Факультет пищевых производств
Кафедра технологии переработки молока и мяса
ДИПЛОМНЫЙ ПРОЕКТ
Проект технического перевооружения цеха по производству творога
Пояснительная записка
Аннотация
В дипломном проекте осуществлено техническое перевооружение творожного цеха на молочном комбинате.
Пояснительная записка содержит 147 страниц, в том числе 35 таблиц, 43 источника, 3 приложения. Графическая часть выполнена на 10 листах формата А1.
Ассортимент и объем производства продукции обоснованы технологическими расчетами.
В дипломном проекте представлены расчеты сырья и готовой продукции, вспомогательных материалов, обоснованы рациональные технологические схемы производства молочных продуктов, проведен расчет и подбор оборудования, численности рабочих, производственных площадей.
Разработана функциональная схема автоматизации процесса сквашивания молока.
Проект дополнен расчетами затрат на производство и реализацию продукции, основных технико-экономических показателей, экономическим анализом, а также мероприятиями по обеспечению безопасности и безвредности производственных процессов для рабочего персонала и окружающей среды.
Введение
Молоко и молочные продукты традиционно занимают одно из ведущих мест в пищевом рационе граждан нашей страны, в силу как привычек потребления россиян, так и относительно недорогой стоимости данной категории продуктов питания. Ежедневно они присутствуют на столе подавляющего большинства россиян. Привычки потребления молока и молочных продуктов в России уходят корнями в глубокую древность. Кроме того, молоко является одним из архетипов в русском народном сознании - символом здоровья, благополучия, изобилия. Достаточно вспомнить, например, "молочные реки с кисельными берегами" в русских народных сказках, выражение "кровь с молоком" как восхищение хорошим физическим состоянием человека, а также дамские традиции умывания молоком и купания в нем для обретения красоты. О пользе молока россияне знают с младенчества: «Пейте дети молоко - будете здоровы!»
Молочная отрасль относится к числу ведущих в пищевой и перерабатывающей промышленности и формирует достаточно привлекательный по объемам рынок. Дело в том, что продукция отрасли занимает существенное место в потреблении российского населения – доля расходов на молочные продукты составляет 14% от общих расходов на продовольствие (это 4-е место после расходов на хлебобулочные, мясные, мучные и макаронные изделия – соответственно 19%, 18% и 17%).
Каждый житель нашей страны должен в год употребить 350-450кг продуктов молочного происхождения.
Высокая питательная ценность молока позволяет отнести его категории диетических и терапевтических продуктов. В молоке содержится свыше 250 веществ, необходимых для роста и развития человеческого организма, в том числе легко усвояемые белки, жиры, молочные углеводы, минеральные вещества и витамины.
Сейчас на прилавках российских магазинов можно обнаружить свыше 150 наименований молока, творога, кефира, йогуртов и других молочных продуктов. Однако, нельзя говорить о равномерности их потребления россиянами.
Осенью 2008 года Независимый исследовательский центр РОМИР провел специальное комплексное исследование, посвященное изучению особенностей потребления гражданами России молочной продукции. Оно включало в себя массовый опрос по всероссийской репрезентативной выборке (всего было опрошено 2000 взрослых россиян). Какие молочные продукты Вы употребляете в пищу, чаще всего? Результаты опрошенных - молоко - 31,1%, сметана - 19%, кефир - 16,7%, творог - 14,9%, йогурт - 6,5%, простокваша - 4,9%, ряженка - 4%, кисломолочные напитки типа айрана, кумыса - 0,5%, другие - 0,6%, не употребляют молочных напитков вообще - 1,8%.
Таким образом, наибольшей популярностью среди россиян пользуются молоко, сметана, кефир и творог, - самые доступные и известные.
Творог относится к древнейшим кисломолочным продуктам. Предполагают, что человек начал употреблять его в пищу значительно раньше, чем сыр и масло. Это предположение обосновано тем, что в результате жизнедеятельности молочнокислых бактерий, всегда находящихся в молоке, возможно самопроизвольное скисание молока. При этом образуется сгусток, который уплотняется в результате естественным синерезиса. Естественным является и предположение, что в глубокой древности человек также случайно узнал и о сычужном сквашивании, используя в качестве тары для молока желудки убитых животных. О продуктах типа творога, получаемых в результате кислотного и сычужного свертывания молока, имеются сведения в произведениях древних поэтов, в трудах философов и ученых (Гомер, Аристотель, Гиппократ, Катон, Палладий и др.). Особенно подробно с указанием практических советов, как сквашивать молоко, и требований к качеству его писал Колуммела, живший в I веке нашей эры.
В бывших союзных республиках выпускаются национальные разновидности творога: в Азербайджане – сюзьма и паста довги, в Башкортостане – корот, в Казахстане – курт и иримшик, в Армении – паста молочно-белковая «Манук», в Эстонии – паста белково-жировая «Энергия».
Творог – белковый кисломолочный продукт, изготовляемый сквашиванием пастеризованного молока с последующим удалением из сгустка части сыворотки и отпрессовыванием белковой массы.
Высокую пищевую и биологическую ценность творога обусловливает значительное содержание в нем не только жира, но и особенно полноценных по аминокислотному составу белков, что позволяет использовать творог для профилактики и лечения некоторых заболеваний печени, почек, атеросклероза. В твороге содержится значительное количество Са, Р, Fe, Mg и других минеральных веществ, необходимых для нормальной жизнедеятельности сердца, центральной нервной системы, мозга, для костеобразования и обмена веществ в организме. Особенно важное значение имеют соли Са и Р, которые находятся в твороге в наиболее удобном для усвоения состоянии.
Кроме непосредственного потребления, творог используется для приготовления различных блюд, кулинарных изделий и большого ассортимента творожных продуктов. Основные виды творога: 18% жирности, 9% жирности, нежирный, «Крестьянский» 5%-ной жирности, мягкий диетический, Домашний сыр с массовой долей сухих веществ 20,0-35,5%.
1 Технико-экономическое обоснование
1.1 Резюме
Дипломным проектом предусматривается техническое перевооружение цеха по производству творога на предприятии ОАО «Молочный комбинат». В ходе замены устаревшего оборудования, кроме увеличения объемов производства, должны ставиться и другие задачи:
- снижение доли или полное исключение ручного труда;
- получения продукта стабильного качества с продленными сроками хранения;
- расширение ассортимента
- организация безотходной технологии на производстве.
1.2 Краткая история и характеристика действующего предприятия
ОАО «Молочный комбинат»
в 2007 году он завоевал 1 место во всероссийском конкурсе «Самый благоустроенный город России».
Город большой химии расположен на левом берегу реки Белой, там, где в нее впадают две другие реки Стерля и Ашкадар. Название города происходит от двух слов: Стерля – река, на которой расположен город, и «тамак», что по-башкирски означает «горло» или «устье». Рядом с городом расположены четыре горы, так называемые шиханы. Окаменелые рифовые массивы – замечательное место для туристов и спортсменов. Недра гор таят в себе залежи каменной соли и известняка – сырья для соды, цемента, шифера и другой химической продукции, которую выпускают промышленные предприятия города. Гипс, песок и глина стали основой строительной индустрии города.
Экономический потенциал города во многом определяют крупные химические и нефтехимические предприятия, такие как акционерные общества «Сода», «Каустик», «Синтез-Каучук», «Стерлитамакский нефтехимический завод». Именно эти четыре градообразующих гиганта закрепили за Стерлитамаком звание «города большой химии». Машиностроительная и станкостроительная отрасли производства в городе представлены крупными акционерными обществами: «Стерлитамакский станкостроительный завод», «Красный пролетарий», «Вагоноремонтный завод», «Завод Строймаш», «Концерн «Инмаш». Кроме того, в городе работают мощные предприятия стройиндустрии и стройматериалов. Работают строительные организации, крупнейшее из которых
Весьма широко представлена и пищевая промышленность. Продукция комбината «СТАЛК» (спирто-водочное производство), пивоваренного завода «Шихан», а также «Стерлитамакского молочного комбината» известна и популярна не только в республике, но и во многих соседних регионах России.
В 1932г в был организован маслозавод в помещении ветряной мельницы, принадлежащей до революции купцу Селиверстову.
В 1948-1949гг в связи с пуском и увеличением мощности Мелеузовского завода сухого цельного молока, маслозавод был переименован в райзаготконтору, которая осуществляла сбор и сдачу молока из Стерлитамакского района на Мелеузовский завод сухого цельного молока.
В 1956г организован городской молочный комбинат по производству цельномолочной продукции.
К старому зданию в 1959г были пристроены производственные помещения участков выработки сметаны, творога, кисломолочной продукции, а также термостатная, хладостатная камеры, гараж, складские помещения.
ОАО «Молочный комбинат» основан на базе организованного в 1956г городского молочного завода
Строительство нового завода велось с 1961 по 1971гг.
Согласно акту от 30 декабря 1971г завод принят Государственной комиссией с оценкой хорошо. Приказом Минмясомолпрома СССР №2 44 от 25 января 1972г акт о приемке завода с оценкой хорошо утвержден.
Проектная мощность завода составляет 117 тонн перерабатываемого молока в смену, емкость холодильника 1000 тонн единовременного хранения.
В 1972г завод был реорганизован в городской молочный комбинат, который представляет собой в настоящее время высокомеханизированное предприятие, позволяющее полностью удовлетворять спрос населения на молочные продукты питания.
Открытое Акционерное Общество «Стерлитамакский молочный комбинат» было создано в соответствии с планом приватизации 29 февраля 1996г на неопределенный срок для повышения эффективности экономической системы государства и перехода от плановой экономики к рыночным отношениям.
Полное фирменное наименование Общества: Открытое Акционерное Общество «Стерлитамакский молочный комбинат». Дата государственной регистрации Общества и регистрационный номер 29 февраля 1996г, регистрационный номер 273. Уставный капитал Общества составляет 13025940 рублей. Как известно в мае 2002г произошел переход контрольного пакета акций ОАО «Молочный комбинат» в частные руки.
Перед инвесторами была поставлена задача кардинального технического перевооружения комбината, увеличения выработки продукции и расширения ее ассортимента. С целью повышения конкурентоспособности, увеличения выработки продукции и повышения ее качества на предприятии произведена модернизация и замена устаревшего оборудования на более современное и высокопроизводительное, на что затрачены значительные средства.
В планах реформирования предприятия были предусмотрены инвестиции на сумму свыше 32 миллионов рублей от группы компаний «Аллат». Все денежные средства на инвестиционный фонд поступили в полном объеме и полностью освоены. Приобретено и введено в эксплуатацию новейшее высокопроизводительное технологическое оборудование и линии, которые позволяют комбинату работать более эффективно.
В 2000г на предприятии была установлена первая линия по фасовке молочной продукции в картонную упаковку (тетрарекс). В 2004г на предприятии был начат выпуск глазированных сырков и сыров.
В сентябре 2007г приобретен смеситель-измельчитель СИ-120, предназначенный для смешивания, измельчения, термической обработки, плавления жидких и пастообразных продуктов. На нем можно производить такие продукты, как плавленый сыр, терминизированный творог, пасты и другие похожие по консистенции продукты.
С 2003г ОАО «Молочный комбинат» занимает 2-е место в Республике по объемам производства и реализации молочной продукции.
Участвуя в различных республиканских и общероссийских выставках, комбинат был неоднократно отмечен наградами. В Москве в 2002г на Российской агропромышленной выставке «Золотая осень» комбинат отмечен серебряной медалью за масло коровье сливочное несоленое «Крестьянское» и бронзовой – за биойогурт «Славянский» фруктовый сливочный 10% жирности.
На XXII Международной специализированной выставке «Агро-2002» комбинат получил диплом второй степени за биопростоквашу 3,2% с фруктовым наполнителем.
В 2003г на республиканском смотре-конкурсе «Лучший продовольственный товар» золотого диплома удостоился «Биокефир нежирный» в номинации «Спрос», дипломами отмечены глазированные сырки в номинации «Новинка года» и масло крестьянское сливочное в номинации «Оригинальная упаковка».
В мае 2004г на фестивале качества молочной продукции и мороженого в Екатеринбурге (организаторы — Оргкомитет «Гарантия качества» при поддержке Комитета по защите прав потребителей администрации Екатеринбурга и Уральского центра добровольной сертификации качества товаров и услуг) была представлена молочная продукция 18 предприятий из Свердловской, Челябинской областей, Москвы, Тюмени.
также представлял ОАО «Стерлитамакский молочный комбинат. Комиссия оргкомитета высоко оценила качество молочной продукции: дипломы первой степени и золотые медали получили сырки глазированные с карамелью и черникой под торговой маркой «Фруктошка». В номинации «Сырки творожные сладкие с наполнителем» победила паста творожная с курагой, а среди кисломолочных напитков – биоряженка и напиток «Снежок». Обладатели золотых медалей получили право на проведение дегустаций в торговых залах Екатеринбурга.
1.3 Рынки сбыта продукции и конкуренция
ОАО «Молочный комбинат» выпускает конкурентоспособную продукцию высокого качества с длительным сроком реализации в герметичной упаковке.
ОАО «Молочный комбинат» - крупнейшее предприятие на территории всей республики, ежедневно перерабатывающие до 300 тонн молока в сутки, а емкости охлаждаемых складов на 1 тыс. т продукции, активно развивается и осваивает новые рынки сбыта. Помимо поставок продукции в торговую сеть города Стерлитамака поставляется не только в , но и в Свердловскую, Самарскую, Челябинскую, Оренбургскую, Пермскую и другие области России. Однако, не все ниши рынка регионов охвачены предприятием, что позволит расширить рынок сбыта по республике и увеличить объем продаж.
Доля отгрузки продукции башкирским потребителям составляет до 28% общего объема продаж в республики, в другие регионы направляются 12% производимой продукции.
Для стимулирования сбыта на ОАО «Молочный комбинат» осуществляются следующие мероприятия:
- предоставление нового товара;
- выход на новый рынок;
- расширение знаний потребителей о свойствах продукта, создания благоприятных знаний о заводе;
- поддержание интереса к организации или товару;
- формирование устойчивого спроса, побуждение к последующим покупкам продукции ОАО «Молочный комбинат»;
- кадровое обеспечение, обучение и совершенствование профессионализма специалистов.
На российском рынке востребовано стерилизованное молоко «В клеточку». С началом его открываются новые возможности, и совместно с этим продуктом, рассматриваются варианты по поставке полного перечня продукции в РФ.
Увеличение поставок в 2008г позволит получить приток валютных средств, которые будут направлены на техническое перевооружение предприятия.
ОАО «Молочный комбинат» - это динамично развивающееся предприятие, обладающее передовыми технологиями и новейшим оборудованием. Специалисты предприятия высококвалифицированы, проходят обучение за рубежом. Налажена работа по изучению и внедрению мирового опыта данной отрасли. Продукция ОАО «Молочный комбинат» имеет хорошую репутацию и пользуется успехом на рынке.
Конкуренты ОАО «Молочный комбинат» по выпуску цельномолочной продукции и масла:
- ОАО «Уфамолзавод»;
- ОАО «Уфамолгаропром»;
- ОАО «Нефтекамский городской молочный завод»;
- ЗАО «Давлекановский молочный комбинат»;
По выпуску сыра - ОАО «Белебеевский молочный комбинат», сухого молока – ОАО «Мелеузовский молочно-консервный комбинат», ОАО "Карламанский сахар".
1.4 Рынок сырья
Главные поставщики сырья — Стерлитамакский, Аургазинский, Альшеевский, Гафурийский, Стерлибашевский и Чишминский районы, причем в 2003 году к ним добавились Кугарчинский и Куюргазинский.
Доставка молока на предприятие осуществляется автотранспортом, на 70% заводским. Сырьевая зона предприятия представлена хозяйствами а, из-за пределов республики молоко для переработки не завозится.
Договора контракции поставки молока были заключены с хозяйствами Стерлитамакского района, а также Аургазинского, Альшеевского, Стерлибашевского, Гафурийского и Мелеузовского районов.
Качество сырья поступающего на комбинат высокое, и соответствует требованиям ГОСТ Р 52054-2003 «Молоко натуральное коровье – сырье. Технические условия».
Объем годовой доставки молока на ОАО «Молочный комбинат» от хозяйств представлен в виде таблицы 1.1:
Таблица 1.1 – Сведения по годовому поступлению молока на ОАО «Молочный комбинат» за 2008г и перспективы поступления молока на 2010г.
|
Наименование поставщиков по району |
Масса молока на 2008г, кг |
Жир, % |
Масса молока на 2010г, кг |
Жир, % |
|
Стерлитамакский |
22000 |
3,28 |
23000 |
3,45 |
|
Аургазинский |
18000 |
3,4 |
19000 |
3,38 |
|
Альшеевский |
13000 |
3,55 |
14000 |
3,4 |
|
Гафурийский |
12000 |
3,4 |
13000 |
3,78 |
|
Стерлибашевский |
7000 |
3,49 |
7500 |
3,6 |
|
Чишминский |
5000 |
3,5 |
5500 |
3,85 |
|
Кугарчинский |
4000 |
3,45 |
4500 |
3,9 |
|
Куюргазинский |
3000 |
3,31 |
3500 |
3,6 |
|
Итого: |
84000 |
3,4 |
90000 |
3,4 |
Вывод: В смену на 2008г ОАО «Молочный комбинат» вырабатывает до 280т молока в сутки, а на 2010г планируется увеличить количество поставляемого молока до 300т молока в смену за счет заключения новых договоров с населением и хозяйствами близлежащих районов республики.
1.5 План производства
Сменная мощность предприятия обосновывается по физиологическим нормам потребления молочных продуктов населением.
Расчет потребности населения в молочных продуктах производится по физиологическим параметрам. Численность населения города Стерлитамака и его района около 300000 человек.
Расчет потребности населения в молоке:
- Потребность в год (т):
, (1.1)
где Мпотр.вгод – норма потребления на одного человека в год, кг;
Чнасел – численность населения, ч.
- Потребность в сутки (т):
, (1.2)
где Мпотр.вгод – норма потребления на одного человека в год, кг;
300 - число рабочих суток предприятия.
Остальные расчеты проводятся аналогично и результаты расчета сведены в таблицу 1.1
Таблица 1.2 – Расчет потребности населения в молочных продуктах
|
Продукты |
Норма потребления на 1 чел (в натуре) |
Норма потребления на 1 чел (в пересчете на молоко) |
Общая потребность, т |
|||||
|
г в сутки |
кг в год |
г в сутки |
кг в год |
в натуре |
в пересчете |
|||
|
в сутки |
в год |
в сутки |
в год |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 Молоко питьевое |
314 |
14,5 |
314 |
14,5 |
114,5 |
34350 |
114,5 |
34350 |
Продолжение таблицы 1.2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2 Кисло-молочные напитки |
188 |
68,5 |
188 |
68,5 |
68,5 |
20550 |
68,5 |
20550 |
|
3 Творог |
24 |
8,9 |
180 |
66,75 |
8,9 |
2670 |
66,75 |
20025 |
|
4 Сметана и сливки |
18 |
6,5 |
153 |
55,25 |
6,5 |
1950 |
55,25 |
165,75 |
|
Итого |
305 |
|
|
|
|
|
|
|
|
5 Масло сливочное |
16 |
5,9 |
352 |
129,8 |
5,9 |
1770 |
129,8 |
38940 |
Вывод: ОАО «Молочный комбинат» покрывает большую часть потребностей населения по цельномолочным продуктам, остальную часть за счет конкурентов. А также часть молока ОАО «СМК» перерабатывает на сливочное масло, сыр и сухое молоко, которые реализует не только по Стерлитамаку и району, но и по Башкирии, и за его пределы.
Таблица 1.3 – Планируемый ассортимент вырабатываемой продукции
|
Наименование |
Вид упаковки, фасовки |
НТД |
|
1 |
2 |
3 |
|
1 Пастеризованное молоко, жирностью 2,5% |
Полиэтиленовая пленка, 1000г |
ГОСТ Р 52090-2003 |
|
2 Пастеризованное молоко, жирностью 3,2% |
То же, 1000г |
ГОСТ Р 52090-2003 |
|
3 Стерилизованное молоко, жирностью 2,5% |
ТФА, 900г |
ГОСТ Р 52090-2003 |
|
4 Стерилизованное молоко, жирностью 2,5% |
То же, 900г |
ГОСТ Р 52090-2003 |
|
5 Топленое молоко, жирностью 4% |
Полиэтиленовая пленка, 500г |
ГОСТ Р 52090-2003 |
|
6 Кефир, жирностью 2,5% |
Пюр-Пак, 950г |
ГОСТ Р 52093-2003 |
|
7 Биокефир, обезжиренный |
Пюр-Пак, 950г |
ТУ 9222-040-00419785-04 |
|
8 Йогурт питьевой, жирностью 2,5% |
Пюр-Пак, 500г |
ТУ 9222-217-00419785-00 |
|
9 Катык, жирностью 3,2%
|
Пластиковый стакан, 450г |
ТУ 9222-002-26801217-06 |
|
10 Сметана, 20% |
Полимерный стакан, 250г |
ГОСТ Р 52092-2003 |
Продолжение таблицы 1.3
|
1 |
2 |
3 |
|
11 Творог, 7% |
Эколин, 100г |
ГОСТ Р 52096-2003 |
|
12 Творог, 4% |
Эколин, 100г |
ГОСТ Р 52096-2003 |
|
13 Творог, 1,8% |
Эколин, 100г |
ГОСТ Р 52096-2003 |
|
14 Творожная паста, 4% |
Пластиковый стакан, 200г |
ТУ 9224-255-00419785-01 |
|
15 Сыр Голландский, 45%Ж в СВ |
Вакуум, весовой |
ГОСТ 7616-85 |
|
16 Сыр плавленый, 50% |
Пластиковый стакан, 100г |
ТУ 9225-007-547-80900 |
|
17 Сухое обезжиренное молоко |
Мешки, 20кг |
ГОСТ 10970-87 |
|
18 Масло «Крестьянское», 72,5% |
Кашированная фольга, 175г |
ГОСТ 37-91 |
|
19 Сывороточный напиток |
ТФА, 1000г |
ТУ 9229-110-04610209-2002 |
1.6 План маркетинга
Работа совершенного маркетинга требует совершенствование организации производства с целью увеличения производства товаров, снижение их себестоимости, планирования и управления производственно - хозяйственной деятельности.
Задачами маркетинга являются:
- быстро менять ассортимент продукции, приспосабливаться к запросам других групп потребителей;
- создание дополнительных сервисных услуг;
- повышение эффективности производства;
- оперативно внедрить новую технику и технологию;
- совершенствовать организацию сбыта продукции путем исследования рынка.
Основная цель маркетинга ОАО «Молочный комбинат» - обеспечение максимального объема прибыли в процессе купли-продажи, при котором удовлетворение спроса является фактором достижения этой цели.
Для достижения этой цели имеются промежуточные цели:
- удовлетворение требований потребителей;
- достижение производства над конкурентами;
- завоевание доли рынка;
- обеспечение роста продаж.
Основную стратегию маркетинга ОАО «Молочный комбинат» можно сформулировать как «стратегию проникновения на рынок». Существует возможность расширения границ рынка.
Для продвижения новой продукции на ОАО «Молочный комбинат» предприятием предпринимаются следующие шаги:
- Разрабатывается система взаимодействия «производитель-продавец», т.е. осуществляется премирование продавцов;
- Предприятием разрабатывается график проведения дегустации своей продукции, т.е. происходит привлечение новых покупателей;
- Разрабатываются рекламные мероприятия, причем рекламные акции должны содержать в себе информацию о рекламируемой продукции, о его качестве. Планируется размещать рекламные акции средствами массовой информации.
Существует собственная сеть фирменной торговли. В целом ОАО «СМК» настроен на динамическое развитие бизнеса и повышение своей конкурентоспособности. Планируется дальнейшее наращивание производственных мощностей по производству цельномолочной продукции. Причем одним из основных конкурентных преимуществ компании является ценовая доступность в сочетании с высоким качеством производимого продукта. Рост дополнительных доходов планируется за счет продвижения основных брендов компании на региональных рынках и расширения ассортимента для заполнения основных потребительских сегментов, как по вкусовым, так и по ценовым параметрам.
Товародвижение молочной продукции ОАО «Молочный комбинат» включает транспортировку, обработку заказов, складирование, различную информацию о продукции (отпускные цены, вид упаковки, технические характеристики).
Для реализации вырабатываемой продукции завод прибегает к услугам посредников или сам выступает в качестве продавца. Количество продаваемого товара достаточно велико, а рынок требует создания мощной сбытовой сети, т.к. велики транспортные расходы по доставке продукции до каждого потребителя.
В этом случае эффективна реализация молочной продукции по городу и области непосредственно через сеть розничной торговли. Для реализации молочной продукции предусматривается следующий канал товародвижения:
Производитель → Розничные торговцы → Покупатель
(магазины, продуктовые рынки,
комбинаты общественного
питания)
1.7 Инженерное обеспечение
1.7.1 Электроснабжение
Источниками тока предприятия являются городские электросети. Основным источником является подстанция «Ашкадар-Стерля». В качестве дополнительного источника служит подстанция «Юго-Западный». От подстанция ток поступает на распределительную подстанция РП-4, выходное напряжение 1000В. От РП-4 ток поступает на 3 трансформаторные подстанции ТП, мощностью 1 кВА, выходное напряжение тока 380 В. Последние трансформаторы питают комбинат.
1.7.2 Теплоснабжение
Теплоснабжение комбината производится из городских сетей водяной смесью 1500С. Горячая вода из городских сетей поступает в пункт учета теплоты, который расположен в административно-бытовом корпусе, из теплового пункта горячая вода по теплопроводу внутренним диаметром 150мм и длиной 65м, расположенным в подземных непроходных каналах подается в производственный корпус. Горячая вода по теплопроводу диаметром d1/d2= 50/57мм длиной 515м распределяется для отопления административно-бытового корпуса, гаражей, РММ, полярной мастерской, проходной с магазином, бомбоубежища и складов. Регулирование температуры воды производится централизовано в зависимости от температуры наружного воздуха. Пар подается из ОАО «Шихан» по паропроводу диаметром d1/d2= 200/210мм. Пункт учета пара расположен в производственном корпусе. Учет расхода теплоты и пара ведет метеоролог.
В настоящее время на комбинате строится собственная котельная, которая будет поставлять собственное тепло.
Отопление комбината осуществляется от городских теплосетей.
1.7.3 Холодоснабжение
Искусственный холод на молочном заводе используют как в технологическом процессе для охлаждения сырья, полуфабрикатов и готовой продукции, так и для охлаждения камер хранения готовой продукции.
Холодильная аммиачная станция предназначена для производства холода и обеспечения им предприятия. Она пущена в эксплуатацию проектная производительность – l,0Гкал\час, достигнутая производительность - 1,5 Гкал\час. Лицензия на эксплуатацию с 28.08.2005 по 28.08.2010гг.
Производство холода осуществляется путем компримирования паров аммиака компрессорными агрегатами с последующей конденсацией паров в конденсаторах, подачей жидкого аммиака в холодопроизводящее и холодопотребляющее оборудование, где жидкий аммиак кипит и испаряется.
1.7.4 Водоснабжение предприятия
Водоснабжение предприятия осуществляется от городских сетей водоканала, однако горячая вода на санитарно-гигиенические нужды (мойка оборудования, санитарные узлы, душевые и т.д.) производится на самом комбинате барботажным способом.
Канализация также центральная городская, которая осуществляется в городской коллектор Биологичских Очистных Сооружений.
2 Организация производства молочных продуктов
2.1 Технология молочных продуктов
2.1.1 Продуктовый расчет
Проектом предусматривается рациональное использование поступающего сырья. В целях безотходного производства обезжиренное молоко, полученное в процессе сепарирования, планируется направить на производство сухого обезжиренного молока, закваски для творога и кисломолочных продуктов.
Сыворотку молочную пастеризованную изготавливают из творожной сыворотки без добавления или с добавлением вкусовых и ароматических веществ. Вырабатывают сывороточные напитки с различными видами сока, например, апельсиновым, персиковым, яблочным, с соком ананаса, манго и маракуйи.
Сыворотка пастеризованная предназначена для непосредственного употребления в пищу и для приготовления окрошек, квасов, кулинарных изделий. Рекомендуется без ограничений для всех возрастных групп. Технология производства сыворотки пастеризованной отличается простотой, не требует значительных энергозатрат.
Сыворотку, полученную при выработке сыра, сепарируем. Подсырные сливки используют для выработки сливочного масла при частичном добавлении их (до 10-15%) к натуральным. Экономически это более выгодно. Обезжиренная подсырная сыворотка, также пахта, полученная при выработке сливочного масла, сгущаются до 20% влаги и отправляются в сельскохозяйственные предприятия для кормления скота.
Метод расчета осуществляется по формулам баланса жира с учетом предельно допустимых потерь. Массовая доля жира в смеси кисломолочных продуктов корректируется с учетом доли вносимой закваски 3-5% и массовой доли жира в ней 0,05%. Массовая доля жира в нормализованном молоке корректируется массовой доли жира и белка. Нормализация молока проводится в потоке.
Состав молочного сырья представлен в таблице 2.1
Таблица 2.1 – Состав молочного сырья
|
Наименование сырья |
Плотность Д, кг/м³ |
Массовая доля, % |
|||
|
Жира |
Белка |
СМО |
СОМО |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 Молоко |
1027 |
3,4 |
3,26 |
11,5 |
8,1 |
|
2 Сливки |
970 |
35,0 |
2,4 |
40,4 |
5,4 |
|
3 Обезжиренное молоко |
1031 |
0,05 |
2,8 |
8,39 |
8,34 |
|
4 Пахта |
1030 |
0,4 |
3,3 |
8,49 |
8,09 |
Продолжение таблицы 1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
5 Сыворотка |
1023 |
0,1 |
2,7 |
6,3 |
6,2 |
Состав молочной продукции, вырабатываемой на ОАО «Молочный комбинат» представлен в таблице 2.2.
Таблица 2.2 – Состав молочных продуктов
|
Наименование сырья |
Массовая доля, % |
|||
|
Жира |
Белка |
СМО |
СОМО |
|
|
1 Молоко пастеризованное |
2,5 |
2,82 |
10,9 |
8,4 |
|
2 Молоко пастеризованное |
3,2 |
2,8 |
11,5 |
8,3 |
|
3 Молоко стерилизованное |
2,5 |
2,82 |
10,9 |
8,4 |
|
4 Молоко стерилизованное |
3,2 |
2,8 |
11,5 |
8,3 |
|
5 Молоко топленое |
4 |
2,8 |
12,6 |
8,6 |
|
6 Кефир |
3,2 |
2,9 |
12,2 |
9 |
|
7 Биокефир |
0,1 |
3,0 |
8,6 |
8,5 |
|
8 Йогурт питьевой |
2,5 |
2,8 |
11 |
8,5 |
|
9 Катык |
3,2 |
2,8 |
12,2 |
9 |
|
10 Сметана |
20 |
2,8 |
28 |
8 |
|
11 Творог полужирный |
7 |
12 |
15,5 |
18,5 |
|
12 Творог полужирный |
4 |
12 |
22,5 |
18,5 |
|
13 Творог нежирный |
1,8 |
12 |
20,3 |
18,5 |
|
14 Творог «Столовый» |
2 |
18 |
24 |
22 |
|
15 Творожная паста |
4 |
8 |
17,5 |
13,5 |
|
16 Сыр Голландский |
45 в СВ |
- |
- |
- |
|
17 Сухое обезжиренное молоко |
- |
16 |
96 |
99,5 |
|
18 Масло сливочное |
72,5 |
- |
- |
- |
|
19 Сывороточный напиток |
0,1 |
2,7 |
6,3 |
6,2 |
Вывод: В будущем планируется еще больше расширить ассортимент.
Схема направления переработки молока на ОАО «Молочный комбинат» представлена на рисунке 2.1
а) данные для расчета
Условные обозначения
Масса (М, кг):
Мц.м – масса цельного молока;
Мн.см – масса нормализованной смеси;
Мсл – масса сливок;
Моб.м. – масса обезжиренного молока;
Мпр – масса продукта;
Мг.пр – масса готового продукта с учетом потерь;
Мз – масса закваски;
Мпах – масса пахты;
Мз.сыр – массы зрелого сыра;
Мз.сыр.ус – масса зрелого сыра с учетом усушки;
Мсыв – масса сыворотки;
Мп.с – масса подсырных сливок;
Мсыв.п – масса сыворотки с учетом потерь.
Массовая доля жира (Ж, %):
Жц.м – массовая доля жира в цельном молоке;
Жн.см – массовая доля жира в нормализованной смеси;
Жсл – массовая доля жира в сливках;
Жоб.м – массовая доля жира в обезжиренном молоке;
Жг.п – массовая доля жира в готовом продукте;
Жтр – жир требуемый, т.е. жир в смеси равен жиру в готовом продукте;
Жз – массовая доля жира в закваске;
Жц.м – массовая доля жира в цельном молоке;
Жмас – массовая доля жира в масле;
Жсв – массовая доля жира в сухом веществе сыра;
Жо.сыв – массовая доля жира в обезжиренной сыворотке;
Жп.с – массовая доля жира в подсырных сливках, полученных при сепарировании сыворотки;
Жпах – массовая доля жира в пахте.
Массовая доля белка (Б, %):
Бц.м – массовая доля белка в цельном молоке.
Массовая доля влаги (В, %):
Вс – массовая доля влаги в сыре.
Масса выпаренной влаги (W, %):
Wсг – масса выпаренной влаги при сгущении;
Wс – масса выпаренной влаги присушке.
Массовая доля сухих веществ (С, %):
Сн.см – массовая доля сухих веществ в нормализованной молоке;
Ссг – массовая доля сухих веществ в сгущенном молоке;
Сс – массовая доля сухих веществ в сухом молоке.
Нормы, %:
Рсм – норма расхода смеси на 1т зрелого сыра;
Ос.м – норма отхода сырной массы от веса выработанного сыра;
Ож.с – норма отхода жира в сыворотку;
Ус – норма усушки сыра в период созревания;
n – нормативные потери жира по всему циклу производства;
nс.в – норма потерь сухих веществ;
Рн – норма расхода нормализованного молока на 1000кг готового продукта;
П – производственные потери;
Вых – выход сыворотки;
Кз – количество закваски;
Кг.с – количество головок сыра, шт;
Коэффициенты (К, %):
К – коэффициент нормализации;
Кс – коэффициент, установленный для сыров с различной массовой долей жира;
Кп – поправочный коэффициент для твердых сыров;
б) методика продуктового расчета
Метод расчета по нормам расхода нормализованной смеси и жиробалансу с учетом предельно - допустимых потерь.
Масса нормализованного молока при нормализации в потоке, когда жир нормализованной смеси меньше жира в цельном молоке:
(2.1)
В этом случае масса сливок при сепарировании:
(2.2)
Когда жир нормализованной смеси больше, чем жир в цельном молоке:
(2.3)
В этом случае масса обезжиренного молока при сепарировании:
(2.4)
Масса готового продукта с учетом потерь рассчитывается по формуле:
(2.5)
Массовую долю жира в смеси для кисломолочных продуктов корректируем с учетом доли вносимой закваски и массовой доли жира в ней:
(2.6)
Масса закваски:
(2.7)
Масса нормализованной смеси с учетом закваски:
(2.8)
Жир нормализованного молока с учетом белка:
(2.9)
Масса творога:
(2.10)
Масса сыворотки:
(2.11)
Масса сыворотки с учетом потерь:
(2.12)
Массовая доля жира в нормализованном молоке, предназначенная для выработки сыра:
(2.13)
Норма расхода смеси на 1т зрелого сыра рассчитываем по формуле:
(2.14)
Массу зрелого сыра вычисляют по формуле:
(2.15)
Масса зрелого сыра с учетом усушки вычисляют по формуле:
(2.16)
Количество головок сыра при расчетной массе головки 5кг:
(2.17)
Массу подсырных сливок определяем по формуле:
(2.18)
Массу обезжиренной подсырной сыворотки вычисляем по формуле:
(2.19)
Массу сливок после сепарирования вычисляем по формуле:
(2.20)
Массу обезжиренного молока после сепарирования вычисляем по формуле:
(2.21)
Масса масла при сбивании:
(2.22)
Масса пахты:
(2.23)
Масса сухих молочных продуктов:
(2.24)
Норма расхода нормализованного молока при производстве сухого обезжиренного молока на 1000кг обезжиренного молока:
(2.25)
Масса выпаренной влаги при сгущении:
(2.26)
Масса выпаренной влаги при сушке:
(2.27)
в) результаты расчета
1 Молоко питьевое пастеризованное с массовой долей жира 2,5% – 10т
2 Молоко питьевое пастеризованное с массовой долей жира 3,2% – 10т
3 Молоко питьевое стерилизованное с массовой долей жира 2,5% – 10т
4 Молоко питьевое стерилизованное с массовой долей жира 3,2% – 10т
5 Молоко питьевое топленое с массовой долей жира 4% – 10т
6 Кисломолочный напиток кефир с массовой долей жира 2,5% – 15т
7 Кисломолочный напиток катык с массовой долей жира 3,2% – 10т
8 Йогурт питьевой с массовой долей жира 2,5% – 20т
9 Творог классический с массовой долей жира 7% – 20т
10 Творог классический массовой долей жира 4% – 10т
(2.1)
(2.2)
(2.7)
(2.8)
(2.10)
(2.5)
(2.11)
(2.12)
11 Творог обезжиренный с массовой долей жира 1,8% – 10т:
(2.9)
(2.6)
(2.1)
(2.2)
(2.7)
(2.8)
(2.10)
(2.5)
(2.11)
(2.12)
12 Сыр Голландский с массовой долей жира в сухом веществе 45%, влаги 44% - 50т:
(2.13)
(2.6)
(2.1)
(2.2)
(2.7)
(2.8)
(2.14)
(2.15)
(2.16)
(2.17)
(2.11)
(2.18)
(2.19)
13 Сметана классическая с массовой долей жира 20%:
(2.2)
(2.7)
(2.8)
(2.5)
14 На сепарирование 115т:
(2.20)
(2.21)
15 Масло крестьянское с массовой долей жира 72,5%:
(2.22)
(2.5)
(2.23)
16 Биокефир обезжиренный – 10т:
(2.6)
(2.7)
(2.8)
(2.5)
17 Масса обезжиренного молока, требуемая для приготовления закваски:
(2.7)
18 Сухое обезжиренное молоко:
(2.4)
(2.25)
(2.24)
(2.26)
(2.27)
19 Сывороточный напиток:
(2.24)
20 Подсырная обезжиренная сыворотка, сгущенная до 20%:
(2.26)
(2.27)
21 Пахта, сгущенная до 20%:
(2.26)
(2.27)
Результаты продуктового расчета сведены в таблицу 2.3, в которой отражается движение сырья, полуфабрикатов и готового продукта в смену. В результате чего получен баланс по сырью.
2.1.2 Выбор и обоснование способов производства
Несмотря на то, что технология приготовления молочных продуктов в целом весьма жестко регламентируется, большинство технологических процессов в ходе своей реализации допускают и определенную вариантность. Она заключается в получении одного и того же результата различными способами выработки продукции: применением различных технологических приемов обработки сырья на одном и том же оборудовании, с использованием разного оборудования при одной и той же технологии, применением различных технологических приемов при использовании оборудовании разного типа.
Существует два способа нормализации молока:
- смешением (смешивают определенное количество цельного молока с рассчитанным количеством обезжиренного молока или сливок в зависимости от массовой доли жира в нормализованном молоке);
- в потоке (часть сливок отводят из сепаратора сливкоотделителя как избыточный продукт, если массовая доля жира в молоке больше массовой доли жира в нормализованном молоке или часть обрата, если массовая доля жира в молоке меньше доли жира в нормализованном молоке).
На комбинате используют нормализацию в потоке на сепараторах-нормализаторах, ее преимущества:
- автоматическое регулирование заданного значения массовой доли жира нормализованного молока в потоке;
- контроль массовой доли жира нормализованного, нормализуемого и обезжиренного молока;
- регистрация жирности нормализованного молока в потоке;
- контроль расходов и количеств продуктов.
Существует два способа производства кисломолочных напитков - резервуарный и термостатный. На заводе кисломолочных напитки производятся резервуарным способом, т.к. этот способ по сравнению с термостатным имеет ряд преимуществ. Резервуарный способ позволяет уменьшить производственные площади за счет ликвидации термостатных камер и сокращения площадей холодильных камер. За счет этого увеличится объём продукции с 1м2 производственной площади и снижается расход холода и тепла. Резервуарный способ производства кисломолочных напитков позволяет осуществить более полную механизацию и автоматизацию производственных процессов, снизить затраты труда более чем на 25% и повысить его производительность на 35-37%.
Стерилизованное молоко обрабатывают при температуре более 100°С с соответствующей выдержкой. В молочной промышленности стерилизация молока и молочных продуктов осуществляется в таре и в потоке.
Стерилизация молочного продукта в таре может осуществляться одноступенчатым способом (после розлива в тару и ее герметичной укупорки при 110-1200С с выдержкой 15-30 мин) и двухступенчатым (первоначально в потоке сначала до розлива в тару при 130-1500С в течение нескольких секунд, затем вторично после розлива продукта в тару и ее герметичной укупорки при 110-1180С в течение 10-20 мин).
Наиболее прогрессивной является стерилизация продукта в потоке при ультравысокотемпературном режиме (135-1500С с выдержкой несколько секунд) с последующим фасованием его в асептических условиях в стерильную тару. Этот метод и использует молочным комбинат.
Ультравысокотемпературная (УВТ) обработка позволяет увеличить продолжительность хранения продуктов до 6 месяцев. Асептическая упаковка «Тетра Фино Асептик» позволяет увеличить срок хранения продукта до тридцати дней. К другим преимуществам новой упаковки относятся: хранение и транспортировка без охлаждения, возможности для построения брэнда, дифференцированность от конкурентов, высокая эффективность и минимум потерь, невысокая цена и высокие барьерные свойства упаковки, уменьшение проблем с таким деликатным продуктом, как молоко
Молоко, стерилизованное в потоке при ультравысокотемпературных режимах с кратковременной выдержкой, по своим качественным показателям приближается к пастеризованному молоку.
Сливочное масло изготавливают методом взбивания сливок 20-45% жирности или методом преобразования высокожирных сливок (88% жирности) в специальных маслоизготовителях. Последний метод используется на молочном комбинате. Он исключает ручные операции, поэтому имеет преимущества в санитарном отношении. Взбивание сливок длится в специальной маслобойке 40-45мин. Способом взбивания при соблюдении всех требований можно изготовить масло высокого качества. Однако этот метод имеет ряд недостатков: он длителен по времени, требует значительных затрат ручного труда, электроэнергии. Производство масла в маслоизготовителях методом преобразования высокожирных сливок – это интенсивное перемешивание и одновременно охлаждение. При этом сливки приобретают структуру и консистенцию, свойственную сливочному маслу.
Производство творога зависит от применяемого оборудования и способов свертывания белков молока.
По методу образования сгустка различают два способа производства творога: сычужно-кислотный и кислотный.
Кислотный способ основывается только на кислотной коагуляции белков путем сквашивания молока молочно-кислыми бактериями с последующим нагреванием сгустка для удаления излишней сыворотки. Таким способом изготавливается творог нежирный и пониженной жирности, т.к. при нагревании сгустка происходят значительные потери жира в сыворотку. В связи с этим кислотным способом вырабатывают, как правило, только обезжиренный творог, а жирный и полужирный творог изготовляют кислотно-сычужным способом.
При сычужно-кислотном способе свертывания молока сгусток формируется комбинированным воздействием сычужного фермента и молочной кислоты. При сычужно-кислотной коагуляции кальциевые мостики, образующиеся между крупными частицами, обеспечивают высокую прочность сгустка. Такие сгустки лучше отделяют сыворотку, чем кислотные, т.к. в них быстрее происходит уплотнение пространственной структуры белка. Поэтому подогрев сгустка для интенсификации отделения сыворотки не требуется совсем или температура подогрева снижается.
Сычужно-кислотным способом изготавливают жирный и полужирный творог, при котором уменьшается. При кислотном свертывании кальциевые соли отходят в сыворотку, а при сычужно-кислотном сохраняется в сгустке. Этот способ и применяют на заводе, т.к. по органолептическим показателям, творог, полученный кислотно-сычужным сквашиванием, приобретает более нежный и приятный вкус.
Существуют два способа производства жирного и полужирного творога: традиционный (обычный) - из нормализованного молока и раздельный - из обезжиренного молока с последующим обогащением творога сливками. Раздельным способом вырабатывают творог с более высокой жирностью, следовательно, оптимальным вариантом будет выработка творога традиционным способом.
Способы удаления сыворотки: самопрессование, прессование и центрифугирование. Методом самопрессования и прессования можно получить творог любой жирности с наиболее соответствующими ГОСТу потребительскими показателями, но в данной технологии присутствует ручной труд. Также центробежное отделение сыворотки эффективно для обезжиренного и нежирного творога, причем структура его будет отличаться от традиционного творога.
Большую роль играет используемое производственное оборудование. До недавнего времени выработка этого продукта требовала больших затрат ручного труда, осуществлялась на открытых линиях, занимающих значительные производственные площади с низким уровнем санитарии - творожные (ВТН-2,5) и сыродельные (В2-ОСВ-5) ванны.
Наиболее универсальным способом получения творога является, так называемая, традиционная технология, предусматривающая получение и обработку сгустка на творогоизготовителях. Их используют для получения творожного сгустка и его прессования для выработки всех видов творога. То я предлагаю использовать творогоизготовители на механизированной линии Олит-ПРО.
Анализ способов получения творога предполагает вполне обоснованной модернизацию существующей технологии производства традиционного творога.
Автоматизированная линия производства творога "Олит-Про" позволяет получать традиционный творог высокого качества, имеющий структуру и консистенцию, сравнимые с «деревенской», с увеличенным сроком хранения. Данная линия позволяет комплексно механизировать и автоматизировать технологические операции, устранить трудоемкость процесса, снизить потери сырья и продукта, значительно улучшить санитарию производства.
Преимущества линии "Олит-Про":
- Полное сохранение традиционной структуры творога;
- Получение продукта стабильного качества вне зависимости от качественных характеристик сырья и вида вырабатываемого продукта (по массовой доле жира);
- Сбор и автоматическое откачивание сыворотки;
- Более высокой уровень механизации и автоматизации технологического процесса;
- Значительно меньшие габаритные размеры;
- Более высокий уровень санитарии производства;
- Качественная санитарная обработка линии;
- Автоматическая СIP-мойка.
Также будет снижена себестоимость продукции за счет устойчивого качества конечного продукта при сохранении традиционной структуры классического творога, соответствующей представлениям потребителя о твороге и востребованной рынком.
2.1.3 Технологические схемы производства продуктов
При изготовлении многих молочных продуктов по ходу технологического процесса требуется внесение дополнительных компонентов (закваски, добавки и т.д.), схемы получения требуемых компонентов проводятся параллельно с основой технологической схемой. Они могут быть проведены как с указанием, так и без указания режимов.
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Нормализация
↓
Подогрев и гомогенизация
(t 620C, Р 12,5-15МПа)
↓
Пастеризация
(t 76±20C, 15-20с)
↓
Охлаждение
(t 4-60С)
↓
Розлив и маркировка
↓
Хранение
(t 0-60С, не более 36ч)
Рисунок 2.2 - Технологическая схема выработки питьевого пастеризованного молока
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Нормализация
↓
Пастеризация
(t 76±20C, 15-20с)
↓
Охлаждение
(t 4-60С)
↓
Внесение солей-стабилизаторов
↓
Стерилизация
(t 1370С, 4с)
↓
Гомогенизация
(t 770C, Р 20-25МПа)
↓
Охлаждение
(t 200С)
↓
Упаковывание
↓
Хранение
(t=0-60С)
Рисунок 2.3 - Технологическая схема выработки стерилизованного молока
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Нормализация молока
↓
Подогрев и гомогенизация молока
(t 850С, Р 100-150атм)
↓
Топление
(t 95-990С, 3-5ч)
↓
Охлаждение
(t 6-80C)
↓
Фасование
↓
Хранение
(t 0-60C)
Рисунок 2.4 - Схема технологических процессов выработки топленого молока
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Нормализация молока
↓
Пастеризация
(t 85-870С, 10-15мин)
↓
Охлаждение
(t 20-250C)
↓
Заквашивание
(закваска на кефирных грибках; 3-5%)
↓
Сквашивание
(8-12ч до сгустка кислотностью 85-1100Т)
↓
Перемешивание
(10-30мин)
↓
Охлаждение
(t 14±20С)
↓
Созревание
(9-13ч)
↓
Розлив, маркировка
↓
Охлаждение
(t 60С)
↓
Хранение
(t 0-60C)
Рисунок 2.5 - Схема технологических процессов выработки кефира
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Нормализация молока
↓
Пастеризация
(t 85-870С, 10-15мин)
↓
Охлаждение
(t 39-410C)
↓
Заквашивание
(закваска в соотношении 2,5 части термофильных стрептококков, 6 частей болгарской палочки и 1,5 части кефирной закваски)
↓
Перемешивание
↓
Розлив, укупоривание
↓
Сквашивание
(t 39-400С, 4-6ч до сгустка кислотностью 75-800Т)
↓
Охлаждение
(t 60С)
↓
Хранение
(t 0-60C)
Рисунок 2.6 - Схема технологических процессов выработки кисломолочного напитка катык
Приемка и оценка качества молока
↓
Очистка молока
(t 40-450С)
↓
Добавление стабилизатора и сахара
↓
Нормализация
↓
Фильтрование смеси
↓
Подогрев и гомогенизация молока
(t 50-850С, Р 15±2МПа)
↓
Пастеризация
(t 92±20С, 10-15мин)
↓
Охлаждение
(t 38-420C)
↓
Заквашивание
(закваска на чистых культурах термофильного стрептококка, болгарской палочки; 3-5%)
↓
Сквашивание
(3-4ч до сгустка кислотностью 75-850Т)
↓
Перемешивание
(10-30мин)
↓
Добавка фруктово-ягодного наполнителя 10-12%
↓
Охлаждение
(t 14±20С)
↓
Розлив и маркировка
↓
Хранение
(t 0-60C)
Рисунок 2.7 - Схема технологических процессов выработки йогурта питьевого
Приемка и оценка качества молока
↓
Сепарирование молока
(t 35-450С)
↓
Нормализация сливок и приготовление смеси
↓
Пастеризация сливок
(t 940С, 20с)
↓
Гомогенизация сливок
(t 60-800С, Р 7-12МПа)
↓
Охлаждение и физическое созревание
(t 4±20С, 1-2ч)
↓
Подогрев и заквашивание
(t 27-300С)
↓
Сквашивание
(7-10ч)
↓
Перемешивание
(3-15мин)
↓
Фасование, упаковывание
↓
Охлаждение
(t 4±2ºС, созревание 6-12ч)
Рисунок 2.8 - Схема технологических процессов выработки сметаны
Приемка и оценка качества молока
↓
Подогрев
(t 40±50С)
↓
Очистка
↓
Нормализация
↓
Пастеризация молока
(t 78±20С, 10-20с)
↓
Охлаждение
(t 30±20С в холодное время и 28±20С в теплое)
↓
Заквашивание
(закваска на чистых культурах мезофильных молочнокислых стрептококков)
↓
Внесение сычужного фермента и хлористого Са
↓
Сквашивание молока
(60-65±50Т; 6-10ч)
↓
Разрезка сгустка
↓
Удаление сыворотки
↓
Второе нагревание
(40±20С)
↓
Выдержка
(30-40мин)
↓
Охлаждение
(30±20С)
↓
Прессование сгустка
(2-3ч)
↓
Удаление сыворотки
↓
Охлаждение творога
↓
Фасование
↓
Хранение
(t ↓8°С и влажности воздуха 80-85%,
не более 36ч, в том числе на предприятии не более 18ч)
Рисунок 2.9 - Схема технологических процессов выработки творога
Приемка и оценка качества молока
↓
Очистка молока
↓
Резервирование
(4±20С, не более 24ч)
↓
Созревание
(10-120С)
↓
Нормализация молока
(жир, СОМО)
↓
Пастеризация
(t 70-760С, 20с)
↓
Внесение хлористого кальция, молокосвертывающих ферментов и закваски
↓
Свертывание молока
(t 28-350С, 30мин)
↓
Обработка сгустка
↓
Разбавление сыворотки водой
(5-10% воды от количества молока)
↓
Формование
↓
Прессование
(18-200С)
↓
Посолка сыра
(21%, 10±20С, 3сут)
↓
Созревание
(90-95сут)
↓
Маркировка
↓
Хранение
(t 0-40С, влажность 85-90%)
Рисунок 2.10 - Схема технологических процессов выработки сыра Голландского
Пастеризация и дезодорация сливок
↓
Охлаждение
(t 5-20ºС)
↓
Выдержка
(10ч и более)
↓
Сбивание сливок
(t 7-160С, 45-60мин, скорость 18-22м/с)
↓
Промывка масляного зерна
↓
Механическая обработка масляного зерна и масла
↓
Нормализация
(СОМО, влаге)
↓
Обработка масла
- летом 15-20мин, при t 12-160C
- зимой 25-50мин, при t 13-170С
↓
Фасование и упаковка
(t 14-16ºС-зимой, 12-14ºС- летом)
Рисунок 2.11- Схема технологических процессов выработки сливочного масла
Приемка и оценка качества молока
↓
Охлаждение и хранение
(t 6-80С)
↓
Сепарирование
(t 40±50С)
↓
Пастеризация обезжиренного молока
(t 930С)
↓
Сгущение до содержания сухих веществ 43-45%
↓
Высушивание
(t воздуха на входе 1870C, выходе – 1700С)
↓
Фасование
↓
Хранение
(t 0-60C, при влажности воздуха не более 75%)
Рисунок 2.12 - Схема технологических процессов выработки сухого обезжиренного молока
Прием и подготовка сыворотки
↓
Коагуляция белков
(t 90±20С, 6-8ч)
↓
Охлаждение
(t 18±20С)
↓
Внесение вкусовых, ароматических добавок и сахарного сиропа
↓
Пастеризация
(t 90±20С, 10-15с)
↓
Охлаждение
(t 25±20С)
↓
Розлив, упаковка, маркировка и доохлаждение
(6±20С)
↓
Хранение
(t 4±20С, не более 8сут)
Рисунок 2.13 - Схема технологических процессов производства сывороточного напитка
2.1.4 Выбор и обоснование технологических режимов производства творога
Приемка и оценка качества молока
Молоко, предназначенное для выработки творога, должно соответствовать требованиям действующего стандарта (ГОСТ 52054-2003) на молоко заготовляемое и ветеринарно-санитарным правилам, утвержденным в установленном порядке, что периодически ежемесячно подтверждается справкой органов ветеринарного надзора.
Для производства творога не допускается молоко:
- не удовлетворяющее требованиям ГОСТ;
- полученное от коров в первые семь дней лактации (молозиво) и последние семь дней (стародойное);
- с добавлением нейтрализующих и консервирующих веществ;
- имеющее запах химикатов и нефтепродуктов;
- содержащее остаточные количества химических средств защиты растений и животных, а также антибиотики и ДДТ;
- фальсифицированное (подснятое или разбавленное);
- с прогорклым, затхлым, гнилостным привкусом и резко выраженным кормовым привкусом (лука, чеснока, полыни, жома, силоса);
- с хлопьями, сгустками, слизисто-тягучее, с несвойственным нормальному молоку цветом.
Приемка молока заключается в определении его качества, в проведении контроля качества и сортировки. Контролю подвергают каждую партию молока, поступившего на производство. Под партией понимается молоко одного сорта, сдаваемое одновременно, в однородной таре, оформленное одним сопроводительным документом.
После перемешивания молока определяют органолептические показатели: вкус, запах, цвет, консистенцию.
Для определения чистоты, кислотности, плотности, массовой доли жира, отбирается средняя проба молока в удобную для перемешивания тару. Для установления бактериальной обсемененности молока не реже одного раза в 10 дней определяют редуктазную пробу.
Подогрев и очистка молока
Для очистки молока от механических примесей предназначены фильтры различных конструкций (пластинчатые, дисковые, цилиндрические). Фильтрующий материал (марля, ватные фильтры, лавсановая ткань и др.) необходимо периодически заменять. В противном случае фильтры становятся источником обсеменения молока нежелательной посторонней микрофлорой. Для поточности производства в линии монтируют 2 фильтра-очистителя параллельно. Когда в одном фильтре меняют фильтрующую ткань, второй фильтрует молоко.
Наиболее совершенным способом очистки молока является использование сепараторов-молокоочистителей. Центробежная очистка молока осуществляется за счет разницы между плотностями частиц плазмы молока и посторонних примесей. Посторонние примеси, обладая большей плотностью, чем плазма молока, отбрасываются к стенке барабана и оседают на ней в виде слизи, которая содержит грязевой, белковый и бактериальный слой.
Очистку молока проводят обычно после предварительного подогрева его до температуры 35-400С. В ходе центробежной очистки молока удаляются мельчайшие частицы загрязнений, в том числе частицы бактериального происхождения и нетермостойкие скоагулированные белковые частицы.
Возможна холодная очистка молока без подогрева, которая эффективна при кислотности молока не выше 180Т и содержании общего количества микроорганизмов в 1мл молока не выше 500тыс.клеток Необходимо строго соблюдать периодичность мойки, дезинфекции сепаратора-молокоочистителя. В противном случае аппарат может стать дополнительным источником вторичного обсеменения молока.
При правильном ведении центробежной очистки можно значительно снизить общую бактериальную загрязненность молока. Однако удалить соматические клетки таким способом не представляется возможным.
Для полного удаления бактериальных клеток из молока применяют бактофугирование. Сущность бактофугирования заключается в удалении из молока до 98 % содержащихся в нем микроорганизмов путем повышения скоростей центрифугирования без применения термической обработки.
При бактофугировании происходит удаление из молока погибших бактерий и токсинов, что способствует повышению его качества и стойкости в хранении.
После очистки молоко необходимо немедленно охладить до возможно низкой температуры. Оптимальные сроки хранения молока, охлажденного до 4-60С, не более 12ч. При более длительном хранении молока даже в условиях низких температур возникают пороки вкуса и консистенции.
Нормализация молока
Нормализация молока проводится в целях регулирования химического состава молока (массовой доли жира, белка, сухих веществ, углеводов, витаминов, минеральных веществ) до значений, соответствующих стандартам и техническим условиям. Чаще всего нормализацию проводят по массовой доле жира.
Основой расчетов при нормализации является уравнение материального баланса по любой составной части молока, например по содержанию жира или белка.
При нормализации молока по жиру к исходному цельному молоку добавляют обезжиренное молоко или сливки или же от исходного молока отбирают часть сливок путем сепарирования. Процесс осуществляется в емкостях (периодическим способом) или в потоке.
В данном случае нормализацию молока по жиру и белку проводят в потоке на сепараторе-нормализаторе.
Нормализация проводится с учетом фактической массовой доли белка в перерабатываемом сырье и коэффициента нормализации, который устанавливают применительно к виду творога, конкретным условиям производства, способам производства творога. В целях правильного установления коэффициента нормализации ежеквартально проводят конкретные выработки творога с учетом коэффициента нормализации и массовых долей жира в нормализованной смеси и в твороге.
Для установления массовой доли жира в нормализованной смеси при производстве данного вида творога массовую долю белка в молоке умножают на коэффициент нормализации.
Пастеризация
Пастеризация осуществляется при температурах ниже точки кипения молока (от 65 до 95С0). Выбор температурно-временных комбинаций режима пастеризации зависит от вида вырабатываемого продукта и применяемого оборудования, обеспечивающих требуемый бактерицидный эффект (не менее 99,98 %), и должен быть направлен на максимальное сохранение первоначальных свойств молока, его пищевой и биологической ценности.
Цели пастеризации следующие:
- уничтожение патогенной микрофлоры, получение продукта, безопасного для потребителя в санитарно-гигиеническом отношении;
- снижение общей бактериальной обсемененности, разрушение ферментов сырого молока, вызывающих порчу пастеризованного молока, снижение его стойкости в хранении;
- направленное изменение физико-химических свойств молока для получения заданных свойств готового продукта, в частности, органолептических свойств, вязкости, плотности сгустка и т. д.
- инактивация ферментов находящихся в нативном состоянии;
- обеспечение условий для хорошего отделения сыворотки.
Основным критерием надежности пастеризации является режим термической обработки, при котором обеспечивается гибель наиболее стойкого из патогенных микроорганизмов – туберкулезной палочки (температурный оптимум 65С0). Косвенным показателем эффективности пастеризации является разрушение в молоке фермента фосфатазы, имеющего температурный оптимум несколько выше, чем туберкулезной палочки, поэтому считают, что, если в молоке в результате пастеризации разрушена фосфатаза, уничтожены и болезнетворные патогенные микроорганизмы (в частности, туберкулезная палочка).
Эффективность пастеризации (в %) выражается отношением количества уничтоженных клеток к содержанию бактериальных клеток в исходном сыром молоке.
Эффективность уничтожения в молоке остальных микроорганизмов зависит от режимов пастеризации, а также от первоначальной обсемененности сырого молока. Чем больше в исходном молоке сапрофитов, тем ниже эффективность пастеризации молока. Эффективность пастеризации молока, хранившегося в течение продолжительного времени, особенно при повышенных температурах, всегда ниже, чем свежего охлажденного, так как при хранении развиваются микроорганизмы кишечного происхождения, более стойкие к температурным воздействиям.
Остаточная микрофлора молока состоит в основном из термофильных стрептококков, микрококков, стрептококков кишечного происхождения, споровых палочек. Оптимальной температурой пастеризации сырого молока, полученного от благополучных в санитарно-ветеринарном отношении хозяйств, является 72С0 с выдержкой 15-45с. При сильном обсеменении молока посторонней микрофлорой режимы пастеризации молока поднимают до 75-77С0 с выдержкой 15-35с.
В промышленности принят режим 75-76С0 с выдержкой 15-20с, который обеспечивает гигиеническую надежность, уничтожение патогенных и условно-патогенных микроорганизмов, сохранение пищевой и биологической ценности молока, его защитных факторов.
В данном случае пастеризация осуществляется при температурах ниже точки кипения молока 78±20С с выдержкой 10-20с.
Пастеризованное и охлажденное до температуры 4±20С молоко перед переработкой в творог может храниться не более 6ч.
Разрешается хранение молока при отсутствии условий для непосредственной переработки молока в творог.
Охлаждение молока
Для оптимальных условий развития молочнокислой микрофлоры молоко заквашивается чистыми культурами мезофильных молочнокислых стрептококков при температуре молока 30±20С в холодное время и 28±20С в теплое.
Заквашивание молока и внесение хлористого кальция и молокосвертывающего фермента
Активизацию сухого бактериального концентрата и приготовление из него закваски производят в соответствии с инструкцией по применению сухого бактериального концентрата мезофильных молочно-кислых стрептококков, утвержденной Минмясомолпромом СССР 22 декабря 1983г.
Флаконы с сухим бактериальным концентратом открывают следующим образом: сначала обжигают над спиртовкой, вынимают пробку и сухой бактериальный концентрат во флаконе растворяют добавлением 6-7мл стерилизованной воды и переносят в молоко. На 400л молока необходимо 1/2 растворенного бакконцентрата. Половина порции бактериального концентрата активизируют в 4л обезжиренного молока и выдерживают при 30°С в течение 3,5-5 часов до достижения кислотности 43-45°Т.
Активизированный бакконцентрат в количестве 4л вводят на 400л заквашиваемого молока.
При сычужно-кислотном способе в молоко также добавляют хлористый кальций и молокосвертывающие ферменты. Хлористый кальций вносится из расчета 400г безводного хлористого кальция на 1000кг молока в виде раствора с массовой долей хлористого кальция 30-40%, которую уточняют по плотности при 200С.
После этого в молоко вводят сычужный порошок. Доза фермента активностью 100000МЕ на 1000кг заквашиваемого молока равна 1г. Сычужный порошок растворяют в питьевой воде, предварительно подогретой до 36±30С.
Закваску, растворы хлористого кальция и ферменты вносят при непрерывном перемешивании молока в течение 10 мин, затем молоко оставляют в покое до образования сгустка требуемой кислотности 61+5°Т. Для определения кислотности проводят анализ кислотности сгустка согласно "Инструкции по технологическому контролю на предприятиях молочной промышленности".
Сквашивание молока
При сычужно-кислотном способе производства творога молоко сквашивается до получения сгустка кислотностью 65±50Т. Продолжительность сквашивания молока 6-10ч с момента внесения закваски.
Сычужное свертывание белков молока носит необратимый характер и включает две стадии - ферментативную и коагуляционную. На первой стадии под действием основного компонента сычужного фермента химозина происходит разрыв пептидной связи фенилаланин – метионин в полипептидных цепях казеина ККФК. В результате ограниченного специфического протеолиза молекулы казеина распадаются на гидрофобный параказеин и гидрофильный комакропептид.
Гликомакропептиды казеинов имеют высокий отрицательный заряд и обладают сильными гидрофильными свойствами. При их отщеплении снижается приблизительно наполовину потенциал на поверхности мицелл казеина и разрушается частично гидратная оболочка. Таким образом силы электро- статического отталкивания между частицами уменьшаются и дисперсная система теряет устойчивость.
На второй стадии частично дестабилизированные мицеллы казеина (параказеина), содержащие в отличие от нативных мицелл параказеинаткальций-фосфатный комплекс (ПККФК), собираются в агрегаты из двух, трех и более частиц, которые затем соединяются между собой продольными и поперечными связями в единую сетку, образуя сгусток. Таким образом, возникает рыхлая пространственная структура, в петлях которой заключена дисперсионная среда, т. е. происходит гелеобразование.
При понижении агрегативной устойчивости дисперсных систем может происходить или истинная коагуляция, или гелеобразование. При истинной коагуляции частицы полностью теряют устойчивость и, слипаясь друг с другом, образуют хлопья или осадок - коагулят. При гелеобразовании частицы теряют устойчивость не по всей поверхности, а на некоторых участках, вследствие чего слипаются и образуют пространственные сетки.
Действие раствора хлорида кальция при кальциевой коагуляции связано со снижением отрицательного заряда казеина под влиянием положительно заряженных ионов двухвалентного кальция.
Механизм действия Са заключается в связывании свободных ОН-групп фосфорной кисслоты казеиновых мицелл, в результате чего уменьшается их отрицательный заряд и электронейтральные белковые частицы агрегируют (образование кальциевых мостиков ускоряет процесс агрегации). Хлорид Са - сильное дегидратирующее соединение, он вызывает дополнительную дестабилизацию казеина, уменьшая его гидрофильность.
Коагуляцию хлоридом обычно проводят при высокой температуре (до 90-950С), поэтому она называется термокальциевой коагуляцией. Повышенная температура вызывает денатурацию сывороточных белков, которые коагулируют вместе с казеином. Белковый продукт, полученный на основе комплексного осаждения казеина и сывороточных белков, называется молочным белком или копрецитатом. Его используют для обогащения некоторых пищевых продуктов.
Разрезка сгустка и частичный отбор сыворотки
Готовый сгусток разрезают проволочными ножами, входящими в комплект творогоизготовителя, на кубики размером 2,0×2,2×2,0см. Сначала сгусток разрезают по длине ванне на горизонтальные слои, затем по длине и ширине – на вертикальные. Разрезанный сгусток оставляют в покое от 30 до 60мин для выделения сыворотки.
За это время выделяется значительное количество сыворотки, которую удаляют из ванны отделителем сыворотки барабанного типа. Такое предварительное удаление сыворотки повышает эффективность прессования сгустка.
Второе нагревание
В случаях получения сгустка с плохим отделением сыворотки его нагревают до температуры сыворотки (40±2)0С с выдержкой при этой температуре от 30 до 40мин. Для равномерного нагревания сгустка верхние слои его осторожно перемещают от одной стенки ванны к другой. Благодаря чему нижние нагретые слои сгустка постепенно поднимаются вверх, а верхние слои опускаются вниз.
Сгусток, нагретый до указанных выше температур, после необходимой выдержки охлаждают не менее чем на 100С путем пуска в межстенное пространство ванны холодной или ледяной воды.
Прессование и удаление сыворотки
Готовое творожное зерно с сывороткой подается насосом в отделитель сыворотки барабанного типа, с которого поступает в систему прессования. После прессования бруски творога загружаются в мультиформы на транспортер отделителя сыворотки ленточного типа. Далее мультиформы с творогом подаются в систему окончательного прессования. После прессования готовый творог выгружаем из мультиформ, а формы подаем на мойку.
Охлаждение творога
По окончании прессования творог поступает в охладитель, откуда охлажденный творог поступает на фасование. Температура творога на входе составляет 400С, а на выходе творог охлаждается до температуры (12±3) 0С.
Фасование, хранение и доохлаждение творога
Тара и материалы, используемые для упаковывания и укупоривания продукта, должны соответствовать требованиям законодательных, нормативных и/или технических документов, устанавливающих возможность их применения для упаковки молочных продуктов.
Транспортные пакеты формируют по ГОСТ 23285.
Укладку транспортного пакета осуществляют так, чтобы была видна маркировка не менее одной единицы потребительской тары и/или транспортной тары, и/или многооборотной тары с каждой боковой стороны транспортного пакета.
Укладку транспортного пакета осуществляют способами, обеспечивающими сохранность нижних рядов потребительской тары и/или многооборотной тары без их деформации.
Маркировка единицы потребительской тары должна содержать следующие информационные данные о продукте:
- наименование продукта (должно состоять из терминов по ГОСТ Р 51917).
Наименование продукта состоит из термина «творог»; термина, характеризующего массовую долю жира продукта;
- норму массовой доли жира (в процентах), соответствующую требованиям Для продукта, изготовленного из натурального молока, массовую долю жира указывают «От... до...»;
- наименование и местонахождение изготовителя (юридический адрес, включая страну, и при несовпадении с юридическим адресом, адрес предприятия) и организации в Российской Федерации уполномоченной изготовителем на принятие претензий от потребителей на ее территории
- товарный знак (при наличии);
- массу нетто продукта (г или кг);
- информацию о составе продукта.
Информацию об используемом молочном сырье указывают после слов: «Состав: изготовлен из ...»
Закваски, бактериальные концентраты, ферменты, кальций хлористый указывают после слов «с использованием» ...»;
- пищевую ценность (содержание белков, жиров, углеводов, калорийность) указывают как массу белков, жиров, углеводов, килокалорий и/или килоджоулей в 100г продукта.
Пищевую ценность продукта, изготовляемого из натурального молока, указывают в виде диапазонов килокалорий и/или килоджоулей, содержащихся в 100г продукта;
- количество молочнокислых микроорганизмов
- условия хранения (информацию об условиях хранения указывают
одним температурным режимом);
- дату изготовления (наносят три двузначных числа, обозначающих соответственно время, число и месяц изготовления, после слов: «изготовлен (час, число, месяц) . . .»;
- срок годности наносят три двузначных числа, обозначающих соответственно время, число, месяц окончания срока годности, после слов: «годен до (час, число, месяц)...».
- обозначение стандарта (допускается наносить без указания года утверждения);
- информацию о сертификации продукта (наносит изготовитель в виде знака соответствия ГОСТ Р 50460).
Маркировка многооборотной тары должна содержать следующие информационные данные, указываемые на ярлыках или листах-вкладышах:
- наименование продукта;
- наименование и местонахождение изготовителя;
- товарный знак (при наличии);
- условия хранения;
- срок годности;
- массу нетто продукта в единице потребительской тары;
- количество единиц потребительской тары;
- массу брутто;
- обозначение стандарта.
На ярлыки или листы-вкладыши и также наносят манипуляционные знаки по ГОСТ 14192: «беречь от солнечных лучей», «Ограничение температуры с указанием минимального и максимального значений температуры.
Информационные данные указывают на русском языке и дополнительно, при необходимости, на государственных языках субъектов Российской Федерации, родных языках народов Российской Федерации, а также иностранных языках.
Творог фасуют в мелкую тару (в брикеты). Для удобства реализации творога через торговую сеть, повышения санитарного режима при его продаже промышленность ежегодно увеличивает выработку мелкофасованного творога. При помощи специальных автоматов творог фасуют в пергамент массой нетто 250г.
На пергаментных этикетках указывают наименование или номер предприятия-изготовителя и его подчиненность, наименование продукта, массовую долю жира, массу нетто, дату конечного срока реализации, розничную цену и стандарт.
Для удобства транспортирования творог в мелкой упаковке укладывают в ящики вместимостью не более 20кг. Для этого применяют ящики дощатые, фанерные, полимерные и алюминиевые ящики-контейнеры, которые после заполнения творогом закрывают крышками и пломбируют.
Творог хранят в холодильных камерах при температуре не выше 8°С и влажности воздуха 80-85%. Его размещают по партиям выработки. В камерах поддерживают строгий санитарный режим и не допускают значительных колебаний температуры. Гарантийный срок хранения творога составляет 36ч с момента окончания технологического процесса, в том числе на предприятии не более 18ч.
Условия транспортирования творога на предприятия торговой сети и общественного питания такие же, как и для других цельномолочных продуктов.
В целях равномерного снабжения населения часть творога, выработанного в летние месяцы, резервируют до зимнего периода. Чтобы творог выдержал длительное, в течение нескольких месяцев, хранение, его замораживают. При замораживании творога большой массой (например, в бочках) при температуре выше минус 200С процесс будет идти медленно, с образованием крупных кристаллов льда. Такой творог после размораживания резко снижает свое качество. Крупные кристаллы льда превращаются в значительные капли влаги, которые не способны равномерно распределиться и частично вытекают из творога. Продукт приобретает крупитчатую консистенцию. Чтобы избежать этих недостатков, на современных предприятиях творог перед замораживанием фасуют в виде брикетов массой 0,5кг или в виде блоков массой 7-10 кг. Брикеты и блоки творога упаковывают в бумагу, покрытую полиэтиленовой пленкой.
Замороженный творог укладывают в картонные ящики и направляют для длительного хранения в камеры с температурой воздуха не выше минус 18°С. При постепенном размораживании брикетов и блоков творога из него не вытекает влага и не происходит значительных изменений его структуры.
2.1.5 Характеристика творога
Творог предназначен для непосредственного употребления в пищу и для переработки в промышленных условиях.
В зависимости от массовой доли жира продукт подразделяют на обезжиренный, нежирный, классический и жирный.
По органолептическим показателям творог должен соответствовать требованиям таблицы 2.4.
Таблица 2.4 – Органолептические характеристики творога
|
Наименование показателя |
Характеристика |
|
Внешний вид и консистенция |
Мягкая, мажущаяся или рассыпчатая. Допускается неоднородная, с наличием мягкой крупитчатости. Для творога нежирного выделение сыворотки |
|
Вкус и запах |
Чистые, кисломолочные, без посторонних привкусов и запахов. Допускается слабокормовой привкус и наличие слабой горечи |
|
Цвет |
Белый с кремовым оттенком, равномерный по всей массе |
Пищевая и энергетическая ценность, в том числе аминокислотный состав, содержание липидов, витаминов и минеральных веществ творога, на примере нежирного творога приведена в таблице 2.5.
Таблица 2.5 – Содержание основных пищевых веществ в 100г продукта
|
Вода |
80,0г |
|
Белки: Общее количество аминокислот: Незаменимые аминокислоты: валин изолейцин лейцин лизин метионин треонин триптофан фенилаланин Заменимые аминокислоты: аланин аргинин аспарагиновая кислота гисцидин глицин глутаминовая кислота пролин серин тирозин цистин |
18,0г 17950мг 7680мг 990мг 1000мг 1850мг 1450мг 480мг 800мг 180мг 930мг 10270мг 440мг 810мг 1000мг 560мг 260мг 3300мг 2000мг 820мг 930мг 150мг |
|
Лактоза |
1,8г |
|
Липиды (сумма) Триглицериды Фосфолипиды Холестерин Жирные кислоты (сумма) |
0,6мг 0,5мг 0,05мг 0,04мг - |
|
Органические кислоты в расчете на молочную |
1,22 |
|
Зола: Витамины: β-каротин В1 В2 РР С |
1,2г
следы 0,04 0,25 0,45 0,5 |
|
Энергетическая ценность, ккал |
88 |
По физико-химическим показателям продукт должен соответствовать нормам, указанным в таблице 2.5.
Таблица 2.5 – Физико-химические показатели творога
|
Наименование показателя |
Норма для продукта |
|||
|
обезжиренного |
классического |
«Столового» |
||
|
Массовая доля жира, % |
1,8 |
4,0 |
7,0 |
2,0 |
|
Массовая доля белка, %, не более |
1,8 |
1,6 |
1,8 |
|
|
Массовая доля влаги, %, не более |
80,0 |
75,0 |
73,0 |
76,0 |
|
Кислотность, 0Т |
170-240 |
170,-230 |
170-220 |
- |
|
Температура при выпуске с предприятия, 0С |
4±2 |
|||
|
Фосфатаза |
отсутствует |
|||
Содержание токсических элементов, микотоксинов, антибиотиков, пестицидов и радионуклеидов в продукте не должно превышать допустимых уровней, установленных СанПиН 2.3.2.1078 и указанных в таблице 2.6.
Таблица 2.6 - Допустимый уровень содержания токсичных элементов в твороге
|
Показатели |
Допустимые уровни, мг/кг (л), не более |
Примечание |
|
Токсичные элементы: свинец мышьяк кадмий ртуть |
0,3 0,2 0,1 0,02 |
|
|
Микотоксины: афлатоксин М1 |
0,0005 |
|
|
Антибиотики: левомицетин тетрациклиновая группа стрептомицин пенициллин |
не допускается не допускается не допускается не допускается |
< 0,01ед/г < 0,01ед/г < 0,5ед/г < 0,01ед/г |
|
Пестициды: гексахлорциклогексан (α, β, γ-изомеры) ДДТ и его метаболиты |
125 1,0 |
в пересчете на жир в пересчете на жир |
|
Радионуклеиды: цезий-137 стронций |
100 25 |
Бк/л Бк/л |
Микробиологические показатели продукта должны соответствовать требованиям СанПиН 2.3.2.1078 и показаны в таблице 2.7.
Таблица 2.7 – Микробиологические показатели творога
|
Наименование продукта |
Масса продукта (г, см3), в которой не допускается |
|||
|
БГКП (колиформы) |
S. aureus |
патогенные, в т.ч. сальмонеллы |
дрожжи и плесени, КОЕ/г не более |
|
|
Творог со сроками годности не более 72 часов |
0,001 |
0,1 |
25 |
- |
|
Творог со сроками годности более 72 часов, в т.ч. замороженный |
0,01 |
0,1 |
25 |
дрожжи – 100; плесени – 50 |
Совершенно бесспорный факт, что творог - продукт востребованный, имеющий множество вариантов в ассортименте и занимающий существенную долю в объемах производства практически каждого предприятия. Но бесспорно и то, что этот продукт наиболее трудоемкий и наименее защищенный от влияния неблагоприятных факторов как самого производства, так и окружающих условий.
Большинство предприятий до сих пор производят его традиционным способом: полностью открытый процесс, значительное количество ручного труда и, как следствие, высокий риск получения продукта, не соответствующего нормативным требованиям.
Но современный рынок молочных продуктов стал предъявлять особые требования в отношении качества и сроков годности без оглядки на технологические особенности и устаревшее оборудование. Поэтому для того, чтобы сохранить позиции или развить имеющийся успех в продажах, неизбежен переход на новые виды оборудования и технологии.
2.2 Контроль производства
Контроль производства охватывает следующие стороны контроля на предприятии, направленные на обеспечение выпуска продукции гарантированного качества: входной контроль сырья, компонентов, материалов; производственный контроль; приемный контроль готовой продукции; микробиологический контроль сырья, компонентов, производства готовой продукции; контроль тары и упаковки; контроль санитарного состояния предприятия.
Наличие химических и микробиологических лабораторий, оснащенных необходимым для выполнения требуемых анализов оборудованием и квалифицированными кадрами – необходимое условие для эффективного управления качеством готовой продукции. Эти лабораторные расположены в разных помещениях.
В лабораториях составлены и отпечатаны методики проведения каждого анализа, приготовления питательных сред и реактивов, правила обслуживания приборов и оборудования. Методики соответствуют действующим стандартам и инструкциям пи микробиологическому и техническому контролю.
На предприятии находятся три лаборатории:
- Приемная – осуществляет входной контроль поступающего сырья.
- Химическая – осуществляет входной контроль готовой продукции и контроль технологического процесса по физико-химическим показателям.
- Микробиологическая – производит микробиологический контроль сырья, готовой продукции, санитарно-гигиеническое состояние всего производства, вспомогательных материалов.
Производственные лаборатории отвечают следующим требованиям:
- располагаются в просторных светлых помещениях, размещенных в производственном корпусе, изолированно от цехов, вдали от котельной, дымовых труб;
- размеры площадей лабораторий соответствуют нормам технологического проектирования; площадь одного рабочего места - не менее 3м2;
- помещения лабораторий имеют естественное боковое освещение (коэффициент освещенности не менее 1:5), светильники для вечернего освещения (освещенность 100-200лк);
- температура воздуха 17-190С (в холодное время года) и 20-230С (в теплое); относительная влажность воздуха 30-60; шум в пределах 90дБ; приточно-вытяжная вентиляция, водопровод, система канализации, к рабочим местам подведен электрический ток;
- стены окрашены, на высоте 1,52м от пола облицованы керамической плиткой; полы покрыты кислотоупорной керамической плиткой;
В лаборатории работники находятся в специальной защитной одежды, ознакомлены с должностными положениями, с правами и обязанностями работников лаборатории в соответствии со штатным расписанием предприятия.
Лаборатории имеют в наличии необходимое поверенное оборудование и средства измерения, необходимые реактивы, применяемые для анализа продуктов. Работники лаборатории ознакомлены с правилами приготовления и хранения реактивов, мойки лабораторной посуды, техникой безопасности при работе в лаборатории.
Аттестацию лабораторий проводят работники Центра стандартизации и метрологии в соответствии с требованиями ГОСТ Р ИСО/МЭК 17025-2000 «Общие требования к компетентности испытательных и комбинированных лабораторий»:
- наличие в лаборатории нормативно-технической документации (НДТ), устанавливающей требования к химическому составу, органолептическим, физико-химическим и санитарно-гигиеническим свойствам сырья, компонентов материалов и готовой продукции и соблюдение ее требований;
- наличие НТД на методы измерений показателей качества и соблюдение этих требований;
- наличие необходимых, предусмотренных в НТД средств измерений, в том числе стандартных образцов, обеспечивающих проведение измерений с требуемой точностью;
- наличие и состояние вспомогательного оборудования, предусмотренного НТД;
- наличие системы контроля результатов измерений показателей качества, выполняемых лабораторией;
- наличие специалистов требуемой квалификации;
- наличие утвержденных в установленном порядке должностных инструкций для специалистов лабораторий, выполняющих измерение показателей качества сырья, компонентов, материалов и готовой продукции;
- соответствие помещения лаборатории установленным требованиям к ней, включая технику безопасности.
Цели и задачи технохимического контроля.
Технохимический контроль призван обеспечить выпуск с предприятия продукции в строгом соответствии с требования стандартов, технических условий, рецептур и технологических условий.
Основные задачи:
- обеспечить выпуск высококачественной продукции, стойкой при хранении;
- обеспечить соблюдение технических инструкций, ГОСТов, технических условий;
- снизить нормы расхода сырья до возможного минимума.
Цели контроля:
- контроль качества поступающего сырья, тары, припасов, материалов;
- контроль технологических процессов обработки молока и производства молочных продуктов;
- контроль качества полуфабрикатов, готовой продукции, упаковки, маркировки и порядка выпуска продукции с предприятия;
- контроль реактивов, моющих и дезинфицирующих средств;
- контроль за состоянием лабораторных приборов;
- контроль расхода сырья и выхода готовой продукции.
Технохимический контроль осуществляется лабораториями предприятия согласно инструкциям по технохимическому контролю на предприятиях молочной промышленности. Схема контроля технологического процесса производства творога представлена в таблице 2.7.
Таблица 2.7 – Схема контроля технологического процесса производства творога
|
Объект |
Контролируемый показатель |
Периодичность контроля |
Отбор проб |
Методы контроля, измерительные приборы |
|
Приемка молока |
Органолептические Температура, 0С Кислотность, 0Т Массовая доля жира, % Плотность, кг/м3 Массовая доля белка, % Группа чистоты по эталону Масса, кг |
Ежедневно То же То же То же То же То же То же То же |
В каждой партии То же То же То же То же То же То же То же |
ГОСТ 13264-70 ГОСТ 26754-85 ГОСТ 3624-92 ГОСТ 5867-90 ГОСТ 3625-84 Формольное титрование ГОСТ 8218-56 Весы с НПВ 500кг |
|
Нагревание молока |
Температура, 0С |
То же |
То же |
Термометр |
|
Нормализация в потоке |
Температура, 0С Массовая доля жира, % |
То же То же |
То же То же |
ГОСТ 26754-85 ГОСТ 5867-90 |
|
Сливки при сепарировании |
Массовая доля жира, % |
То же |
То же |
ГОСТ 5867-90 |
|
Охлаждение молока |
Температура, 0С |
То же |
То же |
Термопреобразователь |
|
Промежуточное хранение |
Время, ч |
То же |
То же |
Часы |
|
Закваска |
Кислотность, 0Т Масса, кг |
То же То же |
То же То же |
ГОСТ 3624-92 Весы с НПВ 100кг |
|
Заквашивание молока |
Температура, 0С Масса СаСl2 на 1000кг молока Масса ферментного препарата на 1000кг молока |
То же Периодически Периодически |
То же То же То же |
Термопреобразователь Расчетный Расчетный |
|
Сквашивание молока |
Кислотность сгустка, 0Т Кислотность сыворотки, 0Т Продолжительность, ч |
То же То же То же |
То же То же То же |
Титрометрически ГОСТ 3624-92 Часы |
|
Перемешивание сгустка |
Время, мин |
То же |
То же |
Часы |
|
Подогревание сгустка |
Температура, 0С |
То же |
То же |
Термопреобразователь |
|
Охлаждение сгустка |
Температура, 0С |
То же |
То же |
Термопреобразователь |
|
Фасование |
Масса, кг (г) |
То же |
То же |
Весы НПВ 2кг |
|
Маркировка |
Качество |
То же |
То же |
Визуально |
|
Готовый продукт |
Органолептические Массовая доля жира, % Массовая доля влаги, % Кислотность, 0Т Температура, 0С Фосфатаза |
То же То же То же То же То же То же |
То же То же То же То же То же То же |
ОСТ 4925-85 ГОСТ 5867-90 ГОСТ 3626-73 ГОСТ 3624-92 ГОСТ 26754-85 ГОСТ 3623-73 |
|
Хранение творога |
Температура воздуха в камере, 0С Относительная влажность воздуха, % |
То же
То же
|
То же
То же |
Термометр
Психрометр, часы |
Цели и задачи микробиологического контроля.
Основной задачей микробиологического контроля является обеспечение выпуска продукции высокого качества, повышение вкусовых и питательных достоинств.
Микробиологический контроль на предприятиях молочной промышленности заключается в проверке качества поступающего сырья, материалов, готовой продукции, закваски, а также в соблюдении санитарно-гигиенических режимов производства. При контроле качества сырья необходимо обращать внимание на его общую бактериальную обсемененность, на отсутствие бактерий группы кишечной палочки в готовой продукции, на эффективность пастеризации.
Схема организации микробиологического контроля производства творога представлена в таблице 2.8.
Таблица 2.8 – Схема организации микробиологического контроля производства творога
|
Исследуемые объекты |
Название анализа |
Откуда берут пробу |
Периодичность контроля |
Разведения |
|
Молоко, пастеризованное из ванны |
БГКП |
Из ванн |
Не менее 2 раз в месяц |
1; 2; 3 |
|
Наличие термоустойчивых молочнокислых палочек |
Выборочно из ванн |
В случае излишней кислотности |
|
|
|
Заквашенное молоко и сгусток |
БГКП |
Из ванн |
Не реже 2 раз в месяц |
1; 2; 3; 4; 5 |
|
Творог после прессования |
То же |
От контролируемой партии |
То же |
2; 3; 4; 5; 6 |
|
Творог после охлаждения (готовая продукция) |
БГКП |
То же |
Не реже 1 раза в 3 дня |
1; 2; 4; 5; 6 |
|
Микроскопический препарат |
То же |
То же, в случае вспучивания |
|
В целях улучшения санитарно-гигиенического состояния режимов на производстве проводят микробиологическую оценку качества готовой продукции, мойки и дезинфекции технологического оборудования, а также личной гигиены работников на предприятиях молочной промышленности.
Схема организации микробиологического контроля санитарно-гигиенического состояния производства приведена в таблице 2.8.
Таблица 2.8 – Схема организации микробиологического контроля санитарно-гигиенического состояния производства
|
Исследуемые объекты |
Название анализа |
Откуда берут пробу |
Периодичность контроля |
|
1 |
2 |
3 |
4 |
|
Трубы, резервуары для закваски, бутылки, банки |
ОКБ |
|
Не менее 1 раз в декаду |
|
БГКП |
|
То же |
|
|
1 |
2 |
3 |
4 |
|
Остальное оборудование, посуда, инвентарь |
БГКП |
|
Не менее 1 раза в декаду |
|
Оборудование для диетпродуктов, творога, сметаны |
Наличие термоустойчивых молочнокислых палочек |
Выборочно от отдельных емкостей |
В случае появления в продуктах порока излишняя кислотность |
|
Наличие дрожжей |
То же |
В случае появления в продуктах вспучивания |
|
|
Воздух |
Общее количество колоний |
Из производств. помещений, масло-сырохранилищ, сыроподвалов, складов, из заквасочной |
1 раз в месяц |
|
Количество колоний дрожжей и плесеней |
То же |
То же |
Неотъемлемым элементом системы контроля санитарно-гигиенического состояния производства является контроль за соблюдением личной гигиены работниками предприятия.
Работающий персонал – основной источник вторичного обсеменения продуктов патогенной микрофлорой, в том числе шигеллами (возбудитель дезинтерии) и сальмонеллами, а так же стафилококком. Важнейший момент - к производству должны иметь допуск только здоровые люди, не являющиеся возможным источником инфекций. Одновременно работники молочных предприятий должны знать и неуклонно соблюдать правила личной гигиены.
Контроль соблюдения гигиены работниками предприятия проводят путем взятия смывов с поверхности рук. Анализ чистоты рук проводится микробиологом предприятия без предварительного предупреждения не реже 1 раза в декаду у работников, непосредственно соприкасающихся с чистым оборудованием или продукцией. Для взятия смыва с рук рабочих пользуются ватными тампонами. Перед анализом тампон смачивают стерильным раствором хлористого натрия или воды и обтирают смоченным тампоном обе руки и пальцы.
Контроль за хлорированием рук проводят путем проведения йод-крахмальной пробы: отдельные участки рук протирают ватным тампоном, смоченным йод-крахмальным раствором.
Правильная организация и неуклонное выполнение всех требований по обеспечению необходимого уровня санитарно-гигиенического состояния производства - обязательное условие выпуска безопасной и качественной продукции.
2.3 Технологическое оборудование
2.3.1 Подбор оборудования
Основная цель проводимых расчетов - определение возможности использования имеющего оборудования на заводе. Допускается использование имеющего оборудования и установка нового оборудования (для внедряемых в производство новых продуктов).
Технологическое оборудование подобрано и рассчитано на основании продуктового расчета, технологической части и графика организации производственных процессов, которые предопределяют необходимое количество машин и аппаратов. При подборе технологического оборудования в проекте учитывается необходимость стремления к тому, чтобы обеспечить бесперебойную работу участка и осуществить все технологические процессы по принятой технологической схеме, обеспечить высокое качество и низкую себестоимость продукции.
В данной работе предусматривается техническое переоснащение творожного цеха с учетом использования имеющегося оборудования, принимая во внимание его физический и моральный износ.
2.3.2 Расчет оборудования
Творог на «Стерлитамакском молочном комбинате» вырабатывается кислотно-сычужным способом в 4 сыродельных ваннах В2-ОСВ-5 и 4 творожных ваннах ВТН-2,5. Нормализованное, пастеризованное, охлажденное до температуры заквашивания молоко разливается в эти ванны емкостью 5000м3 и 2500м3 соответственно. Творог изготавливают традиционным способом, где сгусток разливается в лавсановые мешочки, самопрессование в тележках и прессование осуществляется на 3 установках УПТ, помимо прессования, они также и охлаждают выработанный творог. Это оборудование физически и морально изношено, так как было установлено в 1975 году.
В дипломной работе предусмотрено техническое перевооружение творожного цеха. Наиболее универсальным способом получения и обработки сгустка в творогоизготовителе на механизированной линии «Олит-Про».
НПК «Прогрессивные Технологии» представляет автоматизированную линию производства творога «Олит-Про», позволяющую получить традиционный творог высокого качества, имеющий структуру и консистенцию, сравнимые с "деревенской", с увеличенным сроком хранения. Разработанная линия позволяет комплексно механизировать и автоматизировать технологические операции, устранить трудоемкость процесса, снизить потери сырья и продукта, значительно улучшить санитарию производства.
Преимущества линии «Олит-Про»:
- полное сохранение традиционной структуры творога;
- получение продукта стабильного качества вне зависимости от качественных характеристик сырья и вида вырабатываемого продукта (по массовой доле жира);
- сбор и автоматическое откачивание сыворотки;
- более высокой уровень механизации и автоматизации технологического процесса;
- значительно меньшие габаритные размеры;
- более высокий уровень санитарии производства;
- качественная санитарная обработка линии;
- автоматическая CIP-мойка.
По производительности выбираем линию «Олит-Про-1000»
В линию входят:
- Изготовитель творога ТИ-10 вертикальный;
- Насос для откачки сыворотки и творожного зерна пневматический, мембранный;
- Отделитель сыворотки барабанного типа 500-1000кг/час с регулируемой производительностью;
- Отделитель творога ленточного типа (стабилизатор параметров) 500-1000 кг/час с регулируемой производительностью (стабилизация по влаге);
- Охладитель творога 1000кг/час барабанного типа;
- Автомат фасовки творога
Если учитывать, что цех по производству творога, вырабатывающий 3 вида творога, работает в 2 смены, то мы устанавливаем 2 линии «Олит-Про-1000», которые в первую смену вырабатывают творог жирностью 7%, а во вторую – творог 4% и 1,8 жирности.
Часовая производительность оборудования определяется по формуле:
(2.28)
где Мсм – масса творога (творожного сгустка) в смену, кг
τ – время работы оборудования, ч
Пр – производительность оборудования, кг/ч.
а) изготовитель творога ТИ-10 предназначен для автоматического проведения классического процесса получения и обработки творожного сгустка. Представляет собой емкость вертикального типа, которая укомплектована системой автоматического поддержания температурных и временных процессов и визуализацией на пульте управления. Оборудование имеет сертификат соответствия
Выполняемые операции:
- сквашивание молока.
- разрезка и вымешивание сгустка.
- термомеханическая обработка сгустка.
- удаление части сыворотки.
- СIP мойка: моечные головки.
Состав:
- изготовитель творога;
- периферийный змеевик по наружной обечайке и днищу;
- изоляция - смола ФРВ;
- устройство разрезки и перемешивания сгустка с регулируемой частотой вращения;
- система подогрева и поддержания температуры в составе пластинчатого теплообменника Alfa Laval с системой безопасности по давлению;
- CIP мойка;
- площадка обслуживания;
- пульт управления;
- система датчиков;
- обвязка.
Цикл занятости творогоизготовителя:
- заполнение – 45мин;
- заквашивание, перемешивание – 15мин;
- сквашивание молока – 360мин;
- разрезка сгустка, отстой сыворотки – 30мин;
- слив сыворотки, второе нагревание – 30мин;
- отстой сыворотки, ее слив и – 30мин;
- подача творожного сгустка в отделитель сыворотки – 10мин;
- мойка – 20мин.
Всего 540мин. Общий цикл занятости 9ч.
Так как в смену перерабатываем 20000кг молока, а производительность ТИ-10 – 10000кг, то ставим 2 творогоиготовителя.
б) отделитель сыворотки барабанного типа ОСБТ-1000 предназначен для удаления сыворотки и частичной подпрессовки творожного сгустка (первая ступень). Представляет собой закрытую модульную конструкцию, с системой автоматизации технологического процесса и локальной системой санитарной обработки, выполненной на общей раме.
Состав:
- барабан для отделения сыворотки и подпрессовки творожного зерна в закрытом исполнении;
- поддон и емкость для сбора сыворотки;
- насосная система для откачки сыворотки в резервуар и промывки фильтрующей ткани;
- устройство очистки сыворотки от белковой пыли;
- пульт управления;
- общая рама с механизмом изменения угла наклона барабана;
- мембранный пневматический насос для подачи сгустка.
Фактическое время его работы в первую смену:
(2.28)
Фактическое время его работы во вторую смену:
(2.28)
Так как отделителя сыворотки 2, то каждый аппарат фактически работает в первую смену по 2,8ч, во вторую – по 3ч.
в) отделитель творога ленточного типа ОТЛТ-1000 входит в состав линии производства традиционного творога "Олит-Про" в качестве второй ступени для отделения сыворотки и подпрессовки творожного зерна. Устройство выгрузки и стабилизации представляет собой регулируемый по высоте транспортер подачи закрытого типа с приемным бункером, дренажной лентой, с регулируемой системой стабилизации по влаге, с устройством подачи обеззараженного воздуха, системой CIP и пультом управления.
Фактическое время его работы в первую смену:
(2.28)
Фактическое время его работы во вторую смену:
(2.28)
Так как отделителя творога 2, то каждый аппарат фактически работает в первую смену по 2,2ч, во вторую – по 2,8ч.
г) резервуар для сыворотки представляет собой термоизолированый резервуар закрытого типа, вертикальный, устанавливаемый на опорах. Оборудован специальным воздушным клапаном, люком, лестницей.
д) агрегат охлаждения творога ОТ предназначен для охлаждения творога. Применяется в составе существующих поточных линий производства творога, таких как ОЛИТ-ПРО. Охладитель творога поставляется в комплекте с собственной системой холодообеспечения.
Преимущества:
- минимальное механическое воздействие на продукт, получение творога "традиционной" консистенции. В охладителе механическое воздействие на продукт сведено к минимуму, поэтому готовый продукт имеет консистенцию, характерную для традиционного творога. Это достигается за счет увеличения до определенных пределов зазора между валиком и барабаном. Величина зазора регулируется исполнительным механизмом с приводом и датчиком положения. При этом зазор остается постоянным и перекос валка относительно барабана не происходит. Кроме этого в охладителе привод установленного мотор-редуктора с частотным преобразователем позволяет регулировать процесс намазывания творога на барабан (относительное скольжение на границе валок-творог-барабан). Замена подающего охлажденный продукт шнека на транспортер также способствует сохранению структуры творога в процессе охлаждения.
- минимальный контакт продукта с внешней средой: использование обеззараженного воздуха в рабочей зоне позволяет полностью исключить дополнительное обсеменение продукта при охлаждении. Рабочее пространство охладителя отделено от узла привода и окружающей среды, что снижает возможность попадания посторонней микрофлоры в охлаждаемый творог. С этой же целью для обеззараживания воздуха в рабочем пространстве установлен ультрафиолетовый бактерицидный облучатель рециркулятор "ОРУБ-01" приточно-вытяжного типа. Использование этого аппарата позволяет создать "чистый продукт" и продлевает сроки хранения готового творога.
- возможность настройки охладителя на разные виды творога, как по структуре, так и по консистенции в результате использование раздельных приводов вальца и барабана.
- использование пропиленгликолевой системы охлаждения. В новом охладителе применяется локальная холодильная установка. Вместо рассола для охлаждения используется 30%-ный пропиленгликоль. Этот хладагент имеет существенные преимущества перед рассольной системой охлаждения. Пропиленгликоль долго сохраняет свои рабочие свойства, не дает выпадение осадка и, являясь нейтральным, не вызывает коррозии металлических поверхностей. Для исключения потерь пропиленгликоля произведена замена сальникового уплотнения на торцевое фирмы "John Crane". Применение новой системы охлаждения позволяет автоматически регулировать процесс охлаждения по выбору оператора: по заданной температуре творога на выходе и (или) по заданной производительности охладителя. При этом дополнительно возможно установление соотношения скоростей вращения барабана и валка. В процессе охлаждения осуществляется контроль за температурой творога на входе-выходе, температурой хладагента на входе-выходе, скоростью вращения барабана и скоростью вращения валка. Количество хладагента, скорость вращения барабана и скорость вращения валка регулируются как в ручном, так и в автоматическом режимах. Управление процессом работы охладителя осуществляется промышленным контроллером. Все это позволяет оптимизировать процесс охлаждения творога и исключить его недоохлаждение, а также намерзание продукта на рабочую поверхность барабана.
- увеличение производительности охладителя по сравнению с базовой моделью Д5 - ОТЕ. Производительность: однобарабанного охладителя составляет 500 кг/ч; двухбарабанного - 900 кг/ч.
- эстетичный внешний вид. В аппарате применена новая конструкция кожухов и облицовки. Оборудование отвечает современным требованиям промышленного дизайна.
- хорошая промываемость. Закрытая конструкция охладителя со съемными панелями облицовки. После работы легко разбирается (съемные ножи, бункер, панели кожуха), что облегчает процесс мойки и санитарной обработки.
В новом охладителе устранена течь сыворотки между бункером и барабаном (бункером и валком) за счет применения "плавающего" уплотнения, которое отслеживает положение прижимного валка и барабана.
Торцевые "плавающие" уплотнения на приемном бункере обеспечивают распределение творога строго по размерам бункера без выхода на края барабана при любом количестве творога в бункере. Для сбора стоков сыворотки, которая может выделяться в небольших количествах в процессе охлаждения, предусмотрен специальный выдвижной лоток с отводом в канализацию.
Фактическое время его работы в первую смену:
(2.28)
Фактическое время его работы во вторую смену:
(2.28)
Так как отделителя творога 2, то каждый аппарат фактически работает в первую смену по 2,1ч, во вторую – по 2,7ч.
е) автомат фасовки творога М6-АР2Т – базовая модель, повсеместно применяемая в России для фасовки и упаковки творога в брикеты 250грамм.
Для упаковки творога или творожной массы используются следующие материалы: пергамент марки В первого сорта, ГОСТ 1341-84, толщиной 0,05...0,08 мм и массой 55±5г/м2.
Основными элементами автомата являются: станина с главным приводом; формующий стол; механизм образования и заделки брикетов; дозатор; дататор; транспортер; бункер загрузки.
Конструкция автоматов выполнена так, что все операции фасовки и упаковки продукта проходят последовательно по кругу. Главным связующим звеном между основными узлами является стол с находящимися на нем восьмью гнездами, расположенными по окружности равномерно через 45 градусов. Дозатор автомата - объемного типа.
Технологический цикл работы автомата:
- загрузка бункера продуктом.
- подача упаковочного материала и нанесение даты на упаковку.
- обрезка развертки на коробки из ленты упаковочного материала.
- перенос развертки на формующую матрицу.
- проверка наличия развертки на матрице.
- образование коробки и укладка коробки в гнездо формующего стола.
- дозирование порции продукта в коробку.
- загибку краев брикета.
- подпрессовка и окончательная заделка брикета.
- съем готовых брикетов с формующего стола на переворачиватель, а затем на транспортерную ленту.
Фактическое время его работы в первую смену:
(2.28)
Фактическое время его работы во вторую смену:
(2.28)
Так как отделителя творога 2, то каждый аппарат фактически работает в первую смену по 1,7ч, во вторую – по 2,2ч.
Таблица 2.9 – Сводная таблица оборудования
|
Наименование оборудования |
Тип, марка |
Тех.пока- затели л/ч, кг/ч |
Коли- чество, шт |
Габариты, мм |
Общая площадь, м² |
||
|
длина |
ширина |
высота |
|||||
|
Творогоизгото-витель |
ТИ-10 |
10000 |
2 |
4300 |
2253 |
3000 |
19,38 |
|
Отделитель сыворотки барабанного типа |
ОСБТ |
10000 |
2 |
2600 |
1440 |
2500 |
7,49 |
|
Отделитель творога ленточного типа |
ОТЛТ |
1000 |
2 |
2000 |
1600 |
1200 |
6,4 |
|
Резервуар для сыворотки |
ОХЕ-20 |
20000 |
1 |
3000 |
3915 |
5300 |
11,75 |
|
Охладитель для творога |
ОТ |
1000 |
2 |
1540 |
1950 |
1100 |
6 |
|
Автомат фасовки творога |
М6-АР2Т |
1728 |
2 |
2920 |
1470 |
1560 |
8,58 |
|
ИТОГО: |
|
|
|
|
|
|
59,6 |
Вывод: Площадь занимаемого оборудования составляет 59,6м2.
В таблицах 2.10-2.11 представлены показатели расхода пара и холода основного технологического оборудования.
2.3.3 Санитарная обработка технологического оборудования
Санитарную обработку на предприятиях молочной промышленности выполняют в следующем порядке:
- механическая очистка обрабатываемой поверхности от остатков сырья и загрязнений. При механической очистке используют холодную и теплую воду, которую спускают в канализацию только через жироловки;
- мойка с использованием моющих средств;
- дезинфекция с применением дезинфицирующих средств;
- ополаскивание.
Если применяются моющие - дезинфицирующие средства, то процесс мойки и дезинфекции совмещается.
Качество выпускаемой молочными предприятиями продукции в значительной мере определяется качеством мойки и дезинфекции технологического оборудования, тары, инвентаря, с которыми соприкасаются молоко и молочные продукты. Каждый цех должен иметь утвержденный начальником цеха график санитарной обработки оборудования. Мойку и дезинфекцию оборудования производит специально выделенный персонал.
Наиболее перспективна в молочной промышленности автоматическая система мойки и дезинфекции, когда каждая емкость после ее опорожнения немедленно включается в цикл мойки. Циркуляционная мойка – это безразборная мойка по замкнутому контуру, который включает в себя:
- объект мойки;
- емкости для моющих растворов и воды;
- насосы для подачи на мойку растворов и возврата его;
- теплообменник для подогрева моющих растворов и воды;
- связывающие трубопроводы.
Функциональные возможности установки позволяют:
- задавать технологические параметры и режимы процесса мойки.
- осуществлять в автоматическом режиме приготовление моющих растворов с заданными параметрами концентрации и температуры.
- автоматически поддерживать в процессе мойки температуру и концентрацию растворов, что позволяет выполнять мойку трубопроводных магистралей практически любой длины.
- автоматически поддерживать время выполнения технологических операций.
- гибко менять последовательность подачи моющих растворов, продолжительность операций, температурные режимы и концентрации моющих растворов.
- измерять, контролировать и корректировать технологические параметры.
- циркуляционным способом моется все оборудование кроме открытых емкостей.
Санитарную обработку оборудования, трубопроводов, инвентаря и тары осуществляет персонал не моложе 18 лет, прошедший инструктаж по технике безопасности технологического оборудования и ознакомленный с требованиями «Инструкции по техники безопасности для работающих с вредными веществами».
Персонал, выполняющий санитарную обработку оборудования, обеспечен спецодеждой, обувью и защитными средствами.
Выбор и режимы мойки определяются группой загрязнений, остающихся на поверхности оборудования.
Большое значение в производстве творога имеет качество мытья и дезинфекции оборудования и материалов. Творогоизготовители должны промываться и дезинфицироваться после каждого опорожнения.
На ОАО «Молочный комбинат» в цеху по производству творога на данный момент использую ручную мойку. В новой линии предусмотрена CIP-мойка, которая обеспечивает следующие функции:
- технологическая связь CIP-станции и объектов мойки (разделение канала подачи/возврата на маршруты, обеспечение устойчивых потоков в линиях возврата растворов на CIP-станцию и т.п.);
- информационная связь с CIP-станцией, т.е. выработка определенных сигналов и обмен сигналами с CIP-станцией (а возможно и объектами мойки), например, блокировка подачи моющих растворов при возникновении нештатных ситуаций на объектах мойки, влияющих на качество мойки (переполнение резервуаров, выход из строя каких-либо элементов системы); для аппаратного обеспечения этой функции, обычно необходим отдельный шкаф управления цеховой системой мойки.
Мойка состоит из 4 бачков смонтированных на раме. Емкость бачка 1000л. Подогрев моющих растворов на теплообменнике. Производительность насоса мойки 20000 л/ч.
Большой ассортимент моющих и очищающих средств позволяет обеспечить эффективное решение задач очистки и дезинфекции на всех этапах технологического процесса изготовления продукции – от стадии подготовки сырья до упаковки готового продукта, а так же соблюдение гигиенических норм персонала:
Для мойки оборудования и посуды на ОАО «Молочный комбинат» применяют кальцинированную и каустическую соду, "Триас-А", "Вимол", "Мойтар", "Фарфорин" и др. Для удаления молочного камня с оборудования используют азотную и сульфаминовую кислоты.
Оборудование и посуду дезинфицируют путем обработки их поверхности препаратами, содержащими активный хлор (хлорная известь, хлорамин, гипохлорит кальция и натрия), горячей водой, паром. Для дезинфекции поверхности бумажной тары для упаковки молока используют ультрафиолетовые лучи.
Оптимальные концентрации и параметры мойки подбираются в каждом конкретном случае в зависимости от характера и степени загрязнения поверхности, условий мойки и типа оборудования.
Проектом предусматривается внедрение нового оборудования с CIP-мойкой, в которой применяются новые моюще-дезинфицирующие средства.
Средство техническое моющее дезинфицирующее МД-1 для одновременной циркуляционной мойки и дезинфекции оборудования для производства творога, расфасовочных автоматов, тары и инвентаря, трубопроводов. Представляет собой смесь i неионогенных и катионных ПАВ в сочетании с нейтральными солями, что обеспечивает высокое моющее и дезинфицирующее действие препарата и возможность многократного применения рабочих растворов. Концентрация рабочего раствора 0,5-0,7% при 55-700С. Экспозиция 7-10мин. После обработки моющим раствором требуется промывка водопроводной водой с температурой 35-400С.
Nikoklar S 55 – жидкое, кислотное, комбинированное моюще-дезинфицирующее средство на основе комбинации фосфорной кислоты с пенообразующими анионоактивными поверхностно-активными веществами. Сильная поверхностная активность способствует быстрому удалению органических отложений, таких как жиры и белки. Минеральные налеты, такие как известь и накипь, растворяются. Применяется для комбинированной кислотной мойки и дезинфекции рабочих поверхностей и оборудования, стен и пола. Рекомендуемые рабочие концентрации составляют в зависимости от степени загрязнения 1,0-5,0% предпочтительно 2,0-3,0% при помощи приборов-пенообразователей «Вайгоматик». Рабочая температура – 20-500С.
Гигиена рук персонала Пентамой СП1 с дезинфицирующим эффектом. Мойка и дезинфекция рук. Удаляет грязь, пищевые загрязнители, пигментные пятна, устраняет резкие запахи. Рекомендуется к использованию в дозаторах жидкого мыла. Расход – 2-3мл на одну обработку рук.
Все средства сертифицированы, имеют рекомендации к применению, соответствующие разрешения и опыт применения на многих предприятиях России. Представляют собой концентрированные водорастворимые нетоксичные взрыво-, пожаробезопасные биоразлагаемые жидкости.
2.4 Организация труда рабочих
2.4.1 Форма организации труда
Организация производства – соединение труда (рабочей силы) со средствами производства (предметами труда). Ее основная задача заключается в рациональном использовании всех элементов производства. Организация труда является составной частью организации производства и направлена на достижение полезного эффекта трудовой деятельности.
На ОАО «Молочный комбинат» действует коллективная форма организации труда – бригадная. Каждый член бригады закреплён за конкретным рабочим местом или операцией. Для обеспечения взаимозаменяемости рабочие бригады, как правило, умеют выполнять работы по нескольким или одной операциям трудовые функции рабочих сводятся к обслуживанию, наблюдению и контролю за ходом технологического процесса, обеспечению бесперебойной работы обслуживаемого механизма. Бригадная форма организации труда предусматривает чёткое распределение обязанностей между членами бригады.
Бригадная форма организации труда создает условия для интенсификации общественного производства, ускорения темпов роста производительности труда, улучшения использования рабочего времени и оборудования; способствует экономическому использованию трудовых, материальных и топливо-энергетическому ресурсов; открывает возможности для укрепления трудовой дисциплины. Бригадная форма отвечает требованиям современного производства, научной организации труда, возросшему образовательному и культурному уровню трудящихся.
2.4.2 Численность рабочих и их квалификация
К работающим на ОАО «Молочный комбинат» относятся сдельщики, повременщики, руководители и специалисты.
Расчет численности и заработной платы рабочих-сдельщиков по проектируемому цеху выполнен в разделе «Технико-экономическая оценка проекта».
Характеристика выполняемых работ рабочими представлены в таблице 2.10.
Таблица 2.12 - Характеристика выполняемых работ рабочими
|
Наименование профессии, разряд |
Тарифная тавка |
Количество человек в смену |
Содержание выполняемых работ |
Должен знать: |
|
1 |
2 |
3 |
4 |
5 |
|
Изготовитель творога 3-й разряд |
|
2 |
Ведение процесса выработки творога. Наполнение ванн молоком, доведение до температуры заквашивания. Заквашива-ние молока и внесение ферментов. Наблюдение за готовностью сгустка, резка его, обработка до готовности калье. Выгрузка калье в мешочки или на сточный стол. Отпрессовка и охлаждение творога на различных охладителях. Передача творога на расфасовку или укладка в кадки. Мойка и чистка оборудования и инвентаря.
|
Устройство обслуживае-мого оборудования; сос-тав и физико-химичес-кие свойства молока; технологию произ-водства творога; нормы расхода сырья и мате-риалов; требования, предъявляемые к ка-честву сырья и готового продукта, и упаковка его; режимы мойки оборудования; назначе-ние и способы приго-товления моющих и дезинфицирующих растворов. |
|
Изготовитель творога 4-й разряд
|
|
2 |
Ведение процесса выработки творога на поточной механизированной линии. Регулирование поступления сгустка в сепаратор или творогоизготовитель. Наблюдение за ритмичной работой сепаратора или творогоизготовителя, степенью обезвоживания обезжиренного творога, отделением сухих веществ от сыворотки. Определение готовности творога органолептически и по данным лабораторных анализов. Подача творога и сливок на дозатор-смеситель или на вальцовочную и месильную машины и творогоохладитель. Наблюдение за охлаждением продукта и передача на расфасовку или на реализацию. При производстве зерненого творога - наполнение ванн молоком, внесение закваски, хлористого кальция и сычужного фермента. Наблюдение за сквашиванием молока и определение готовности сгустка органолептически и по данным лабораторного анализа. Разрезка и обработка сгустка. Промывка и обезвоживание зерна, приготовление и внесение наполнителей. Взвешивание и маркировка готовой продукции. |
Устройство обслуживае-мого оборудования; сос-тав и физико-химичес-кие свойства молока; технологию производст-ва творога; способы приготовления и внесе-ния наполнителей; пра-вила взвешивания и маркировки готовой продукции.
|
|
Изготовитель творога 5-й разряд |
|
2 |
Ведение процесса выработки творога на автоматизированной линии с пульта управления, обеспечение с помощью средств автоматики и контрольно-измерительных приборов выполнения технологического режима образования сгустка, прессования, охлаждения и других видов работ по заданной программе. Обеспечение бесперебойной работы агрегатов и аппаратуры, входящих в линию. Регулирование температуры обработки сгустка, содержания влаги в твороге, режимов перемешивания сгустка. Контроль за кислотностью сгустка по приборам. Предупреждение и устранение причин отклонения от нормального технологического режима. Подготовка к обеспечению циркуляционной санитарной обработки оборудования линии. |
Устройство автоматизи-рованной линии; техно-логию, микробиологи-ческие и биохимические основы производства творога; технологичес-кое оборудование и принципы его действия; устройство и правила эксплуатации контроль-но-измерительных при-боров; схемы питания электрооборудования; нормы расхода сырья и материалов; требования, предъявляемые к качест-ву сырья и готового продукта. |
|
Оператор расфасовочно-упаковочного автомата 4-й разряд |
|
1 |
Ведение процесса расфасовки и упаковки плавленой сырной массы и мороженого на расфасовочно-упаковочных автоматах. Загрузка бункера дозирующего устройства продуктом. Заправка автомата вафлями, глазурью, палочками, фольгой, бумагой, этикетками, клеем. Контроль точности дозировки продукта путем периодического взвешивания на весах, качества продукта и упаковки, а также правильности накопления палочек, закалки, оттаивания и глазировки. Отбраковка нестандартных по объему, весу, количеству и качеству порций продукта. Регулировка поступления продукта в бункер дозатора и синхронности взаимодействия всех устройств автомата. Устранение мелких неполадок в работе оборудования. Пуск и остановка автомата. Освобождение бункера и дозатора от остатков продукта. Разборка, чистка, мойка и смазка оборудования. |
устройство расфасовоч-но-упаковочных автома-тов; основные свойства фасуемой продукции; требования, предъявляе-мые к качеству фасовки и оформлению упаковки продукции; правила ре-гулировки дозаторов на заданный объем, вес, количество; допустимые нормы потерь продук-ции и упаковочных ма-териалов в процессе фа-совки; меры и способы устранения неисправ-ностей в работе оборудования.
|
|
Оператор расфасовочно-упаковочного автомата 5-й разряд
|
|
1 |
Ведение процесса расфасовки и упаковки молочных продуктов в полимерную тару. Установление бункера и дозатора и подключение трубопровода для подачи массы продукта на расфасовку и упаковку. Зарядка автомата фольгой и полистирольной лентой. Установление на автомате фокуса фотоэлемента по контрольной отметке на фольге. Регулирование формирования коробочек, их заполнения и обрезка ленты. Включение и выключение узлов автомата, регулировка дозатора в зависимости от консистенции поступающей массы. Периодический контроль веса коробочек и качества упаковки. Устранение мелких неполадок в работе автомата. Регулирование синхронной работы фасовочно-упаковочного автомата в поточной линии производства молочных продуктов. |
основы технологии производства фасуемых молочных продуктов; требования, предъявляе-мые к фасовке готового продукта; устройство и правила обслуживания расфасовочно-упаковоч-ного автомата; правила устранения мелких неисправностей в работе автомата; нормы потерь продукции в процессе расфасовки; нормы расхода упаковочных материалов.
|
Для производства творога на предприятии используется труд бригады из 8 человек.
2.4.3 Оплата труда и материальное стимулирование
Организация оплаты труда занимает одно из центральных мест во всей системе учета на предприятии. Оплата труда каждого работника зависит от его личного трудового вклада и качества труда и максимальным размером не ограничивается. Запрещается какое бы то ни было понижение размеров оплаты труда работника в зависимости от возраста, пола, расы, национальности, отношения к религии, принадлежности к общественным объединениям.
Месячная оплата труда работника, отработавшего полностью определенную на этот период времени норму рабочего времени и выполнившего свои трудовые обязанности, не может быть ниже минимального размера оплаты труда. В минимальный размер оплаты труда не включаются доплаты и надбавки, а также премии и другие поощрительные выплаты.
При оплате труда рабочих могут применяться тарифные ставки, оклады, а также бестарифная система, если предприятие сочтет такую систему наиболее целесообразной. Вид, системы оплаты труда, размеры тарифных ставок, окладов, премий, иных поощрительных выплат, а также соотношение в их размерах между отдельными категориями персонала предприятия определяются самостоятельно и фиксируют их в коллективном договоре.
Оплата труда руководителей, специалистов и служащих производится, как правило, на основе должностных окладов. Должностные оклады устанавливаются администрацией предприятия в соответствии с должностью и квалификацией работника. Предприятия могут устанавливать для руководителей, специалистов и служащих иной вид оплаты труда (в процентах от выручки, в долях от прибыли и др.).
Труд работников оплачивается повременно, сдельно или по иным системам оплаты труда. Оплата труда может производиться за индивидуальные и коллективные результаты работы. Для усиления материальной заинтересованности работников в выполнении планов и договорных обязательств, повышении эффективности производства и качества работы могут вводиться системы премирования, вознаграждение по итогам работы за год, другие формы материального поощрения.
Установление систем оплаты труда и форм материального поощрения, утверждение положений о премировании и выплате вознаграждения по итогам работы за год производится администрацией предприятия, организации по согласованию с соответствующим выборным профсоюзным органом.
Для учета особых условий труда применяется система доплат надбавок, которая позволяет оплатить труд работника более дифференцированно.
Заработная плата на предприятии – сдельная премиальная. Оплата труда рабочих осуществляется в соответствии с действующими тарифными ставками, нормами труда, сдельными расценками и положениями о премировании и оплате труда. Сдельная оплата труда применяется в сочетании с премированием за выполнение установленных количественных и качественных показателей производственного плана.
Доплату производят за работу праздничные дни, за сверхурочные работы. Дополнительная заработная плата включает оплат очередных отпусков, декретных отпусков, отпусков по уходу за ребёнком.
Премирование рабочих проводится при выполнении следующих показателей:
- выпуск высококачественной продукции;
- выполнение договорных обязательств;
- экономия сырьевых, материальных и энергетических ресурсов;
- высокие санитарно-гигиенические показатели производства.
Размер премии на производстве составляет 20-100% тарифной ставки.
Распределение коллективного заработка между членами бригады производится в соответствии с присвоенными тарифными разрядами и фактически отработанным временем.
2.4.4 Режим труда и отдыха
Под режимом труда и отдыха понимают установленный порядок чередования и продолжительности периодов работы и отдыха на протяжении рабочей недели, смены, месяца, года. Цель режима труда и отдыха: сохранение работоспособности и здоровья рабочих. Продолжительность смены составляет 12 часов. Проектом предусматривается односменный режим работы.
Режим труда и отдыха, работающих на заводе, установлен в соответствии с Кодексом о труде и возможностями предприятия. Работники предприятия имеют право пользоваться всеми правами, касающиеся режима рабочего времени и отдыха, отпусков, социального страхования и обеспечения, которые установлены законодательством.
На ОАО «Молочный комбинат» действует двух сменный режим работы по 12 часов каждая смена, обеденный перерыв после 4 часов работы в течение 40 мин.
Работоспособность рабочих в течение смены неустойчива, вследствие нарастающей утомляемости, поэтому кроме обеденного перерыва предусматривается время на отдых, длительностью от 5 до 10 минут. Во время перерывов сотрудники имеют возможность использовать методы активной (физические упражнения) или пассивной релаксации.
На молочном заводе созданы все условия для отдыха рабочих: помещения приема пищи, столовая, гардеробные, душевые, беседки для отдыха.
Состояние помещений приема пищи удовлетворяют санитарно-гигиеническим требованиям.
Существующий режим труда и отдыха соответствует требованиям научной организации труда и Кодекса о труде. Выполнение этих требований строго контролируется руководством молочного комбината, не выполняющие требований несут административную ответственность.
В межсезонный период или в период ремонта работникам предоставляются отпуска продолжительностью 24 рабочих дня. Отпуск предоставляется в соответствии с графиком, согласованным с профсоюзным комитетом, 1 раз в полугодие или по частям, но не менее 2 недель.
На предприятии проводятся следующие мероприятия по усовершенствованию организации труда:
- улучшение условий труда (установление дополнительного освещения на участке упаковки продукции, а также установления вентилятора на участке плавления сырной массы);
- увеличение материального стимулирования премиями, доплатами, различного рода вознаграждениями;
- улучшение рабочих мест согласно нормативным требованиям.
Баланс представлен в таблице 2.9.
Таблица 2.9 – Баланс рабочего времени одного среднесписочного рабочего
|
Показатели |
Дни |
|
1 Календарный фонд рабочего времени 2 Нерабочие дни 3 Номинальный фонд рабочего времени: (Календарный фонд - нерабочие дни) 4 Неявки на работу: в том числе: а) отпуск - не менее б) по болезни в) по беременности и родам г) по учёбе д) выполнение общественных и государственных обязанностей 5 Эффективный фонд рабочего времени 6 Средняя продолжительность рабочего дня (час) (40 часовая рабочая неделя: 5 рабочих дней в неделю) 7 Эффективный фонд рабочего времени 1-го рабочего за год в часах |
365 168 168
197 28 24 3 2 0,5
0,5 169 12
2028 |
2.4.5 Организация рабочих мест и их обслуживание
Организация рабочих мест зависит от специфики труда и осуществляется на основе типовых проектом организации рабочих мест.
Правильная организация рабочего места не только позволяет с меньшими усилиями производить больше продукта, но способствует сохранению здоровья работников.
Рабочее место основных и вспомогательных рабочих оснащено необходимыми техническими средствами, основным и вспомогательным оборудованием, технической и организационной оснасткой. Предусмотрено оборудовать рабочие места так, чтобы создать наилучшие условия для работы. Все рабочие места оснащены необходимыми инструментами, вспомогательными материалами. Также на рабочих местах находится инструкция по технике безопасности на данном участке и инструкция по эксплуатации оборудования.
Управление аппаратами осуществляется с помощью кнопок на пультах управления, к каждой единице оборудования. Вентили и краны для подачи пара, воды и регулировки потока сырья и продуктов вынесены в удобное для обслуживания место.
Приборы для контроля температуры и давления имеют индикацию на пульте управления и расположены в местах, где могут быть легко обозреваемы работниками.
Обслуживание рабочего места представляет собой его обеспечение средствами, предметами труда и услугами, необходимыми для осуществления трудового процесса.
Организация рабочих мест – главное условие повышения производительности труда, она состоит из системы мероприятий направленных на их оснащение средствами и предметами труда.
Организация рабочего места включает в себя планировку, оснащение и обслуживания рабочих мест, условия труда, показатели оценки условия труда.
Предусмотрено свободное пространство для: перемещения при эксплуатации оборудования; удобства и безопасных действий с сырьем, готовой продукцией и тарой, технического обслуживания, ремонта, уборки производственного оборудования; безопасного доступа к рабочему месту. Не допускается загромождение рабочего места сырьем, готовой продукцией и тарой.
2.5 Оценка организации производства по графику производственных процессов
График производственных процессов составлен для определения режима работы предприятия, продолжительности и последовательности операций.
График разработан на основании сводной таблицы продуктового расчета, аппаратурно-технологической схемы, подобранного оборудования в соответствии с требованиями технических инструкций. Проектом предусмотрен двухсменный режим работы цеха, продолжительность смены составит 12 часов, что соответствует нормам технологического проектирования предприятий молочной промышленности.
График производственных процессов соответствует требованиям технологических инструкций в отношении продолжительности резервирования (молоко сразу после проведения анализов, приемки, охлаждения направляется на производство творога), времени сквашивания.
В графике предусмотрено время на подготовительно-заключительные работы, продолжительность которых применительно к конкретному оборудованию и отражена на графике.
На предприятии действует безотходная технология: обезжиренное молоко, полученное в процессе сепарирования, планируется направить на производство сухого обезжиренного молока, закваски для творога и кисломолочных продуктов. Из творожной сыворотки вырабатывают сывороточные напитки с различными видами сока. Сыворотку, полученную при выработке сыра, сепарируют. Подсырные сливки используют для выработки сливочного масла. Обезжиренная подсырная сыворотка, также пахта, полученная при выработке сливочного масла, сгущаются до 20% влаги и отправляются в сельскохозяйственные предприятия для кормления скота.
Для определения качественных характеристик проектных решений рассчитываются коэффициенты машинного времени (ηвр), коэффициент производительности (ηпр), коэффициенты использования машин (ηобщ).
(2.29)
где τ1 – время работы машины по выполнению своей основной операции, ч;
τ2 – время на подготовительно-заключительные работы, ч;
τ3 – время простоя, ч.
(2.30)
где NФ – фактическая производительность оборудования;
NП – паспортная производительность оборудования.
Общий коэффициент использования машины рассчитывается по формуле:
(2.31)
Расчет коэффициентов использования оборудования сведен в таблицу 2.28.
Таблица 2.28 – Расчет коэффициентов использования оборудования
|
Наименование оборудования |
τ1, ч |
τ2, ч |
τ3, ч |
ηвр |
ηпр |
NФ |
NП |
ηобщ |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Творогоизгото-витель |
18 |
0,7 |
5,3 |
0,75 |
0,95 |
19 |
20 |
1,7 |
|
Отделитель сыворотки барабанного типа |
5,8 |
1,3 |
16,9 |
0,242 |
0,97
|
0,97 |
1 |
0,235 |
|
Отделитель творога ленточного типа |
5 |
1,3 |
17,7 |
0,21 |
1 |
1 |
1 |
0,21 |
|
Резервуар для сыворотки |
15 |
1,3 |
7,7 |
0,625 |
0,75 |
15 |
20 |
1,375 |
|
Охладитель для творога |
4,8 |
1,3 |
14,9 |
0,325 |
0,975 |
0,975 |
1 |
0,32 |
|
Автомат фасовки творога |
3,9 |
1,3 |
18,8 |
0,163 |
0,8125 |
0,975 |
1,2 |
0,13 |
Фактические коэффициенты использования машин меньше рекомендуемых (0,7 - 0,8), кроме творогоизготовителя и резервуара для сыворотки. Но выбрано именно это оборудование, как наиболее прогрессивное. При его использовании сокращаются затраты труда. Высокая производительность оборудования позволяет увеличить объем выпускаемой продукции в будущем, при увеличении закупок сырья.
Следовательно, можно отметить, что предложенный вариант графика является наиболее предпочтительным.
3 Автоматизация производства творога на ОАО «Молочный комбинат»
3.1 Актуальность автоматизации технологического процесса
При производстве творога одной из наиболее сложных задач является создание продукта, качественные характеристики которого не различаются в зависимости от партии. Традиционный процесс производства в значительной степени зависит от действий оператора линии, что, в свою очередь, служит причиной появления вариаций конечного продукта. При использовании новой автоматизированной системы у производителя появится возможность целиком и полностью контролировать производственный процесс, и, в результате, производить товар с постоянными качественными характеристиками.
При работе в автоматическом режиме влияние оператора на процесс минимально, температура может быть запланирована с большей точностью, а влияние внешних факторов практически исключено.
Основной целью нашей работы является повышение качества продукции с постоянными характеристиками за счет автоматизации технологического процесса производства творога, а дополнительными – сокращение ручного труда, создание производства, отвечающего современным требованиям, за счет: исключения контакта продукта с внешней средой, применения системы щадящего нагрева, возможности применения в поточных линиях производства творога.
В соответствии с основной целью поставлены задачи:
- разработать операторную схему автоматизации производства творога на основе подобранной автоматизированной линии Олит-ПРО;
- разработать функциональную схему автоматизации выработки творога.
3.2 Разработка операторной схемы
В состав линии Олит-ПРО входят творогоизготовители с мешалками, с системой подогрева и автоматической системой управления температурой обработки сгустка и творожного зерна, система фильтрации и отвода сыворотки, система отцеживания зерна с помощью узла двух отцеживающих дренажных фильтров, установленных в днище каждого творогоизготовителя, насос перекачки творожного сгустка, насос возврата моющих растворов, теплообменник-охладитель творожного сгустка, система стандартизации творога со шкафом управления (отжим, прессование на конвейере с отжимом), шнековый охладитель (перемешивание в конвейере с охлаждением ледяной водой в рубашке), контейнерная одномаршрутная моечная станция со шкафом управления, программируемый контроллер полной автоматизации изготовления творога и моечного процесса.
Разработана операторная схема, которая показана на рисунке 3.1.
Рисунок 3.1 – Операторная схема производства творога
Операторная схема включает:
1 – Приемка и оценка качества молока
Приемка молока заключается в определении его качества, в проведении контроля качества и сортировки. Контролю подвергают каждую партию молока, поступившего на производство. Под партией понимается молоко одного сорта, сдаваемое одновременно, в однородной таре, оформленное одним сопроводительным документом.
2 – Подогрев молока. Молоко подогревают до 400С для проведения очистки.
3 – Очистка молока. Наиболее совершенным способом очистки молока является использование сепараторов-молокоочистителей. В ходе центробежной очистки молока удаляются мельчайшие частицы загрязнений, в том числе частицы бактериального происхождения и нетермостойкие скоагулированные белковые частицы.
4 – Нормализация молока проводится в целях регулирования химического состава молока. При нормализации молока по жиру от исходного молока отбирают часть сливок путем сепарирования. Процесс осуществляется в потоке на сепараторе-нормализаторе.
5 – Пастеризация осуществляется при температурах ниже точки кипения молока. В производстве творога принят режим 78±2С0 с выдержкой 10-20, который обеспечивает гигиеническую надежность, уничтожение патогенных и условно-патогенных микроорганизмов, сохранение пищевой и биологической ценности молока, его защитных факторов.
6 – Охлаждения молока до температуры заквашивания 30±20С в холодное и 28±20С в теплое время года с целью активизации закваски, хлорида кальция и сычужного фермента.
7 – Заквашивание молока, внесение хлористого кальция и молокосвертывающего фермента
Закваска состоит из чистых культур мезофильных молочнокислых стрептококков, которая вносится в количестве 3-5% от всей массы молока.
Хлористый кальций вносится из расчета 400г безводного хлористого кальция на 1000кг молока в виде раствора с массовой долей хлористого кальция 30-40%, которую уточняют по плотности при 200С.
После этого в молоко вводят сычужный порошок. Доза фермента активностью 100000МЕ на 1000кг заквашиваемого молока равна 1г. Сычужный порошок растворяют в питьевой воде, предварительно подогретой до 36±30С. Закваску, растворы хлористого кальция и ферменты вносят при непрерывном перемешивании молока в течение 10 мин
8 – Затем молоко оставляют в покое до образования сгустка требуемой кислотности 65±5°Т. Продолжительность сквашивания молока 6-10ч с момента внесения закваски.
9 – Разрезка сгустка. Готовый сгусток разрезают ножами с целью лучшего удаления сыворотки.
10 – Частичный отбор сыворотки. Сгусток оставляют в покое на 30-60мин для выделения сыворотки. За это время выделяется значительное количество сыворотки.
11 – Второе нагревание. В случаях получения сгустка с плохим отделением сыворотки его нагревают до температуры сыворотки (40±2)0С.
12 – С выдержкой при этой температуре от 30 до 40мин. Для равномерного нагревания сгустка верхние слои его осторожно перемещают от одной стенки ванны к другой. Благодаря чему нижние нагретые слои сгустка постепенно поднимаются вверх, а верхние слои опускаются вниз.
13 – Охлаждение. Сгусток, нагретый до указанных выше температур, после необходимой выдержки охлаждают не менее чем на 100С путем пуска в межстенное пространство ванны холодной или ледяной воды.
14 – Прессование творога. Творог доводят до требуемой влажности.
15 – Окончательное отделение сыворотки.
16 – Охлаждение творога. Творог направляют в охладитель, где его доводят до температуры (12±3) 0С.
17 – Фасование творога. Творог фасуют в мелкую тару (в брикеты). При помощи специальных автоматов фасуют в пергамент массой нетто 250г.
18 – Для удобства транспортирования творог в мелкой упаковке укладывают в ящики вместимостью не более 20кг. Для этого применяют ящики дощатые, фанерные, полимерные и алюминиевые ящики-контейнеры, которые после заполнения творогом закрывают крышками и пломбируют.
19 – Творог хранят в холодильных камерах при температуре не выше 8°С и влажности воздуха 80-85%. Его размещают по партиям выработки. В камерах поддерживают строгий санитарный режим и не допускают значительных колебаний температуры. Гарантийный срок хранения творога составляет 36ч с момента окончания технологического процесса, в том числе на предприятии не более 18ч.
Молоко (1) поступает на пастеризационно-охладительную установку, подогревается до 400С (2), очищается от механических примесей (3), нормализуется по жиру (3), далее пастеризуется при 78±2С0 с выдержкой 10-20с (4) и охлаждается до температуры заквашивания 30±20С.
Из аппаратного цеха поступает в творогоизготовитель, вносят закваску, хлорид кальция и сычужный фермент (7), происходят сквашивание (8) и обработка творожного зерна (9-14). Готовое творожное зерно с сывороткой подается насосом на ленточный отделитель сыворотки с которого поступает в систему прессования. После прессования бруски творога загружаются в мультиформы. После этого мультиформы с творогом подаются в систему окончательного прессования (15). После прессования готовый творог выгружаем из мультиформ, а формы подаем на мойку. Готовый продукт охлаждается (16) и подается на упаковку (17-18), после чего поступает в камеру хранения (19).
3.2 Разработка функциональной схемы автоматизации процесса выработки творога
Функциональная схема является основным техническим документом проекта автоматизации технологических процессов молочной промышленности, определяющим структуру и функциональные связи между аппаратами и агрегатами, а также показывающим оснащенность объекта управления техническими средствами автоматизации: первичными измерителями преобразователями, измерительными приборами и исполнительными механизмами. Функциональная схема определяет взаимодействие элементов контуров управления и направление передачи управляющих сигналов.
Функциональная схема производства творога представлена на рисунке 3.2.
Рисунок 3.2 – Функциональная схема автоматизации производства творога
Функциональная схема включает:
- – датчик массы нормализованного пастеризованного молока;
1-2, 1-3, 1-5, 1-6, 1-7 – кнопка управления массы нормализованного пастеризованного молока;
1-4 – кнопка сигнализации по массе;
1-8 – исполнительный механизм;
2-1 – датчик температуры нормализованной смеси;
2-2, 2-3, 2-5, 2-6, 2-7 – кнопка управления температуры;
2-4 – кнопка сигнализации по температуре;
2-8 – исполнительный механизм;
3-1 – датчик количества, хлорида кальция и сычужного фермента;
3-2, 3-3, 3-5, 3-6, 3-7 – кнопки управления количество и состав вносимых закваски, хлорида кальция и сычужного фермента;
- – кнопка сигнализации;
4-1 – датчик управления скорости мешалки;
4-2, 4-3, 4-5, 4-6, 4-7 – кнопка управления скорости мешалки;
4-4 – кнопка сигнализации по массе;
- – исполнительный механизм;
5-1 – датчик управления давления в творогоизтоговителе;
5-2, 5-3, 5-5, 5-6 – кнопка управления давления;
5-4 – кнопка сигнализации давления;
6-1 – датчик времени;
6-2, 6-3 – кнопка управления за временем;
- – кнопка сигнализации по времени;
7-1 – датчик кислотности сгустка;
7-2, 7-3, 7-5, 7-6 – кнопка управления кислотности;
7-4 – кнопка сигнализации по кислотности;
8-1 – датчик количества образовавшейся сыворотки;
8-2, 8-3, 8-5, 8-6 – кнопка управления массы сыворотки;
- – кнопка сигнализации по массе;
8-7 – исполнительный механизм;
9-1 – датчик массы творожного сгустка;
9-2, 9-3, 9-5, 9-6 – кнопка управления массы творожного сгустка;
1-4 – кнопка сигнализации по массе;
9-7 – исполнительный механизм;
Автоматическое регулирование процесса выработки творога осуществляется следующим образом: пастеризованное нормализованное молоко подается насосом с исполнительным механизмом 1-8 на заквашивание. Насос имеет кнопки управления по месту 1-1 и 1-2, на пульте управления – 1-3. Закваска, хлорид кальция и сычужный фермент, подаваемые в творогоизготовитель, регулируются с помощью крана с исполнительным механизмом 3-8, датчика 3-1 и кнопок управления 3-2 и 3-3. В творогоизготовителе установлены датчик температуры 2-1, имеющий кнопки управления 2-2 и 2-3, давления 5-1 (кнопки управления 5-2 и 5-3), засчет подачи горячей или ледяной воды в рубашку творогоизготовителя, которая регулируется вентелем с исполнительным механизмом 2-8. Процесс сквашивания происходит в течение определенного времени. Для этого установлен регулятор времени 6-1 (кнопки управления 6-2 и 6-3), определяющий по кислотности образовавшегося сгустка 7-1 (кнопки управления 7-2 и 7-3). Полученный сгусток разрезают мешалками, которые регулируются их скоростью по датчику 6-1 (кнопки управления 6-2 и 6-3). Масса сыворотки и творожного сгустка, выходящие из творогоизготовителя, регулируется датчиком 8-1 и 9-1 соответственно при помощи насоса с исполнительным механизмом 8-7 и 9-7.
Разработав операторную и функциональную схемы, мы достигли поставленных цели и задач. Новая линия позволяет комплексно механизировать и автоматизировать технологические операции, устранить трудоемкость процесса, снизить потери сырья и продукта, значительно улучшить санитарию производства.
4 Организация обеспечения производства различными видами энергии
4.1 Холодоснабжение
Основным назначением холода в пищевой промышленности, кроме использования его на технологические нужды, является создание условий, обеспечивающих сохранность и высокое качество продукции. При помощи холода создается искусственный климат в закрытых помещениях. При хранении молочной продукции необходимо соблюдение температурных режимов и наличие достаточной площади холодильных камер.
4.1.1 Расчет холодильных камер.
Площадь, Fк, холодильной камеры хранения готовой продукции определяют по нормам проектирования в соответствии с максимальным количеством при единовременном хранении готовой продукции и нормам загрузки складских помещений:
(4.1)
где G – масса продукта, вырабатываемого в сутки, кг;
С – срок хранения, сут;
Ук – норма укладочной массы, кг/м2;
К – коэффициент использования площади.
Данные расчета сведены в таблицу 4.1.
Таблица 4.1 – Расчет площадей холодильных камер хранения молочных консервов
|
Наименование продукции |
Fк, м2 |
Площадь, строительные прямоугольники (6х12м) |
|
|
расчетная |
принимаемая |
||
|
Творог |
24,2 |
0,34 |
1 |
Для того чтобы подобрать компрессор нужной мощности, необходимо провести ряд расчетов.
50С
200С 50С 50С
50С
Рисунок 4.1 – Схема расположения камеры хранения
Определим теплопритоки в камере хранения сгущенных молочных консервов с сахаром с температурой воздуха внутри камеры tк=5°С.
Теплоприток камеры Q, кВт, рассчитаем по формуле:
(4.2)
где Q1 – теплоприток через ограждающие конструкции помещения, кВт;
Q2 – теплоприток от продуктов и при их холодильной обработке, кВт;
Q3 – теплоприток от наружного воздуха при вентиляции помещения,
кВт;
Q4 – теплоприток от различных источников при эксплуатации, кВт.
Определим Q1, Вт, теплоприток через ограждающие конструкции помещения по формуле:
(4.3)
где Кд – действительный коэффициент теплопередачи ограждения,
определенной при расчете толщины изоляционного слоя, Вт/(м2·К),
принимаем 0,23;
F – площадь поверхности охлаждения, м2;
tн – температура наружных ограждений,°С, принимаем 32°С;
tв – температура воздуха внутри охлаждаемого помещения, °С.
Определим теплоприток от солнечной радиации Q´1, Вт, по формуле:
(4.5)
где ∆tс – температура нагреваемой поверхности солнцем, °С, принимаем
7,2°С.
Ограждающими конструкциями для холодильной камеры являются стены, пол, потолок. Все 4 стены внутренние. Расчет теплопритока Q1 сводим в таблицу 4.2
Таблица 4.2 – Теплоприток через ограждающие конструкции помещения
|
Ограждение |
Кд, Вт/(м2·К) |
F, м2 |
∆t, °С |
Q´1, Вт |
Q1, Вт |
|
Стена внутренняя |
0,28 |
57,6 |
15 |
0 |
241,92 |
|
Внутренние стены |
0,28 |
115,2 |
0 |
0 |
0 |
|
Покрытие |
0,22 |
72 |
15 |
114,05 |
237,6 |
|
Пол |
0,21 |
72 |
19 |
0 |
287,28 |
|
Итого по камере, Вт |
766,8 |
||||
Рассчитаем теплоприток от продуктов и при холодильной обработке Q2, Вт, по формуле:
(4.6)
где Мк – суточное поступление продукта в камеру, т/сут;
∆i – разность удельных энтальпий, соответствующих начальной и
конечной температурам продукта, Дж/кг;
τ – продолжительность холодильной обработки продукта, ч;
1000 – переводной коэффициент из тонн в килограммы;
3600 – переводной коэффициент из часов в секунды.
6525,48Вт
Рассчитаем теплоприток от тары холодильной обработки Q2, Вт, по формуле:
(4.7)
где Мт – суточное поступление тары, т/сут, принимаем 10% от суточного
поступления продукта;
Ст – удельная теплоемкость тары, Дж/(кг·К),
t1 – температура тары при поступлении груза, °С, принимаем 20°С;
t2 - температура тары при выходе груза, °С, принимаем 5°С.
253,47Вт
Теплоприток от наружного воздуха при вентиляции помещения равен 0, так как камеры хранения консервов не требуют вентиляции.
Рассчитаем теплоприток от различных источников при эксплуатации Q4, кВт, по формуле:
(4.8)
где q1 – теплоприток от освещения, Вт;
q2 – теплоприток от пребывания людей, Вт;
q3 – теплоприток от работающих электродвигателей, Вт;
q4 – теплоприток при открывании дверей, Вт.
Теплоприток от освещения q1, Вт, находим по формуле:
(4.9)
где А – количество тепла, выделяемого в единицу времени на 1м2
площади, Вт/м2;
F – площадь холодильной камеры, м2.
Теплоприток от пребывания людей q2. Вт, находим по формуле:
(4.10)
где n – количество человек, находящихся в камере.
Теплоприток от работающих электродвигателей q3, Вт, находим по формуле:
(4.11)
где Nэ – мощность электродвигателя, кВт.
Теплоприток при открывании дверей q4, Вт, находим по формуле:
(4.12)
где В – удельный приток тепла, Вт/м2.
11420,15Вт
Непредвиденные потери 10%:
1142Вт
В результате получаем:
Q=12562,165Вт
4.1.2 Обоснование рабочего режима и подбор компрессора
Параметры наружного воздуха в г.Стерлитамак в летний период: tн=32°С, φ=53%.
По i-d диаграмме для влажного воздуха определим температуру мокрого термометра: tм.т.=23°С;
В камере хранения молочных консервов температура воздуха равна 5°С.
Принимаем температуру кипения холодного агента t0 на 10°С ниже температуры воздуха в камере:
Температура воды, поступающей на конденсатор зависит от внешних условий, температура обратной воды tв на 3-4°С выше температуры мокрого термометра:
Температура воды в реках и озерах на 6-8°С ниже температуры наружного воздуха. Тогда температура воды на выходе из конденсатора будет равна t=26°С;
Найдем температуру конденсации tк=37°С.
Температуру переохлаждения жидкого холодильного агента принимаем на 5°С выше температуры обратной воды:
Так как температурные режимы не совпадают со стандартными (t0=-5°С, tк=30°С, tп=25°С), то для подбора компрессора необходимо пересчитать рабочую холодопроизводительность в стандартную по формуле:
(4.13)
где qνcm, qνp – удельная объемная холодопроизводительность при
стандартном и рабочем режимах, кДж/м3;
λcm, λp – коэффициенты подачи при стандартном и рабочем режиме
соответственно.
Принимаем qνp=2933 кДж/м3; qνcm=2214 кДж/м3; λp=0,67; λcm=0,75.
10614,9Вт
По расчетной производительности 10,6кВт подбираем компрессор по ГОСТ 6492-76 марки 2ФУБС9, холодопроизводительность 10,7кВт, потребляемая мощность 4,2кВт, диаметр цилиндра 67,5мм, ход поршня 50мм, теоретическая объемная подача 0,0114м3/с, частота вращения 16с-1.
4.2 Теплоснабжение
Потребителями теплоты на предприятии являются:
- технологическое оборудование;
- системы горячего водоснабжения для технологических хозяйственно-бытовых нужд;
- системы отопления и вентиляции.
Теплоснабжение обеспечивается горячей водой и паром. Подача пара осуществляется от собственной котельной, где установлены котлы ДКВР 20/13, паровые 20т/ч, температура равна 130ºС. Объем воды – 10,5м³, пара – 18м³. Пар поступает под давлением 10кг/см³, с температурой 160ºС в тепловой пункт, а затем идет на потребление.
Котел установлен в здании отвечающим требованиям СанПиН II-35-76 «Котельные установки» и настоящих правил.
Планировка и компоновка оборудования выполнена с обеспечением защиты обслуживающего персонала от соприкосновения с элементами котла. При входе имеется блокировка, запрещающая открытие двери при включенном котле и включении котла при открытой двери ограждения. Направление открытия дверей определено проектной организацией исходя из местных условий.
Для управления работой обеспечения безопасных условий и расчетных режимов эксплуатации электронный котел оснащен:
- устройствами, предохраняющими от повышения давления;
- указателем уровня воды;
- приборами измерения давления;
- приборами измерения температуры;
- запорной, запорно-регулирующей арматурой и вспомогательными трубопроводами;
- приборами безопасности, устройствами защиты и управления, а также электроизмерительными приборами.
Пар расходуется на производственные нужды непосредственно в теплообменных аппаратах и установке, на горячее водоснабжение. Система отопления отвечает требованиям СанПиН «Отопление, вентиляция и кондиционирование воздуха». Система отопления предназначена для восполнения потерь тепла здания в холодный период времени с помощью горячей воды из котла.
Расчет диаметра трубопровода для подачи пара, м:
(4.14)
где DМ – максимальное количество потребляемого пара, кг/ч;
Uп – скорость подачи пара (30 м/с);
ρ – плотность пара соответствующего давления, кг/м3;
(4.15)
где V – удельный объем сухого насыщенного пара, м3/кг при Р=0,3МПа
(V=0,8922 м3/кг).
Подбираем трубопроводы из углеродистой стали, с толщиной стенки 3мм. Принимаем стандартный условный проходной диаметр, ближайший к расходному, 100мм.
Расчет диаметра трубопровода, м, для возврата конденсата:
(4.16)
где GK – количество конденсата, кг/час (GK =0,6·DM);
VK – удельный объем конденсата, м3/кг, принимаем 0,0010515 м3/кг;
UK – скорость движения конденсата, м/с, принимаем 1м/с.
Тип нагревательных приборов МЗ-500-1, МЗ-500.
Теплопотребитель – вода: tгор=130°С, tохл=70°С.
Определение теплопотерь здания, Вт:
(4.17)
где q0 – удельная тепловая характеристика, q0 =0,41 Вт/(м3·град);
VH – объем здания по наружному обмеру (с учетом толщины стен и
покрытия)
VH=30*12*4.8=1728м3
tB, tH – соответственно температуры внутреннего наружного воздуха
Q=0.41*1728*(20-32)=8501,76Вт
Определение мощности отопительной системы:
Qот=0,7*Qтп (4.18)
Qот=0,7*8501,76=5951,23Вт
Определение площади поверхности всех нагревательных приборов, м2:
F=Qот / K(tП – tВ), (4.19)
где tП=(130+70)/2=1000С;
К=10,2Вт/(м3*град) – расчетный коэффициент теплопередачи относительно прибора М3-500-1.
F=5951,23 / 10,2(100 – 20)=7,3м2
Определение числа секций во всех нагревательных приборах:
N=F/f, (4.20)
где f=0,64м2 – площадь одной секции нагревательного прибора М3-500-1
N=7,3/0,64=11,4
5 Оценка плана завода
5.1 Генеральный план
Все здания и сооружения ОАО «Молочный комбинат» расположены с учетом розы ветров и скорости ветра. Территория производственного цеха предопределена в зоне господства благоприятного климата. Рельеф местности ровный, спокойный.
На территории имеется два въезда: основной и запасной. Все проезды имеют асфальтированное покрытие.
Для обеспечения нормальных санитарно-гигиенических условий на территории имеются площадки, свободные от застройки и дорог. Вдоль ограды и в местах санитарных разрывов между зданиями посажены высокорастущие деревья и кустарники. Высота бетонного ограждения 2м.
При данном расположении машин и аппаратов, обеспечиваются кратчайшие пути движения сырья от начальной до конечной операции, что приводит к бесперебойной работе оборудования и в целом процесса производства. Кроме того, обеспечивается проведение санитарно-гигенического контроля за производственными процессами, а также возможность мойки, уборки и дезинфекции помещения и оборудования, согласно нормам технологического проектирования.
Предусмотрены помещения для складирования тары, вспомогательных материалов, моющих и дезинфицирующих средств в непосредственной близости к соответствующим потребителям, оборудованию.
Ширина коридоров 1,5-2,5м, что позволяет беспрепятственно перемещаться людям и внутризаводскому транспорту. Ширина проездов для транспортирования готовой продукции 2,5–3м. Ширина дверных проемов обеспечивает свободный проход рабочих.
Производство творога, запланированных в проекте, предполагается в цеху по производству творога. Механическую и тепловую обработку молока планируется осуществлять на площадях аппаратного цеха. Фасование творога происходит в другом цехе, планируется установить 2 фасовочных автомата М6-АР2Т в творожном цеху.
5.2 Оценка размещения нового оборудования
Размещение нового оборудования для производства творога проводилось в соответствии с технологическими схемами их производства, при этом были сохранены основные принципы: поточность производства, высокий уровень механизации и автоматизации, краткие и прямые коммуникации молокопроводов, исключающие встречные потоки сырья и готовой продукции.
Так же при установке оборудования соблюдены условия обеспечивающие свободный доступ к нему работающих, приведение санитарного – гигиенического контроля за производственными процессами, качествами сырья, готовой продукции, а так же возможность мойки и дезинфекции оборудования, уборки помещений.
Доставка продукции в холодильные камеры и камеры хранения осуществляется с помощью электрокаров. Для электрокаров предусмотрены широкие проезды не менее 1,5м и площадки для разворота – 3м. В целом план завода соответствует нормам проектирования предприятий молочной промышленности.
6 Безопасность труда на ОАО «Молочный комбинат»
6.1 Анализ и обеспечение безопасных условий труда на ОАО «Молочный комбинат»
Микроклимат производственных помещений – это метеорологические условия внутренней среды этих помещений, которые определяются действующими на организм человека сочетаниями температуры, влажности, скорости движения воздуха.
Параметры микроклимата оказывают совместное воздействие на человека, на его самочувствие, работоспособность и здоровье. Так, действие низких температур, приводящих к охлаждению организма, резко усиливается при повышенной влажности. В этих условиях большая скорость движения воздуха вызывает увеличение теплопотерь и ведет к сильному охлаждению организма.
На молочном комбинате метеорологические условия в различных помещениях отличны друг от друга. В производственном цехе температура составляет 18-200С, влажность 56-57%, скорость движения воздуха 0,2 м/с. Эти показатели отвечают оптимальным нормам согласно ГОСТ 12.1.005-88.
Технологическое оборудование, выделяющее значительное количество тепла (t=70-800С) и холода (t=2-60С), оснащено кожухами для защиты производственной среды от избыточных тепло- и холодовыделений. К технологическому оборудованию, выделяющему значительное количество тепла относятся пастеризационно-охладительные установки для молока и сливок, а к выделяющему значительное количество холода – охладители молока и молочных продуктов.
В лабораториях и заквасочной метеорологические условия соответствуют оптимальным значениям: температура составляет 18-200С, влажность 50-55%, скорость движения воздуха 0,2м/с. Для предотвращения отравлений работники соблюдают гигиену, а также облучают помещения УФ-лучами. В этих помещениях установлена приточно-вытяжная вентиляция.
В производственных и вспомогательных зданиях и помещениях должна оборудоваться естественная, механическая, смешанная вентиляция или кондиционирование воздуха. В цехах с открытыми технологическими процессами (творожный, сыродельный и др.), а также при специальных технологических требованиях (заквасочная, цех детских продуктов, производство стерилизованного молока и др.) обязательна очистка подаваемого наружного воздуха от пыли в системах механической приточной вентиляции. Оборудование со значительными тепло- и влаговыделениями должно иметь местные отсосы. Бутыломоечные машины должны иметь укрытия с устройством местных отсосов, над моечными ваннами, флягопропаривателями необходимо устраивать зонты.
В производственных помещениях, независимо от наличия вентиляционных устройств, должны предусматриваться открывающиеся устройства в окнах площадью не менее 20% общей площади световых приемов с направлением движения поступающего воздуха вверх - в холодный период года и вниз - в теплый период года.
Компрессорные помещения должны иметь обособленную вентиляцию на трехкратный обмен воздуха в час и аварийную вытяжную вентиляцию на семикратный обмен воздуха в час.
Одной из профессиональных вредностей в некоторых цехах молочного завода (цех розлива, аппаратный и др.) является шум. При строительстве заводов следует обращать внимание на звукоизоляцию этих помещений, использование при строительстве звукопоглощающих материалов, выводить воздушные компрессоры, эксгаустеры, вентиляторы в обособленные помещения, использовать упругие прокладки при установке оборудования. Для работников цехов со значительным уровнем шума целесообразно использовать меры личной профилактики - антифоны, наушники, а перерыв проводить в специальных комнатах отдыха, в которых должны быть созданы условия полной тишины. В производственных помещениях уровень шума составляет 96,2 дБА, что превышает допустимый уровень, который составляет 85 дБА. Поэтому оборудование, которое является источником шума, защищено звукоизолирующими кожухами, что позволяет снизить уровень шума до допустимой нормы, а именно 85 дБА.
Важным элементом условия труда является освещение. Правильно выполненная система освещения играет существенную роль в снижении производственного травматизма, уменьшая потенциальную опасность многих производственных факторов, создает нормальные условия работы, повышает общую работоспособность. Недостаточное освещение может привести к профессиональным заболеваниям, например таким, как прогрессирующая близорукость.
Помещение имеет естественное и искусственное освещение. Искусственное освещение осуществляется через световые проемы. Фактический коэффициент освещенности КЕО = 1,5% и равен нормированному КЕО = 1,5%, следовательно естественное освещение достаточное согласно СниП 23-05-95.
Для искусственного освещения производственных помещений следует применять люминесцентные лампы, а в помещениях, временно посещаемых обслуживающим персоналом, можно использовать лампы накаливания. Люминесцентные светильники должны иметь защитную решетку (сетку), а лампы накаливания - защитную арматуру.
Систематическое воздействие вибрации приводит к расстройству вестибулярного аппарата, заболеваниям центральной нервной системы и сердечно-сосудистой системы.
Технологическая вибрация возникает на постоянных рабочих местах в производственных помещениях предприятия, машинно-котельных отделениях. Повышенный уровень вибрации составляет следующие аппараты: сепараторы-молокоочистители, сепаратоы-сливкоотделители. Норма технологической вибрации составляет 92 дБ на частоте 63 Гц. Уровень вибрации вызываемый сепараторами составляет 107 дБ. Для того чтобы снизить этот уровень до 92 дБ на предприятие используют следующие способы: выполняют точный монтаж, устраняют дефекты и разболтанность отдельных частей; применяют установку машин на жесткие литые фундаменты; для изолирования пути передачи вибрации от машины к фундаменту применяют прокладки для резины.
Наиболее опасными участками технологического процесса на проектируемом предприятии являются участки, где используются сепараторы и гомогенизаторы.
Гомогенизаторы имеют движущиеся части, поэтому их располагают на расстоянии 1,5-2м от остального оборудования.
Сепараторы-сливкоотделители и сепараторы-молокоочистители не имеют движущихся частей, но вращающийся внутри сепараторов барабан имеет очень большую скорость 5000-6000 об/мин. Поэтому за балансировкой барабана и положением верхней крышки нужен контроль. Крышка закручивается до отметки, нанесенной на корпус сепаратора.
Также к вредным факторам на данном производстве можно отнести следующее:
- длительная работа в условиях значительного охлаждения рабочие в холодильных камерах;
- длительное состояние (рабочие основного производства);
- систематическое соприкосновение с холодной и горячей водой, с раздражающими веществами (мойщики оборудования);
- наличие влажных и скользких полов.
Для предотвращения ударов молнии на здании установлены стержневые молниеотводы, так как предприятие относится к 3 категории. Зона защиты обладает степенью надежности 95% и выше.
Для защиты от статического электричества применяют токоотводы, электроды заземлителей. Токоотводы прокладывают по защищаемому зданию и сооружению кратчайшими путями к заземлителям. В качестве токоотводов используют металлические конструкции: продольную арматуру железобетонных колонн и опор, пожарные лестницы, металлические трубы.
Для пожарной безопасности к зданию предусматриваются свободные проезды и проходы. Двери открываются по направлению выхода из помещения. К каждому вновь принимаемому работнику проводится противопожарный инструктаж.
Для быстрого пожаротушения установлены пожарные щитки с набором инструментов и инвентаря на видных и доступных местах. Рядом со щитком находятся ящики с песком.
На выход из здания при пожарной тревоге отпускается 6 минут. Пожарных выхода 2, их ширина – не менее 0,8, высота дверей и проходов – 2м. Эвакуационный выход ведет из помещений первого этажа наружу непосредственно через коридор, вестибюль, лестничную клетку.
Противопожарные требования:
- рабочий и служащий обязаны соблюдать нормы, правила и инструкции по охране труда и технике безопасности;
- правильно применять средства защиты.
В помещении и на рабочем месте запрещается:
- курить, зажигать или применять для отогревания батарей отопления;
- загромождать сырьем, полуфабрикатами или готовой продукцией подступы к технологическому оборудованию, средствам связи и пожаротушения, а также проходы и выходы помещений;
- оставлять на рабочем месте промасленную спецодежду, а также в карманах ее промасленные концы, ветошь;
- хранить легковоспламеняющиеся и горючие жидкости и баллоны с газами в непосредственной близости от нагревательных приборов;
- сливать и выбрасывать в канализацию остатки легкогорючих жидкостей и самовоспламеняющихся веществ.
Во всех случаях, при обнаружении признаков пожара необходимо прежде всего начать тушение пожара подручными средствами. При невозможности затушить очаг возгорания своими силами, вызвать пожарную команду самим или звонить в охрану по телефону: 01.
6.2 Расчет защитного заземления
В зависимости от расположения заземлителей по отношению к заземляемому оборудованию заземления бывают выносные или сосредоточенные, контурные или распределенные. Заземлители бывают естественные и искусственные.
Для обеспечения безопасности величина сопротивления заземляющих устройств согласно ПУЭ не должна превышать 4Ом, при мощности генераторов и трансформаторов 100Кв, менее сопротивление заземляющих устройств – 100м.
При определении исходных данных собираются следующие сведения:
- характеристика электроустановок (тип, виды основного оборудования, рабочее напряжение);
- схемы и размеры железобетонного фундамента промышленного здания по внешнему контуру, ограниченное периметром фундамента площадь S, м2;
- удельные электрические сопротивления верхнего с1 и нижнего с2 слоя грунта Ом. приближенные значения удельных электрических сопротивлений различных грунтов даны в таблице 5;
- мощность (толщина) верхнего слоя h1 грунта, м (под верхним слоем понимается слой, с1 которого более чем в два раза отличается от с2);
- безрамерные коэффициенты б и в, зависящие от соотношения удельных электрических соединений. с1 и с2 слоев грунта. При с1 > с2 коэффициент б =3,6, в=0,1; если с1 > с2 , б =1,1∙102, в=0,3∙10-2.
Определяем сопротивление растеканию тока одиночного вертикального заземлителя (в Ом):
(6.1)
Определяем расчетное сопротивление растеканию тока горизонтального электрода (в Ом):
(6.2)
(6.3)
По nв=4 и nо=2 находим значение ŋв=0,78 и ŋг=0,50.
Общее сопротивление растеканию тока ЗУ (в Ом):
(6.4)
Проверяем соблюдение условия R≤Rа. Так как 6,48>4, т.е. условие не соблюдено, в контуре увеличиваем на единицу число вертикальных электродов и соответствующую ему длину горизонтального электрода. Пересчитываем значения Rг и R.
(6.2)
(6.3)
(6.4)
5,16>4.
Проводя последующие интеграции, рассчитываем R.
(6.2)
(6.3)
(6.4)
3,55<4.
Требование соблюдено: nв=3; lг=70 м; R=3,55 Ом.
6.3 Возможные чрезвычайные ситуации
Анализируя проектируемое предприятие можно сделать вывод, что из чрезвычайных ситуаций наиболее вероятны разлив аварийно-химически опасного вещества (АХОВ). На данном предприятии данным веществом является аммиак, который используется в качестве хладагента в компрессорных установках. Большие количества аммиака могут попасть в атмосферу или растечься по поверхности земли с последующим распространением его паров на территорию населенных пунктов.
Производство, транспортировка и хранение сильнодействующих ядовитых веществ регламентируется специальными правилами технологии, техники безопасности и контроля за их применением. Однако при крупных производственных авариях могут возникнуть разрушения в холодильных установках, в результате чего аммиак попадает в окружающую среду. В связи с этим, предприятия молочной промышленности относятся к химически опасным объектам.
Территория, подвергшаяся заражению, называется зоной химического заражения, она включает территорию, подвергнутую непосредственному воздействию, и территорию, над которой распространилось в поражающих концентрациях. Зона химического заражения характеризуется глубиной и шириной распространения зараженного облака.
Аммиак – бесцветный газ с запахом нашатыря. Предельно допустимая концентрация (ПДК) в воздухе, мг/л: в населенных пунктах среднесуточная 0,0002, в рабочей зоне – 0,02.
В высоких концентрациях аммиак возбуждает центральную нервную систему и вызывает судороги; также могут возникнуть спазмы голосовой щели, пневмония и отек легких. При попадании на кожу могут вызвать ожоги различной степени.
В результате возникновения аварий может создаться сложная химическая обстановка на значительных площадях с образованием обширных зон химического заражения. Основной характеристикой зоны химического заражения является глубина распространения облака зараженного воздуха. Глубина зоны химического поражения для аммиака определяется глубиной распространения облака зараженного воздуха.
На глубину распространения аммиака и ее концентрацию в воздухе значительно влияют вертикальные потоки воздуха. Их направление характеризуется степенью вертикальной устойчивости атмосферы.
а) Определение размеров и площади зон химического заражения
Определяем степень вертикальной устойчивости воздуха. При указанных метеоусловиях, степень вертикальной устойчивости воздуха – инверсия.
Для 20 тонн аммиака находим глубину распространения зараженного воздуха при скорости ветра 1 м/с, инверсии она будет составлять 5,2км.
Ширина (Ш) зоны химического заражения зависит от степени вертикальной устойчивости воздуха и определяется по следующему соотношению:
(6.5)
где Г – глубина распространения облака с поражающей концентрацией.
Определим ширину химического заражения при инверсии:
(6.5)
Определяем площадь химического заражения:
(6.6)
(6.6)
б) Определение времени поражающего действия аммиака
Время поражающего действия аммиака tпор в очаге химического поражения определяется временем испарения аммиака с поверхности его разлива.
По таблице находим ориентировочное время испарения аммиака при скорости ветра 1м/с и оно составит tпор = 1,2часа.
в) Определение возможных потерь людей в очаге химического поражения
Потери рабочих, служащих и населения в очаге химического поражения зависит от токсичности, количества АХОВ и времени пребывания людей в очаге поражения, степени защищенности и своевременности использования индивидуальных средств защиты (противогазов).
В момент разлива в помещении находилось 25 человек рабочих и служащих, обеспеченных противогазами на 100 процентов. В зоне разлива частично или полностью оказались дома, где проживало около 200 человек, обеспеченных противогазами на 50 процентов.
По таблице (возможные потери рабочих, служащих и населения от АХОВ в очаге поражения) определяем потери на складе:
(6.7)
Потери среди населения:
(6.7)
Ориентировочная структура потерь людей в очаге поражения составит:
- со смертельным исходом 54· 0,35 = 19чел;
- средней и тяжелой степени 54 · 0,4 = 22чел;
- легкой степени 54 · 0,25 = 14чел.
Результаты оценки химической обстановки после разлива аммиака приведены в таблице 6.1.
Таблица 6.1 - Результаты оценки химической обстановки
|
Источник заражения |
Тип АХОВ |
Количество АХОВ, т |
Глубина зоны заражения, км |
Общая площадь заражения, км² |
Потери от АХОВ, чел |
|
Разрушенная емкость |
Аммиак |
20 |
5,2 |
1 |
54 |
На основании анализов результатов оценки химической обстановки определяются возможные последствия в очаге поражения исходя из обеспеченности производственного персонала и населения средствами защиты. Определяются пути обеззараживания территории объекта, зданий и сооружений и способы проведения санитарной обработки людей в случае необходимости.
7 Охрана окружающей среды
7.1 Воздействие предприятий молочной промышленности на качество окружающей среды
Экологический кризис имеет глобальный характер – он разворачивается на всем земном шаре и охватил все среды и биосферу. Это подтверждено многочисленными данными наблюдений, которые однозначно указывают на стремительные загрязнения атмосферы на земном шаре, поверхностных водах, почве, быстрое сокращение биоразнообразия.
В условиях непрерывно развивающейся мировой промышленности, основной экологической проблемой остается парниковый эффект и как последствие изменение климата.
В настоящее время в России более 60 млн. человек проживают в условиях высоких уровней загазованности и загрязнения атмосферного воздуха, 50% вынуждены использовать воду, не отвечающую гигиеническим требованиям.
Экологическая обстановка в значительной степени определяет состояние здоровья населения. Так, 20-30% заболеваемости населения в России связано с загрязнением окружающей среды.
В Республике Башкортостан, являющийся центром нефтепереработки и химии России, также существуют определенные проблемы, связанные с экологией.
Решая эту проблему, за последние годы в Республике проделана значительная работа по улучшению охраны окружающей среды. Введены новые очистные сооружения, построены современные производства, созданы научные и исследовательские структуры по мониторингу экологической безопасности. Валовые объемы выбросов загрязняющих веществ с 1990 года значительно сократились. Башкортостан первым в России отказался от использования этилированных бензинов. Начата работа по переводу автотранспортных средств на газовое топливо. Республика не имеет аналогов по производству и использованию дизельного топлива с самым низким содержанием серы – менее 0,01 %. Сброс загрязняющих веществ со стоками уменьшился на 25 %. В начале 90-х годов в Республике был запрещен лесосплав по рекам, в результате улучшилось экологическое состояние главных водных артерий Республики.
На проектирование, строительство и реконструкцию природоохранных объектов в год затрачивается более 1,2 млрд. рублей.
В Республике большое внимание уделяется вопросам охраны окружающей среды и здоровья населения. В этой области принято более двадцати законов, включая Кодекс «О радиационной безопасности», «Об отходах производства и потребления», «Об охране атмосферного воздуха», «О питьевой воде», «Об экологической экспертизе» и другие. На их основе разработаны и реализуются республиканские целевые программы.
Сегодня в Республике выполняются следующие экологические долгосрочные программы:
- республиканская целевая программа «Отходы производства и потребления» на 2001-2010гг;
- республиканская целевая программа «Экология и природные ресурсы Республики» на 2004-2010 годы.
Основой экономики г. Стерлитамака являются химические и нефтехимические предприятия, а также предприятие молочной промышленности, выпускающие свыше 76 процентов от общего объема производимой городом продукции. К концу 1980-х годов Стерлитамак был одним из самых загрязненных вредными выбросами городов страны. Проведенная Правительством Республики Башкортостан и городской властью работа в этой области дала свои результаты.
За последние десять лет вредные выбросы в атмосферу в городе сократились на 30 процентов. Это результат грамотной государственной политики в области экологии, вследствие которой модернизировано производство, улучшено качество экологического контроля за счет реализации экологической программы городского округа город Стерлитамак.
В связи с завершением срока действия экологических программ в Стерлитамаке, разработаны новые экологические программы на 2006-2010 годы. Главной их целью является оздоровление окружающей среды города за счет реконструкции, техперевооружения и модернизации производств с последующим переходом на энергосберегающую, ресурсосберегающую и наукоемкую технологии.
В городе на решение проблем экологии тратятся огромные средства. Только за два года вложено свыше двух миллиардов рублей, 90 процентов которых представляют ассигнования самих предприятий. В городе смогли решить проблему утилизации больших запасов хлора на одном из предприятий. Здесь также завершена реконструкция биологических очистных сооружений, на которую затрачено 290 миллионов рублей. На другом предприятии заработал цех по очистке ливневых и продувочных вод, что на шесть миллионов кубометров снизило стоки вредных веществ в реку Белая.
Разработаны планы и программы организационных и технических мероприятий, направленных на повышение экологической дисциплины. В коллективных договорах предприятий включены разделы «Экология» и мероприятия по охране окружающей среды.
Республиканская организация Башкортостана координирует работу первичных профсоюзных организаций химических отрасли промышленности в области охраны окружающей среды. Начиная с 2003 года Республиканским комитетом проводятся семинары «День охраны труда и экологии отрасли» с участием Государственного природоохранного надзора и контроля, на которых обсуждаются проблемы в области охраны и экологии и пути их решения.
На предприятиях молочной промышленности республики организован общественный контроль за соблюдением природоохранного законодательства. Совместная работа уполномоченных по охране труда профсоюза и технической инспекции труда Росхимпрофсоюза по РБ позволяет эффективнее вести профилактическую работу в области окружающей среды на предприятиях.
Предприятие молокоперерабатывающей промышленности является существенным источником загрязнения атмосферы (при производстве цельного, кисломолочных продуктов) и гидросферы (сбросы побочных продуктов производства в канализацию, сточные воды после мойки технологического оборудования).
Основными источниками загрязнения атмосферного воздуха на молочных заводах являются производство сухого цельного и обезжиренного молока, казеина, мороженого и сыра. Наиболее вредными веществами, поступающими в атмосферу являются оксиды углерода, аммиак, оксиды азота, органическая пыль и фторсодержащие соединения. Для очистки воздуха от газов используют метод адсорбции, от пыли – мокрые пылеуловители (скрубберы) и рукавные фильтры. Кроме того, после сушки молока отработанный воздух с температурой 75-85°С может использоваться для смешения с первичным воздухом, что позволяет экономить до 20 % теплоты. Отработанный воздух сушильных установок также можно применять для подогрева воздуха в рекуператорах.
В состав сточных вод молочной промышленности входят органические вещества, азот и фосфор. Количество и концентрация сточных вод молочных заводов зависят от вырабатываемых продуктов, восстановления компонентов молока из этих вод и химических препаратов, входящих в растворы для мойки. Источниками азота являются в основном молочные белки и моющие средства на основе азотной кислоты или содержащие этилендиаминтетрауксусную кислоту. Фосфор попадает в сточные воды, как из компонентов молока, так и из моющих растворов. Азот и фосфор, попадая в воду, способствуют биологическому росту водорослей, что вызывает снижение эстетической ценности водоемов (эвтрофикация) и значительно затрудняет жизнь рыб.
Также на предприятии молочной промышленности образуются загрязнения, которые по составу и физико-химическим свойствам подразделяются на следующие типы:
- загрязнения, образующиеся при соприкосновении холодного молока с поверхностью оборудовании;
- загрязнения, образующиеся после тепловой обработки молока (молочный пригар и молочный камень);
- загрязнения тары, состоящие из остатков молочных продуктов и частиц масел;
- загрязнения, образующиеся при соприкосновении с холодным молоком (в емкостях хранения молока, трубопроводах и т.д.), состоят преимущественно из жира (до 75 %), белка (до 40 %) и небольшого количества минеральных солей (до 4 %).
Химический состав и структура загрязнений, образующихся после тепловой обработки молока, обуславливается режимами обработки. Загрязнения представляют собой плотный трудносмываемый осадок, состоящий из белка, минеральных солей и незначительного количества жира. Причем, чем выше температура обработки продукта, тем больше минеральных солей будет в осадке, который становиться более твердым и жестким. Поскольку в загрязнениях указанного типа (особенно в молочном камне) преобладают минеральные соли, то для их смывания необходимо дополнительно использовать вещества, переводящие их в растворенное состояние (кислоты, образующие с минеральными осадками растворимые в воде комплексы).
Загрязнения, остающиеся на таре, аналогичны загрязнениям, образующимся при соприкосновении с холодным молоком. В их состав дополнительно входят частицы пыли, масел и других веществ. Эти загрязнения обрабатывают средствами для смывания устойчивых эмульсий и суспензий. Чаще всего в качестве моющих растворов используют щелочные компоненты или композиции на их основе, которые в конечном итоге попадают в сточные воды. Сточные воды молочной промышленности подвергают в основном механической и биологической очистке.
На сегодняшний день проблема экологической безопасности в мире остается актуальной.
На решение данной проблемы необходимы:
- развитие государственного регулирования охраны окружающей среды и использование природных ресурсов с учетом различных форм их освоения;
- учет экологических проблем при регулировании отношений собственности на природные ресурсы;
- обеспечение государственного, ведомственного, производственного, муниципального и общественного экологического контроля, а также совершенствование системы лицензирования, сертификации.
- внедрение стратегической оценки воздействия на окружающую среду и анализа ее состояния в масштабах регионов, страны, мира.
7.2 Влияние ОАО «Молочный комбинат» на качество окружающей среды
ОАО «Молочный комбинат» находиться в промышленной зоне г. Стерлитамака. На предприятии разработан проект предельно-допустимых выбросов и вредных веществ в атмосферу, не обладающих токсическим влиянием на окружающую среду.
Предприятию присвоен IV класс опасности, санитарно-защитная зона – 200 метров. Основными источниками загрязнения атмосферы является автотранспорт – 70 единиц и цех по производству сухого молока.
Размещение промышленных, бытовых отходов в природной среде является одним из основных источников его загрязнения. На предприятии разработан проект лимитов размещения отходов. На предприятии имеется 20 объектов размещения отходов (складирования). Полигонов и объектов неорганизованного размещения отходов нет. Общий среднегодовой объем образования отходов составляет 278,4 тонн.
Разрешается размещение следующих видов отходов:
- I класс опасности – отработанные ртутные лампы складируются на складе в количестве 0,39 тонн и передаются на переработку.
- II класс опасности – масло отработанное (К-19, Н-40А, ГФЛ, моторное) – 7,2 тонны – передача на переработку на нефтебазу, электролит кислотный 0,5 тонны – нейтрализация и слив в городской коллектор.
- III класс опасности – ветошь промасленная 1,31 тонны и отработанные фильтры механической очистки 0,5 тонны – передача другому предприятию для уничтожения в котельной.
- Отходы IV класса опасности на ОАО «Стерлитамакском молочном комбинате» не образуются.
- V класс опасности – лом и отходы цветных и черных металлов складируются на контейнерной площадке и передаются во вторчермет.
Мусор бытовой и производственный вывозится на захоронение на свалку.
Основной проблемой в экологической деятельности предприятия является загрязнение сточных вод. Водозабор для ОАО «Молочный комбинат» производится из водопроводного коллектора городской сети. Сброс сточных вод осуществляется в общесплавную городскую канализацию.
Основными мероприятиями по охране окружающей среды являются:
- очистка сточных вод. Сточные воды подвергают механической и биохимической обработке, т.е. использование решеток, жироловок и отстойники;
- мусоросборники установлены на расстоянии от производственного корпуса не менее чем на 50м на бетонированных площадках, имеющих защитную зону;
- для поддержания пожарной безопасности предусмотрено специальное отведенное место для хранение горюче-смазочных материалов с соблюдением всех правил техники безопасности;
- дымовые трубы от котельной установлены на 30-40м выше основного здания;
- средства пожаротушения помещены на видном и доступном месте для работников;
- озеленение территории способствует уменьшению вредности выбрасываемых паров, пыли, газа;
- химические вещества хранятся в специальном запираемом на замок помещении, на территории предприятия – в подземных помещениях;
- моющие средства нейтрализуют перед сбросом в канализацию;
- автостоянки и гаражи располагаются вдали от производственного корпуса.
7.3 Определение качества и состава сточных вод, образующихся на ОАО «Молочный комбинат»
7.3.1 Расчет водопотребления и водоотведения
Водопотребление и водоотведение рассчитывается по формуле:
(7.1)
где расход водопотребления и водоотведения, м³/год;
– мощность предприятия, т/см;
– коэффициент часовой неравномерности водоотведения;
– среднегодовой расход свежей воды (питьевой и технической), м³/т;
– среднегодовой расход воды, выпускаемой в водоемы сточных вод,
м³/т;
– количество смен в год, см/год.
Расход водопотребления:
(7.1)
Расход водоотведения:
(7.1)
Результаты расчета водопотребления и водоотведения сведены в таблицу 7.1.
Таблица 7.1 – Расчет водопотребления и водоотведения
|
М, т/см |
q1 м³/т |
q2 м³/т |
К |
n |
Qпотр м³/см |
Qпотр м³/год |
Qотв м³/см |
Qотв м³/год |
|
150 |
10,2 |
9,3 |
2,5 |
730 |
3825 |
2792250 |
3487,5 |
2545875 |
7.3.2 Расчет степени разбавления сточных вод речной водой
Рассчитаем степень разбавления сточных вод речной водой по формуле:
(7.2)
где n – степень разбавления, характеризующая степень смешения сточных
вод с речной водой в створе ближайшего пункта водопользования;
Q – расход речной воды в месте сброса сточных вод, м³/с;
q – расход сточных вод, м³/с;
γ – коэффициент смешения сточных вод и речной воды в створе реки,
где находится ближайший пункт водопользования.
(7.2)
7.3.3 Расчет необходимой степени очистки и ПДС сточных вод по содержанию взвешенных веществ
Допустимое содержание взвешенных веществ после механической очистки в отстойниках или фильтрах рассчитывается с учетом степени последующего их разбавления речной водой по формуле:
(7.3)
где С0взв – расчетное допустимое содержание взвешенных веществ после
очистки сточных вод, мг/л;
Сввзв – содержание взвешенных веществ в речной воде до створа сброса
сточных вод, мг/л;
n – степень разбавления сточных вод речной водой;
СПДКвзв – предельно допустимое увеличение взвешанных веществ в
воде после сброса сточных вод, мг/л
(7.3)
Необходимая степень очистки сточных вод от органических загрязнителей рассчитывается исходя из найденного расчетного допустимого значения Со2 после очистки по формуле:
(7.4)
где Э – необходимая степень очистки в отстойниках или фильтрах, %
(7.4)
7.3.4 Расчет необходимой степени очистки и ПДС сточных вод по содержанию легкоусвояемых вредных веществ органического происхождения
При расчете необходимой степень очистки сточных вод от органических загрязнителей учитывают не только степень их разбавления в речной воде, но и процесс самоочищения речной воды, который заключается в окислении и разрушении органических загрязнителей микробами и кислородом речной воды.
Допустимое суммарное содержание органических загрязнителей после биологической очитки в биофильтрах, аэротенках, окситенках или в биологических прудах, рассчитывается по формуле:
(7.5)
где СоБПК – расчетное допустимое БПК после очистки сточных вод, мг/л;
СПДКБПК – БПК речной воды до створа сброса сточных вод, мг/л;
СвБПК – предельно-допустимое значение БПК для речной воды, мг/л;
t – время протекания речной воды от места сброса сточных вод до створа
ближайшего водопользования, сут
(7.5)
Необходимая степень очистки сточных вод от органических загрязнителей (по величине БПК) рассчитывается исходя из найденного расчетного допустимого значения СоБПК после очистки по формуле:
(7.6)
где СстБПК – биохимическая потребность кислорода сточных вод, мг/л
(7.6)
7.3.5 Расчет необходимой степени очистки вод
Метод очистки – биологический. Очистные сооружения и аппараты – биофильтры и аэротенки.
Величина фактического сброса загрязнителя (взвешенные вещества, БПК5, кислотность, вредные вещества) определяется по формуле:
(7.7)
где М – величина фактического сброса загрязнителя, г/час;
Q – расход сточных вод, м3/час;
Сст – концентрация загрязнителя в сточных водах, г/см3
(7.7)
Величина ПДС определяется по формуле:
(7.8)
где Со – расчетная допустимая концентрация загрязнителя в сточной воде после очистки, г/см3;
ПДС – величина ПДС загрязнителя, г/час
(7.8)
Величина фактического сброса загрязнителей определяется:
(7.9)
(7.9)
Величина ПДС взвешенных веществ определяется по формуле:
(7.10)
где ПДС – величина ПДС загрязнителя, г/ч
(7.10)
|
|
|
|
|
|
|
Таким образом, данное предприятие оказывает существенное отрицательное влияние на окружающую среду прилегающей территории. ОАО «Молочный комбинат» для очистки сточных вод планирует применять аэротенки и биологические фильтры. Также будут проводиться различные мероприятия по защите воздушного бассейна: планируется озеленить территории завода, что позволит поглощать вредные газы и снижать уровень шума.
8 Технико-экономическая оценка проекта
8.1 Расчёт стоимости капитальных вложений
а) расчет стоимости здания
Стоимость зданий рассчитывается по формуле:
(8.1)
где С1 – стоимость 1 м3, руб.;
V – объём здания, м3.
(8.2)
где S – площадь здания, м2;
h – высота здания, м.
б) расчёт стоимости машин и оборудования
Цены на машины и оборудование принимаются действующие на данный момент.
Стоимость оборудования представлена в таблице 8.1
Таблица 8.1 – Стоимость оборудования
|
Наименование оборудования |
Цена, руб |
Количество, шт |
Стоимость, руб |
Амортизационные отчисления |
|
|
На, % |
Сумма |
||||
|
Линия производства творога Олит-Про |
7110000 |
2 |
14220000 |
11,8 |
1677960 |
Балансовая стоимость машин и оборудования рассчитывается по формуле:
(8.3)
где Соб – оптовая цена оборудования, руб.;
Кт – коэффициент, учитывающий транспортно-заготовительные
расходы (принимается Кт=0,05 для оборудования большого веса);
Кф – коэффициент, учитывающий затраты на строительство и
устройство фундамента для оборудования (принимается Кф=0,06 для
оборудования большого веса);
Км – коэффициент, учитывающий затраты на монтаж и освоение
оборудования, (принимается Км=0,04).
в) расчет стоимости ценного инструмента
При укрупнённом расчете стоимость инструмента (Синст), руб принимается 10% от стоимости производственных машин и оборудования (Соб):
Исходя из особенностей разработанного технологического процесса, необходимо разделить полученную сумму на две части: - стоимость ценного инструмента, включенного в стоимость основных фондов (Сцен.инс), руб, принимаем 30% от Синс; - стоимость малоценного инструмента, которая, имеет срок службы меньше одного года, и входит в состав оборотных средств (Смц инс), принимаем 70% от Синс.
г) расчет стоимости ценного производственного и хозяйственного инвентаря
При укрупненном расчете стоимость инвентаря (Синв) принимается от 0,5-2% от стоимости производственных машин и оборудования (Соб), руб:
Далее необходимо разделить полученную сумму на две части:
- стоимость ценного инвентаря, включенного в стоимость основных фондов (Сц инв), руб, принимаем 10% от Синв;
- стоимость малоценного инвентаря, которая, имеет срок службы меньше одного года, т. е. входит в состав оборотных средств (Смц инв), руб, принимаем 90% от Синв .
Результаты расчетов стоимости основных фондов сводятся в таблицу 8.2
|
|
|
|
|
|
|
|
Таблица 8.2 – Основные фонды
|
Наименование элементов |
Условные обозначения |
Стоимость, руб. |
|
1 Стоимость здания |
Сзд |
24883200 |
|
2 Стоимость оборудования |
Соб |
16353000 |
|
3 Стоимость ценного инструмента и приспособлений |
Сц. инс |
490590 |
|
4 Стоимость ценного производственного инвентаря |
Сц инв |
14220 |
|
Итого: |
|
41741010 |
8.2 Составление сметы затрат цеха по производству творога
Составление сметы затрат включает:
а) расчеты прямых затрат
Прямые затраты – это затраты, которые в соответствии с мерой их расхода могут быть отнесены непосредственно на себестоимость того или иного вида продукции, например:
- основные материалы – согласно нормам расхода материалов;
- заработная плата основных рабочих – согласно установленным нормам времени и расценкам по заработной плате.
б) расчет косвенных расходов
Косвенные расходы – это затраты, которые не могут быть отнесены непосредственно на себестоимость того или иного вида продукции, а распределяются между видами продукции пропорционально какой-либо величине, от которой в наибольшей степени эти расходы зависят, например:
- сметы затрат на содержание и эксплуатацию оборудования;
- сметы цеховых расходов.
Расчет норм производится в соответствии с продуктовым расчетом на производство творога.
Расчет годового объема затрат на основное сырье и материалы представлен в таблице 8.3
Таблица 8.3 – Расчет годового объема затрат на основные материалы
|
Наименование сырья |
Всего в сутки, кг |
Затраты на одно изделие |
Затраты, руб |
|||
|
Количест-во сырья, 0,25кг |
Стоимость сырья за 1л, руб |
Сумма руб |
в сутки |
в год |
||
|
Молоко |
35638,2 |
0,94 |
6,0 |
5,64 |
213829,2 |
78047658 |
|
Закваска |
1781,9 |
0,047 |
10,0 |
0,47 |
17819 |
6503935 |
|
СаСl2 |
1,31 |
0,000034 |
100,0 |
0,0034 |
131 |
47815 |
|
Сыч.фермент |
0,037 |
- |
2500,0 |
0,0024 |
92,5 |
33762,5 |
|
Итого |
6,12 |
231871,7 |
84633170,5 |
|||
|
Упаковочный материал |
38079 |
1 шт |
1 |
1 |
38079 |
6949235 |
|
Итого |
7,12 |
269950,7 |
91582405,5 |
|||
В соответствии с продуктовым расчетом на производство творога необходимо:
- 35638,2 кг молока в сутки;
- 1781,9 закваски на обезжиренном молоке в сутки.
Из этого количества сырья получится 9519,8 кг готового продукта в сутки. Продукт фасуется в пергамент по 0,25кг. Таким образом в сутки производится 38079 брикетов творога. Годовой объем продукции – 3474,73т.
Побочным продуктом при производстве творога является творожная сыворотка в количестве 30397кг, которая направляется на производство сывороточного напитка с различными видами сока.
Стоимость вспомогательных материалов принимается в размере 1,5% - 3,4% от стоимости основных материалов.
Расчет стоимости вспомогательных материалов проводится по формуле, руб:
(8.4)
8.3 Труд и заработная плата
8.3.1 Расчет рабочих дней предприятия
а) бюджет рабочего времени одного рабочего в год
Номинальный фонд рабочего времени одного рабочего в днях (Дном.дн) рассчитывается по формуле:
(8.5)
где Д календ – количество дней в году;
Д невых – всего невыходов на работу.
Количество рабочих дней в году определяется по (Драб дн) по формуле:
(8.6)
Полезный фонд времени рабочего определяется по формуле:
(8.7)
где Fполезн – полезный фонд времени рабочего, час.
Средняя продолжительность рабочего дня: 12 часов
Результаты расчета бюджета рабочего времени одного рабочего в год сводятся в таблицу 8.4
Таблица 8.4 – Баланс рабочего времени одного среднесписочного рабочего
|
Показатели |
Дни |
|
1 Календарный фонд рабочего времени 2 Нерабочие дни: В том числе выходные 3 Номинальный фонд рабочего времени: (Календарный фонд - нерабочие дни) 4 Неявки на работу: в том числе: а) отпуск - не менее б) по болезни в) по беременности и родам г) по учёбе д) выполнение общественных и государств. Обязанностей 5 Эффективный фонд рабочего времени 6 Средняя продолжительность рабочего дня (час) (40 часовая рабочая неделя: 5 рабочих дней в неделю) 7 Эффективный фонд рабочего времени 1-го рабочего за год в часах |
365 168 168 197
28 - - - - - 169 12
2028 |
б) расчет численности рабочих и персонала цеха
1) численность основных рабочих
Расчет численности основных рабочих производится по формуле:
(8.8)
где Нвр – норма времени, чел в час;
Ог.п – объём годовой продукции, т;
Тэфф – эффективный фонд рабочего времени одного работника за
год;
К – коэффициент, характеризующий степень выполнения нормы
выработки (К = 1,05).
Таблица 8.5 – Численность рабочих цеха
|
Наименование продукции |
Годовой объем, т |
Норма времени, чел-час |
Полезный фонд рабочего времени, ч |
Численность, чел |
||
|
Основ-ных рабочих |
Вспомога-тельных рабочих |
МОП |
||||
|
Творог |
3474,73 |
8 |
2028 |
8 |
4 |
1 |
|
|
|
|
|
|
|
|
2) численность вспомогательных рабочих
Численность вспомогательных рабочих, Чвсп.раб, %, составляет 40% от численности основных рабочих и рассчитывается по формуле:
(8.9)
3) численность МОП
Численность МОП цеха, ЧМОП, составляет от 13 до 15% от численности основных рабочих и вспомогательных рабочих и рассчитывается по формуле:
(8.10)
Результаты расчетов сведены в таблицу 8.6
|
|
|
|
|
|
|
|
8.3.3 Расчет годового фонда оплаты труда
а) расчет годового фонда заработной платы основных рабочих.
Для основных рабочих принимается сдельно-премиальная система оплаты труда, при которой размер прямого фонда заработной платы зависит от трудоемкости годовой программы и часовых тарифных ставок. При расчете фонда заработной платы последовательно определяются часовой, дневной и месячный фонды.
Таблица 8.6 – Штатное расписание цеха
|
Наименование профессии |
Количество человек в сутки |
Разряд |
Часовая тарифная ставка, руб. |
|
МОП: |
|
|
|
|
уборщица |
1 |
- |
- |
|
Основные рабочие: |
|
|
|
|
изготовитель творога |
2 |
IV |
38 |
|
оператор автомата по фасовке |
2 |
V |
36 |
|
мастер |
2 |
V |
42 |
|
грузчик |
2 |
- |
36 |
|
Вспомогательные рабочие: |
|
|
|
|
Слесарь-ремонтник |
2 |
IV |
35 |
|
Слесарь-наладчик |
2 |
V |
35 |
|
Итого: |
13 |
|
|
1) расчет средней тарифной ставки рабочих определяется по формуле:
(8.11)
где Тuсi – i тарифная часовая ставка, руб;
Ki – количество рабочих i разряда, чел;
К – общее количество рабочих в сутки, чел.
2) трудоемкость продукции за год рассчитывается по формуле:
(8.12)
где Огп – годовой объем, т.
3) прямой фонд заработной платы (ПФ) с учетом районного коэффициента рассчитывается по формуле:
(8.13)
где Кур – районный коэффициент, в соответствии с действующим законодательством уральский коэффициент равен 1,15 (15 %).
4) премия принимается равной 20% от прямого фонда и рассчитывается по формуле:
(8.14)
5) фонд часовой заработной платы (ФЧЗП) рассчитывается по формуле:
(8.15)
6) фонд дневной заработной платы (ФДЗП) принимается равным фонду часовой заработной платы (ФЧЗП):
7) фонд годовой заработной платы рассчитывается по формуле:
(8.16)
(8.17)
8) среднемесячная заработная плата рассчитывается по формуле (одного рабочего):
(8.18)
Отчисления на социальные нужды принимается в размере 26% от фонда годовой заработной платы (ФГЗП).
б) расчет заработной платы вспомогательных рабочих.
1) расчет прямого фонда заработной платы с учетом районного коэффициента для вспомогательных рабочих производится по следующей формуле:
(8.19)
2) премия рассчитывается по формуле 8.14:
3) фонд часовой заработной платы рассчитывается по формуле 8.15:
4) фонд дневной заработной платы (ФДЗП) принимается равным фонду часовой заработный платы (ФЧЗП):
5) фонд годовой заработной платы (ФГЗП) включает в себя фонд дневной заработной платы и оплату отпусков и рассчитывается также как и для основных рабочих по формулам 8.16, 8.17:
6) среднемесячная заработная плата рассчитывается по формуле 8.18:
в) расчет заработной платы младшего обслуживающего персонала
1) основная заработная плата рассчитывается по формуле:
(8.20)
2) дополнительная заработная плата рассчитывается по формуле:
(8.21)
3) фонд годовой заработной платы (ФГЗП) рассчитывается по формуле:
(8.20)
Сводный план по труду и заработной плате основных, вспомогательных рабочих и младшего обслуживающего персонала представлен в таблице 8.7
Таблица 8.7 – Сводный план по труду и заработной плате
|
Категория работников |
Количество работников |
Фонд годовой заработной платы |
Среднемесячная оплата труда |
|
Основные |
8 |
1274425,6 |
13275 |
|
Вспомогательные |
4 |
456724,8 |
8515,1 |
|
МОП |
1 |
69000 |
5750 |
|
Итого: |
13 |
8496556,8 |
32425,2 |
8.4 Расчет расходов на содержание и эксплуатацию оборудования
8.4.1 Расходы на содержание оборудования и рабочих мест
|
|
|
|
|
|
|
|
Расходы на содержание оборудования и рабочих мест, включает заработную плату вспомогательных рабочих, обслуживающих оборудование, и отчисления на социальные нужды, стоимость вспомогательных материалов и затраты на энергию всех видов.
а) заработная плата вспомогательных рабочих, обслуживающих оборудование, и отчисления на социальные нужды
где ЗП осн.об – фонд основной заработной платы вспомогательных рабочих,
обслуживающих оборудование;
ЗП доп.об – дополнительная заработная плата вспомогательных рабочих,
обслуживающих оборудование;
Отчсн.об – отчисления на социальные нужды с заработной платы
вспомогательных рабочих, обслуживающих оборудование.
б) расходы на энергию всех видов
1) стоимость электроэнергии
Стоимость электроэнергии рассчитывается по формуле:
(8.24)
где С эл – стоимость электроэнергии, руб/год;
Ц эл – стоимость 1 кВт-ч электроэнергии, руб/кВт-ч;
Q л – годовая потребность в электроэнергии, кВт-ч/год.
2) стоимость воды для приготовления СОЖ
Стоимость воды для приготовления СОЖ рассчитывается по формуле:
(8.25)
где Св – стоимость воды для приготовления СОЖ, руб/год;
Цв – стоимость 1м3 воды, руб/м3;
Qв – годовая потребность в воде, м3/год.
3) стоимость холода
Стоимость холода рассчитывается по формуле:
(8.26)
где С х – стоимость холода, руб/год;
Ц х – стоимость 1 т холода, руб/тыс.ккал;
Q х – потребность в холоде, тыс.ккал/год.
4) общая сумма расходов на энергию всех видов рассчитывается по формуле:
(8.27)
где С эн – общая сумма расходов на энергию всех видов, руб/год.
в) общая сумма расходов на содержание оборудования и рабочих мест рассчитывается по формуле:
(8.28)
где Ссод.об – общая сумма расходов на содержание оборудования и рабочих
мест, руб/год;
Сзп.об – общая сумма расходов на заработную плату вспомогательных
рабочих, обслуживающих оборудование, и отчисления на социальные
нужды, руб/год.
Свсп.мат – стоимость вспомогательных материалов принимается 1,5-2%
от стоимости основных материалов (Сос).
8.4.2 Расходы на текущий ремонт оборудования
Расходы на текущий ремонт оборудования (Срем.об) принимается 3% от стоимости оборудования:
8.4.3 Расходы на капитальный ремонт оборудования
Расходы на капитальный ремонт оборудования (Скап.рем.об) принимается 5% от балансовой стоимости оборудования:
8.4.4 Амортизация производственного оборудования и ценного инструмента.
а) амортизация производственного оборудования
Амортизация производственного оборудования рассчитывается по формуле:
(8.29)
где С ам об – амортизация производственного оборудования, руб/год;
На об – норма амортизации оборудования, %, На.об =11,8%.
б) амортизация ценного инструмента
Амортизация ценного инструмента рассчитывается по формуле:
(8.30)
где Сам.инст – амортизация ценного инструмента, руб/год;
Нам.инс – норма амортизации инструмента, %, Н ам.инс = 40%.
в) общая сумма амортизации производственного оборудования, ценного инструмента рассчитывается по формуле:
(8.31)
где Сам.сум.об – общая сумма амортизации производственного оборудования, ценного инструмента, руб/год.
8.4.5 Возмещение малоценных и быстроизнашивающихся инструментов.
Возмещение малоценных и быстроизнашивающихся инструментов (Свозм.мц.инст) принимается равным стоимости малоценных и быстроизнашивающихся инструментов (Смц.инст)
8.4.6 Прочие расходы на содержание и эксплуатацию оборудования.
Прочие расходы на содержание и эксплуатацию оборудования (Спр.об, руб/год) принимается 2-5% от суммы цеховых расходов:
(8.32)
8.4.7 Общая сумма расходов на содержание и эксплуатацию оборудования.
Общая сумма расходов на содержание и эксплуатацию оборудования рассчитывается по формуле:
(8.33)
где РСЭО – общая сумма расходов на содержание и эксплуатацию оборудования, руб/год.
Результаты расчетов оформляются в таблицу 8.8.
|
|
|
|
|
|
|
|
Таблица 8.8 – Расходы на содержание и эксплуатацию оборудования
|
Статьи расходов |
Сумма, руб/год |
|
1 Расходы на содержание оборудования и рабочих мест: - заработная плата вспомогательных рабочих - отчисления на социальные нужды - стоимость вспомогательных материалов - расходы на энергию всех видов |
456724,8 13669,7 2747472,16 3526774 |
|
2 Расходы на текущий ремонт оборудования |
426600 |
|
3 Расходы на капитальный ремонт оборудования |
817650 |
|
4 Амортизация оборудования, ценного инструмента |
1874196 |
|
5 Возмещение малоценных и быстроизнашивающихся инструментов |
1144710 |
|
6 Прочие расходы на содержание и эксплуатацию оборудования |
3040047,9 |
|
7 Итого расходов на содержание и эксплуатацию оборудования |
14505900,9 |
8.5 Расчет цеховых расходов
а) расходы на содержание общецехового персонала
Расходы на содержание общецехового персонала включают заработную плату рабочих, не связанных с работой оборудования, МОП, и отчисления на социальные нужды, определяются по формуле:
(8.34)
б) расходы на содержание зданий и сооружений
Расходы на содержание зданий и сооружений (Ссод зд, руб/год) 3% от первоначальной стоимости зданий (Сзд):
в) расходы на текущий ремонт зданий (Срем зд, руб/год) принимается 1% от стоимости основных фондов (Соф):
|
|
|
|
|
|
|
|
г) амортизация зданий и ценного инструмента
1) амортизация зданий рассчитывается по формуле:
(8.35)
где Сам зд – амортизация зданий, руб/год;
На зд – норма амортизации зданий, %, На зд = 4%.
2) амортизация ценного инвентаря рассчитывается по формуле:
(8.36)
где Сам инв – амортизация ценного инвентаря, руб/год;
На инв – норма амортизации ценного инвентаря, %, На инв = 60%.
3) общая сумма амортизации зданий и ценного инвентаря рассчитывается по формуле:
(8.37)
д) возмещение и быстроизнашивающегося малоценного инвентаря (Свозм.мц. инв, руб/год) принимается, равным стоимости малоценного и быстроизнашивающегося инвентаря (С мц инв):
е) расходы по охране труда (С охр тр, руб/год) принимается 500 рублей на одного работающего в год:
ж) прочие цеховые расходы принимаются 3% от суммы статей:
(8.38)
|
|
|
|
|
|
|
|
где Спр – прочие цеховые расходы, руб/год.
з) общая сумма цеховых расходов рассчитывается по формуле:
(8.39)
где ЦР – общая сумма цеховых расходов, руб/год.
Результаты расчета цеховых расходов сводятся в таблицу 8.8
Таблица 8.8 – Цеховые расходы
|
Статьи расходов |
Сумма, руб/год |
|
1 |
2 |
|
1 Расходы на содержание общецехового персонала |
87078 |
|
2 Расходы на содержание зданий и сооружений |
7464960 |
|
3 Расходы на текущий ремонт зданий |
417410,1 |
|
4 Амортизация зданий и ценного инвентаря |
1003860 |
|
5 Возмещение быстроизнашивающегося малоценного инвентаря |
127980 |
Продолжение таблицы 8.8
|
1 |
2 |
|
6 Расходы по охране труда |
4000 |
|
7 Прочие цеховые расходы |
273046,5 |
|
Итого цеховых расходов |
8204544,56 |
8.6 Калькуляция себестоимости продукции при производстве творога
а) начисление заработной платы основных рабочих на порцию
Начисление заработной платы основных рабочих на порцию вычисляем по формуле:
(8.40)
где Nпрод – количество продукции выпускаемой в день, шт.;
б) начисления ЕСН для основных рабочих
Начисления ЕСН для основных рабочих на единицу продукции, вычисляем по формуле:
(8.41)
в) расходы на содержание и эксплуатацию оборудования
Расходы на содержание и эксплуатацию оборудования, рассчитываем по формуле:
(8.42)
г) цеховые расходы
Цеховые расходы вычисляем по формуле:
(8.43)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Результаты расчетов сводятся в таблицу 8.9
Таблица 8.9 – Калькуляция себестоимости продукции
|
Наименование статей |
Наименование продукции |
|
Творог |
|
|
1 Сырьё и материалы, руб. |
7,12 |
|
2 Заработная плата: - заработная плата, руб - отчисления, руб. |
3,3 0,02 |
|
3 Расходы на содержание оборудования, руб. |
1,04 |
|
4 Цеховые расходы, руб |
0,6 |
|
5 Цеховая стоимость, руб. |
12,08 |
|
6 Общие хозяйские расходы, руб. |
1,208 |
|
7 Общая стоимость, руб. |
13,288 |
|
8 Внепроизводственные расходы, руб. |
0,6644 |
|
9 Полная стоимость, руб. |
13,95 |
8.7 Выбор метода ценообразования
а) оптовую цену единицы продукции рассчитываем по формуле:
(8.44)
где Рн – планируемый размер прибыли на единицу продукции, Рн = 25%;
С – полная себестоимость единицы продукции, руб.
б) розничную цену единицы продукции рассчитываем по формуле:
(8.45)
где Тн – торговая надбавка на единицу продукции, принимаем Тн = 40%.
Результаты расчетов сведены в таблицу 8.10
Таблица 8.10 – Смета затрат и калькуляция себестоимости продукции
|
Наименование продукции |
Полная себестоимость, руб. |
Полная себестоимость годового объема, руб. |
Розничная цена, руб. |
Оптовая цена, руб. |
Годовая выручка, руб. |
|
Творог
|
13,95 |
193888748 |
19,53 |
17,44 |
242395682 |
8.8 Технико-экономическое обоснование проекта
а) расчет прибыли от реализации продукции проводится в соответствии с формулой:
(8.46)
б) рентабельность продукции, определяют по формуле:
(8.47)
где Пр – прибыль от реализации продукции, руб.;
Сп - себестоимость продукции, руб.
в) рентабельность предприятия показывает, насколько результативно используется имущество предприятия, ее рассчитывают по формуле:
(8.48)
где ОПФ – основные производственные фонды;
ОС – оборотные средства.
г) экономическая эффективность производства рассчитывается по формуле:
(8.49)
где ЧП – чистая прибыль,
(8.50)
д) срок окупаемости рассчитывается по формуле:
(8.51)
Расчеты сводятся в таблицу 8.11
Таблица 8.11 – Финансовые результаты
|
Показатель |
Единицы измерения |
Сумма |
|
1 |
2 |
3 |
|
Годовая выручка |
руб. |
242395682 |
|
Полная себестоимость годового объема реализуемой продукции |
руб. |
193888748 |
|
Прибыль от реализации |
руб. |
48506934 |
|
Налог с прибыли |
руб. |
9701386,8 |
Продолжение таблицы 8.11
|
1 |
2 |
3 |
|
Чистая прибыль |
руб. |
38805547,2 |
|
Рентабельность продукции |
% |
25 |
|
Рентабельность предприятия |
% |
114,5 |
|
Экономическая эффективность |
|
0,91 |
|
Окупаемость капитальных вложений |
лет |
1,09 |
Данный проект является целесообразным и эффективным, так как капитальные вложения окупаются за 1,09 года; уровень рентабельности продукции составляет 25 процентов; чистая прибыль цеха за год – 38805,5 тыс. руб.
Заключение
Выполненный проект технического перевооружения творожного цеха на Стерлитамакском молочном комбинате является оптимальным, так как экономически выгоден и целесообразен.
Подобранное оборудование линия «Олит-Про» позволит производить традиционный творог высокого качества, отвечающего требованиям ГОСТа Р 52096-2003, имеющий структуру и консистенцию, сравнимые с «деревенской», с увеличенным сроком хранения.
Данная линия позволяет комплексно механизировать и автоматизировать технологические операции, устранить трудоемкость процесса, снизить потери сырья и продукта, значительно улучшить санитарию производства. Фасовка осуществляется современными фасовочными аппаратами.
В проекте даны расчеты потребностей пара и холода.
Проект творожного цеха по технико-экономическим показателям является экономически целесообразным, так как срок окупаемости составляет 1,09 года, эффективность производства составит 0,91.
Приложение А
Спецификация компоновки помещений производственного здания
|
форматтат |
зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Приемное отделение |
|
|
|
|
|
2 |
|
Моечное отделение |
|
|
|
|
|
3 |
|
Аппаратный цех |
|
|
|
|
|
4 |
|
Цех выработки масла |
|
|
|
|
|
5 |
|
Творожный цех |
|
|
|
|
|
6 |
|
Сыродельный цех |
|
|
|
|
|
7 |
|
Цельномолочный цех |
|
|
|
|
|
8 |
|
Цех розлива |
|
|
|
|
|
9 |
|
Цех стерилизованного молока |
|
|
|
|
|
10 |
|
Заквасочная |
|
|
|
|
|
11 |
|
Камеры хранения |
|
|
|
|
|
12 |
|
Компрессорная |
|
|
|
|
|
13 |
|
Технологический коридор
|
|
|
|
|
|
14 |
|
Экспедиция |
|
|
|
|
|
15 |
|
Лаборатория |
|
|
|
|
|
16 |
|
Отдел сбыта |
|
|
|
|
|
17 |
|
Электроцех |
|
|
Приложение Б
Спецификация оборудования машинно-аппаратурной схемы
|
форматтат |
зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Резервуар для молока |
1 |
|
|
|
|
2 |
|
Насос |
1 |
|
|
|
|
3 |
|
Бак-балансер |
1 |
|
|
|
|
4 |
|
Установка нормализации в потоке |
1 |
|
|
|
|
5 |
|
Пастеризационно-охладительная установка |
1 |
|
|
|
|
6 |
|
Заквасочник |
1 |
|
|
|
|
7 |
|
Творогоизготовитель |
2 |
|
|
|
|
8 |
|
Насос для творожного сгустка |
2 |
|
|
|
|
9 |
|
Отделитель сыворотки барабанного типа |
2 |
|
|
|
|
10 |
|
Отделитель творога ленточного типа |
2 |
|
|
|
|
11 |
|
Охладитель творога |
2 |
|
|
|
|
12 |
|
Автомат фасовки творога |
2 |
|
|
|
|
|
|
|
|
|
Приложение Б
Спецификация оборудования машинно-аппаратурной схемы
|
форматтат |
зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Резервуар для молока |
1 |
|
|
|
|
2 |
|
Насос |
1 |
|
|
|
|
3 |
|
Бак-балансер |
1 |
|
|
|
|
4 |
|
Установка нормализации в потоке |
1 |
|
|
|
|
5 |
|
Пастеризационно-охладительная установка |
1 |
|
|
|
|
6 |
|
Заквасочник |
1 |
|
|
|
|
7 |
|
Творогоизготовитель |
2 |
|
|
|
|
8 |
|
Насос для творожного сгустка |
2 |
|
|
|
|
9 |
|
Отделитель сыворотки барабанного типа |
2 |
|
|
|
|
10 |
|
Отделитель творога ленточного типа |
2 |
|
|
|
|
11 |
|
Охладитель творога |
2 |
|
|
|
|
12 |
|
Автомат фасовки творога |
2 |
|
|
|
|
|
|
|
|
|
Спецификация компоновки цеха до перевооружения
|
формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
ГОУ ОГУ 260303.1209.07 ПЗ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение В
Спецификация оборудования компоновки цеха до и после технического перевооружения
|
формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
ГОУ ОГУ 260303.1209.07 ПЗ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
ВТН-2,5 |
Ванна для творога |
4 |
|
|
|
|
2 |
В2-ОСВ-5 |
Ванна сыродельная |
4 |
|
|
|
|
3 |
УПТ |
Установка прессования творога |
3 |
|
|
|
|
4 |
Л5-ФМ2-У-335 |
Фаршемешалка |
2 |
|
|
|
|
5 |
|
Тележка для творога |
2 |
|
|
|
|
6 |
ТИ-10 |
Творогоизготовитель |
2 |
|
|
|
|
7 |
ОСБТ |
Отделитель сыворотки барабанного типа |
2 |
|
|
|
|
8 |
ОТЛТ |
Отделитель творога ленточного типа |
2 |
|
|
|
|
9 |
ОТ |
Охладитель творога |
2 |
|
|
|
|
10 |
М6-АР2Т |
Автомат фасовки творога |
2 |
|
|
|
|
11 |
ОХЕ-20 |
Резервуар для сыворотки |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.3 – Сводная таблица продуктового расчета
|
Наименование продукта |
Количество, кг |
Затрачено, кг |
Норма расхода, кг |
Получено, кг |
|||||||||||
|
Норм. смесь |
Цельное молоко |
Обезж. молоко |
Сливки |
Закваска на об.мол |
Пахта |
Сыво-ротка |
Подсыр. сливки |
Сливки |
Обезж. мол. |
Пахта |
Сыворот-ка творожная
|
Посырная сыворотка |
|||
|
Поступление: |
300000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выработано: - паст.молоко, 2,5% |
9413,63 |
9513,52 |
|
|
|
|
|
|
|
|
484,53 |
|
|
|
|
|
- паст.молоко, 3,2% |
9783,82 |
9887,64 |
|
|
|
|
|
|
|
|
111,91 |
|
|
|
|
|
- стер.молоко, 2,5% |
9467,85 |
9513,52 |
|
|
|
|
|
|
|
|
484,53 |
|
|
|
|
|
- стер.молоко, 2,5% |
9840,18 |
9887,64 |
|
|
|
|
|
|
|
|
111,91 |
|
|
|
|
|
- топл.молоко, 4% |
8391,95 |
8391,95 |
|
|
|
|
|
|
|
|
|
1512,9 |
|
|
|
|
- Кефир, 2,5% |
14630,26 |
14324,5 |
|
|
|
429,7 |
|
|
|
|
672,8 |
|
|
|
|
|
- Катык, 3,2% |
10190,3 |
9977,3 |
|
|
|
299,32 |
|
|
|
|
22,61 |
|
|
|
|
|
- Йогурт питьевой, 2,5% |
19404,76 |
19099,3 |
|
|
|
573 |
|
|
|
|
897,1 |
|
|
|
|
|
- Творог, 7% |
4153 |
18125,6 |
|
|
|
906,28 |
|
|
|
|
1887 |
|
|
15543,7 |
|
|
- Творог, 4% |
2088,8 |
8778,1 |
|
|
|
438,9 |
|
|
|
|
1217 |
|
|
7527,71 |
|
|
- Творог, 1,8% |
3278 |
8734,5 |
|
|
|
436,72 |
|
|
|
|
1260,4 |
|
|
7307,6 |
|
|
- Сыр Голландский, 45%Ж в СВ |
5302,91 |
49204,59 |
|
|
|
1968,18 |
|
|
|
10190 |
792,23 |
|
|
|
39363,67 |
|
- Сметана, 20% |
7672 |
|
|
|
7942,02 |
397,1 |
|
|
|
|
|
|
|
|
|
|
- Творожная сыворотка |
30397 |
|
|
|
|
|
|
30397 |
|
|
|
|
|
|
|
|
- Подсырная обезж. сгущ.сыворотка |
12945,8 |
|
|
|
|
|
|
38876,23 |
|
|
|
|
|
|
|
|
- Пахта сгущенная |
1941,4 |
|
|
|
|
|
5824,17 |
|
|
|
|
|
|
|
|
|
- Биокефир, обезжиренный |
10411,8 |
|
|
10000 |
|
500 |
|
|
|
|
|
|
|
|
|
|
- Сухое обезжиренное молоко |
7700,6 |
|
|
89147,96 |
|
|
|
|
|
11576,78 |
|
|
|
|
|
|
- Масло «Крестьянское» |
5408,52 |
|
|
|
10999,74 |
|
|
|
228,08 |
|
|
|
5824, 17 |
|
|
|
Просепарировано молока: |
115000 |
|
|
|
|
|
|
|
|
|
10999,74 |
103584, 26 |
|
|
|
|
Итого |
|
175438,16 |
|
99147,96 |
18941,76 |
5949,2 |
|
|
|
|
18941,76 |
105097, 16 |
|
|
|
Доклад
Уважаемые председатель и члены Аттестационной комиссии!
Вашему вниманию представляется проект технического перевооружения творожного цеха на Стерлитамакском молочном комбинате мощностью 300 т перерабатываемого молока в смену. Предприятие основано в 1932г как маслозавод, на данный момент это одно из крупнейших молокоперерабатывающий предприятий на территории республики Башкортостан и России, которое производит полный ассортимент молочной продукции под торговыми марками: "Молочная Усадьба", "Дарёнка", "FITNESS", "В клеточку", "Фруктошка", "На завтрак".
На генеральном плане предприятия показаны: главный производственный корпус, цех но выработке сухого молока, административно-бытовой корпус, собственная котельная, и вспомогательные здания и сооружения, въезды – главный и дополнительные, территория асфальтирована и озелена.
Схема распределения сырья на предприятии представлена на листе №2 (часть поступившего молока идет на сепарирования другая часть на нормализацию в потоке). От сепарирования из сливок вырабатывается масло, из обезжиренного молока – сухое молоко, биокефир обезжиренный, а также закваску. От нормализации в потоке, получаем нормализованные смеси определенной жирности, из которых получаем пастеризованное, стерилизованное и топленое молоко, кисломолочные продукты – кефир, катык, сметану и творог разной жирности, а также сыр.
Стоит уделить внимание на безотходное производство – из творожной сыворотки – выпускают сывороточный напиток с различными видами сока, а подсырная идет на сепарирование, где подсырные сливки идут на производство масла, а обезжиренная сыворотка и пахта сгущаются и направляются в сельхоз.предприятия.
Компоновка помещений производственного здания представленная на листе №3 соответствует схеме направления переработки молока. Производственный корпус представляет из себя здание с сеткой колонн 6 на 12м, в него входят приемно-моечное отделение, приемно-аппаратное отделение, участки по производству цельномолочной продукции, цех розлива, производства масла, творога, сыра, стерилизованного молока, лаборатории и др. помещения. Помещения расположены с соблюдением поточности движения сырья, готового продукта и тары. Склады и камера хранения готовой продукции примыкают к производственному цеху.
Ассортимент творога, вырабатывающийся на заводе довольно широк, но оборудование физически изношено и морально устарело. Творог выпускается традиционным способом в мешочках, где на 80% используется ручной труд. Проектом предусматривается техническое перевооружение творожного цеха с внедрением линии производства творога Олит-Про, которая позволяет получить творог, имеющий структуру и консистенцию, сравнимые с "деревенской", с увеличенным сроком хранения.
Разработаны технологическая и машинно-аппаратурная схемы выработки творога с учетом всех параметров производства:
Молоко, поступающее на предприятие, подогревается до 400С и нормализуется в потоке, далее пастеризуется на пастеризационно-охладительной установке при 780С 10-20с и охлаждается до температуры заквашивания 300С. Поступает в творогоизготовитель, вносится закваска 5%, раствор хлористого кальция и молокосвертывающий фермент при непрерывном перемешивании молока в течение 10-15 мин, затем молоко оставляют в покое до образования сгустка требуемой кислотности 61+5°Т, продолжительность сквашивания 6ч.
Далее проводят обработку сгустка, разрезка, удаление части сыворотки и при необходимости второе нагревание до 40°С с выдержкой от 30-40 мин.
Готовое творожное зерно с сывороткой подается насосом на отделитель сыворотки барабанного типа, удаляется часть сыворотки, первая ступень прессования. После прессования бруски творога загружаются в мультиформы. и подаются в систему окончательного прессования на отделитель творога ленточного типа. Прессование осуществляется за счет наличия защитных кожухов, под которые нагнетается обработанный УФ-лучами воздух, вторая ступень прессования. После прессования готовый творог выгружаем из мультиформ и подается на охлаждение и на упаковку, после чего творог поступает в камеру для доохлаждения.
На основе технологической и машинно-аппаратурная схем был разработан и график работы оборудования, в котором было учтено: производительность оборудования, время работы оборудования, количество смен, поточность производства, а также время на подготовительную и заключительную часть (система безразборной циркуляционной мойки).
На основании м-а схемы и графика работы оборудования была проведена компоновка оборудования творожного цеха после технического перевооружения.
До технического перевооружения в цехе было установлено следующее оборудование: 4 творожные ванн ВТН-2,5 и 4 сыродельные В2-ОСВ-5, вместимостью 2,5 и 5т соответственно, 3 установки для прессования творога в мешочках УПТ и 2 фаршемешалки.
Техническим перевооружением предусмотрено замена всего оборудования на линию Олит-Про, в которую входят творогоизготовитель марки ТИ-10, отделитель сыворотки барабанного типа марки ОСБТ, отделитель творога ленточного типа марки ОТЛТ, охладитель творога марки ОТ и автомат для фасовки М6-АР2Т.
Данная линия позволяет комплексно механизировать и автоматизировать технологические операции, устранить трудоемкость процесса, снизить потери сырья и продукта, значительно улучшить санитарию производства, автоматическая CIP-мойка.
В данной линии основным оборудованием является творогоизготовитель закрытого вертикального типа, со змеевиками нагрева и охлаждения, представляет собой теплоизолированную емкость с режуще-вымешивающим устройством. В качестве привода используется мотор-редуктор. На лицевом днище установлены три смотровых окна и три датчика температуры для контроля температуры сгустка, сыворотки и уровня опорожнения емкости. Для контроля массы заливаемого продукта творогоизготовитель устанавливается на тензодатчики.
Для того чтобы получить продукт стандартного качества проводится технико-химический и микробиологический контроль по всему технологическому процессу (от сырья до готового продукта).
Данная линия позволяет полностью автоматизировать весь технологический процесс, на основе которого была разработана функциональная схема автоматизации производства творога, которая предусматривает автоматическое регулирование следующими операциями: нагрев / охлаждение продукта до заданной температуры; перемешивание продукта с заданной периодичностью; контроль объема заполнения аппарата; контроль времени проведения операции, процесс санитарной обработки.
Проектом разработаны меры по безопасности труда (проведены расчеты по защитному заземлению и чрезвычайной ситуации – розлив аммиака) и охране окружающей среды (для очистки сточных вод подобраны аэротенки и биофильтры).
В дипломном проекте были проведены технико-экономические расчеты, которые показали, что производство творога экономически выгодно т.к.: капитальные вложения окупаются за 1,09 год, где уровень рентабельности составляет 25%.
ЧЕРТЕЖИ
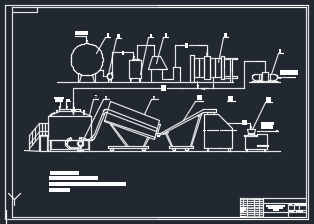
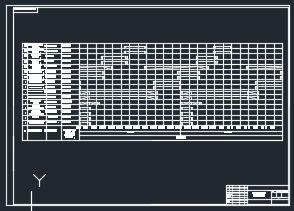
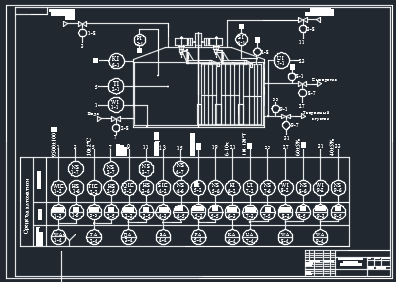
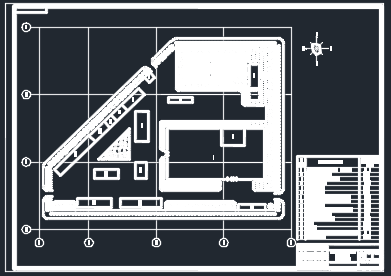
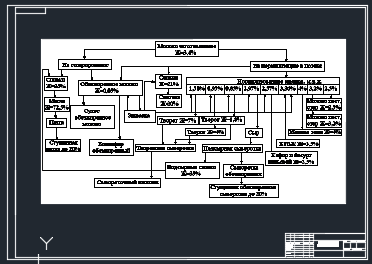
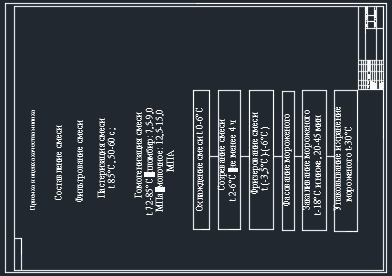

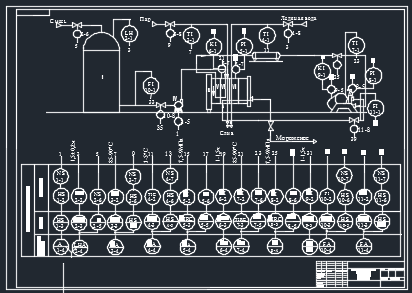
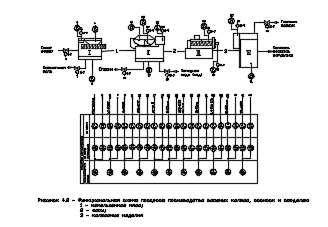
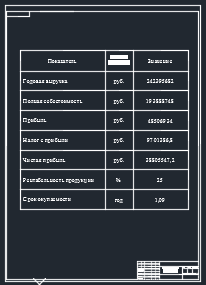
Скачать: