 4. При необходимости (в летнее время работы установки) охлажденная в воздушном холодильнике 4 газовая смесь доохлаждается в водяном холодильнике 5, затем поступает в рефлюкснуто емкость 6. Из емкости 6 газ стабилизации сдувается в соответствии с технологическим процессом, углеводородный конденсат возвращается на орошение колонны 3, а кислая вода направляется в накопительную емкость (на схеме не показана).
Тепло в низ колонны 3 подается за счет циркуляции горячей струи через печь 8. Это достигается тем, что часть стабильного гидрогенизата выводится с низа колонны 3, затем насосом 9 прокачивается через печь 8 и подается в нижнюю часть колонны 3. Отводимый с низа колонны 3 в качестве кубового продукта стабильный гидрогенизат охлаждается в рекуперативном теплообменнике 2, воздушном холодильнике 10, водяном холодильнике 11 и выводится за пределы установки.
Формула изобретения
- Установка стабилизации углеводородной смеси, содержащая стабилизационную колонну, теплообменники, рефлюксную емкость, сепаратор, выход нестабильного потока из которого последовательно соединен с теплообменником и входом в стабилизационную колонну, снабженную вводом теплового агента, выходом стабильного конденсата и выходом газовой смеси, соединенным с холодильником, рефлюксной емкостью и входом в стабилизационную колонну, отличающаяся тем, что выход нестабильного потока из сепаратора дополнительно соединен со входом газовой смеси в холодильник.
- Установка по п. 1, отличающаяся тем, что стабилизационная колонна снабжена внизу дополнительным выходом стабильного конденсата, соединенным через печь с вводом теплового агента.
1.7.2 Патент №4
|
||||||||||||||||||||||||||
ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН Реферат: Предохранительный клапан относится к защитной энергетической арматуре и предназначено для использования, например, в составе импульсно-предохранительного устройства для защиты от превышения давления в котельных агрегатах, трубопроводах, сосудах, работающих под давлением, и других объектах ТЭС. Предохранительный клапан содержит корпус 1 с внутренней 2 поверхностью, подводящий 3 и отводящий 4 патрубки и запорный орган. Запорный орган состоит из седла 5, выполненного в корпусе 1, и тарелки 6, открывающейся навстречу потоку и сочлененной подпружиненным штоком 7 с сервоприводом. В корпусе 1 выполнена кольцевая канавка 8, ограничивающая седло 5 запорного органа, с образованием на внутренней поверхности 2 кромки 9 для предварительного отрыва потока. Изобретение позволяет исключить образование зоны турбулизации в канале запорного органа и значительно увеличить эффективный диаметр прохода потока среды в минимальном проходном сечении предохранительного клапана. |
||||||||||||||||||||||||||
1.7.2 Патент №5
|
||||||||||||||||||||||||
КЛАПАННАЯ ТАРЕЛКА Реферат: Изобретение относится к конструкции барботажных тарелок абсорбционных и ректификационных аппаратов и может быть использовано в газовой, нефтяной, нефтехимической и других отраслях промышленности. Клапанная тарелка содержит перфорированное основание с клапанами в виде пластин, снабженных боковыми стенками с ограничителями подъема, выполненными в виде вырезанных из боковых стенок клапанов лепестков. Увеличение поверхности контакта фаз на тарелке для создания условий интенсивного массообмена и повышения эффективности работы тарелки достигается увеличением рабочего периметра клапанов. Края пластин клапана, ориентированные вдоль движения потока жидкости, отогнуты вниз и имеют синусоидальный или гребенчатый профиль. Благодаря выполнению лепестков ограничителей подъема отогнутыми наружу клапанов с верхними частями загнутыми внутрь клапанов с образованием горизонтальных участков, в верхней части боковых стенок клапанов образуются окна, через которые организуется подача дополнительного потока газа на полотно тарелки. 9 ил. Изобретение относится к конструкции барботажных тарелок абсорбционных и ректификационных аппаратов и может быть использовано в газовой, нефтяной, нефтехимической и других отраслях промышленности. Известна клапанная тарелка по патенту РФ 2092221, В 01 D 3/30, опублик. 10.10.97 г., ОБ 28, 1997 г. Клапанная тарелка содержит перфорированное основание с клапанами в виде пластин, снабженных боковыми стенками с ограничителями подъема, при этом передние кромки пластин плавно изогнуты вниз так, что касательная в точке их контакта с основанием проходит под углом 15-60o к основанию. Общими признаками известного и предлагаемого решений являются: Недостатком известной клапанной тарелки является ограниченная поверхность контакта фаз, обусловленная прямым профилем краев клапана, и соответственно недостаточно высокая эффективность тарелки. Наиболее близкой по технической сущности и достигаемому результату к предлагаемому техническому решению является клапанная тарелка, описанная в ОИ "Конструкции клапанных тарелок массообменных аппаратов", сер. ХМ-1, "Химическое и нефтеперерабатывающее машиностроение", ЦИНТИНЕФТЕМАШ, 1982, с. 14-15. Клапанная тарелка содержит основание, в отверстиях которого установлены прямоугольные пластинчатые клапаны с углублениями для создания первоначального зазора между клапаном и полотном тарелки. Клапаны имеют боковые стенки, на которых выполнены П-образные вырезы с упругими язычками, ограничивающими подъем клапана. Общими признаками известного и предлагаемого решений являются: Недостатком известной клапанной тарелки является маленький периметр клапана, по которому образуется газовая (паровая) струя, соответственно небольшая поверхность контакта фаз и недостаточно высокая эффективность работы тарелки. Это обусловлено тем, что рабочий периметр клапана, где происходит контакт фаз, ограничен непосредственно длиной прямых краев пластин клапана, ориентированных вдоль движения потока жидкости. При этом по боковым стенкам клапана контакта фаз нет из-за того, что лепестки ограничителей подъема, вырезанные из боковых стенок клапанов, прижаты к основанию тарелки и полностью перекрывают отверстия, образованные при вырезке лепестков на боковой стенке. Техническая задача заключается в увеличении поверхности контакта фаз на тарелке за счет увеличения рабочего периметра клапанов для создания условий интенсивного массообмена и повышения эффективности работы тарелки. Техническая задача достигается тем, что в клапанной тарелке, содержащей перфорированное основание с клапанами в виде пластин, снабженных боковыми стенками с ограничителями подъема, выполненными в виде вырезанных из боковых стенок клапанов лепестков, лепестки ограничителей подъема отогнуты наружу клапанов, при этом верхние части лепестков загнуты внутрь клапанов с образованием горизонтальных участков. Благодаря выполнению лепестков ограничителей подъема отогнутыми наружу клапанов с верхними частями, загнутыми внутрь клапанов с образованием горизонтальных участков, в верхней части боковых стенок клапанов образуются окна, через которые организуется подача дополнительного потока газа на полотно тарелки. Это приводит к увеличению рабочего периметра клапанов и увеличению поверхности контакта фаз на тарелке и соответственно к повышению эффективности ее работы. Предлагаемая конструкция клапанов тарелки обеспечивает более равномерное распределение газовой фазы по сечению тарелки, что снижает унос жидкости с тарелки и тем самым увеличивает производительность тарелки на 10-15% по сравнению с прототипом. К достоинствам тарелки следует также отнести минимальный отход металла при изготовлении клапанов.
На фиг.1 и 2 представлены соответственно продольный и поперечный разрезы массообменной колонны с клапанными тарелками; на фиг.3 и 4 - клапан в закрытом состоянии, соответственно продольный и поперечный разрез; на фиг.5 и 6 - клапан в открытом состоянии, соответственно продольный и поперечный разрез; на фиг. 7 и 8 - клапан, вид сверху соответственно с синусоидальным и гребенчатым профилем краев; на фиг.9 - общий вид клапана. Клапанная тарелка содержит основание 1, перфорированное расположенными в шахматном порядке прямоугольными отверстиями 2, длинные стороны которых расположены вдоль движения потока жидкости на тарелке. В отверстия 2 вставлены клапаны в виде прямоугольных пластин 3. Каждая тарелка снабжена переливным карманом 4. Края 5 пластин 3, ориентированные вдоль движения потока жидкости, имеют синусоидальный или гребенчатый профиль. При этом края 5 отогнуты вниз под углом 25-30o и выступают за ширину отверстия на 4-5 мм, в результате чего образуется первоначальный зазор между основанием 1 тарелки и клапаном. На боковых стенках 6 клапанов имеются ограничители подъема клапанов, которые выполнены в виде вырезанных из боковых стенок прямоугольных лепестков 7, которые отогнуты наружу клапанов. При этом верхние части лепестков 7 загнуты внутрь клапанов с образованием горизонтальных участков 8. Из-за наличия горизонтальных участков в боковых стенках образуются окна 9, которые сохраняются в любом положении клапанов. Лепестки выполняют функцию защелки, которая после установки клапана удерживает его от выпадения из отверстий 2 при больших нагрузках по газу. Работа тарелки осуществляется следующим образом. Жидкость поступает на основание 1 тарелки из переливного кармана 4 вышерасположенной тарелки. При движении жидкости по основанию тарелки происходит барботаж газа, выходящего из-под клапана в слой жидкости, благодаря чему осуществляется контакт между паром и жидкостью, и происходит процесс массообмена. Газ выходит как из-под синусоидальных или гребенчатых краев 5 пластин 3, так и через окна 9 боковых стенок 6 клапанов. Отогнутые вниз и выступающие за отверстия 2 края 5 пластин 3 позволяют удерживать клапан на основании тарелки без прилипания при малых нагрузках по газу. Горизонтальные участки 8 лепестков 7 позволяют ограничивать подъем клапана. Проконтактировавшая жидкость сливается в переливной карман и поступает на нижерасположенную тарелку. С точки зрения динамической работы клапана тарелка работает практически с постоянным гидравлическим сопротивлением и с постоянной эффективностью.
Клапанная тарелка, содержащая перфорированное основание с клапанами в виде пластин, снабженных боковыми стенками с ограничителями подъема, выполненными в виде вырезанных из боковых стенок клапанов лепестков, отличающаяся тем, что лепестки ограничителей подъема отогнуты наружу клапанов, при этом верхние части лепестков загнуты внутрь клапанов с образованием горизонтальных участков. |
||||||||||||||||||||||||
2 Технологический расчёт колонны стабилизации
2.1 Исходные данные
Сырьем установки является нестабильный конденсат, получаемый в процессе разделения газоконденсатных смесей методом низкотемпературной сепарации.
Производительность установки по сырью F= 180000 кг/ч. Состав сырья приведен в табл. 2.1 Давление в емкости орошения 1,08 МПа.
Таблица 2.1
|
№ п/п |
Наименование сырья, материалов, реагентов, катализаторов, полупродуктов, изготовляемой продукции |
Номер ГОСТ,ОСТ, ТУ, СТП, проект |
Наименования показателей по ГОСТ,ОСТ, ТУ, СТП, проекту (или фактические данные за прошлый год) |
Един. изм. |
Норма по ГОСТ,ОСТ, ТУ, СТП, проекту (или фактические данные за прошлый год) |
Назначение материалов в процессе, основная область применения товарной продукции |
|
2 |
Конденсат газовый нестабильный КГКМ |
Проект |
Компонентный состав: N2 C1 CO2 C2 H2S C3 iC4 nC4 C5 C6 C7 C8 C9 COS CS2 CH3SH C2H5SH C3H7SH C4H9SH м.в. 270 С10+в |
Мольн. доля |
0,000121 0,115985 0,028978 0,071191 0,063519 0,081979 0,022285 0,044558 0,075434 0,067395 0,059540 0,058148 0,042675 0,000181 0,000012 0,000671 0,001175 0,001124 0,001090 0,263939 |
Сырье для получения конденсата газового стабильного |
Стабилизацию ведут в режиме дебутанизации с целью получения стабильного конденсата, практически свободного от углеводородных газов. При наличии в нестабильном конденсате растворенного сероводорода условия стабилизации должны обеспечивать полное удаление его с газами стабилизации.
В связи с этим принимают степень извлечения нормального бутана и сероводорода в дистиллят D: н-С4 = 0,95 и Н2S = 1,0 соответственно; степень извлечения изопентана в остаток R: i-C5 = 0,98.
Для охлаждения паров дистиллята, выводимых с верха колонны, используется воздушный холодильник. Температуру охлаждающего воздуха принимаем 25° С.
Необходимо рассчитать температурный режим колонны стабилизации и составить материальный и тепловой баланс колонны. Определить основные размеры стабилизационной колонны.
2.2 Давление в колонне
Принимается, что температура дистиллята в емкости орошения на 5 °С превышает температуру воздуха:
t0 = tв + 5 = 25 + 5 = 30°С.
Давление в колонне принимает на 0,03 МПа больше, чем в емкости орошения. Тогда:
pД = p0 + 0,03 = 1,11 МПа
За счет сопротивления тарелок давление внизу колонны должно быть на 0,04 МПа выше, чем наверху, поэтому:
pR = pD + 0,04 = 1,11 + 0,04 = 1,15 МПа .
Давление в секции питания принимается средним между pD и pR:
pf= 0,5 × (pD + pR) = 0,5 × (1,11 + 1,15) = 1,13 МПа .
2.3 Температурный режим в колонне
Температура tD наверху колонны определяется методом последовательного приближения по уравнению изотермы паровой фазы при давлении 1,11 МПа:
(1)
Константа фазового равновесия индивидуальных углеводородов определяем графическим методом по голограмме (А.Г. Сарданашвили, А.И. Львова Примеры и задачи по технологии переработки нефти и газа. – С.233, 234)./23/
КФР для сероводородов принимаем как промежуточные значения между КФР этана и пропана.
(2)
Таблица 2.3 - Расчет температуры верха колонны стабилизации
Компонент |
Ki при ПД=1,1 Мпа tD =600C
|
(см. табл.2.1) |
|
|
CH4 C2H6 C3H8 i- C4H10 n- C4H10 C5H12 C6H14 C7H16 C8H18 C9H20 C10+B H2S RCH CO2
|
5 1,5 0,9 0,25 0,15 0,1 0,05 0,025 0,015 0,007 0,026 3,8 0,25 0,22 |
0,474 0,155 0,122 0,025 0,048 0,0019 0 0 0 0 0 0,122 0,0003 0,043 |
0,104 0,106 0,41 0,084 0,26 0,01 0 0 0 0 0 0,026 0,0008 0,1944 |
|
Сумма |
|
1,0006 |
1,0008 |
Температура tR внизу колонны определяется методом последовательного приближения по уравнению изотермы жидкой фазы для остатка:
(3)
Расчет состава паровой и жидкой фаз при температуре tR = 220 ° С и давлении pR = 1,15 МПа приведен в табл. 2.4
Таблица 2.4 - Расчет температуры низа колонны стабилизации
Компонент |
Ki при ПR=1,15 Мпа TR =2200C |
||
|
CH4 C2H6 C3H8 i- C4H10 n- C4H10 C5H12 C6H14 C7H16 C8H18 C9H20 C10+B H2S RCH
|
22 10 6 4 3,8 2,2 1,22 0,8 0,34 0,27 0,2 16 1,4 |
0 0 0 0 0,009 0,24 0,183 0,139 0,119 0,078 0,229 0 0,003 |
0 0 0 0 0,0343 0,528 0,223 0,111 0,04 0,022 0,046 0 0,002 |
|
Сумма |
|
1 |
1 |
2.4 Расчет доли отгона и состава фаз в секции питания колонны
Температурой tf сырья при его подаче в колонну задаются исходя из характеристик сырья. Принимаем температуру сырья 140° С.
Мольную долю отгона е' исходного сырья и составы фаз при заданной температуре подачи сырья tf = 140° С и давлении pf = 1,13 МПа рассчитывают методом Трегубова по формулам:
(4)
(5)
Таблица 2.4 - Доля отгона и составы жидкой и паровой фазы сырья
при подаче его в колону
Компонент |
Ki при pf =1,13 Мпа и tf=140 °C |
Сi |
X’Fi |
Y’Fi=Ki×X’i |
Доля отгона, е |
|
CH4 C2H6 C3H8 i- C4H10 n- C4H10 C5H12 C6H14 C7H16 C8H18 C9H20 C10+B H2S RCH |
18 8 4 2,2 1,7 0,9 0,4 0,19 0,15 0,05 0,02 12,5 1 |
0,385 0,126 0,099 0,02 0,04 0,056 0,040 0,03 0,026 0,017 0,05 0,099 0,0008 |
0,0238 0,0173 0,0269 0,0097 0,0246 0,0615 0,0865 0,1091 0,1088 0,1135 0,407 0,009 0,0008 |
0,4285 0,1384 0,1076 0,0219 0,0418 0,056 0,0357 0,021 0,0163 0,0057 0,0082 0,1125 0,0008 |
0,895 |
|
Сумма |
|
1,001 |
0,9992 |
0,999 |
|
Путем подбора находят такое значение доли отгона е’, при котором удовлетворяются эти равенства.
2.5 Расчет минимального количества орошения
Рассчитываются коэффициенты относительной летучести компонентов по формуле:
(6)
где К— константа фазового равновесия эталонного компонента (изо-пентан;
Кi — константа фазового равновесия i-гo компонента.
За эталонный компонент принимается наиболее летучий компонент жидкой фазы i-C5H12.
Минимальное флегмовое число находится по уравнению Андервуда:
(7)
где — коэффициент относительной летучести компонента при tf = 140° С и Пf=1,13МПа;
q — параметр, определяемый из другого уравнения Андервуда:
(8)
где е = 0 (кипящая жидкость).
q =1,07.
Параметр q = 1,07 соответствует месту, располагающемуся между значениями ai распределяющихся компонентов:
ai H-C4=2,4
ai I-C5=1
Минимальное флегмовое число
rмин+1 = 1,0996
rмин = 1,0996-1 = 0,0996
2.6 Рабочее флегмовое и паровое число
Коэффициент избытка флегмы находится по уравнению:
Тогда рабочее флегмовое число равно:
rопт. = 4,864×rmin=4,864×0,0996=0,484
Рабочее паровое число равно:
(9)
2.7 Количество материальных потоков, проходящих секцию
питания колонны
Количество орошения, стекающего с нижней тарелки укрепляющей секции:
Gk = rопт.× D (10)
0,484×2754,9 = 1333,4 кмоль/ч.
Количество паровой фазы сырья:
Vc= e×F (11)
O × 3389,7 = 0 кмоль/ч.
Количество жидкой фазы сырья:
Gc = F - Vc (12)
3389,7 - 0 = 3389,7 кмоль /ч .
Количество жидкости, стекающей на верхнюю тарелку отгонной секции:
Gm = Gк+Gc (13)
1334,4+3389,7=4723,1 кмоль/ч.
Количество парового орошения, стекающего с верхней тарелки отгонной секции:
Vo = Gm – R (14)
4723,1 – 769,668 =3953,4 кмоль/ч .
Количество паров, поступающих под нижнюю тарелку укрепляющей секции:
Vm= Vo + Vc (15)
3953,4 + 0 = 3953,4 кмоль/ч.
Vm = Gк + D (16)
1333,4 + 2754,9 = 4088,3 кмоль /ч.
2.8 Расчет количества холодного орошения
Тепловая нагрузка конденсатора-холодильника может быть определена по уравнению:
Qк = Gk × (НtD - htD) + D × (НtD - htD) (17)
где G = Gk = 1334,4 кмоль /ч - количество горячего орошения наверху колонны, принимаемое равным количеству орошения внизу укрепляющей части.
Значения энтальпий определяем по графику для зависимости энтальпии жидкости h или энтальпии паров Н от температуры:
где НtD - энтальпия паров дистиллята при температуре верха колонны t = 600С.
НtD = 24000 КДж/моль hiR при tR = 2200C
htD = 7200 КДж/моль hiR = 58000 КДж/kмоль
hto = 4500 КДж/kмоль hiF при t = 1400C
hiF = 25000 КДж/kмоль
htD - энтальпия конденсата дистиллята при to = 60°С;
hto - энтальпия конденсата дистиллята при температуре орошения to = 30°С;
Qk = 1334,4 × (24000 - 72000) + 2754,9× (24000-4500) = 76121670 = КДж/ч = 21145 кВт.
Количество холодного орошения, подаваемого на верх колонны, находится по формуле:
Go = G× (18)
Go = 1334,4× кмоль/ч.
или Go = 1148,78 × МД = 1148,78 × 28,136 = 32322 кг /ч .
2.9 Расчет нагрузки кипятильника и количества парового орошения внизу отгонной части колонны
Тепловая нагрузка Qp кипятильника колонны определяется из уравнения теплового баланса колонны:
F × htF = D × qB + R × qH (19)
где htF - энтальпия сырья, подаваемого в колонну в виде кипящей жидкости при температуре tF = 140°С.
htF = 25000 кДж/кмоль.
qB и qH - верхний и нижний тепловые параметры колонны, кДж/кмоль.
Верхний тепловой параметр колонны:
qB = HtD+
qB = кДж/кмоль.
Нижний тепловой параметр колонны:
qH = hiR - (20)
где hiR - энтальпия остатка колонны при температуре tR = 220°С, кДж/кмоль;
hiR = 58000 кДж/кмоль;
Qp - тепловая нагрузка кипятильника, кДж /ч.
Подстановка значения qH уравнение теплового баланса колонны дает:
Qp = R × hiR - (F × hiF – D × qB)
Qp = 769,668 × 58000 - (3389,7 × 25000 – 2754,9 × 31005,52) = 43966137 кДж/ч = 122213 кВт.
Количество парового орошения внизу колонны определяется по формуле:
VR = (21)
где = — скрытая теплота испарения флегмы, поступающей из колонны в кипятильник, равная разности энтальпий паров орошения, идущих из кипятильника в колонну, и остатка, покидающего кипятильник кДж/кмоль.
HtR = 69000 кДж/кмоль
VR = кмоль/ч
Сравнение полученного значения VR = 3996,9 кмоль /ч с ранее найденной величиной Vo= 3953,4 кмоль/ч показывает, что количество парового орошения несколько возрастает к низу отгонной части.
Если количество парового орошения считать постоянным по высоте отгонной части, то VR = Vo = 3996,9 кмоль /ч. Тогда тепловая нагрузка на кипятильник определится так:
Qp = VR × = Vp × () (22)
= 3996,9 × (11000) = 43965900 кДж/ч = 12213 кВт.
Эта величина совпадает со значением Qp рассчитанным выше.
2.10 Расчет числа теоретических тарелок колонны и ее частей
Минимальное число теоретических тарелок в колонне определяется по уравнению Фенске-Андервуда в расчете на то, что легким ключевым компонентом по условиям разделения является нормальный бутан, а тяжелым ключевым компонентом — i-пентан:
Nmin = (23)
Число теоретических тарелок в колонне находится по формуле:
(24)
Nопт. = 1,78×Nmin = 1,78×7 = 12,3 = 12
Принимается в колонне 20 теоретических тарелок NT = 20. Оптимальное соотношение числа тарелок в укрепляющей и отгонной частях колонны вычисляется по уравнению:
(25)
=1,35
Так как No + Ny = 12, то Ny = 7; No = 5, т. е. в укрепляющей части колонны должно быть 7 теоретических тарелок, а в отгонной секции - 5.
Число рабочих тарелок в колонне рассчитывается с учетом к.п.д. тарелок. Для клапанных тарелок принимаем h = 0,45.
Nyp = (26)
Nyp
принимаем
Noр = 10 как в существующей колонне.
Всего в колонне тарелок:
N = Nyp + Nop = 15 + 10 = 25 .
2.11 Расчет диаметра колонны
Наиболее нагруженным по парам сечением колонны является сечение под ее нижней отгонной тарелкой, поэтому оно принимается за расчетное.
Рассчитаем диаметр низа колонны по формуле:
(27)
где V - секундный расход паров в расчетном поперечном сечении колонны, м3/с;
u - допустимая скорость газа в расчетном сечении, м/с;
p = 3,14.
Секундный объем паров в расчетном сечении при tR = 220°С и давлении pR = 0,75 МП а определяется по формуле:
VC = (28)
м3/с
где Vr - количество парового орошения внизу колонны, кмоль/ч;
tR - температура низа колонны (tR = 220°С);
pR - давление внизу колонны (pR = 1,15 МПа).
Ввиду того, что давление в аппарате невелико, коэффициент сжимаемости принят равным единице.
Допустимая скорость газа в расчетном сечении определяется по формуле:
(29)
где - плотности жидкости и пара в расчетном сечении, кг / м3;
С - коэффициент, определяемый по уравнению: С = f1 × f1 × C1.
(f1 = 0,65; f2 = 1; C1 - определяется по графику при расстоянии между тарелками 0,6 м, С1 = 0,169).
С =0,65 × 1 × 0,169 = 0,11.
Плотность пара рассчитывается по формуле:
(30)
кг/м3
Допустимая скорость газа внизу колонны:
u = 0,11× м/с
Диаметр низа колонны равен:
Д =
Согласно нормальному ряду диаметров принимается диаметр колонны D = 3,6 м.
2.12 Расчет диаметра верхней части колонны
Расчет ведется аналогично определению диаметра внизу колонны. Количество паров наверху колонны:
VD = Go + D (31)
= 1148,78 + 13333,4 = 2482,18 кмоль /ч.
Секундный расход паров вверху колонны:
VC = (32)
Плотность жидкости (при молекулярной массе MD = 28,136) соответствует жидкому пропану плотность пропана при tp = 46° С равна 450 кг/м3.
Плотность паров равна:
(33)
кг/м3
По графику определяем C1 для плотности паров 1,1 кг/м3 и расстояния между тарелками 0,6 м: C1 = 0,08
С = 0,65 × 1 × 0,08 = 0,05.
Допустимая линейная скорость газа равна (м/с):
(34)
Диаметр верха колонны равен:
Д =
Диаметр верха колонны меньше диаметра низа колонны. Поэтому окончательно принимается диаметр колонны по нижнему сечению DH = 3,6 м. Диаметр верха Дв = 2,8 м.
2.13 Расчет высоты колонны
Определяют высоту колонны. На основе практических данных расстояние между верхним днищем колонны и ее верхней укрепляющей тарелкой принимается h1 = l,5 м; высота секции питания h3 =2,0 м; расстояние между нижним днищем и нижней отгонной тарелкой h5 = 6 м (для обеспечения трех-четырехминутного запаса флегмы внизу колонны). Расстояние между тарелками hT = 0,6 м.
Высота колонны для укрепляющей части равна:
h2 = (Ny-1) × hT (35)
= (15 - 1) × 0,6 = 8,4 м,
для отгонной части:
h4 = (No - 1) × hT (36)
= (10 - 1) × 0,6 = 5,4 м,
рабочая высота:
Hp = h1 + h2 + h3 + h4 + h5 (37)
= l,5 + 8,4 + 2,0 + 5,4 + 6 = 23,3 м .
3 Механический расчёт колонны
3.1 Исходные данные
Давление Мпа:
Рабочее – 1,3
Расчетное – 1,6
Пробное – 2,12
Температура, 0С:
Рабочая (среды):
Верх – от 43 до 144
Низ – от 144 до 245
Расчетная стенки:
Верх – 150
Низ – 270
Гидроиспытания – 20
Среда – углеводородный конденсат с молярными долями H2S не более 8% и СО2 не более 2,4%, углеводородный газ с молекулярными долями H2S – не более 17,8%, СО2 – не более 5,44%, RCH – не более 1,45%.
Класс опасности – 2 по ГОСТ 12.1.005-76.
Категория и группа взрывоопасности II В – Т3 по ГОСТ 1.011-78.
Среда способна вызывать коррозионное растрескивание металла, водородную коррозию.
3.2 Расчет обечаек
Расчет обечайки ведем по ГОСТ Р 52857.2-2007 ./9/
Аппарат установлен на открытом воздухе. Средняя температура самой холодной пятидневки минус 400С.
По ТУ 14-1-3333-82 /25/ выбрана сталь марки 20 ЮЧ (низколегированная для котлостроения).
Вид термообработки – высокий отпуск, т. о. Материал относится к 12 категории.
Параметры термообработки:
Скорость нагрева – 150 0С/ч
Температура термообработки – 600-6500С
Выдержка – 2,5¸3 мин/мм толщины
Скорость охлаждения с печью до 3000С – за 3¸3,5 ч., далее на спокойном воздухе.
Раскрой определяем методом карт (обечаек)
Присадочную проволоку выбираем по ТУ 14-1-2219-77.
СВ – 10НЮ
Флюс – АН-22; АН – 47 по ГОСТ 9087-81 /7/.
Варка штуцеров производится электродами типа – Э-50А для стали 20ЮЧ по ГОСТ 9467-75/7/.
3.3 Контроль сварных соединений
Производим по ГОСТ 14299-85.
Контроль сварных швов обечайки производим радиографией в объеме 100%.
Контроль швов штуцеров производим ультразвуковой дефектоскопией по ГОСТ Р 52857.4-2007 (стр. 68 “Метод контроля”).
После изготовления аппарат подвергают термообработке по ГОСТ Р 52630-2006 (пункт 5, 9, 4, 18, 19 стр. 125, приложение 2).
Коэффициент прочности сварных швов по ГОСТ Р 52857.2-2007 (приложение 5, табл. 20, стр.71):
Обечайки: Стыковой или тавровый с двусторонним сплошным проваром или полуавтоматической сваркой j=1,0
Штуцера: Тавровый, с конструктивным зазором свариваемых деталей j=0,8.
3.4 Расчет верхней обечайки диаметром 2800мм
По ТУ 14-1-3333-82 /25/определяем допускаемое напряжение при расчетной температуре tp = 1500C.
[s]150 = 122,5 Мпа
По ГОСТ Р 52857.2-2007 толщину стенки определяем по формуле:
S³Sp+C (38)
C=C1 + C2 + C3 (39)
C1 = 3 мм (0,3 мм/год); C2 = 1мм; C3 = 0; С = 4.
Sp = (40)
ГОСТ Р 52857.2-2007 (стр.10)
Sp =
S = Sp + C = 18,44 + 4 = 22,44 мм.
По ГОСТ Р 52630-2006 принимаем толщину стенки до ближайшего стандартного значения.
S = 25 мм.
Проверяем допускаемое внутреннее избыточное давление:
[p] = (41)
[p] =
Условие [p] > pрасч. выполняется.
3.5 Расчет нижней обечайки диаметром 3600мм
По ТУ 14-1-3333-82 /25/ определяем допускаемое напряжение при расчетной температуре низа температуре tp = 2700C.
[s]270 = 104 Мпа
По ГОСТ Р 52857.2-2007 толщину стенки определяем по формуле:
S³Sp+C (38)
C=C1 + C2 + C3 (39)
C1 = 3 мм; C2 = 1мм; C3 = 0.
С = 3+1,1 = 4,0 мм.
Sp = (40)
Sp =
S = Sp + C = 27,9 + 4,0 = 31,9 мм.
По ГОСТ Р 52630-2006 принимаем толщину стенки.
S = 36 мм.
Проверяем допускаемое внутреннее избыточное давление:
[p] = (41)
[p] =
Условие [p] =1,83 × 106 МПа > pрасч. = 1,6 МПа выполняется.
3.6 Расчет эллиптических днищ
На аппарате применяем эллиптические днища.
Расчет толщины стенки днища проводим по формуле:
S ³ S1p+C (38)
S1p = (40)
Для эллиптического днища R = Д при М = 0,25 Д, j = 1. сварной шов отсутствует.
Верхнее днище:
S’1p =
S1р = S’1p + C; С = 4 мм.
S1р = 18,3+4=22,3 мм.
По ГОСТ Р 52857.2-2007 /9/ принимаем толщину днища Sдв = 25 мм. > S1р = 22,3 мм.
Дв = 2800 мм
h1=100 мм – высота прямого участка
hв=700 мм – высота днища.
Нижнее днище по формуле (40):
S’1p =
S1р = S’1p + C = 27,8+4,1=31,9 мм.
По ГОСТ Р 52857.2-2007 принимаем толщину днища Sдн = 40 мм. > S1р = 31,9мм.
Проверяем допускаемое внутреннее избыточное давление по формуле (41):
[p] =
Верхнее днище:
[p] =
Условие [p] =1,83 × 106 МПа > pрасч. = 1,6 × 106 МПа выполняется.
Нижнее днище:
[p] =
Условие [p] =2,06 × 106 МПа > pрасч. = 1,6 × 106 МПа выполняется.
3.7 Расчет конического элемента
Расчет конического элемента с тороидальным переходом проводим по ГОСТ Р 52857.2-2007 /9/.
Внутренний диаметр большого цилиндра
Д = 3600 мм.
Исполнительная толщина стенки Sт = 36 мм.
Сумма прибавок к расчетным толщинам тора Ст = 5,1 мм.
= 104 МПа
Радиус отбортовки R = 250 мм
Половина угла при вершине корпуса a=17,5 °
= 1
Длина утолщенной части цилиндра:
а2 = 0,5 (42)
Длина утолщенной части корпуса:
А1 = 0,7 (43)
Расчетная толщина стенки:
Sт = (44)
где cosa2 = 1
Коэффициент формы b3 = max {0,5; b×bт}
Коэффициент формы bт по черт. 30, стр.46./9/
bт=0,85; b=0,55
b3=max{0,5; 0,85×0,55}=0,5
Sт =
Исполнительная толщина:
Sтч ³ (Sт + Ст) : (Sт + Ст) = 14+5,1 = 19,1 мм.
Sтч 36 мм > Sт = 19,1 мм.
Допускаемое давление из условия прочности переходной части:
[p] = (45)
[p] =
Условие [p] =3,51 МПа > pр = 1,6 МПа выполняется.
Расчетный диаметр конического элемента:
Дк = Д – 2 [(R - cosa1)+(0,7×a1×sina1)]
ДК = 3600- 2×[(250-0,95)+(0,7×239,5×0,3)]=3152,2 Пма
Расчетная толщина конического элемента:
Spк = (46)
Spк =
Su=36 мм > Spк =25,72 мм – условие выполнено.
Допустимые внутренние избыточные давления:
[pк] = (47)
[pк] =
[pк]>Pp = 1,6 МПа условие выполнено
Проверка корпуса аппарата на давление гидравлического испытания
Пробное давление:
РПр = 1,25 × Ррасч. (48)
= 125 МПа
Ррасч. = 1,6 Мпа
РПр = 1,25 × 1,6 ×106
Гидравлическое давление:
Рг = РПр+Н×10-2 = 2,29 Мпа; где Н – высота столба воды в м.
Н = 26 м.
Рг = 2,03 + 26×10-2 = 2,29 Мпа
Допустимое давление:
[p] = (49)
[p] =
[p] >Pг = 2,29 МПа
Аппарат выдержит гидравлическое испытание.
3.8 Определение размеров штуцера и толщины стенки
нижнего люка-лаза
По ГОСТ 24-755-89 толщина стенки определяется по формуле:
S1расч. = (50)
где d – внутренний диаметр штуцера, d=400 мм
2CS – припуск на коррозию, 2CS = 2×4 = 8 мм
[s] – допускаемые напряжения для материала люка – лаза при расчетной температуре.
j1 – коэффициент погрешности сварного шва.
j1 = 1, т.к. шов расположен на угол более 600 от продольного шва обечайки.
Р – расчетное давление.
S1расч. =
Выбираем толщину стенки штуцера 0,014 м.
Рассчитаем длину штуцера:
l1p = min (51)
где l1 – длина штуцера, участвующая в укреплении отверстия.
l1p =
Принимаем l1p – не менее трех толщин l1p=0,090м.
3.9 Определение размеров укрепляющего кольца люка-лаза
Ширина зоны укрепления обечайки:
L0 = (52)
L0 = 0,334мм
Расчетный диаметр одиночного отверстия, не требующего укрепления.
d0 = 2× (53)
d0 =
d0 = 0,205мм
Расчетная длина внутренней части штуцера:
LВ = 0,5× (54)
LВ = 0,5×
Укрепление отверстия делаем увеличив толщину стенки штуцера S1 = 0,06.
Условие укрепления:
l1p × (S1 – S1p – C5)×X1 + l3p×(S3 – Cs – Cs1)³0,5(dp – dop)×Sp (55)
где: S1 = 0,036мм; S1p = 0,0035м; Cs = 0,004м;
S3 = 0,036м; Csi = 0,004м; X1 = 1.
0,09 × (0,036 – 0,0035 – 0,004) + 0,03×(0,06 – 0,004 – 0,004) = 0,0042
0,5×(0,450 – 0,205)×0,028 = 0,0034
0,0042>0,0034 – укрепление отверстия не требуется.
Коэффициент запаса прочности n = 1,25.
3.10 Расчет фланцевых соединений
Из ГОСТ Р 52857.4-2007 (стр.39) /19/ выбирают группу, категорию прочности фланцевых соединений.
Расчет фланца нижнего люка-лаза.
Нормализованная поковка
Группа – 4, КП – 1955 ГОСТ 8479-70
Сталь 20 ЮЧ. ТУ 14-1-3333-82
Допускается напряжение приварных фланцев по ТУ 26-0303-1532-84.
[sф]20 = 130МПа
[sф]270 = 104МПа
[sфо] = 0,003×Е, где Е – модуль упругости по ГОСТ Р 52857.2-2007 (стр. 70)
Е20 = 1,99×105 МПа; Е270 = 1,73×105 МПа.
[sфо]20 =0,003×130 = 390 МПа.
[sфо]270 =0,003×104 = 312 МПа.
В зависимости от давления, температуры, среды выбираем конструкцию прокладки по ГОСТ Р 52857.4-2007 (табл. 3.27) /19/.
При давлении £2,5 МПа и температуре от минус 200 до плюс 4000С – плоская неметаллическая прокладка – паронит.
Ширина прокладки bП = 25мм.
Находим min толщину конической ширины фланца: S0
S0 £1,35S, где S – толщина патрубка люка-лаза.
S = 14мм; S0 £ 18,9мм.
По ГОСТ Р 52857.4-2007 /79/ должно выполнятся следующее условие: S0-S£0,05м.
Тогда S0 = 14,0мм.
Определяем толщину фланца: S1 = b-S0
где b - величина указывающая во сколько раз толщина S1, больше S0.
b = 1,5 при 2,5£Рх£4,0 МПа
S1 = 1,5×14,0 = 21 мм = 0,021 м.
Определяем длину втулки приварного фланца:
l³3(S1-S0) = 3×(0,021-0,014) = 0,021м.
Определяем рекомендуемый диаметр болтов в зависимости от удельного диаметра и давления
dБ = М30
Определяем диаметр болтовой окружности:
Дб ³ Д + 2(S1 + dб + 0,006) (56)
Дб ³ 0,45 + 2×(0,021 + 0,030 + 0,006) = 0,564 м.
Дб ³ 0,564 м. Дб = 0,57
Наружный диаметр фланца:
Дф = Дб + а (57)
где а = 0,063 (табл. 3.30) /19/
Дф = 0,57 + 0,063 = 0,633 принимаем 0,63м.
Определяем наружный диаметр прокладки:
ДП = ДБ – е (58)
где е = 0,041м. (табл.3.30) /19/
ДП = 0,57 – 0,041 = 0,529м.
Определяем средний диаметр прокладки:
ДПС = ДП – ВП = 25 мм (табл. 3.28) /19/
ДПС = 0,529 – 0,025 = 0,504м.
Эффективная ширина прокладки:
ВЕ = 0,6 × при вп>15 мм.
ВЕ = 0,6 ×
По табл. 3.31 выбираем m и g
m = 2,5; g = 20.
Определяем ориентировочное число болтов:
ZБ = (59)
где по табл. 3.32 /19/
= (2,3 – 3,0) dБ
= 2,5×0,03 = 0,075 м = 0,08м.
ZБ =
Принимаем ZБ = 24 шт.
Определяем вспомогательные величины:
y = 1+(b-1)× (60)
Х =
y = 1+(1,5-1)×=1,15
Определяем эквивалентную толщину втулки фланца:
h = (61)
где l - коэффициент определяемый по рис. 3.36 /19/
l = 0,45
h =
Определяем безразмерный параметр w:
w = [1 + 0,9l(1+y1×j2)]-1 (62)
j =
y1 = 1,28×lgК; К =
y1 = 1,28×lg1,4 = 0,187
w = [1 + 0,9×0,45×(1+0,187×2,382)]-1 = 0,35
Угловая податливость:
Уф = (63)
где: y2 по табл. 3.39 Еф = 1,74×105 МПа, y2 = 6
Уф =
3.11 Расчет плоской круглой крышки
Расчет ведем на внутреннее давление по формуле:
S1³S1p+C; где S1p = К0 × К6 ×Др (64)
Затем К6 определяем по формуле:
К6 = 0,41× (65)
= ; К0 = 1; Др= Дпс = 0,504м.
y = (66)
где FQ = 0,75×Ррасч.×Д2ПС = 0,785×1,6×106×0,504 = 3,19×105
FБ = max (67)
FБ = , где QД = FQ, a = 1
Rn = Fпр = 2p×Дпс×вЕ×м×Ррасч. = 2×3,14×0,504×0,095×1,5×1,6×106 = 0,72×106Н.
FБ = 1×3,19×105+0,72×106 = 1,039×106Н
FБ1max = p×Дпс×вЕ×q = 3,14×0,504×0,095×20×106 = 3×106Н.
FБ1max = 3,00×106Н.
К6 = 0,41×
S1p = 1×0.833×0.504×
S1 ³0,052+0,004=0,056
Принимаем S1 = 0,056
По ГОСТ Р 52857.2-2007 /9/ (стр. 84) определяем толщину плоской круглой крышки с дополнительным краевым моментом уплотнения S2.
S2 ³ max (68)
Ф = max (69)
где - нагрузка на болты в рабочих условиях.
- = 1,039×106Н
где - нагрузка на болты в условиях монтажа.
= = 0,72 × 106 Н
МПа – в рабочих условиях сталь 30 ХМА
МПа – в условиях монтажа сталь 30 ХМА
Фр =
Фм =
Принимаем Ф = Фр = 0,01 м2
К7 = 0,8×
S2 = К7 ×
S2 =
Принимаем S2 = 0,056 м.
Толщину края плоской круглой крышки с дополнительным краевым моментом вне зоны уплотнения S3 определяем по формуле:
S3 ³ max (70)
ГОСТ Р 52857.2-2007 (стр33.)
Д2 = Дб – dб – с = 0,57 – 0,03 – 0,004 = 0,536 м
S3 = К7 ×
S3 =
Принимаем S3 = 0,04 м.
Допускаемое давление для плоской круглой крышки с допускаемым краевым моментом при проверочных работах определяем по формуле:
[р] = (71)
По ГОСТ Р 52857.4-2007 (стр. 164) /19/ определяем угловую податливость плоской фланцевой крышки ()
Шпильки изготовлены из стали 30 ХМА
Укр = (72)
где: Хкр =
где - толщина плоской крышки S1 = 0,056
hкр – толщина фланцевой части крышки S2 = 0,04
Ккр = Дф/Дпс
Ккр =
Хкр =
Укр =
Найдем линейную податливость прокладки:
УП = (73)
где: - толщина прокладки
= 0,002м.
вп = 0,025м.
Еп = 2000 МПа (табл. 3.31)
УП =
Определяем расчетную длину шпильки с двумя гайками:
Lб = lб0+0,56d; где d – диаметр шпильки.
lб0 – длина шпильки между опорными поверхностями гаек
lб0 – h + S2 + Sn;
где: h – толщина фланца h = 0,04м.
S2 – толщина плоской круглой крышки S2 = 0,04м.
Sn – толщина прокладки Sn = 0,002м.
lб0 = 0,04 + 0,04 + 0,002 = 0,082м.
lб = 0,082 + 0,56 × 0,03 = 0,0988 = 0,170м.
Линейная податливость шпилек:
УБ = (74)
где: - модуль упругости шпилек
= 1,73×105 МПа
ZБ – число шпилек ZБ = 24
fБ – площадь поперечного сечения шпильки
fБ = 5,4×104м2 (табл. 3.30) /19/
УБ =
Коэффициент жесткости фланцевого соединения :
a = А[УБ+0,25(В1+В2)(ДБ-ДПС)] (75)
А = [УП+УБ+0,25(Уф1+Уф2)( ДБ-ДПС)2]-1 (76)
При стыковке фланца с плоской крышкой:
Уф1 = [1-w(1+0,9l)×y2/(h31×E)] (77)
w - безразмерный параметр w=1/1,365
l - коэффициент l=0,45
y2 – безразмерный параметр y2=6
h1 – толщина плоской крышки h1=0,04м.
Е=1,73×105МПа
Уф1 = [1-1/1,365(1+0,9×0,45)]×6/(0,043×1,73×105) = 0,157
Уф2= Укр=0,037
В1 = Уф1(ДБ – Д1 – SE1)
SE1 – 0,016м; Д1 – 0,45м.
В1 = 0,157×(0,57-0,45-0,016) = 0,016
В2 = 0,25×Укр×( ДБ – ДПС) = 0,25×0,037×(0,57-0,504) = 0,0006
А = [0,00003+0,00005+0,25(0,016+0,0006)×(0,57-0,504)2]-1=10204,1 = 1,02×104
n - безразмерный коэффициент соединений с приварными фланцами
n = А×УБ
n = 1,02×104×0,00005 = 0,51
а = 1,02×104[0,00005+0,25(0,016+0,00006)×(0,57-0,504)] = 3,3
3.12 Расчет фланцевого соединения, работающего под действием
внутреннего давления
QД = 0,785×Д2ПС×Ррасч. (78)
QД = 0,785×0,5072×1,6 = 0,32 (МН)
Сила реакции прокладки в рабочих условиях:
Rn = 2×p×ДПС×вЕ×м×Ррасч. (79)
где: м=2,5 (табл. 3.31) /19/
вЕ = 0,095м
Rn = 2×3,14×0,507×0,095×2,5×1,6 = 1,21 (МН)
Усилие возникающее от температурных деформаций:
Qt = 0, т.к. t£300°С.
Болтовая нагрузка в условиях монтажа:
РБ1 = max{a×QД+Rn; p× ДПС × вЕ ×g; 0,4[sБ]20×ZБ× fБ} (80)
где: q – параметр определяемый по табл. 3.31 /19/
q – 20 МПа.
РБ1 = 1×0,32+1,21 = 1,53 МПа
РБ1 = 3,14×0,507×0,095×20 = 3,02 МПа
РБ1 = 0,4×130×24×5,4×10-4 = 0,674 МПа
Принимаем РБ1 =3,02 МПа.
Болтовая нагрузка в рабочих условиях:
РБ2 = РБ1 + (1-a)×QД+ Qt (81)
РБ2 = 3,02 + (1-1)×0,32 = 3,02 МПа
Приведенные изгибающие моменты в диаметральном сечении фланца находим по формулам:
М01 = 0,5× РБ1×(ДБ-ДПС)=0,5×3,02×(0,57-0,504)=0,1×106 Н×М (82)
М02 = 0,5× [РБ2×(ДБ-ДПС)+ QД ×(Дпс-Д-SE)] (83)
М02 = 0,5× [3,02×106(0,57-0,504)+ 0,32 ×106(0,57-0,45-0,016)]=
=0,12×106 Н×М
Принимаем большее из М01 и М02
М02 = 0,12×106Н×М
Условие прочности болтов (шпилек):
(84)
Условие прочности выполнено.
Крутящий момент при затяжке болтов Мкр определяем по рис. 3.41/19/
Мкр = 0,4×103 МН×М
3.13 Расчет плоских приварных фланцев и приварных встык
фланцев и буртов
Максимальное напряжение в сечении S1 фланца наблюдается в месте соединения втулки с плоскостью фланца:
(85)
К =
где: Т – безразмерный параметр определяемый по рис. 3.38 /19/
Т = 1,76 при К = 1,4
М0 = 0,12×106 Н×М
Д* = Д+S, т.к. Д<20×S; 0,45<1,12
Д* = 0,45+0,056 = 0,056м.
Максимальное напряжение в сечении S0 фланца наблюдается в месте соединения втулки с обечайкой:
s0 = y1×s1 (86)
где: y1 – параметр определяемый по рис. 3.37 /19/
y1 = 0,25
s0 = 0,25×5,9 = 1,48 МПа
Напряжение в кольце фланца от действия М0:
sк = М0[1-w(1+0,9l)×y2/Д×h2] (87)
где: y2 – параметр определяемый по рис. 3.39 /19/
y2 = 6
sк =
Напряжение во втулке фланца от внутреннего давления:
(88)
(89)
Условие прочности фланца:
а) в сечении S1
б) в сечении S0
Угол поворота фланца:
(90)
где: = 0,013 для приварных фланцев.
Условие герметичности выполняется.
3.14 Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий
По [11] ГОСТ Р 51273-99
Исходные данные:
Внутренний диаметр аппарата – Два = 3,6 м.
Толщина стенки аппарата – S’ = 0,036м.
Сумма прибавок к толщине стенки – Sa = 5,1мм.
Допустимые напряжения – [s]2700 = 95МПа
Внутренний диаметр опорной обечайки – Дво = 3,6
Толщина стенки опорной обечайки – S1 = 0,016м.
Сумма прибавок к толщине стенки опорной обечайки – S0 = 1,0мм.
Допустимые напряжения для опорной обечайки - [s]0 = 154МПа
Наружный диаметр колонны – Дна = 3,672 м.
Высота колонны – На = 36,15м.
Ветровое давление – q0 – 480н/м2.
Вес расчетных частей аппарата:
G1Р = 341790Н; G2Р = 646901Н; G3Р = 646901Н; G4Р = 149828Н;
G1и = 714890Н; G2и = 1353061Н; G3и = G2и; G4и = 149828Н;
G1М = 237240Н; G2М = 449021Н; G3М = G2М; G4М = 149828Н.
3.15 Определение периода собственных колебаний
Т = 2 · p · Н (91)
где СF – коэффициент неравномерности сжатия грунта по ГОСТ 24249-89
СF = 2·108 Н/м3;
ai – относительное перемещение центров тяжести участков:
ai = (92)
IF = 0,065 · (Днк)4 = 0,065 · 3,964 = 15,98 м4
bi – коэффициент по рис. 2 ГОСТ 51273-99
;
;
b1 = 0,84; b2 = 0,5; b3 = 0,2; b4 = 0,03;
g - коэффициент определяемый по формуле:
(93)
где g = 0,341;
a1 = м
a2 = м
a3 = м
a4 = м
Для условий работы:
Т = 2·3,14·36,15· ·=
= 2,26 с
Для условий гидроиспытания:
Т = 2·3,14·36,15· ·=
= 3,249 с
В условиях монтажа:
Т = 2·3,14·36,15· ·=
= 1,875 с
Определим изгибающий момент от ветровой нагрузки:
Mu = (94)
где Рi – ветровая нагрузка на i-м участке
Рi = Pist + Pidyn (95)
где Pist – статическая составляющая;
Pidyn – динамическая составляющая
Pist = qist · Дi · hi (96)
Pidyn = n · Gi · x · hI (97)
qist = q0 · q · K (98)
где q0 = 450 Н/м2 (табл. 1) [10]
q1 = 1,44; q2 = 1,33; q3 = 1,15; q4 = 1 (рис. 4) /11/
К = 0,7; n = 0,7 (табл. 2) /11/
Нормативное значение статической составляющей:
Сечение II-II и I-I
q1st = 450 · 1,44 · 0,7 = 453,6 Н
q2st = 450 · 1,33 · 0,7 = 418,95 Н
q3st = 450 · 1,15 · 0,7 = 362,25 Н
q4st = 450 · 1 · 0,7 = 315 Н
Статическая составляющая от ветровой нагрузки по i-м участке:
Pist = qist · Дi · hi (99)
где Дi– наружный диаметр колонны с учетом изоляции
Д1 = 3,13 м; Д2 = Д3 = 3,95 м; Д4 = 3,919 м
P1st = 453,6 · 3,13 · 8,04 = 11414,9 Н
P2st = 418,95 · 3,95 · 9,205 = 15232,9 Н
P3st = 362,25 · 3,95 · 9,265 = 13257,2 Н
P4st = 315 · 3,92 · 9,7 = 11977,6 Н
Определим безразмерный параметр e:
(100)
При монтаже:
В рабочих условиях:
При гидроиспытании:
Коэффициент динамичности при ветровой нагрузке x:
(101)
При монтаже:
В рабочих условиях:
При гидроиспытании:
Определим приведенные относительные ускорения центра тяжести участков:
(102)
где mi - по рис. 6 ГОСТ Р 51273-99
m1 = 0,65; m2 = 0,68; m3 = 0,72; m4 = 0,85
При монтаже:
h2 = 0,041
h3 = 0,024
h4 = 0,008
В рабочих условиях:
h1 = 0,039; h2 = 0,028; h3 = 0,017; h4 = 0,005
При гидроиспытании:
h1 = 0,019; h2 = 0,014; h3 = 0,008; h4 = 0,003
Динамическая составляющая от ветровой нагрузки:
Pidyn = n · Gi · x · hI (103)
где n = 0,7 (рис. 7 ГОСТ 51273-99)
При монтаже:
P1dyn = 0,7 · 237240 · 1,95 · 0,056 = 18134,6 Н
P2dyn = 0,7 · 449021 · 1,95 · 0,041 = 25129,5 Н
P3dyn = 0,7 · 449021 · 1,95 · 0,024 = 14709,9 Н
P4dyn = 0,7 · 149828 · 1,95 · 0,008 = 1636,1 Н
В рабочих условиях:
P1dyn = 0,7 · 341790 · 2,04 · 0,039 = 19035 Н
P2dyn = 0,7 · 646901 · 2,04 · 0,028 = 25865,7 Н
P3dyn = 0,7 · 646901 · 2,04 · 0,017 = 15704,2 Н
P4dyn = 0,7 · 149828 · 2,04 · 0,005 = 1069,8 Н
При гидроиспытании:
P1dyn = 0,7 · 714890 · 2,23 · 0,019 = 21202,9 Н
P2dyn = 0,7 · 1353061 · 2,23 · 0,014 = 29569,8 Н
P3dyn = 0,7 · 1353061 · 2,23 · 0,008 = 16897,1 Н
P4dyn = 0,7 · 149828 · 2,23 · 0,003 = 701,6 Н
Ветровая нагрузка на i-м участке:
Рi = Pist + Pidyn (104)
При монтаже:
Р1 = 11414,9 + 18134,6 = 29549,5 Н
Р2= 15232,9 + 25129,5 = 40362,4 Н
Р3= 13257,2 + 14709,9 = 27967,1 Н
Р4= 11977,6 + 1636,1 = 13613,7 Н
В рабочих условиях:
Р1 = 30449,9 Н; Р2= 41098,6 Н; Р3= 28961,4 Н; Р4= 13047,4 Н
При гидроиспытании:
Р1 = 32617,8 Н; Р2= 44802,7 Н; Р3= 30154,3 Н; Р4= 12679,2 Н
Рисунок 3.15 - Расчетные сечения опорной обечайки
Расчетный изгибающий момент:
Мv = (105)
При монтаже:
сечение Г-Г х0 = 9,7
Мv =29549 · (32,13 – 9,7) + 40362,4 · (23,51 – 9,7) + 27967,1 · (14,3 – 9,7) + +13613,7 · (4,85 – 9,7) = 1282810,9 Н·м
сечение Д-Д х0 = 1,5
Мv =29549 · (32,13 – 1,5) + 40362,4 · (23,51 – 1,5) + 27967,1 · (14,3 – 1,5) + +13613,7 · (4,85 – 1,5) = 2197047,1 Н·м
сечение Е-Е х0 = 0
Мv =29549 · 32,13 + 40362,4 · 23,51 + 27967,1 · 14,3 +13613,7 · 4,85 = 2392885,3 Н·м
В рабочих условиях:
сечение Г-Г
Мv = 30449,9 · (32,13 – 9,7) + 41098,6 · (23,51 – 9,7) + 28961,4 · (14,3 – 9,7) +13047,4 · (4,85 – 9,7) = 1320505,5 Н·м
сечение Д-Д
Мv = 30449,9 · (32,13 – 1,5) + 41098,6 · (23,51 – 1,5) + 28961,4 · (14,3 – 1,5) +13047,4 · (4,85 – 1,5) = 2251675,2 Н·м
сечение Е-Е
Мv = 30449,9 · 32,13 + 41098,6 · 23,51 + 28961,4 · 14,3 +13047,4 · 4,85 = =2422009,3 Н·м
При гидроиспытании:
сечение Г-Г
Мv = 32617,8 · (32,13 – 9,7) + 44802,7 · (23,51 – 9,7) + 30154,3 · (14,3 – 9,7) +12679,2 · (4,85 – 9,7) = 1830782,5 Н·м
сечение Д-Д
Мv = 32617,8 · (32,13 – 1,5) + 44802,7 · (23,51 – 1,5) + 30154,3 · (14,3 – 1,5) +12679,2 · (4,85 – 1,5) = 2413640,9 Н·м
сечение Е-Е
Мv = 32617,8 · 32,13 + 44802,7 · 23,51 + 30154,3 · 14,3 +12679,2 · 4,85 = =2593996,2 Н·м
3.16 Расчет аппарата на прочность
По ГОСТ Р 51274-99 продольные напряжения по формуле:
- на наветренной стороне:
sх1 = (106)
В рабочих условиях:
sх1р = =
= 45 МПа
В условиях монтажа:
sх1м = МПа
На подветренной стороне по формуле:
sх2 = (107)
sх2р =
= 39,8 МПа
Кольцевые напряжения по формуле:
sу = (108)
В рабочих условиях:
sур = МПа
Эквивалентные напряжения по формуле:
На наветренной стороне:
(109)
В рабочих условиях:
МПа
В условиях монтажа:
МПа
На подветренной стороне:
(110)
В рабочих условиях:
МПа
В условиях монтажа:
Мпа
Условия прочности на наветренной стороне:
(111)
78,7 < 95 МПа
Условие прочности выполняется.
На подветренной стороне:
(112)
78,9 < 95 МПа
Условие прочности выполняется.
Проверка устойчивости:
(113)
по ГОСТ Р 52857.2-2007 ;
[F]р = 16175305 Н; [M]p = 335748,7 Н·м
[F]и = 26221008 Н; [M]и = 5119802 Н·м
В рабочих условиях:
< 1,0
Условие устойчивости выполняется.
При гидроиспытании:
< 1,0
Условие устойчивости выполняется.
3.17 Опорная обечайка
Проверяем на прочность и устойчивость для рабочих условий и условий гидроиспытания.
Проверка прочности сварного шва:
(114)
где [s]0 = [s]к = 95 МПа; а = 25 мм; Д0 = 0,364 м
В рабочих условиях:
МПа < 76 МПа
При гидроиспытании:
МПа < 76 МПа
Проверка устойчивости опорной обечайки в зоне отверстия (сечение Д-Д):
(115)
где j1 = 1; j2 = 0,9; j3 = 0,6
В рабочих условиях:
0,65 < 1,0
При гидроиспытании:
< 1,0
3.18 Расчет элементов опорного узла
Для рабочих условий и условия испытания:
Толщина нижнего опорного кольца:
(116)
где х1 = 0,78; (по рис. 4 ГОСТ Р 51274-99)
Для рабочих условий:
м
1,5 · 0,016 = 0,024 м
При гидроиспытании:
Принимаем S1 = 0,03 м < 0,026 (max)
Определим ширину нижнего опорного кольца b1:
b1 (117)
где [s]б – напряжение болтов на сжатие
[s]б = 4 МПА
В рабочих условиях:
м
При гидроиспытании:
м
Принимаем b1 = 0,305 м > 0,14 м (max)
Определим толщину верхнего опорного кольца:
(118)
где Аб – площадь поперечного сечения анкерного болта
Аб = 10,9 · 10-4 м2 (М42)
х2 = 1,13 при ; db / b5 = 0,24
(по рис. 5 ГОСТ 51274-99)
[s]В – допускаемое напряжение для материала анкерных болтов
[s]В = 140 МПа (ВСт3)
м
1,5 · 0,016 = 0,024 м
Принимаем S2 = 0,03 м = 0,03 м (max)
Определим толщину ребра S4:
(119)
где х4 = 2
м
0,4 · 30 = 12 мм = 0,012 м
Принимаем S4 = 0,02 м = 0,012 м (max)
Проверка прочности опорной обечайки в зоне верхнего опорного кольца:
(120)
где х5 = 0,09 (по рис. 7 ГОСТ Р 51274-99)
;
МПа
= 1,5 · 154 = 231 МПа
136,5 МПа < 231 МПа
Условие прочности выполняется.
3.19 Расчет анкерных болтов
Производим для условий монтажа.
Внутренний диаметр резьбы d6:
d6 = х6 · (121)
где х6 = 5 по рис. 8 ГОСТ Р 51274-99
d6 = 5 · м
Принимаем d6 = М42.
4 Гидравлический расчет тарелок
Таблица 4 - Исходные данные для расчета
|
Наименование параметра и размерность |
Условное обозначение |
Порядковые номера тарелок |
||||
|
1 |
5 |
15 |
20 |
25 |
||
|
Сырье: Нестабильный углеводородный конденсат Целевая фракция: Стабильный углеводородный конденсат Производительность по сырью: 180000 кг/ч Объемный расход паров; м3/ч Объемный расход жидкости, м3/ч Плотность паров; кг/м3 Плотность жидкости; кг/м3 Коэффициент снижения нагрузок Коэффициент системы Число теоретических тарелок |
V Q ρП ρЖ φmin Кс Nт |
118,7 343,4 34,45 512,7 0,55 1 12 |
96,64 318,2 32,13 524,4 0,76 1 |
107,9 226,4 19,83 587,5 0,86 1 |
133,4 72,4 23,57 540,1 0,56 1 |
127,8 71,67 22,74 547,2 0,57 1 |
Таблица 4.1 - Конструктивные размеры и параметры тарелок установленных в колонне
|
Наименование параметра и размерность |
Условное обозначение |
Порядковые номера тарелок |
||||
|
1 |
5 |
15 |
20 |
25 |
||
|
Диаметр колонны, мм Расстояние между тарелками, мм Число потоков Шаг рядов клапанов, мм Длина потока, мм Периметр слива, м Высота сливного порога, мм Рабочее сечение тарелок, м2 Свободное сечение тарелок, м2 Сечение перелива, м2 Число рядов клапанов на поток Шифр тарелок по ОСТ 26-02-1401-76 1 и 5 - IIIА 15 - IIIА 20 и 25 - IIIА |
Д Н Р t l B h S1 S0 S2 n1 |
3600 600 4 75 2080 4,76 40 7,11 0,845 1,43 11 |
3600 600 4 75 2080 4,76 40 7,11 0,845 1,43 11 |
3600 600 4 75 2140 2,85 40 7,39 1,112 1,4 11 |
2800 600 2 75 1680 3,6 40 4,36 0,554 0,81 9 |
2800 600 2 75 1680 3,6 40 4,36 0,554 0,81 9 |
4.1 Проверочный расчет тарелок
Расчет максимально-допустимого значения фактора пара в рабочем сечении тарелок по формуле:
[Ф1max] = 3,8 · mн · mф · ml · (122)
где: mн = 1 (таблице 1,2) /16/;
mф = 1,05 (приложение 2) /16/;
ml = 2 · [l]0,3, где [l] = 0,1 - кг/кг пара рекомендуемая величина;
ml = 2 · 0,10,3 = 1
[Ф1max]1 = 3,8 · 1,05 · = 3,85
[Ф1max]5 = 3,8 · 1,05 · = 3,87
[Ф1max]15 = 3,8 · 1,05 · = 3,92
[Ф1max]20 = 3,8 · 1,05 · = 3,9
[Ф1max]25 = 3,8 · 1,05 · = 3,719
Расчет минимального рабочего сечения тарелок по формуле:
S1min = (123)
где: кг/м3;
S1min1= м2
S1min5= м2
S1min15 = м2
S1min20 = м2
S1min25 = м2
Расчет допустимой скорости жидкости в тарелке по уравнениям:
(1) [Wж] = 0,17 · Кс
(2) [Wж] = 7 ·10-3 · Кс ·
(3) [Wж] = 2,53 ·10-4 · Кс ·
и принимаем меньшее из значений
(1) т.к. Кс = 1, то [Wж]1 = [Wж]5 = [Wж]15 = [Wж]20 = [Wж]25 = 0,17 м/с
(2) [Wж]1 = 7 ·10-3 · м/с
[Wж]5 = 7 ·10-3 · м/с
[Wж]15 = 7 ·10-3 · м/с
[Wж]20 = 7 ·10-3 · м/с
[Wж]25 = 7 ·10-3 · м/с
(3) [Wж]1 = 2,53 ·10-4 · м/с
[Wж]5 = 2,53 ·10-4 · м/с
[Wж]15 = 2,53 ·10-4 · м/с
[Wж]20 = 2,53 ·10-4 · м/с
[Wж]25 = 2,53 ·10-4 · м/с
Принимаем значения [Wж], рассчитанные по формуле (3).
Расчет минимального сечения перелива по формуле:
S2min = (124)
S2min1 = м2
S2min5 = м2
S2min15 = м2
S2min20 = м2
S2min25 = м2
Тарелки, установленные в колонне удовлетворяют условиям:
S1 ³ S1min и S2 ³ S2min (125)
Построим график области эффективности работы тарелок в координатах Lv - Ф0 (рисунок 4.1)
Рассчитаем величину [Lvmin] по формуле:
[Lvmin] = (126)
где Ф0 = 23
[Lvmin] = м3 / м·ч
Получаем точку О1 с координатами
[Ф0] = 23; Lv = 10 м3 / м·ч
Соединив точку О1 с началом координат получаем линию Л1.
Зададимся произвольными значениями Lv и находим соответствующее значение [Ф0max] по формуле:
[Ф0max] = (16 + 0,133 · Lv) · mФ · ml · (mн + 0,1) (127)
при Lv = 10 м3 / м·ч
[Ф0max] = (16 + 0,133 · 10) · 1,05 · (1 + 0,1) = 20
Получаем точку О2 с данными координатами.
при Lv = 30 м3 / м·ч
[Ф0max] = (16 + 0,133 · 30) · 1,05 · (1 + 0,1) = 23,1
Получаем точку О3 с данными координатами.
Соединив точки О2 и О3 получаем линию Л2.
По формуле:
[Ф0max]=[Ф1max]· при максимальной нагрузке по пару (на 15 тарелке)
[Ф0max] = 3,92 ·
Через точку [Ф0max] = 25,8 (точка О4) проводим прямую Л3 параллельно оси абсцисс.
По формуле Lv = 80 · mн находим точку О5 на линии Л3.
Lv = 80 · 1 = 80 м3/м·ч
Принимаем Lvmax = 122,5 м3/м·ч (для тарелок с Н = 600 мм) и отмечаем на оси Lv точку О6.
Соединив точки О5 и О6 получаем линию Л4.
Принимая произвольные значения Lv (0 : 100) м3/м·с находим точки О7 и О8 по формуле:
[Ф0min]= 4,5 + lж + 0,08Lv (при min нагрузке по пару – 5 тарелка)
где lж = l = 2080 мм = 2,08 м
[Ф0min]= 4,5 + 2,08 + 0,08 · 0 = 6,6
[Ф0min]= 4,5 + 2,08 + 0,08 · 100 = 14,6
Через точки О7 и О8 проводим линию Л5.
Область ограниченная линиями Л1, Л2, Л3, Л4 и Л5 является областью эффективной работы тарелок.
Строим рабочие линии Л6 для тарелок 1, 5, 15, 20 и 25. Для этого находим точки М1; М5; М15; М20 и М25 по формулам:
Lv = (128)
Рисунок 4.1- График области эффективности работы тарелок в координатах Lv - Ф0.
Ф0 = (129)
1 – тарелка
Lv1 = м3/м·ч
Ф01 =
5 – тарелка
Lv5 = м3/м·ч
Ф05 =
15 – тарелка
Lv15 = м3/м·ч
Ф015 =
20 – тарелка
Lv20 = м3/м·ч
Ф020 =
25 – тарелка
Lv25 = м3/м·ч
Ф025 =
Отмечаем на графике ОЭР точки М1; М5; М15; М20 и М25 с найденными координатами. Из графика ОЭР видно, что точки М20 и М25 попадают в область эффективной работы тарелок, а точки М1; М5 и М15 – нет.
Значит тарелки 1, 5 и 15 работают неэффективно. Так как точки М1; М5; М15 находятся ниже линии Л5 (минимальной нагрузки по парам) то нужно увеличить число рядов клапанов и свободное сечение тарелок.
Так как точки М1, М5, М15 не попадают в область эффективной работы тарелок, то для проверочного расчета тарелок 1, 5 и 15 примем тарелки:
III А по ОСТ 26 – 02 – 1401 – 76.
Таблица 4.1.1 - Конструктивные размеры и параметры тарелок
|
Наименование параметра и размерность |
Условное обозначение |
Порядковые номера тарелок
|
||
|
1 |
5 |
15 |
||
|
Диаметр колонны, мм Расстояние между тарелками, мм Число потоков Шаг рядов клапанов, мм Длина потока, мм Периметр слива, м Высота сливного порога, мм Рабочее сечение тарелок, м2 Свободное сечение тарелок, м2 Сечение перелива, м2 Число рядов клапанов на поток Шифр тарелок по ОСТ 26-02-1401-76 III А |
Д Н Р t l B h S1 S0 S2 n1 |
3600 600 4 50 2080 4,76 40 7,11 0,474 1,43 17 |
3600 600 4 50 2080 4,76 40 7,11 0,474 1,43 17 |
3600 600 4 50 2080 4,76 40 7,11 0,474 1,43 17 |
Строим рабочие линии Л6 для тарелок 1, 5 и 15. Для этого находим точки М1; М5 и М15 по формулам:
Lv = ; Ф0 = (130)
1 – тарелка
L = м3/м·ч
Ф =
5 – тарелка
L = м3/м·ч
Ф=
15 – тарелка
L = м3/м·ч
Ф=
Строим точки М*1; М*5и М*15 по найденными координатами.
Как видно из графика ОЭР рабочие точки попадают в область эффективной работы тарелок.
Произведем расчет паро-жидкостных нагрузок и гидравлики тарелок. Результаты сведем в таблицу 4.1.2
Максимально-допустимую напряженность слива [Lvmax] находим по графику ОЭР как абсциссу точек пересечения рабочих линий Л6 и линии Л4
[Ф0min] – находим по графику ОЭР как ординату точек пересечения рабочих линий Л6 и линии Л5
[Ф0max] – находим по графику ОЭР как ординату точек пересечения рабочих линий Л6 и линии Л2 или Л3
Фактор пара в рабочем сечении тарелок (максимальный расчетный) находим по формуле
Ф1 = (131)
Ф1 =
Ф1 =
Ф1=
Ф1=
Ф1=
Скорость жидкости в переливе находим по формуле:
Wж = (132)
Wж1 = м/с
Wж5= м/с
Wж15= м/с
Wж20 м/с
Wж25 м/с
Рассчитаем коэффициент снижения нагрузок jmin по формуле:
jmin = (133)
jmin1 =
jmin5 =
jmin15 =
jmin20 =
jmin25 =
Рассчитаем минимальную расчетную напряженность слива:
Lvmin = (134)
Lvmin1 = 0,55 · 72,1 = 39,66 м3/м·ч
Lvmin5 = 0,76 · 66,8 = 50,77 м3/м·ч
Lvmin15 = 0,86 · 47,6 = 40,94 м3/м·ч
Lvmin20 = 0,56 · 20,1 = 11,26 м3/м·ч
Lvmin25 = 0,57 · 19,9 = 11,34 м3/м·ч
Рассчитаем минимальный расчетный фактор пара в свободном сечении тарелок по формуле:
Ф0min = (135)
Фоmin1 = 0,55 · 17,8 = 9,79
Фоmin5 = 0,76 · 14 = 10,64
Фоmin15 = 0,86 · 11,4 = 9,8
Фоmin20 = 0,56 · 14 = 7,84
Фоmin25 = 0,57 · 13,1 = 7,47
Рассчитаем максимальный расчетный фактор пара в свободном сечении тарелок по формуле:
Fso = Фо · (136)
Fso1 = 17,8 ·
Fso5 = 14 ·
Fso15 = 11,6 ·
Fso20 = 14 ·
Fso25 = 13,1 ·
Рассчитаем подпор жидкости под сливным порогом по формуле:
h = 2,84 · [Lv]2/3 (137)
h1 = 2,84 · 72,12/3 = 49,27 мм
h5 = 2,84 · 66,82/3 = 46,82 мм
h15 = 2,84 · 47,62/3 = 37,35 мм
h20 = 2,84 · 20,12/3 = 21 мм
h25 = 2,84 · 19,92/3 = 20,88 мм
Рассчитаем сопротивление сухой тарелки
Так как Fso < 13,4; то по формуле:
Рсух. = 168 · (Fso)0,25м (138)
Рсух1. = 168 · 12,750,25 = 317,5 Па
Рсух5 = 168 · 10,130,25 = 299,7 Па
Рсух15 = 168 · 8,90,25 = 290,2 Па
Рсух20= 168 · 10,290,25 = 300,9 Па
Рсух25= 168 · 9,690,25 = 296,4 Па
Рассчитаем сопротивление газо-жидкостного слоя
Для 1, 5 и 15 тарелок соблюдается условие h ≥ а – 2,48h = 24,13 мм
где а = 123,33 мм при t > 50 мм и Fso ≥ 8,66
то по формуле:
Рж = (4,19 · h - 16) · (139)
Рж1 = (4,19 · 49,27 - 16) · 0,513 = 97,7 Па
Рж5 = (4,19 · 46,82 - 16) · 0,524 = 94,4 Па
Рж15 = (4,19 · 37,35 - 16) · 0,588 = 82,6 Па
Рж20 = (4,19 · 21 - 16) · 0,54 = 38,9 Па
Рж25 = (4,19 · 20,9 - 16) · 0,547 = 39,1 Па
Рассчитаем гидравлическое сопротивление тарелок по формуле:
Р = Рсух. + Рж (140)
Р1 = 317,5 + 97,7 = 415,2 Па
Р5 = 299,7 + 94,4 = 394,1 Па
Р15 = 290,2 + 82,6 = 372,8 Па
Р20 = 300,9 + 38,9 = 339,8 Па
Р25 = 296,4 + 39,1 = 335,5 Па
Рассчитаем гидравлическое сопротивление перелива по формуле:
(141)
где ап = S2
Па
Па
Па
Па
Па
Рассчитаем уровень светлой жидкости в переливе по формуле:
(142)
мм
мм
мм
мм
мм
Рассчитаем фактор вспениваемости в переливе по формуле:
(143)
Рассчитаем допустимую величину уровня светлой жидкости в переливе по формуле:
(144)
мм
мм
мм
мм
мм
Условие выполняется для всех тарелок.
Результаты расчетов заносим в таблицу 4.1.2
Таблица 4.1.2 - Паро-жидкостные нагрузки и гидравлика тарелок
|
Наименование параметра и размерность |
Условное обозначение |
Порядковые номера тарелок |
||||
|
1 |
5 |
15 |
20 |
25 |
||
|
Соотношение нагрузок жидкость/пар; кг. Напряженность слива; м3/м·ч Максимально-допустимая при [Fs1]max Максимальная расчетная Минимальная расчетная Скорость жидкости в переливе; м/с Максимально-допустимая Максимальная расчетная Фактор пара в рабочем сечении тарелок; : Максимально-допустимый Максимальный расчетный Фактор пара в рабочем сечении тарелок; : Максимально-допустимый Максимальный расчетный Минимально-допустимый Минимальный расчетный Максимальный расчетный Подпор жидкости под сливным порогом; мм Сопротивление сухой тарелки; Па Сопротивление газо-жидкостного слоя; Па Гидравлическое сопротивление тарелок, Па Гидравлическое сопротивление перелива; Па Уровень светлой жидкости в переливе, мм Фактор вспениваемости в переливе Допустимая величина ; мм |
L/G
[Lvmax]
Lv Lvmin
[Wж] Wж
[Ф1max] Ф1
[Ф0max] Ф0 [Ф0min] Ф0min Fso h Рсух. Рж
Р
hп
К
[] |
3,07
87
72,1 39,66
0,136 0,067
3,85 1,2
25,8 17,8 9,8 9,79 12,75 49,27 317,5 97,7
415,2
197,7
209,6
1,54
415,6 |
3,64
92
66,8 50,77
0,137 0,062
3,87 0,93
25,8 14 10,7 10,64 10,13 46,82 299,7 94,4
394,1
168,1
196,4
1,51
423,8 |
2,6
87
47,6 40,94
0,148 0,044
3,92 0,77
25,8 11,4 9,8 9,8 8,9 37,35 290,2 82,6
372,8
95,8
158,2
1,64
390,2 |
0,6
60
20,1 11,26
0,141 0,025
3,9 1,78
24,2 14 7,8 7,84 10,29 21,0 300,9 38,9
339,8
48,9
134,4
1,93
331,6 |
0,63
57
19,9 11,34
0,142 0,025
3,719 1,66
23,7 13,1 7,5 7,47 9,69 20,88 296,4 39,1
335,5
48,5
132,5
1,93
331,6 |
Условия для всех тарелок:
[Lvmax] ≥ Lv ≥ Lvmin (145)
[Wж] ≥ Wж (146)
[Ф1max] ≥ Ф1 (147)
[Ф0max] ≥ Ф0 ≥ [Ф0min] (148)
Соблюдаются. Таким образом, замена тарелок с 1 по 15 делают их работу эффективной и позволяют при проектной производительности получить стабильный конденсат, удовлетворяющий условиям ОСТ 51.65-80.
Для тарелок III А с 1й по 7ю возможно усовершенствование без их замены с целью обеспечения их эффективной работы.
Для этого нужно проделать отверстия и уменьшить высоту сливного порога с 40мм. до 20 мм.
Площадь свободного сечения этих тарелок S0 = 0,845 м2.
Количество рядов на поток n1 = 11.
Всего рядов n = 44
Подсчитаем площадь свободного сечения на один ряд.
м2
Для эффективной работы тарелок необходима площадь свободного сечения .
Определим площадь свободного сечения клапанов, которые необходимо добавить:
м2
Находим площадь, приходящуюся на один клапан:
S1=== 0,000552 м2
где n – количество клапанов на тарелке
Находим диаметр отверстия:
d = = = 0,009м
Определим количество рядов, которые необходимо рассверлить:
=20 рядов или по пять рядов на поток (примерно по 76 клапана на поток).
Для тарелок III А с 8й по 15ю данный способ неприемлем, на них уровень жидкости выше чем на нижних тарелках. Так как на эти тарелки подаётся основное питание.
В данном случае потребуется проделать отверстия диаметром равным диаметру клапанов, а тарелки с 10й по 15ю вообще не попадают в область эффективной работы, так как у них велика напряженность слива. По этому предлагается тарелки с 8й по 15ю заменить тарелками типа III А с расстоянием между рядами клапанов 50мм.
5 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
С целью предупреждения не нормированного воздействия на стадии строительно-монтажных работ предусматривается комплекс мероприятий, обеспечивающий предотвращение загрязнения почвенного покрова, который включает:
- обязательное соблюдение границ территории, отведенной под строймонтаж;
- отвод хозяйственно-бытовых стоков при выполнении строительно-монтажных работ в существующие канализационные сети газоперерабатывающего завода;
- обеспечение сбора хозяйственно-бытовых отходов, ветоши в специальные контейнеры с последующим их вывозом в места захоронения;
- организацию мест складирования металлолома, строительных отходов регулярный их вывоз с территории промплощадки отделения;
- благоустройство территории по окончании строительно-монтажных работ
5.1 Мероприятия по снижению воздействия выбросов в атмосферу
С целью снижения воздействия выбросов на атмосферный воздух на период СМР предусматривается соблюдение графика техосмотра техники с контролем и отладкой выбросов загрязняющих веществ в выхлопах автотранспорта в соответствии с требованиями нормативных документов.
При эксплуатации установки для предотвращения возможных аварийных воздействий перерабатываемых технологических потоков проектом предусмотрено использование высокопрочного оборудования, соответствующего для использования в сероводородсодержащей среде с достаточным запасом прочности. Для защиты трубопроводов и оборудования их от превышения давления предусмотрены автоматические регуляторы давления, система блокировок, обеспечивающая отключение питающего источника путем закрытия арматуры и предохранительных клапанов для защиты оборудования от возможного превышения давления среды. Возможные сбросы от предохранительных клапанов предусмотрены в факельную систему ГПЗ.
Для исключения возможных утечек сероводородсодержащего сырья через фланцевые соединения предусмотрев с использование цельносварных трубопроводов. При необходимости применения фланцевых соединений используются только высоко герметичные, такие как «шип-паз», до минимума снижающие фильтрацию технологических потоков.
На всех насосах, перекачивающих взрывоопасные или токсичные продукты, предусмотрено герметичное исполнение с магнитной муфтой для исключения попадания перекачиваемой среды, содержащей сернистые соединения, в воздушный бассейн. Запорно-регулирующая арматура закуплена по импорту в Германии и Франции и соответствует классу герметичности «А».
В качестве топлива для подогревателя колонны стабилизации конденсата предусмотрено использовать малосернистый товарный газ ГПЗ. На потоке очищенного топливного газа используется ЗРА класса герметичности «А».
При предремонтном освобождении установки от технологических сред предусмотрена полная утилизация перерабатываемого конденсата, а также газов дегазации и стабилизации. При этом сброс остаточного конденсата производится на установку У-100 через дренажную систему, с последующей переработкой по существующей схеме на установках ГПЗ. Газы дегазации и стабилизации конденсата с технологического оборудования установки передавливаются на установки У-30, У-331 товарным газом для их дальнейшей переработки. Остаточное давление очищенного от сернистых соединений товарного газа из системы установки поступает для сжигания на факел низкого давления ГПЗ.
5.2 Меры контроля по герметизации и надёжности аппарата
Для предотвращения выбросов вредных веществ, влияющих на экологическую обстановку города Оренбурга, в отделении предусмотрено:
- контроль технологических параметров по аппаратам и трубопроводам;
- строгое соблюдение параметров технологического режима;
- систематическая проверка состояния и исправности предохранительных клапанов и манометров;
- контроль за выполнением монтажных работ;
- проведение гидравлического испытания аппарата;
- комплексное диагностирование технического состояния оборудования.
5.3 Оценка вероятных аварийных ситуаций
Наиболее вероятными аварийными выбросами могут являться сбросы с предохранительных клапанов, установленных на емкостях газов выветривания, колонне стабилизации при аварийной остановке насосов. При этих авариях выбросы газов дегазации или стабилизации будут сжигаться на факелах ГПЗ.
Максимальное воздействие на окружающую среду и рабочий персонал установки возможно при аварийном разрушении оборудования установки, с поступлением в атмосферу сероводорода, содержащегося в значительных количествах в технологических потоках установки.
Рассмотрен случай максимальной гипотетической аварии (МГА), связанной с разрушением разделителя 931В02, когда в окружающую среду может быть выброшено 83,3 т углеводородного конденсата и 0,65 т газов дегазации. Анализ выполненных в соответствии с РД 52.04.253 расчетов показывает, что максимальная глубина зоны возможного заражения составит 1,45 км, площадь зоны заражения составит до 3,3 км2. Время достижения передним фронтом максимальной зоны заражения составит 0,29 часа.
Для предотвращения аварийных ситуаций при эксплуатации установки проектом предусматривается ряд технических и организационных мероприятий: установка отсекающей арматуры по сырью, обеспечение надежной работы трубопровода за счет пароспутников и предохранительных клапанов: автоматический контроль взрывоопасных сред в помещениях и на всей промплощадке и т.д.
5.4 Качественная и количественная оценка отходов и места их
размещения
Таблица 5.4 - Характеристика отходов и способов их удаления (складирования) на промышленном объекте
|
Наименование отходов |
Место образования отходов (производство, цех, установка, технологический процесс) |
Класс опасности отходов |
Физико-химическая характеристика отходов (состав, содержание элементов, состояние, вес и т.п.) |
Периодичность образования отходов |
Количество отходов (всего) |
Использование отходов |
Способ удаления, складирования отходов |
|||
|
т/сут. |
т/год |
Передано другим предприятиям т/год |
Заскладировано в накопителях, на полигонах, т/год |
|||||||
|
Отходы, образующиеся на стадии строительно-монтажных работ |
||||||||||
|
Огарки сварочных электродов |
ЮУПК, У-930, проведение сварочных работ |
IV |
Железо, электродная обмазка, марганец, фториды, никель, хром и.т.д.. |
В процессе огневых работ |
|
0,5 |
0,5 |
|
Передача спец предприятиям для утилизации |
|
|
Строительные отходы |
Строительная площадка |
V |
Бетонный бой и крошка, битый кирпич, стекло, песок, щебень |
В процессе строительных работ |
|
25 |
25 |
|
Вывоз автотранспортом на городской полигон ТБО |
|
|
Лом черных металлов |
ЮУПК, У-930, в процессе СМР |
V |
С-0,17%, Р-0,01%, Ni-0,27%, Mn-0,48%, S-0,022%, Си - 0,1 %, Si- 0,31 %, Сг- 0,1%, Fe- 90% |
В процессе строительно-монтажных работ |
|
9 |
9 |
|
Вывоз автотранспортом (ЗИЛ-130) во «Вторчермет» |
|
|
Твердые бытовые отходы |
ЮУПК, У-930, уборка помещений |
V |
Бумага, картон -2%; текстиль-8%, пищевые отходы-17%, кожа, резина-10%, дерево-7%, полимерные материалы-15%, кости-2%,стекло-9%, металл-10%, строительный мусор-10%. |
Ежедневно |
|
10 |
10 |
|
Вывоз автотранспортом МП "Спецавтохозяйство № 1" на городской полигон ТБО |
|
|
Отходы, образующиеся при эксплуатации У-930 |
||||||||||
|
Отработанные ртутьсодержащие лампы |
ЮУПК, У-930, освещение промпло щадок и произв. помещений |
I |
Стекло (Na2O*CaO*2SiO2)-95%; ртуть -0,02%; другие материалы-2,98%; люминофоры (Аl2О3)- 2,0% |
По мере выработки ресурса |
|
0,007 |
0,007 |
|
Вывоз в штатной упаковке на демеркуризацию |
|
|
Отработанные масла и смазки |
ЮУПК, У-930, обслуживание насосно-компрессорного оборудования |
III |
Углеводороды - более 90%, мех. примеси, в том числе продукты коррозии |
1 раз в 6 мес. |
|
0,32 |
0,32 |
|
Передаются сторонним организациям на утилизацию |
|
|
Углеводороды со сточными водами и нефтешламы от зачистки |
ЮУПК, У-930, основной технолог. процесс |
III |
Нафтены -до 90%; асфальтены и смолы -до 5%; хлориды -до 0,3%; сульфиды -0,1 %; оксид кремния - 0,1 %; мех. примеси- 0,5%; вода - 4,0% |
Ежесуточно и при ППР |
0,005 |
2 |
2 |
|
Закачка в пласт на У-120 ГПЗ |
|
|
Отработанные средства инд. защиты органов дыхания (СИЗОД) |
ЮУПК, У-930, в процессе ППР |
V |
Активированный уголь, резина, металл, стекло |
1 раз в квартал |
|
0,04 |
0,04 |
|
Вывоз в ООО "Аварийно-спасательна, служба" |
|
|
Спец. одежда |
ЮУПК, У-930, в процессе ППР |
V |
Текстиль, резина, кожа, синтетические материалы |
По мере списания |
- |
0,2 |
0,2 |
- |
Передается работникам на собственные нужды |
|
|
Лом черных металлов |
ЮУПК, У-930, в процессе ППР |
V |
С-0,17%, Р-0,01%, Ni-0,27%, Mn-0,48%, S-0,022%, Си - 0,1%, Si- 0,31%, Cr- 0,1%, Fe- 90% |
В процессе ППР (замена изношенных деталей аппаратов и трубопроводов) |
|
1,5 |
1,5 |
|
Вывоз автотранспортом (ЗИЛ-130) «Вторчермет» |
|
|
Ветошь промасленная |
ЮУПК, У-930, в процессе обслуживания оборудования и ППР |
IV |
Текстиль - 75%; нефтепродукты - 15% |
Ежесуточно (в процессе обслуживания оборудования) |
0,0001-0,0007 |
0,26 |
0,26 |
|
Вывоз автотранспортом на городской полигон ТБО |
|
|
Тара |
ЮУПК, У-930, в процессе разгрузки, распаковки вспом. материалов |
V |
Дерево |
После разгрузки и распаковки материалов и оборудования |
|
0,3 |
0,3 |
|
Вывоз автотранспортом МП "Спецавтохозяйства № 1" на городской полигон ТБО |
|
|
Смет с территории |
ЮУПК, У-930, Уборка территории |
V |
Стекло, бумага, листья, ветки, полиэтилен и прочее |
Во время уборки территории, 1 раз в месяц |
|
18 |
18 |
|
||
|
Твердые бытовые отходы |
ЮУПК, У-930, Уборка помещений |
V |
Бумага, картон -2%; текстиль-8%, пищевые отходы-17%, кожа, резина-10%, дерево-7%, полимерные материалы-15%, кости-2%,стекло-9%, металл-10%, строительный мусор- 10%. |
Ежедневно |
|
3,2 |
3,2 |
|
||
|
Огарки сварочных электродов |
ЮУПК, У-930, Проведение сварочных (огневых) работ |
V |
Железо, электродная обмазка, марганец, фториды, никель, хром и т. д. |
В процессе огневых работ |
|
0,1 |
0,1 |
|
Передача спец. предприятиям для утилизации |
|
|
Отходы теплоизоляции |
ЮУПК, У-930, проведение ППР |
V |
Стекловата, изоляционная лента |
В процессе ППР |
|
0,7 |
0,7 |
|
||
Таблица 5.4.1 - Перечень выбросов вредных веществ в атмосферный воздух
|
№ п/п |
Наименование вещества |
Класс опасно сти |
Единица изме рения |
Выбросы загрязняющих веществ |
|
|
Установлены ПДВ |
Фактический выброс вредного вещества |
||||
|
1 |
Азота диоксид |
3 |
тонны |
62,5987 |
15,4 |
|
2 |
Азота оксид |
3 |
тонны |
10,1614 |
2,7 |
|
3 |
Сажа |
3 |
тонны |
0,01550 |
0,0031 |
|
4 |
Сернистый ангидрид |
3 |
тонны |
2,91270 |
0,5 |
|
5 |
Сероводород |
2 |
тонны |
0,01149 |
0,0027 |
|
6 |
Углерода оксид |
4 |
тонны |
29,5677 |
7,31 |
|
7 |
Углеводороды С1-С5 |
0 |
тонны |
22,4301 |
5,62 |
|
8 |
Углеводороды С6-С10 |
0 |
тонны |
83,5304 |
20,8 |
|
9 |
Углеводороды С12-С19 |
0 |
тонны |
0,02240 |
0,006 |
|
10 |
Смеси природных меркаптанов |
3 |
тонны |
0,01591 |
0,0033 |
|
11 |
Толуол |
3 |
тонны |
0,02565 |
0,0051 |
|
12 |
Бензол |
2 |
тонны |
0,00180 |
0,0005 |
|
13 |
Ксилол |
3 |
тонны |
0,00102 |
0,00023 |
|
14 |
Железа оксид |
3 |
тонны |
0,00318 |
0,0008 |
|
15 |
Пыль абразивная |
0 |
тонны |
0,00208 |
0,00042 |
|
Итого: |
тонны |
211,30003 |
|
||
5.5 Определение платы за выбросы вредных веществ в атмосферный воздух и размещение отходов
Таблица 5.5 - Определение платы выбросы вредных веществ в атмосферу
|
Наименование загрязняющего вещества |
Базовый норматив платы за выбросы 1 т загрязняющего вещества в пределах допустимых нормативов выбросов (руб.); |
Коэффициент экологического фактора, |
Коэффициент инфляции, Ки |
Фактический выброс загрязняющего вещества, т/год, |
Расчетный размер платежей, руб., ПН_АТМ |
|
Азота диоксид |
52 |
2 |
1,48 |
15,4 |
2370,368 |
|
Азота оксид |
35 |
2 |
1,48 |
2,7 |
279,72 |
|
Сажа |
80 |
2 |
1,21 |
0,0031 |
0,6 |
|
Сернистый ангидрид |
21 |
2 |
1,21 |
0,5 |
25,41 |
|
Сероводород |
257 |
2 |
1,48 |
0,0027 |
2,054 |
|
Углерода оксид |
0,6 |
2 |
1,48 |
7,31 |
12,98 |
|
Углеводороды С1-С5 |
5 |
2 |
1,21 |
5,62 |
68,002 |
|
Углеводороды С6-С10 |
5 |
2 |
1,21 |
20,8 |
251,68 |
|
Углеводороды С12-С19 |
5 |
2 |
1,21 |
0,006 |
0,0726 |
|
Смеси природных меркантапов |
20498 |
2 |
1,48 |
0,0033 |
200,2246 |
|
Толуол |
3,7 |
2 |
1,48 |
0,0051 |
0,0558 |
|
Бензол |
21 |
2 |
1,48 |
0,0005 |
0,03108 |
|
Ксилол |
11,2 |
2 |
1,48 |
0,00023 |
0,1 |
|
Железа оксид |
52 |
2 |
1,48 |
0,0008 |
0,1231 |
|
Пыль абразивная |
41 |
2 |
1,48 |
0,00042 |
0,05 |
|
Итого: |
3211,5 |
||||
Таблица 5.5.1 - Расчёт суммы платы за размещение отходов производства и потребления
|
Наименование отходов |
Базовый норматив платы за 1 т i-гo размещение отходов в пределах установленного лимита (руб.); |
Фактическое размещение отхода (т); |
Коэффициент инфляции, Ки |
Коэффициент экологического фактора, |
Расчетный годовой размер платежей, руб. |
|
|
Отходы, образующиеся на стадии строительно-монтажных работ |
||||||
|
Строительные отходы |
15 |
25 |
1,48 |
1,7 |
943,5 |
|
|
Лом черных металлов |
15 |
9 |
1,48 |
1,7 |
339,66 |
|
|
Твердые бытовые отходы |
15 |
10 |
1,48 |
1,7 |
377,4 |
|
|
Огарки сварочных электродов |
0,4 |
0,5 |
1,48 |
1,7 |
0,5032 |
|
|
Отходы, образующиеся при эксплуатации отделения У-930 |
||||||
|
Отработанные масла и смазки |
497 |
0,32 |
1,48 |
1,7 |
400,14 |
|
|
Лом черных металлов |
15 |
1,5 |
1,48 |
1,7 |
56,61 |
|
|
Углеводороды со сточными водами и нефтешламы от зачистки |
497 |
0,005 |
1,48 |
1,7 |
6,25 |
|
|
Отработанные ртутьсодержащие лампы |
1 739,20 |
0,007 |
1,48 |
1,7 |
30,63 |
|
|
Спец. одежда |
15 |
0,2 |
1,48 |
1,7 |
7,548 |
|
|
Отработанные средства инд. защиты органов дыхания (СИЗОД) |
248,4 |
0,04 |
1,48 |
1,7 |
24,99 |
|
|
Ветошь промасленная |
248,4 |
0,26 |
1,48 |
1,7 |
162,49 |
|
|
Тара |
248,4 |
0,3 |
1,48 |
1,7 |
187,49 |
|
|
Смет с территории |
248,4 |
9 |
1,48 |
1,7 |
5624,76 |
|
|
Твердые бытовые отходы |
15 |
3,2 |
1,48 |
1,7 |
120,76 |
|
|
Огарки сварочных электродов |
0,4 |
0,1 |
1,48 |
1,7 |
0,1 |
|
|
Отходы теплоизоляции |
15 |
0,7 |
1,48 |
1,7 |
264,18 |
|
|
Итого: |
8547 |
|||||
5.6 Предложения по вторичному использованию отходов
Промывные воды (с присутствием ДЭА, МДЭА, кислой воды) после промывки ёмкостей, трубопроводов поступают в железобетонные сборники, откуда вывозятся вакуум-машинами на узел подготовки химически–загрязнённых стоков на очистных сооружениях завода (У-120) для утилизации. Отходами также являются рекуперированные углеводороды и этиленгликоль, которые поступают в подземные ёмкости-сборники, откуда периодически откачиваются по линии не кондиции на У-100.
На очистных сооружениях они пропускаются через гидроциклоны, где происходит отделение и отмывка механических примесей от органических соединений. В отстойной ёмкости происходит расслоение стоков на водную и углеводородную фазу. Водная фаза откачивается на У-120 для закачки в пласт, углеводородная фаза – на У-730 для дальнейшей переработки.
Стоки, прошедшие биологическую очистку на очистных сооружениях, используются для полива сельскохозяйственных культур на полях орошения. Такая схема очистных сооружений предотвращает загрязнение бассейна реки Урал органическими соединениями.
6 ОХРАНА ТРУДА
6.1 Опасные и вредные производственные
факторы на установке стабилизации газового конденсата
Опасные и вредные производственные факторы подразделяются на следующие группы:
- Физические;
- Химические;
- Биологические;
- Психофизиологические;
На установке стабилизации конденсата присутствуют все факторы.
6.1.1 Физические факторы
Двигающиеся машины и механизмы, незащищённые подвижные элементы производственного оборудования:
- внутризаводской транспорт, грузоподъемные краны, вращающиеся части компрессорного оборудования, вентиляторов, аппаратов воздушного охлаждения.
Безопасные условия труда обеспечиваются правильной организации работ и движение транспорта, машин, механизмов, ограждение их вращающихся частей. Повышенная загазованность и запылённость воздуха рабочей зоны. Даже при нормальной работе технологической установки в воздушной среде могут выделятся вредные вещества: при проведении газоопасных работ, из-за не плотностей во фланцевых соединениях. В аварийных ситуациях: при взрыве трубопровода, разрушении оборудования, взрывах, пожарах - выделение вредных веществ в рабочую зону увеличивается в сотни, тысячи раз.
Для защиты от повышенного содержания в рабочей зоне применяются средства индивидуальной и коллективной защиты.
Повышенная или пониженная температура поверхностей оборудования, материалов. Для защиты персонала от пониженной или повышенной температуры применяется теплоизоляция поверхностей трубопроводов и оборудования, ограждения горячих участков.
6.1.1.1 Повышенная или пониженная температура воздуха рабочей зоны
Персонал установки подвергается влиянию пониженной температуры зимой до минус 40°С и повышенной до плюс 35°С летом. Для защиты от пониженных температур используются системы отопления, пункты обогрева, спецодежда. Для защиты от повышенных температур используются системы приточно-вытяжной вентиляции и кондиционирования воздуха рабочей зоны.
6.1.1.2 Повышенный уровень шума на рабочем месте
На постоянном рабочем месте и в рабочих зонах, в производственных помещениях, на территории предприятия установлены допустимый уровень шума и эквивалентный уровень звука 85дБ. В связи с применением насосно-компрессорного оборудования большой единичной мощности, эквивалентный уровень звука достигает 95-100 дБ. Для защиты от повышенного уровня шума применяются:
- коллективные средства защиты: противошумные кабины, отсеки шумопоглощающие перегородки, изоляция;
- индивидуальные средства защиты: наушники ВЦНИИОТ, вкладыши «Беруши».
6.1.1.3 Повышенный уровень статического электричества
При движении газа и конденсата по металлическим трубам, внутри технологического оборудования возникает статическое электричество с высоким потенциалом (10000-15000 В). Разряд статического электричества может привести к взрывам, пожарам, крупным авариям.
Основным методом снятия статического электричества является: надежное заземление, исключение свободной струи при наливе и сливе продуктов.
6.1.2 Химические факторы
- обще токсические;
- действующие через дыхательные пути и через кожный покров.
В рабочую зону установки могут выделится следующие вредные вещества: жидкие углеводороды (C5 и выше), метан, этан, пропан, меркаптаны, сероводород, диоксид серы и окись углерода. Их характеристики приведены ниже:
- углеводороды - вещества 4 класса опасности. Воздействуют на организм человека через дыхательные пути через кожу. ПДК углеводородов - 300 мг/м3, в смеси с сероводородом - 3 мг/м3.
Газообразные (C1-С3) - воздействуя через дыхательные пути, вызывают возбуждение, головную боль; при концентрациях выше 1,5% об. - смерть от удушия.
Жидкие (С5 и выше) - вызывают покраснение, аллергическую реакцию кожи. При приёме внутрь - отравление организма.
- сероводород (H2S) - вещество 2 класса опасности. На организм человека воздействует через дыхательные пути. Нервно-паралитический газ с запахом тухлых яиц. ПДК в рабочей зоне - 10мг/м3. Порог восприятия обаянием человека 0,0001% об. Действие зависит от концентрации в воздушной среде. При концентрации 100-300 мг/м3 - головная боль, тошнота, рвота; 500-900 мг/м3 - потеря сознания, клиническая смерть; 1000 мг/м и выше - мгновенная смерть от остановки дыхания.
Основное свойство H2S - накопление в низких невентилируемых пространствах с вытеснением кислорода воздуха. Эффект отравления в таких местах сочетается с кислородным голоданием (асфикцией).
Для защиты от химически опасных и вредных производственных факторов применяются следующие средства защиты:
- костюм из специальной ткани с обработкой химически стойкими растворами, покрытые различными полимерными материалами, резиной;
- обувь специальная, стойкая против действия кислот, щелочей, газоконденсата;
- противогазы индивидуальные фильтрующие, противопылевые респираторы.
6.1.2.1 Первая помощь при отравлениях сероводородом и парами
углеводородов
При отравлении указанными газами необходимо немедленно вызвать скорую помощь и работников газоспасательной службы, до их прибытия членам ДГСД в изолирующих противогазах быстро вывести или вынести пострадавшего из загазованной зоны, удобно уложить его, устранив помехи препятствующие дыханию (расстегнуть воротник, снять пояс и т.д.), принять меры против охлаждения тела. Пострадавшему, находящемуся в сознании, необходимо дать понюхать нашатырный спирт, напоить крепким чаем, кофе или тёплым молоком с содой, принять меры от засыпания. При прекращении дыхания необходимо делать искусственное дыхание, предварительно очистить рот от рвотных масс. При болях в глазах - поместить в тёмное помещение, делать примочки с 5% борной кислотой. Во всех случаях целесообразно давать вдыхать кислород из кислородной подушки.
6.1.3 Биологически опасные и вредные производственные факторы
Биологически опасные и вредные производственные факторы имеются в системах хозфекальной канализации в виде микроорганизмов и продуктов их жизнедеятельности. Для защиты от биологически опасных и вредных производственных факторов применяются средства индивидуальной защиты: костюмы, рукавицы, сапоги резиновые, респираторы, противогазы. Большое значение имеет соблюдение правил личной гигиены.
6.1.4 Психофизиологические факторы
Нервно-психические нагрузки, которые возникают при принятии ответственных решений в аварийных ситуациях, при дефиците времени, при монотонном труде, умственном перенапряжении. Учитывая эти факторы, рабочая смена на предприятии не должна превышать промежутки более 8-и часов. Рабочие одной смены, по прошествии этого промежутка, должны покинуть территорию завода в связи с повышенной загазованностью местности. Текущий график должен предусматривать не менее 4-х дней отдыха после производственного цикла для операторов установок очистки газа. Выполнение указанных мер безопасности способствует восстановлению психофизических функций человека.
6.1.5 Коллективные и индивидуальные средства защиты рабочих
на установке стабилизации конденсата
На установке предусматривается обеспечение работающего персонала установки средствами индивидуальной защиты. Все средствами индивидуальной защиты разделяются на виды в зависимости от того органа, которого они предохраняют: средства защиты органов дыхания, зрения, слуха и кожного покрова. Защита кожного покрова персонала осуществляется при помощи спец. одежды, спец. обуви, защитных касок, рукавиц. Спец. обувью являются кирзовые ботинки с медными гвоздями. Спецодеждой является костюм хлопчатобумажный, куртка ватная.
Защита органов зрения осуществляется при помощи различных предохранительных очков, масок, экранов. На окна может наклеиваться тонированная плёнка.
Защита органов дыхания обеспечивается применением различного рода респираторов и противогазов. Респираторы служат для защиты лёгких человека от воздействия взвешенной в воздухе пыли, противогазы - для защиты от газов и вредных паров. В зависимости от концентрации кислорода в воздухе применяют следующие противогазы:
- фильтрующие применяются при содержании кислорода в воздухе не менее 18% объёмных и не более 0,5% объёмных вредных веществ. Обслуживающий персонал установки обеспечивается противогазами с марками коробок БКФ, возможно применение коробок марки КД, В.
- шланговые применяются при содержании кислорода в воздухе не менее 18% объёмных и при наличии в воздухе больших концентраций вредно действующих газов (свыше 0,5% объемных). Применение шланговых противогазов обязательно при проведении работ внутри аппаратов, резервуаров и другой аналогичной закрытой аппаратуре, в канализационных и водопроводных колодцах. При длине шланга до 10м. следует пользоваться противогазом ПШ-1, при длине шланга не более 20м. следует пользоваться противогазом с механической подкачкой воздуха ПШ-2. Работа в шланговом противогазе должна выполнятся применением соответствующего предохранительного пояса и спасательной верёвки. Работающий в шланговом противогазе должен периодически через 20 мин. (в зависимости от условий работы) отдыхать на свежем воздухе в течении 15 мин.
Кислородные и воздушные изолирующие противогазы (MSA BD-96, АП-97-7К, АП-98-7К) применяются в аварийных случаях.
Персонал установки должен знать места хранения рабочих и аварийных противогазов и уметь ими пользоваться. Противогазы должны проходить квартартальную проверку на герметичность.
6.2 Характеристика технологического процесса с точки зрения
пожароопасности и вредности производства
Процесс стабилизации газового конденсата происходит герметичных аппаратах и трубопроводах. Прочность аппаратов и трубопроводов в рабочих условиях обеспечена механическими расчётами при их проектировании, а в период эксплуатации техническим освидетельствованием, включающим внутренний осмотр, гидроиспытания, методы дефектоскопии. Выполняя рекомендации по конструкциям технологического оборудования (возможность проникновения внутрь аппарата, его осмотр, ремонт через люка сварных соединений, размещение их в не опор, применение эллиптических и сферических днищ аппаратов, ограниченное применение чугуна, фундаментные сооружения имеют достаточную устойчивость (крепление к фундаменту)). Всё это обеспечивает безопасность оборудования. Соблюдение норм технологического контроля и безопасные условия эксплуатации установки обеспечиваются системой автоматизации и контроля, которая позволяет основные технологические операции контролировать из операторной.
С целью исключения контакта людей с высокотемпературными стенками аппаратов и трубопроводов, а также для уменьшения тепло потерь, предотвращения охлаждения оборудования в зимнее время трубопроводы и аппараты покрыты теплоизоляцией.
Для защиты от статического электричества трубопроводы и аппараты заземляются. Заземление также снижает скорость электрохимической коррозии. Сопротивление заземления не более 4 Ом.
Для защиты от вибрации и уменьшения шума используются прокладки из вибропоглощающих материалов, массивные фундаменты под трубопроводы, аппараты, технологические машины.
Для технологического оборудования используются лестницы, безопасные площадки. Ширина лестницы 0,7-1,0 м. Угол наклона лестницы к горизонтали не меньше 60°. Предусмотрены перила, высотой 1,0-1,2 м.
Применяются защитные и предохранительные устройства для сосудов, работающих под давлением.
Механизацию ремонтных работ обеспечивают мостовые краны, управляемые с пола, ручные кран балки. При проведении ремонтных работ используется искробезопасный инструмент.
6.3 Безопасность технологии производственного оборудования
на установке стабилизации конденсата
Установка стабилизации конденсата по применяемому сырью и товарным продуктам относится к категории пожаро-взрывоопасных производств. В соответствии с нормами СНИП-М2.72. установка по пожарной опасности относится к категории А и Д, по классу взрывоопасности и пожароопасности В-1а и В-1 г.
Каждый аппарат установки должен быть снабжен:
- предохранительным клапаном, срабатывающем при давлении на 15% превышающем Рраб.
- автоматическим регулятором уровня;
- площадкой, лестницами для безопасного выполнения монтажных работ на верхотуре;
- указателем уровня жидкости для ёмкостей и сосудов.
Для предохранения оборудования, наружные поверхности аппаратов имеют покрытия. Перед пуском в работу сосуды подлежат освидетельствованию в органах Ростехнадзора. Для контроля аппарата производится опрессовка давлением в полтора раза превышающим рабочее (через 8 лет) и внутренний осмотр (через 4 года). Технические манометры на аппаратах должны быть опломбированы и иметь красную полосу, указывающую на предельно допустимое давление в аппарате. Защита работающего персонала от шума и вибрации обеспечивается комплексом мер (балансировкой ротора, амортизаторы, глушители, звукозащита). Защита работников от электротравм обеспечивается надежной электрозащитой токоведущих частей, заземлением, предохранительными устройствами.
6.4 Размещение, обслуживание производственного оборудования,
распределение функций между человеком и оборудованием
Технологическое оборудование установки стабилизации конденсата размещается на открытой площадке с соблюдением санитарно-защитной зоны не менее 1000 м. до ближайшего населенного пункта. Промышленная площадка должна быть ровной, прочной, устойчивой, не затапливаемой, с низким уровнем грунтовых вод, учитывая розу ветров.
Оборудованы подъездные дороги с твёрдым покрытием (асфальт, бетон) проложены сети промышленно-ливнёвой канализации, инженерно-технический трубопровод, линии электронапряжения.
Для осмотра и обслуживания оборудования монтируются в соответствии с СниП площадки обслуживания, стационарные лестницы, эстакады.
Для работы в ночное время устанавливается наружное освещение с питанием от сети напряжением 220 В, во взрывозащищенном исполнении.
Обслуживание установки производится оператором. Контроль за технологическими процессами проводится как от щита в операторной, так и местными приборами. Система пожаро-взрывобезопасности на установке стабилизации конденсата.
Наиболее вероятные причины образования взрывоопасных концентраций паров и газов, взрывов и пожаров является:
- Загазованность рабочих помещений и территорий установки при утечки взрывоопасных паров и газов через не плотности фланцевых соединений.
- Нарушение технологического режима работы оборудования и мер безопасности, предусмотренных регламентом и инструкции по эксплуатации.
- Применение для производства ремонтных работ неисправного инструмента.
- Неисправность технологического оборудования, средств контроля и автоматики, предохранительных клапанов, электрооборудования, а также средств защиты от статического электричества.
- Не полное удаление воздуха из аппарата и трубопровода перед включением в работу.
- Разрушение аппаратов и трубопроводов.
Для тушения пожара применяются передвижные установки пожаротушения. Для охлаждения аппаратов колонного типа при пожаре предусмотрено на каждую колонну по 2 стационарных кольца орошения. Для тушения пожара на аппаратном дворе установлены 2 лафетных ствола, с местным управлением. Также, по периметру установки предусмотрены 4 пожарных гидранта, для подключения пожарных машин или пожарных рукавов (стволов), которые запитываются от пожарных трубопроводов.
Для тушения пожара в насосной предусмотрена:
- автоматическая система пенного пожаротушения;
- три пожарных крана, для подключения пожарных рукавов;
Из числа первичных средств пожаротушения предусмотрено:
- на аппаратном дворе:
огнетушитель ОП-10 - 8 шт.
огнетушитель ОП-50 - 4 шт.
ящик с песком.
- в помещении насосной:
огнетушитель ОП-10 -10шт.
пожарный щит.
Вызов пожарной части по телефонной сети из операторной. Для обеспечения пожарной безопасности предусмотрена установка пожарных из вещателей в помещении насосной. Помещение насосной относится к классу помещений В-1а, а аппаратный двор к классу В-1г.
Для определения взрывоопасных концентраций газо-воздушной смеси в насосной предусмотрена установка газоанализаторов.
6.5 Обеспечение безопасности при реконструкции аппарата
Реконструкция колонны выполнена в соответствии с действующими «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», а также требований по конструированию безопасных аппаратов для химических и нефтехимических производств.
В целях обеспечения безопасности производственного оборудования были проверены и подтверждены соответствующими расчётами:
- материальное исполнение аппарата с учётом рабочих условий, коррозионного воздействия среды с учётом срока эксплуатации колонны до реконструкции;
- прочность корпуса аппарата, действующие напряжения от внутреннего избыточного давления;
- укрепление вновь выполняемых отверстий, необходимых для проведения технологического процесса в заданных режимах;
- условия прочности конструкции аппарата на действие ветровой нагрузки;
- условия герметичности аппарата с проверкой прочности сварных соединений, фланцевых соединений с использованием соответствующих прокладочных материалов.
Кроме того, были определены технические условия на термообработку сварных соединений переврезаемых патрубков и требования к гидравлическому испытанию аппарата, назначены условия контроля за прочностью и плотностью соединений не разрушающими методами.
Результаты проведения гидравлического испытания оформлены актом и занесены в паспорт аппарата. Результаты тех диагностики аппарата, подвергшегося реконструкции, оформлены отчётом с составлением формуляра тех освидетельствования, которые прилагаются к паспорту аппарата.
6.6 Обеспечение безопасности при вводе в эксплуатацию
реконструируемого аппарата
Подготовка аппарата к пуску производится по распоряжению начальника цеха, а пуск в эксплуатацию осуществляется в соответствии с инструкцией по пуску установки согласно технологическому регламенту на ведение процесса.
Перед пуском аппарата необходимо проверить:
- наличие разрешения органов Ростехнадзора РФ на ввод аппарата в эксплуатацию;
- качество болтовых и фланцевых соединений и крепление фундаментных болтов;
- внешним осмотром состояние аппарата, запорной аппаратуры, правильность и надёжность присоединения технологических трубопроводов и готовность к работе средств КИПиА;
- отсутствие временных заглушек на рабочих участках трубопроводов;
- надежность работы регулирующей, запорной и предохранительной арматуры, связанной с аппаратом по технологической схеме.
Перед пуском аппарата в эксплуатацию необходимо произвести удаление воздуха из внутренней полости продувкой инертным газом (< 2% об. кислорода в вытесненном газе).
Повышение давления до рабочего осуществляется плавно без гидроударов. При заполнении аппарата, подача конденсата должна производится постепенно во избежание возникновения статического электричества.
В подразделении, эксплуатирующим аппарат, должна быть составлена и утверждена главным инженером инструкция по технике безопасности при проведении пуска, эксплуатации и ремонта объекта, учитывающая конкретные условия. Инструкция доводится до сведения обслуживающего персонала.
6.7 Требования безопасности по обслуживанию
аппарата и вспомогательного оборудования
Обслуживание аппарата проводится в соответствии с графиком ППР, ежегодно составляемым для всех объектов завода на основании существующих норм обслуживания и периодичности их проведения. Обслуживание может быть поручено лицам, достигшим 18-летнего возраста, прошедшим обучение, аттестацию и инструктаж по безопасному обслуживанию сосудов и аппаратов в соответствии с действующими правилами и должностными инструкциями.
Подготовку аппарата к ремонту следует проводить с соблюдением требований техники безопасности на проведение ремонтных работ.
Леса и подмостки, устраиваемые для производства ремонтных работ на высоте, должны исключать падение людей.
Аппарат, подлежащий вскрытию, для внутреннего осмотра, ремонта и очистки должен быть остановлен, освобожден от продукта, отключен и отглушен от действующих коммуникаций. В необходимых местах устанавливаются заглушки, а сам аппарат должен быть пропарен и проветрен инертным газом. Перед вскрытием следует убедиться, что давление в аппарате атмосферное. А температура снижена до Т=20-25 °С и вредная или взрывопожароопасная среда отсутствует. Особое внимание следует обращать на застойные зоны «глухих» элементов контактных устройств.
Ремонтные работы должны производится ручным инструментом искробезопасного исполнения.
6.8 Выбор предохранительного клапана для колонны 932С-01
Расчет давления настройки предохранительного клапана.
Расчет давления настройки предохранительного клапана производится с учетом противодавления факельной системы:
Рн = 1,15Рраб + Рф =1,15 × 1,1 + 0,05 = 1,31 МПа.
Где, Рраб = 1,1 МПа - рабочее давление в колонне
Рф = 0,5 МПа - противодавление факельной системы.
Выбор предохранительного клапана по Ду.
В колону поступает кг/час сырья.
Из формулы пропускной способности клапана для газа:
(151)
Где, В3 - коэффициент, учитывающий физико-химические свойства газов при рабочих параметрах;
а - коэффициент расхода, соответствующей площади Р для газообразных соединений; α = 0,8
F- площадь сечения клапана, равная наименьшей площади сечения в проточной части, мм;
Р1 - максимальное избыточное давление перед клапаном, кгс/см2;
g1 - плотность реального газа перед клапаном при P1 и T1, кг/м3;
находим F= (152)
Для определения В3 при параметрах P1=13,1 кгс/см2 и t=70°C, P2=0,5 кгс/см2 рассчитываем К - показатель адиабаты (для состава газа):
C1 -13,5% 0,135×1,22=0,1647
С2 - 18,023% 0,18×1,3=0,2342
С3 -21,392% 0,214×1,14=0,2438
С4+ -23,688% 0,2369×1,1=0,2606
N - 0,007% 0,00007×1,4=0,000098
СO2 -5,48% 0,0548×1,31=0,07178
H2S -17,91% 0,1791×1,3=0,2328
Сумма =1,2081
Принимаем К=1,21
Для соотношения значение В3=0,7325 при К=1,21
Определяем плотность реального газа перед клапаном, g1:
(153)
Где В4=0,99 - коэффициент сжимаемости реального газа;
R - газовая постоянная;
C1 - 13,5% 0,135×28,2=3,807
С2 -18,023% 0,18×52,6=9,48
С3 -21,392% 0,214×19,25=4,118
С4+ -23,688% 0,2369×14,6=3,458
N - 0,007% 0,00007×30,25=0,0021
СО2 -5,48% 0,0548×19,25=1,055
H2S -17,91% 0,1791×24,9=4,4595
Сумма =26,38
Принимаем R=26,38 кг × м/кг × °К.
T1= t1+273 =70+273=343°K
Тогда
А диаметр в проточной части клапана dc:
(154)
Выбираем предохранительный клапан 17с7нж Ду150, Ру16 (с dc=75 мм), что соответствует ранее установленному клапану.
По таблице номенклатуры пружин для СППК, разработанной Благовещенским арматурным заводом подбираем пружину №75 с Дн=146 мм, Dпр=20мм, Нсв=320, tсп=37 мм.
7 Экономическая часть
Определение экономической эффективности капиталовложений на модернизацию колонны стабилизации конденсата 932С-01А.
Сравнительную экономическую эффективность капиталовложений целесообразно рассчитывать в следующей последовательности:
- определение размера капиталовложений на модернизацию колонны
-определение дополнительных затрат на переработку 83 тыс. тонн конденсата в год
-определение дополнительной товарной продукции, полученной в результате переработки 83 тыс. тонн конденсата в год
- определение прибыли от переработки 83 тыс. тонн конденсата в год
- определение рентабельности модернизации
- определение срока окупаемости капиталовложений
7.1 Определение размера капиталовложений
К = (155)
где: К1 = 828000 · 8 = 6624 тыс. рублей - стоимость изготовления новых тарелок III А
К2 = 1118 тыс. рублей - стоимость демонтажа и монтажа 15 тарелок и работ по усовершенствованию 7 тарелок III А
К3 = 136 тыс. рублей - пусконаладочные работы
К = К1 +К2 +К3 = 7878 тыс. рублей.
7.2 Определение дополнительных затрат на переработку
(156)
З1 = Vпс · Цнк (157)
где: Vпс = 83000 т/г - прирост потребления сырья за счет модернизации;
Цнк = 1750 руб. - цена 1 тонны нестабильного конденсата;
З1 = 83000 · 1750 = 145250 тыс. руб.
а) Затраты на переработку нестабильного конденсата:
З2 = Vпс · Снк (158)
где Снк = 250 руб. - себестоимость переработки 1 тонны нестабильного конденсата;
З2 = 83000 · 250 = 20750 тыс. руб.
б) Затраты на переработку газов выветривания и стабилизации
З3 = Vг · Сг (159)
где Vг = 6666667 м3 - прирост производства газа стабилизации и газа выветривания;
Сг - цена переработки 1000 м3 смеси газов стабилизации и выветривания.
Сг = 950 руб.
тыс. руб.
в) Затраты на утилизацию кислой воды:
З4 = Vв · Св (160)
где Vв = 1100 тонн - прирост отходов кислой воды;
Св = 195 р/м3- плата за закачку 1 м3 промышленных стоков (кислой воды)
в пласт.
З4 = 1100 · 195 = 214,5 тыс. руб.
г) Затраты на топливный газ:
З5= Vтоп · Стоп (161)
где Vтоп=920200 м3- прирост потребления топливного газа;
Стоп=1300руб. - цена 1000 м3 топливного газа.
тыс. руб.
Зд = 145250 + 20750 + 6333,3 + 214,5+1196,3 = 173744,1 тыс. руб.
7.3 Определение дополнительной товарной продукции, полученной в результате прироста производства
а) Стабильного конденсата:
Дск = Vск · Цск (162)
где Vск = 45000 тонн - прирост производства стабильного конденсата в год;
Цск = 4000 руб. - цена 1 тонны стабильного конденсата.
Дск = 45000 · 4000 = 180000 тыс. руб.
б) Товарного газа:
Дтг = Vтг · Цтг (163)
где Vтг = 507800 м3 - прирост производства товарного газа в год;
Цтг = 1100 руб. - цена 1000 м3 сухого отбензиненного товарного газа.
тыс. руб.
в) Топливного газа:
Дтоп = Vтоп · Цтоп (164)
где Vтоп = 620200 м3 - прирост производства топливного газа в год;
Цтоп = 1300руб. - цена 1000 м3 топливного газа.
тыс. руб.
г) СПБТ:
ДСПБТ = VСПБТ · ЦСПБТ (165)
где VСПБТ = 780 тонн - прирост производства СПБТ за год;
ЦСПБТ = 2800 руб. - цена СПБТ за 1 тонну.
ДСПБТ = 780 · 2800 = 2184 тыс. руб.
д) Серы:
ДС = VС · ЦС,
где VС = 606,6 тонн - прирост производства серы за год;
ЦС = 500 руб. - цена 1 тонны серы.
ДС = 606,6 · 500 = 303,3 тыс. руб.
Дополнительный прирост продукции
е) Всего дополнительной товарной продукции:
Дд = Дск + Дтг + Дтоп + ДСПБТ + Дс (166)
Дд = 180000 + 558,6 + 806,3 + 2184 + 303,3 = 183852,2 тыс. руб.
7.4 Определение прибыли
П = Дд – Дзм (167)
П = 183852,2 – 173744,1 = 10108,1 тыс. руб.
7.5 Определение рентабельности модернизации
- 100% (168)
7.6 Определение срока окупаемости
(169)
Срок окупаемости = лет
Вывод: Модернизация колонны стабилизации конденсата 932С-01А экономически целесообразна.
Заключение
В результате перехода с конденсата ОГКМ на сырьё КГКМ, конденсата с другими физико-химическими показателями колонна переходила в режим «захлёбывания». Это происходило из-за увеличивающегося поверхностного натяжения на границе раздела пар-жидкость, образование пены и уноса ей жидкости на верхнюю тарелку.
Для обеспечения более устойчивого режима работы колонны предложено:
а) Уменьшить высоту переливного порога. Это позволит снизить гидравлическое сопротивление тарелки по жидкости. Вследствие уменьшения слоя жидкости на тарелке уменьшится гидравлическое сопротивление для пара. В комплексе это позволит избежать повышенного пенообразования и уноса жидкости на выше лежащую тарелку.
б) Для тарелок с 1й по 7ю рассверлить в клапанах отверстие диаметром 9 мм. Это позволит увеличить свободное сечение тарелок. В результате этого уменьшится скорость газа, увеличится массообмен между жидкостью и газом, снизится высота пены на тарелке.
в)Для тарелок с 8й по 15ю такая переделка клапанов не допустима, так как диаметр расчётного отверстия приближается к диаметру клапана. По этому предложено заменить тарелки с межрядным расстоянием 75милиметров на тарелки с межрядным расстоянием 50 миллиметров, т.е. увеличить количество клапанов на тарелке с 672 до 1032.
В разделе охрана окружающей среды дана оценка воздействия на окружающую среду в период строительно-монтажных работ и эксплуатации установки. Дана характеристика источников загрязняющих веществ в атмосферу в период эксплуатации установки, а так же выполнен расчёт платы за выбросы и за размещение отходов производства и потребления.
В разделе охрана труда определены опасные и вредные производственные факторы и средства защиты от них.
Выполнен расчёт предохранительного клапана.
Экономический расчёт показал, что модернизация колонны стабилизации конденсата 932С-01А экономически целесообразна.
Рентабельность модернизации составляет 20,45%
Срок окупаемости 0,8лет
Cписок использованных источников
- Борисов Г.С., Брыков В.П., Дытнерский Ю.И. и др. Основные процесса и аппараты химических технологий. 2-е издание.- М.: Химия, - 496 с.
- Бусыгина Н.В., Бусыгин И.Г. Технология переработки газов и газового конденсата. Оренбург: ИПТ «Газпром-печать» ООО «Оренбурггазпромсервис», 2002.
- Вихман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтегазопереработывающих заводов. М.: Машиностроение, Недра, 1996.
- ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
- ГОСТ 5264-80. Швы сварных соединений. Ручная и дуговая сварка. Основные типы и конструктивные элементы.
- ГОСТ 6533-79 Днища элептические отбортованные стальные для сосудов, аппаратов и котлов.
- ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условния.
- ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
- ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность.
- ГОСТ 26755-81 Сосуды аппараты, нормы и методы расчетов на прочность укрепления отверстий.
- ГОСТ Р 51273-99. Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий.
- ГОСТ Р 51274-99. Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность.
- Косаткин А.Г. Основные процессы и аппараты химических технологий. 9 - е издание.- М.: Химия, 1973.- 750 с.
- Кузнецов А.А., Судаков Е.И. Расчеты основных процессов и аппаратов переработки углеводородных газов: Справочное пособие – М. – Химия, 1983.
- Куцин П.В., Федоренко В.И., Султанович А.И.. Организация работ по охране труда в газовой промышленности. Москва. Недра. 1984 год.
- Методическое пособие по гидравлическому расчету прямоточных клапанных тарелок. РГУНГ им. И.М. Губкина
- ОСТ 26-02-1401-76 Прямоточные клапанные тарелки для аппаратов колонного типа.
- ОСТ 26-291-94 Расчет фланцевых соединений на прочность.
- ОСТ 26-294-94 Сосуды и аппараты стальные сварные. Общие технические условия.
- ОСТ 26-373-78. Сосуды и аппараты. Нормы и методы расчета на прочность. Фланцевые соединения.
- Правила устройства и безопасной эксплуатации сосудов работающих под давлением. - СПб.: Издательство "ДЕАН", 2002.- 192 с.
- Правила устройства и безопасной эксплуатации технологических трубопроводов. - СПб.: Издательство "ДЕАН", 2001.- 256 с.
- Сарданашвили А.Г., Львова А.И. Примеры и задачи по технологии переработки нефти и газа. – С.233, 234
- Скобло А.И., Молоканов Ю.К., Владимиров А.И., Щелкунов В.А. Процессы и аппараты нефтепереработки и нефтехимии. 3-е издание.- М.: ООО "Недра - Бизнесцентр", 2000. - 677 с.
- ТУ 14-1-3333-82 Стали для аппарато и котлостроения. Физические и химические характеристики.
- Федеральный закон о промышленной безопасности опасных производственных объектов от 21.7.1997 N 116 (с изменениями на 18 декабря 2006 года).
ЧЕРТЕЖИ К ДИПЛОМНОМУ ПРОЕКТУ



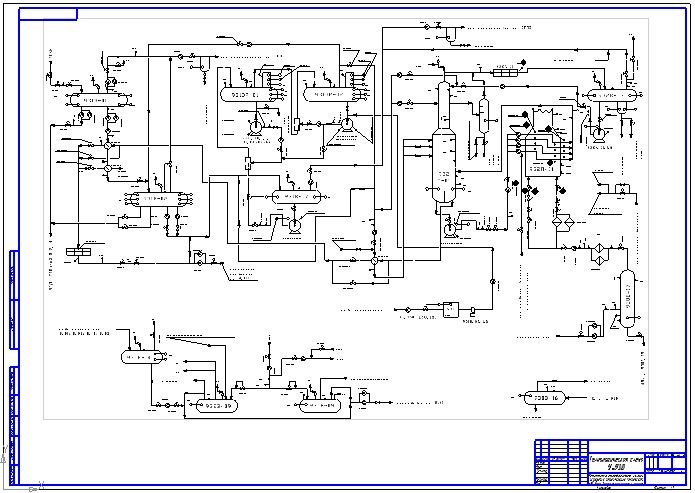
ПРЕЗЕНТАЦИЯ К ДИПЛОМНОМУ ПРОЕКТУ












Скачать: