Курсовой проект
Расчёт переходных посадок, посадки с зазором и натягом
Содержание
Введение. 2
1 Расчет и выбор посадки с гарантированным натягом для гладкого цилиндрического соединения. 3
2 Расчет и выбор посадки с гарантированным зазором для подшипника жидкостного трения. 7
3 Расчет переходной посадки на вероятность получения натяга и зазоров. 10
4 Выбор посадок для шпоночного соединения. 13
5 Выбор посадки для шлицевого соединения. 15
Заключение. 16
Список использованных источников. 17
Введение
Огромный вклад для машиностроения внесла организация производства машин и других изделий на основе взаимозаменяемости, создание и применение надежных средств технологических измерений и контроля. Точность изготовления машин и их деталей выступает как показатель качества.
При современном развитии науки и техники, при организованном массовом производстве стандартизация, основанная на широком внедрении принципов взаимозаменяемости, является одним из наиболее эффективных средств, способствующих прогрессу во всех областях хозяйственной деятельности и повышения качества выпускаемой продукции.
Изделия машиностроения не простая совокупность деталей. В собранном изделии, детали находятся во взаимосвязи и взаимозависимости. Отклонение размеров и расположения осей или поверхностей, какой-либо одной из деталей вызывают отклонение в расположении других деталей сборочной единицы. Эти отклонения, суммируясь, оказывают определенное воздействие на качественные характеристики изделия.
Качество изделия, является определяющим фактором для потребления во всех странах мира.
В данной курсовой работе рассчитываются переходные посадки, посадки с зазором и натягом. Производится выбор посадок для шпоночного и шлицевого соединения. Работа является практическим применением знаний полученных в курсе изучения предмета «Нормирование точности в машиностроении».
1 Расчет и выбор посадки с гарантированным натягом для гладкого цилиндрического соединения
1.1 Определим минимальное контактное давление на поверхностях деталей.
(1.1)
где Mkp –вращающий момент, H×м;
dn - номинальный диаметр соединения, м;
l – длина контакта, м;
f- коэффициент трения;
Fa - осевая сила, Н.
1.2 Определим необходимое значение минимального расчетного натяга.
(1.2)
где Е1 и Е2- модули продольной упругости материала вала и втулки, Па;
С1 и С2- коэффициенты жесткости.
1.3 Уточним значение минимального расчетного натяга.
(1.3)
где UR – поправка, учитывающая смятия неровности контактных поверхностей, мкм;
Ut – поправка, учитывающая различие рабочих температур деталей и температуры среды, мкм;
Un » (5…10), мкм – поправка на возможные повторные запрессовки соединения.
UR=1,2∙(Rz1+Rz2) (1.4)
где Rz1 – шероховатость поверхности вала, мкм;
Rz2 – шероховатость поверхности втулки, мкм.
Ut=[a1×(T1-Tср)-a2(T2-Tср)]×dn (1.5)
где a1 и a2 – коэффициенты линейного расширения вала и втулки;
Т1 – температура вала, ºС;
Т2 – температура втулки, ºС;
Тср – температура среды, ºС.
Un = 10 мкм
1.4 Определим наибольшее контактное давление на поверхностях деталей:
(1.6)
Тогда максимальное допускаемое давление для соединения:
[Рmax] = 58,9 МПа
1.5 Определим наибольший расчетный натяг Nmax – при котором возникает максимальное давление [Pmax]:
(1.7)
1.6 Максимальный расчетный натяг, с учетом найденных ранее поправок.
(1.8)
1.7 По полученным значениям расчетных натягов выбираем табличную посадку, при этом должны выполнятся следующие условия:
(1.9)
(1.10)
По таблице выбираем посадку Æ35
Наибольший табличный натяг найдем по формуле:
(1.11)
где es – верхнее отклонение вала, мм;
EI – нижнее отклонение отверстия, мм
0,024 – 0 = 0,024 мм
Наименьший табличный натяг найдем по формуле:
(1.12)
где ei – нижнее отклонение вала, мм;
ES – верхнее отклонение отверстия, мм.
0,017 – 0,011 = 0,006 мм
2 Расчет и выбор посадки с гарантированным зазором для подшипника жидкостного трения
2.1 Определим среднее давление в подшипнике:
(2.1)
где Fr – радикальная нагрузка, Н;
l – длина контакта, м;
dn – номинальный диаметр, м.
2.2 Находим минимальную допускаемую толщину масляного слоя [hmin], при которой еще обеспечивается жидкостное трение.
[hmin] = K×(Rz1 + Rz2 + dД) (2.2)
где RZ1 и Rz2 – шероховатости охватывающей поверхности, м;
K ³ 2 – коэффициент запаса надежности по толщине масляного слоя; принимаем К=2;
gД = (2…3), мкм – добавка на неразрывность масляного слоя; принимаем gД = 3×10-6 м.
[hmin] = 2×(1,6 + 3,2 + 3)×10-6 = 15,6×10-6 м
2.3 Рассчитываем значение коэффициента Ah:
(2.3)
где m – динамическая вязкость смазки при tраб = 50 ºС, Па×с.
w – угловая скорость, рад/с.
2.4 По найденному значению Ah, используя график (рис.1, стр.288 Мягков В.Д.), при данном отношении 1,1 - определяем минимальный относительный эксцентричность Xmin, при котором толщина масляного слоя равна [hmin]. Т.к. условия Xmin³0.3 не выполняется, то по тому же графику находим значение А (по табл. 1,98, стр. 287 Мягков В.Д.).
При x = 0,3 значение Ах = 0,464.
2.5 Рассчитываем минимальный допускаемый зазор:
(2.4)
2.6 Определяем оптимальный расчетный зазор:
(2.5)
где Аопт – максимальное значение Ah, при данном значении отношения - по графику, в данном случае Аопт= 0,49;
хопт – значение х, при котором Аh=Aопт, в данном случае хопт = 0,475.
2.7 По найденному ранее значению Ah определяем, снова используя график, максимальный относительный эксцентричность xmax,при котором толщина масляного слоя равна [hmin]. В данном случае xmax= 0,96.
2.8 Рассчитываем максимальный допускаемый зазор:
(2.6)
2.9 По таблице подбираем посадку, при которой выполняются условия:
(2.7)
(2.8)
Выбираем посадку с зазором Æ60
Наибольший табличный зазор , для этой посадки составляет:
(2.9)
где ES – верхнее отклонение отверстия, мм;
ei – нижнее отклонение вала, мм.
Наименьший табличный зазор :
(2.10)
где EI – нижнее отклонение отверстия, мм;
es – верхнее отклонение вала, мм.
3 Расчет переходной посадки на вероятность получения натяга и зазоров
Дано соединения: Æ32
3.1 Максимальный табличный зазор для этой посадки.
(3.1)
Максимальный табличный натяг
(3.2)
3.2 Средний размер отверстия составляет:
(3.3)
Средний размер вала:
(3.4)
3.3 Легкость сборки определяют вероятностью получения зазоров в посадке. Принимаем что рассеяние размеров отверстия и вала, а также зазора и натяга подчиняются закону нормального распределения и допуск Т равен величине поля рассеяния:
(3.5)
Тогда отклонения размеров отверстия и вала соответственно равны:
3.4 Среднее квадратное отклонение для распределения зазоров и натягов в соединении:
(3.6)
3.5 При средних размерах отверстия и вала получается натяг:
(3.7)
3.6 Вычислим вероятность того, что значения натяга находятся в пределах от 0 до 5 мкм, т.е при х = 5
Центр группирования:
(3.8)
Пользуясь, таблицей значения интегралов функций F(z) находим вероятность натяга в пределах от 0 до 5 мкм:
F(z) = F(1,01) = 0,3413
Тогда вероятность получения натягов в соединении:
PN = 0,5 + F(z) = 0,5 + 0,34 = 0,84 (84%)
Вероятность получения зазоров в соединении:
PS = 1 - 0,84 = 0,16 (16%)
4 Выбор посадок для шпоночного соединения
4.1 В соответствии с ГОСТ 23360-78 для вала с d = 50 мм выбираем шпонку сечением b´h=14´9, при этом глубина паза вала t1 = 6 мм, а глубина паза втулки t2 = 4,3 мм. Длину шпонки назначаем из стандартного ряда: l = 70 мм, т.е. выбранная шпонка, имеет обозначение:
Шпонка 14´9´70 ГОСТ 23360-78
4.2 Проверяем соединения на смятие. Напряжение смятия σсм, МПа и условия прочности определяются по формуле:
(4.1)
где Мкр – передаваемый вращающий момент, Н×мм;
[σсм] – допускаемое напряжение смятия, в данном соединении, МПа.
Следовательно, условие прочности σсм < [σсм] выполнено.
4.3 Проверяем шпонку по напряжениям среза tср, МПа
(4.2)
где [tср] – допускаемая напряжение среза, МПа.
Следовательно, условие прочности tср < [tср] выполнено.
4.4 В соответствии со СЭВ 57-73 устанавливаем предельные отклонения размеров при плотном шпоночном соединении:
- ширина шпонки (b) – 14h9(-0,043)
- высота шпонки (h) – 9h11(-0,09)
- длина шпонки (l) – 70H14(+0,74)
- ширина паза вала – 14N9(-0,043)
- глубина паза вала (t1) – 6(+0,2)
- длина паза вала – 70H15(+1,2)
- ширина паза втулки – 14Js9(±0,021)
- глубина паза втулки (t2) – 4,3(+0,2)
4.5 Рассчитаем наибольший натяг и зазор для посадок шпонки в паз вала и паз втулки по ширине:
4.5.1 Соединение шпонки с пазом вала
имеем:
4.5.2 Соединение шпонки с пазом втулки
имеем:
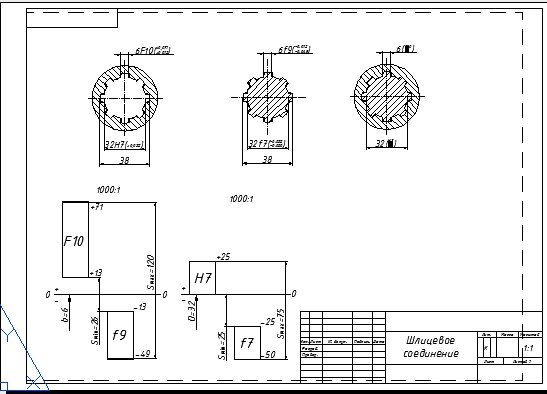
5 Выбор посадки для шлицевого соединения
5.1 Для подвижного прямобочного шлицевого соединения с номинальными размерами z´d´D´b (8´32´38´6) с центрированием по боковой поверхности b, по ГОСТ 25345-82 назначаем следующие посадки:
- для размера d –
- для размера b –
Выбранное шлицевое соединение по СТ СЭВ 187-75 обозначается:
5.2 Рассчитаем наибольший и наименьший зазоры для всех соединений, а также допуск посадки (в данном случае - допуск зазора TS, мм) по формуле:
(5.1)
5.2.1 Соединение по внутреннему диаметру Æ32 :
5.2.2 Соединение по боковым поверхностям зубьев b – 6 :
Заключение
Курсовая работа содержит 16 листов расчетно-пояснительной записки и 5 чертежей формата А3. Данная работа соответствует заданию.
В курсовой работе рассчитаны и обоснованы посадки для типовых сопряжений: посадка с натягом, переходная посадка, выбраны посадки на шпоночное и шлицевое соединение. При выполнении работы были назначены шероховатости поверхностей и допустимые отклонения от формы и расположения поверхностей.
Список использованных источников
1 Палей, М. А. Допуски и посадки: Справочник: В 2 ч. – 7-е изд., перераб. и доп./ М.А. Палей и др. – Л.: Политехника, 1991 – 576 с.
2 Марков, Н. Н. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. – 2-е изд., испр. и доп./ Н.Н. Марков, В.В. Осипов, М.Б. Шабалина. – М.: Высш. шк.; Издательский центр «Академия», 2001. – 335 с.
3 Никифорова, Л.А. Основные соединения в машиностроении. Сборник задач: методические указания для выполнения расчетно–графической работы /Л.А. Никифорова - 2006 – 23с.
4 Марусич, К.В. Нормирование точности в машиностроении. методические указания/ К.В. Марусич. – 2010 – 75 с.
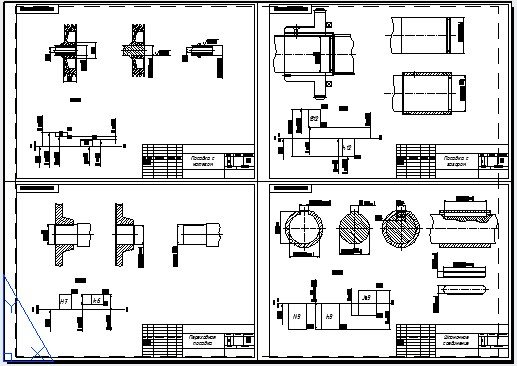
ЧЕРТЕЖИ:
Скачать: