Дипломный проект
Проект цеха по производству кисломолочных продуктов с добавлением биогеля
Задание на дипломный проект
Проект цеха по производству кисломолочных продуктов с добавлением биогеля________________________________________________________________
2 Срок сдачи студентом законченного проекта
3 Исходные данные к проекту Научно-техническая литература, периодические издания, патенты, нормативные документы, материалы преддипломной практики
4 Содержание пояснительной (перечень подлежащих разработке вопросов)
- Технико-экономическое обоснование
- Технологическая часть
- Техническая часть
- Безопасность труда
- Экология и ООС
- Экономическая часть
5 Перечень графического материала (с точным указанием обязательных чертежей)
Лист 1 – Показатели качества кисломолочных продуктов с добавлением биогеля
Лист 2 – Принципиально-технологическая схема кисломолочных продуктов с добавлением биогеля____________________________________________________
Лист 4 – Машинно-аппаратурная схема производства кисломолочных продуктов
Лист 5–8 – Планы и разрезы производственного корпуса
Лист 9 – Технико-экономические показатели
6 Консультанты по проекту (с указанием, относящимся к ним разделам проекта)
Аннотация
Пояснительная записка содержит 105 страниц, 59 таблиц, 17 источников, 2 приложения. Графическая часть выполнена на 9 листах формата А1.
В данной работе изложены основные технологические процессы производства кисломолочных продуктов с добавлением биогеля, подробно описаны принципиальная и машинно-аппаратурная схемы, а также план производственного корпуса, разрезы помещений, генеральный план объекта, технико-экономические показатели проектируемого цеха, показатели качества производимой продукции и сырья.
Введение
Концепция оздоровления человека и предупреждения старения организма путем включения в рацион кисломолочных продуктов была выдвинута русским микробиологом И.И. Мечниковым. По его мнению, продолжительность жизни людей может существенно возрастать при элиминации из кишечника с помощью антагонистически активных молочнокислых микроорганизмов гнилостной микрофлоры и прекращения всасывания в кровь ее токсических метаболитов. [ Тихомирова Н.А]
Кисломолочные продукты играют важную роль в питании людей, особенно детей, лиц пожилого возраста и больных, так как ценность кисломолочных продуктов определяется их химическим составом, который характеризуется сбалансированным соотношением основных питательных веществ: белка, жира, углеводов, минеральных веществ, а также содержанием витаминов, молочной кислоты и антибиотических веществ.
Кисломолочные продукты легче усваиваются организмом, чем молоко. Это объясняется тем, что белки молока частично распадаются на более простые, легкоусвояемые вещества. Образующиеся в диетических кисломолочных продуктах молочная кислота и диоксид углерода влияют на секреторную деятельность желудочно-кишечного тракта, вызывая более интенсивное выделение желудочного сока и ферментов. При этом улучшается аппетит и ускоряется переваривание пищи. Пища усваивается с наименьшей затратой энергии, что очень важно при восстановлении ослабленных болезнью организмов. [ Крусь Г.Н.]
Так же вырабатывают кисломолочные продукты, обогащенные витаминами, минеральными веществами. К ним относятся кисломолочные напитки: простокваша, йогурт, варенец, ряженка и кефир. Кроме того, выпускают витаминизированные творожные изделия, молочные пудинги и желе.
Цель моей дипломной работы – получение кисломолочных продуктов – йогурта и зерненого творога, содержащий йод, путем добавления в молочную смесь для заквашивания компонентов из морской капусты.
Йогурт – кисломолочный продукт с нарушенным или ненарушенным сгустком, повышенным содержанием сухих обезжиренных веществ молока, вырабатываемый из обезжиренного или нормализованного по жиру и сухим веществам молока и молочных продуктов, подвергнутых тепловой
обработке, путем сквашивания их протосимбиотической смесью чистых
культур термофильного молочнокислого стрептококка (Streptococcus thermophilus) и молочнокислой болгарской палочки (Lactobacillus delbruecki subsp. bulgaricus), концентрация которых в живом состоянии в готовом продукте на конец срока годности должна составлять не менее 107 КОЕ в 1 г продукта, с добавлением или без добавления различных пищевкусовых продуктов, ароматизаторов и пищевых добавок. [Калинина Л.В.]
Зерненый творог – рассыпчатый молочный продукт, произведенный из творожного сырья с добавлением сливок и поваренной соли. Термическая обработка готового продукта и добавление стабилизаторов консистенции не допускается. [Богатова О.В.]
Известно, что йод в морской капусте – ламинарии японской – находится как в растворимой неорганической форме, так и в составе йодаминокислотных комплексов. Вместе с тем морская капуста и продукты ее переработки не используются при получении йодосодержащих пробиотических продуктов.
Основой для получения продуктов служило коровье молоко. В качестве биодобавки применяли – биогель из морской капусты – в количестве 5% от общей массы смеси.
1 Технико-экономическое обоснование
Молочная промышленность – одна из важнейших среди пищевых отраслей народного хозяйства. Возникновение товарного молочного хозяйства в нашей стране относится к концу XVIII в. Молочные заводы тогдашней России представляли собой мелкие производства.
Становление и развитие молочной промышленности относится к 90-м годам XIXв.
В настоящие время доля цельномолочной продукции в ассортименте молочных продуктов на российском рынке составляет около 35%. Около 40% из них приходится на питьевое молоко, в котором доля стерилизованного молока 16…20%. От объема цельномолочных продуктов на долю кисломолочных продуктов приходится около 20%, в том числе на долю кефира приходится около 44%, йогурта - 30%, ряженки - 1%, простокваши, варенца - 0,12%, ацидофилина и ацидофильного молока – 0,03%. Остальной объем – это творог и творожные изделия, сметана, питьевые сливки, детские молочные продукты. (Калинина)
Так сложилось исторически, что йогурт – нетрадиционный для российского потребителя продукт. В среднем на одного человека в России приходится в год немногим больше четырех килограммов йогурта, проданного в розницу. Этот показатель в США превышает 6 кг на человека, а в Западной Европе составляет 16 кг на человека. [ http://sfera.fm/articles/rossiiskii-rynok-iogurtov-dinamika-proizvodstva]
Основным фактором, который оказывает непосредственное влияние на развитие рынка творога, является состояние сырьевой базы. Таким образом, наибольшее значение для рынка творога имеет состояние рынка молока.
Последний год для российского рынка молока был стабильным. Однако если рассматривать динамику производства за последние десять лет, то можно отметить падение на 4-5%: в период с 2002-го по 2012 год выпуск молока во всех хозяйствах РФ сократился с 33,5 млн до 31,9 млн тонн.
Наибольшее снижение производства молока в нашей стране пришлось на 2002–2005 годы. С 2011-го по 2012 год наблюдался рост выпуска продукции, а в 2012 году производство увеличилось на 3,5%, по сравнению с 2011-м. Стоит отметить, что, по прогнозам аналитиков, текущий подъем будет носить краткосрочный характер. Прогнозируемый спад связан с увеличением затрат на содержание скота, в результате сохранится тенденция сокращения численности коров.
Влияние на развитие рынка молока также оказывает ситуация вступления России в ВТО. После уменьшения квот выросли поставки молочной продукции не самого хорошего качества. Положительным следствием снижения квот стало то, что у потребителей увеличился выбор за счет большего ассортимента молочной продукции. Однако значительное присутствие недорогой продукции импортных игроков может негативно
сказаться на отечественном производстве. Рост производства творога ограничен отсутствием динамики развития сырьевой базы и отрасли молочного животноводства. Таким образом, изменения на молочном рынке затронут и рынок творога. Несмотря на значительную зависимость рынка творога от развития сырьевой базы, на протяжении последних 10 лет на нем наблюдается рост. В 2002 году объем производства творога в России составил 208,3 тысячи тонн, а к 2012 году он увеличился до 398,2 тысячи тонн. Среднегодовой прирост за последнее десятилетие составил 7%. Наибольший темп прироста – 17,48% – был отмечен в 2003 году.
К сожалению, несмотря на то, что творог пользуется популярностью у россиян, норма его потребления далека от реальных показателей. В соответствии с Приказом Министерства здравоохранения и социального развития Российской Федерации от 2 августа 2010 года, рациональный объем потребления творога и творожных продуктов на одного человека в год составляет порядка 18 килограммов. В реальности в 2012 году объем потребления этой продукции на душу населения составил лишь 2,86 килограмма.[ http://www.foodmarket.spb.ru/current.php?article=1867]
2 Технологическая часть
2.1 Ассортимент, классификация, показатели и нормы качества жидких кисломолочных продуктов
2.1.1 Ассортимент жидких кисломолочных продуктов
К жидким кисломолочным продуктам и напиткам относятся ниже перечисленные продукты.
Простокваша – национальный кисломолочный продукт, изготавливаемый сквашиванием молока чистыми культурами лактококков и/или термофильных молочнокислых стрептококков. Общее содержание, которых в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Мечниковская простокваша – национальный кисломолочный продукт, изготавливаемый сквашиванием молока чистыми культурами термофильных молочнокислых стрептококков и молочнокислой болгарской палочки. Общее содержание, которых в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Ряженка – национальный кисломолочный продукт, изготавливаемый сквашиванием топленого молока чистыми культурами термофильных молочнокислых стрептококков. Общее содержание, которых в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Варенец – национальный кисломолочный продукт, изготавливаемый сквашиванием стерилизованного или подвергнутого тепловой обработке при температуре (97±2) °С в течение от 40 до 80 мин молока чистыми культурами термофильных молочнокислых стрептококков. Общее содержание, которых в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Кефир – национальный кисломолочный продукт смешанного молочнокислого и спиртового брожения, изготавливаемый сквашиванием молока закваской, приготовленной не кефирных грибках. Без добавления чистых культур молочнокислых бактерий и дрожжей. Содержание молочнокислых микроорганизмов в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, а дрожжей не менее 104 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Ацидофилин – национальный кисломолочный продукт, изготавливаемый сквашиванием молока чистыми культурами молочнокислой
ацидофильной палочки, лактококков и закваской, приготовленной на кефирных грибках в равных соотношениях. Общее содержание
молочнокислых микроорганизмов в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, а дрожжей не менее 104 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Айран – национальный кисломолочный продукт смешанного молочнокислого и спиртового брожения, изготавливаемый сквашиванием молока чистыми культурами термофильных молочнокислых стрептококков, молочнокислой болгарской палочки и дрожжей. Содержание молочнокислых микроорганизмов в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, а дрожжей не менее 104 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Кумыс – национальный кисломолочный продукт смешанного молочнокислого и спиртового брожения, изготавливаемый сквашиванием кобыльего молока чистыми культурами болгарской и ацидофильной молочнокислых палочек и дрожжей. Содержание молочнокислых микроорганизмов в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта, а дрожжей не менее 105 КОЕ в 1 г продукта, без добавления немолочных компонентов.
Йогурт – кисломолочный продукт с повышенным содержанием сухих обезжиренных веществ молока, изготавливаемый путем сквашивания протосимбиотической смесью чистых культур термофильных молочнокислых стрептококков и молочнокислой болгарской палочки. Содержание которых в готовом продукте в конце срока годности составляет не менее 107 КОЕ в 1 г продукта (допускается добавление пищевых добавок, фруктов, овощей и продуктов их переработки). [Калинина]
2.1.2 Классификация жидких кисломолочных продуктов
Кисломолочные напитки в зависимости от молочного сырья, из которого их производят, подразделяются на продукты:
- из натурального молока;
- из нормализованного молока или сливок;
- из восстановленного молока;
- из рекомбинированного молока;
- из их смесей.
Кисломолочные напитки в зависимости от массовой доли жира подразделяют на продукты:
1) молочный нежирный;
2) молочный пониженной жирности;
3) молочный полужирный;
4) молочный классический;
5) молочно-сливочный;
6) сливочно-молочный;
7) сливочный.
Йогурт в зависимости от использования вкусовых добавок подразделяются на:
- без наполнителя;
- фруктовый или овощной йогурт;
- ароматизированный йогурт.[Калинина]
2.1.3 Показатели и нормы качества йогурта ГОСТ Р 51331-99
По органолептическим показателям йогурт должен соответствовать
требованиям, указанным в таблице 2.1.
Таблица 2.1 - Органолептические показатели йогурта
|
Наименование показателя |
Характеристика |
|
Вкус и запах |
Кисломолочный, без посторонних привкусов и запахов. При выработке с сахаром или подсластителем – в меру сладкий. При выработке с вкусоароматическими пищевыми добавками и вкусоароматизаторами – с соответствующим вкусом и ароматом внесенного компонента. |
|
Цвет |
Молочно – белый, равномерный по всей массе. При выработке с вкусоароматическими пищевыми добавками и пищевыми красителями – обусловленный цветом внесенного ингредиента |
|
Консистенция и внешний вид |
Однородная, в меру вязкая. При добавлении стабилизатора – желеобразная или кремообразная. При использовании вкусоароматических пищевых добавок – с наличием их включений. |
По физико-химическим показателям йогурт должен соответствовать нормам, указанным в таблице 2.2.
Таблица 2.2 – Физико-химические показатели йогурта
|
Наименование показателя |
Норма |
|
Массовая доля жира*,% |
|
|
молочный нежирный |
не более 0,1 |
|
молочный пониженной жирности |
от 0,3 до 1,0 |
|
молочный полужирный |
от 1,2 до 2,5 |
|
молочный классический |
от 2,7 до 4,5 |
|
молочно-сливочный |
от 4,7 до 7,0 |
|
сливочно-молочный |
от 7,5 до 9,5 |
|
сливочный |
не менее 10,0 |
|
Массовая доля молочного белка, % не менее: |
|
|
для йогурта без наполнителей |
3,2 |
|
для фруктового (овощного) йогурта |
2,8 |
Продолжение таблицы 2.2
|
Наименование показателя |
Норма |
|
Массовая доля сухих обезжиренных веществ молока, % не менее: |
|
|
для йогурта без наполнителей |
9,5 |
|
для фруктового (овощного) йогурта |
8,5 |
|
Массовая доля сахарозы и общего сахара в пересчете на инвертный сахар** |
Устанавливается в технической документации на конкретное наименование йогурта, вырабатываемого с сахаром и (или) плодово-ягодными наполнителями |
|
Массовая доля витаминов, % |
Устанавливается в технической документации на конкретное наименование витаминизированного йогурта |
|
Кислотность, °Т |
0т 75 до 140 |
|
Фосфатаза |
отсутствует |
|
Температура при выпуске с предприятия, °С |
4±2 |
|
* При получении результатов измерения массовой доли жира между диапазонами для указанных наименований продукт относят к наименованию с более низким диапазоном. ** Значение массовой доли сахарозы относится к йогурту, вырабатываемому с сахаром, а общего сахара в пересчете на инвертный сахар – к йогурту, вырабатываемому с плодово-ягодными наполнителями, в состав которых, помимо фруктозы, входит сахар. |
|
Содержание токсичных элементов, антибиотиков, пестицидов и радионуклидов в продукте не должно превышать допустимых уровней, указанных в таблице 2.3.
Таблица 2.3 - Содержание токсичных элементов в йогурте
|
Показатели |
Допустимые уровни, мг/кг (л), не более |
Примечание |
|
Токсичные элементы: |
||
|
свинец |
0,1 |
|
|
мышьяк |
0,05 |
|
|
кадмий |
0,03 |
|
|
ртуть |
0,005 |
|
|
Микотоксины: |
||
|
афлатоксин М1 |
0,0005 |
|
|
Антибиотики: |
||
Продолжение таблицы 2.3
|
Показатели |
Допустимые уровни, мг/кг (л), не более |
Примечание |
|
левомицетин |
не допускается |
< 0,01 ед/г |
|
тетрациклиновая кислота |
не допускается |
< 0,01 ед/г |
|
стрептомицин |
не допускается |
< 0,01 ед/г |
|
пенициллин |
не допускается |
< 0,01 ед/г |
|
Пестициды: |
||
|
гексахлорциклогексан (α, β, γ – изомеры) |
0,05 |
|
|
ДДТ и его метаболиты |
0,05 |
|
|
Радионуклиды: |
||
|
цезий - 137 |
100 |
Бк/л |
|
стронций - 90 |
25 |
Бк/л |
По микробиологическим показателям продукт должен соответствовать нормам, указанным в таблице 2.4.
Таблица 2.4 - Микробиологические показатели
|
Наименование показателя |
Норма |
|
Количество молочнокислых микроорганизмов (Streptococcus thermophilus и Lactobacillus delbrueckii subsp. bulgaricus), в 1 г продукта на конец срока годности продукта, КОЕ, не менее |
107 |
|
Количество бифидобактерий (Bifidobacterium) в 1 г продукта на конец срока годности продукта, КОЕ, не менее |
106 |
|
Количество бактерий молочнокислой ацидофильной палочки (Lactobacillis acidophilus), в 1 г продукта на конец срока годности биойогурта, КОЕ, не менее |
106 |
Микробиологические показатели безопасности йогурта должны соответствовать нормам, указанным в таблице 2.5 для кисломолочных напитков.
Таблица 2.5 - Микробиологические показатели кисломолочных напитков
|
Наименование продукта |
Количество молочнокислых микроорганизмов, КОЕ/г, не более |
Масса продукта (г, см3), в которой не допускается |
Дрожжи, плесени, КОЕ/г, не более |
||
|
БГКП (количе-ство формы) |
Патогенные в т.ч. сальмо-неллы |
S.aureus |
|
||
|
Йогурт со сроком годности не более 72 часов |
- |
0,01 |
25 |
1,0 |
- |
|
Йогурт со сроком годности более 72 часов |
не менее 1 · 107 (для термически обработанных продуктов не нормируется) |
0,1 |
25 |
1,0 |
дрожжи – 50 (кроме напитков, изготавливаемых с использованием заквасок, содержащих дрожжи), плесени - 50 |
|
Жидкие кисломолочные продукты, обогащенные бифидобакте-риями, со сроком годности более 72 часов |
Не менее 1∙ 107; |
0,1 |
25 |
1,0 |
Дрожжи-50 (кроме напитков изготавливаемых с использованием заквасок, содержащих дрожжи), плесень - 50 |
2.2 Ассортимент, классификация, показатели и нормы качества творожных продуктов
2.2.1 Ассортимент творожных продуктов
Высокую пищевую и биологическую ценность творога обусловливает значительное содержание в нем не только жира, но и полноценных по аминокислотному составу белков, что позволяет использовать творог для профилактики и лечения некоторых заболеваний почек, печени, и атеросклероза. В твороге содержится значительное количество кальция, фосфора, железа, магния и других минеральных веществ, необходимых для нормальной жизнедеятельности центральной нервной системы, сердца, мозга, для костеобразования и обмена веществ в организме. Особенно важное значение, имеют соли фосфора и кальция, которые находятся в твороге в наиболее удобном для усвоения состоянии. [Богатова]
В ГОСТ Р 51917 «Продукты молочные и молосодержащие. Термины и определения» творогу и творожным продуктам даны следующие определения.
Творог – национальный кисломолочный продукт, изготавливаемый сквашиванием молока чистыми культурами лактококков или смесью чистых культур лактококков и термофильных молочнокислых стрептококков в соотношении (1,5…2,5): 1 с использованием методов кислотной, кислотно-сычужной или термокальциевой коагуляции белков с последующем удалением сыворотки самопрессованием и/или прессованием. С содержанием молочнокислых бактерий в готовом продукте в конце срока годности не менее 106 КОЕ в 1 г продукта, с массовой долей белка не менее 14%, без добавления немолочных компонентов.
Кварк – кисломолочный продукт, изготавливаемый сквашиванием молока чистыми культурами лактококков или смесью чистых культур лактококков и термофильных молочнокислых стрептококков в соотношении (1,5…2,5): 1 с использованием методов кислотной, кислотно-сычужной или термокальциевой коагуляции белков с удалением сыворотки центрифугированием и/или ультрафильтрацией. С содержанием молочнокислых бактерий в готовом продукте в конце срока годности не менее 106 КОЕ в 1 г продукта.
Творожная масса – адгезионная паста, сохраняющая форму без упаковки, изготовляемая из творога с добавлением сливочного масла и/или особых сливок и углеводов, кроме стабилизаторов, с массовой долей сливочного масла и/или особых сливок не менее 5,0%. Допускается добавление фруктов, цукатов, сухофруктов, орехов, зелени.
Пасха – творожный продукт, изготавливаемый смешиванием предварительно отпрессованного в течение не более 24 часов творога, сливочного масла, яиц, сахарозы, ванилина, изюма, апельсиновой цедры с термообработкой компонентов. Не допускается применение пищевых ароматизаторов и красителей. Допускается изготовление пасхи без термообработки.
Зерненый творог – рассыпчатый молочный продукт, изготовляемый из творожного зерна с добавлением сливок, поваренной соли или углеводов, кроме стабилизаторов. [Калинина]
2.2.2 Показатели и нормы качества зерненого творога ГОСТ Р 53504-2009
Продукт по органолептическим характеристикам должен соответствовать требованиям, указанным в таблице 2.6.
Таблица 2.6 – Органолептические показатели зерненого творога
|
Наименование показателя |
Характеристика |
|
Вкус и запах |
Чистые, кисломолочные, без посторонних привкусов и запахов, слегка соленый вкус |
Продолжение таблицы 2.6
|
Цвет |
От белого до желтоватого с кремовым оттенком |
|
Внешний вид и консистенция |
Рассыпчатая, с отчетливо различными мягкими творожными зернами, покрытыми сливками (йогуртом) |
По физико-химическим показателям продукт должен соответствовать нормам, указанным в таблице 2.7.
Таблица 2.7 – Физико-химические показатели зерненого творога
|
Наименование показателя |
Значение показателей продукта |
|
Массовая доля жира, %, не менее |
4,0…5,0 |
|
Массовая доля белка, %, не менее |
8,0 |
|
Массовая доля влаги, %, не менее |
79,0 |
|
Кислотность, °Т, не более |
150 |
|
Массовая доля соли, %, не менее |
1,0 |
|
Температура продукта при выписке из предприятия, °С |
4±2 |
Содержание токсичных элементов, микотоксинов, антибиотиков, пестицидов и радионуклидов в продукте не должно превышать допустимых уровней, установленных СанПиН 2.3.2. 1078 и указанных в таблице 2.8.
Таблица 2.8 – Содержание токсичных элементов, пестицидов и радионуклидов
|
Показатели |
Допустимые уровни, мг/кг (л), не более |
Примечание |
|
Токсичные элементы: |
||
|
свинец |
0,3 |
|
|
мышьяк |
0,2 |
|
|
кадмий |
0,1 |
|
|
ртуть |
0,02 |
|
|
Микотоксины: |
||
|
афлатоксин М1 |
0,0005 |
|
|
Антибиотики: |
||
|
левомицетин |
не допускается |
< 0,01 ед/г |
|
тетрациклиновая группа |
не допускается |
< 0,01 ед/г |
|
стрептомицин |
не допускается |
<0,01 ед/г |
|
пенициллин |
не допускается |
<0,01 ед/г |
Продолжение таблицы 2.8
|
Показатели |
Допустимые уровни, мг/кг (л), не более |
Примечание |
|
Пестициды: |
||
|
гексахлорциклогексан (α,β,γ-изомеры) |
1,25 |
в пересчете на жир |
|
ДДТ и его метаболиты |
1,0 |
в пересчете на жир |
|
Радионуклиды: |
||
|
цезий-137 |
100 |
Бк/л |
|
стронций-90 |
25 |
Бк/л |
По микробиологическим показателям продукт должен соответствовать требованиям СанПиН 2.3.2.1078 и указанных в таблице 2.9.
Таблица 2.9 – Микробиологические показатели зерненого творога
|
Наименование продукта |
Масса продукта (г, см3), в которой не допускаются |
|||
|
БГКП (коли-формы) |
S. aureus |
патогенные, в т.ч. сальмонеллы |
дрожжи и плесени, КОЕ/г не более |
|
|
Творог и творожные изделия со сроком годности не более 72 часов |
0,001 |
0,1 |
25 |
- |
|
Творог и творожные изделия со сроками годности более 72 часов, в т.ч. замороженные |
0,01 |
0,1 |
25 |
Дрожжи-100; плесени-50 |
|
Творожные изделия термически обработанные |
0,1 |
1,0 |
25 |
- |
2.3 Требования к сырью для производства йогурта, соленого зерненного творога и сладкого с добавлением «Биогеля»
2.3.1 Требования к качеству молока ГОСТ Р 52054-2003
Для производства кисломолочных продуктов используют молоко не ниже второго сорта.
Таблица 2.10 – Органолептические показатели молока
|
Наименование показателей |
Норма для молока сорта |
||
|
высшего |
первого |
второго |
|
|
Консистенция |
Однородная жидкость без осадка и хлопьев. Замораживание не допускается |
||
|
Вкус и запах |
Чистый, без посторонних запахов и привкусов, не свойственных свежему натуральному молоку |
||
|
|
Допускается слабовыраженный кормовой привкус и запах |
||
|
Цвет |
От белого до светло-кремового |
||
Таблица 2.11 – Физико-химические показатели молока
|
Наименование показателя |
Норма для молока сорта |
||
|
высшего |
первого |
второго |
|
|
Массовая доля белка, %, не менее |
2,8 |
||
|
Кислотность, °Т |
16,0-18,0 |
16-21 |
|
|
Группа чистоты, не ниже |
I |
I |
II |
|
Плотность, кг/куб.м, не менее |
1028,0 |
1027,0 |
|
|
Температура замерзания, °С, не выше |
минус 0,520 |
||
Таблица 2.12 – Микробиологические показатели молока
|
Наименование показателя |
Норма для сорта молока |
||
|
высший |
первый |
второй |
|
|
КМАФАнМ, КОЕ/г, не более |
1·105 |
5·106 |
1·106 |
|
Соматические клетки, КОЕ/г, не более |
2·105 |
1·106 |
1·106 |
|
Патогенные, в том числе сальмонеллы, г продукта, не допускается |
25 |
25 |
25 |
2.3.2 Требования к качеству заквасок ТУ 9229-369-0019785-04
Закваски – чистые или симбиотически сочетающиеся культуры микроорганизмов, обладающие комплексом свойств и используемые при производстве ферментируемых молочных продуктов.
Под воздействием заквасок образуется определенная кислотность в молочных продуктах, влияющая на структурообразование, а так же формируется специфический вкус и аромат. Наиболее часто при производстве кисломолочных продуктов используют молочнокислые бактерии, которые достаточно быстро размножаются в молоке. При этом молочнокислые бактерии снижают рН среды, что ведет к образованию
сгустка в молоке; участвуют в формировании органолептических свойств продукта (вкус, запах, аромат и консистенция) и повышают биологическую ценность продукта.
В зависимости от физического состояния закваски подразделяют на следующие:
- бактериальные закваски (традиционные), в технологии которых не производят концентрирование микробных клеток, поэтому количество жизнеспособных клеток в них составляет N · (108…109) КОЕ в 1 г (см3).
- бактериальные концентраты (стартовые культуры прямого внесения), в технологии которых обязательно проводится концентрирование бактериальной биомассы, поэтому количество жизнеспособных клеток в них составляет N (1010…1011) КОЕ в 1 г (см3).
Закваски в зависимости от метода получения подразделяют:
1) Лиофилизированные культуры (как правило, запаянные ампулы в среде инертного газа), обычно это типовые музейные чистые культуры микроорганизмов;
2) Закваски традиционные в жидком (в пробирках, бутылочках) виде, а также, например, лактозосбраживающие дрожжи – на скошенном агаре;
3) Сухие закваски (отечественные получают сублимационным способом – методом залива с последующей упаковкой в пакеты из полимерных материалов или в стеклянных пенициллиновых флаконах);
4) Сухие бактериальные концентраты, полученные на основе заквасок или монокультур (во флаконах или в пакетах из полимерных материалов);
5) Закваски прямого внесения лиофилизированные, импортируемые из-за рубежа или отечественного производства;
6) Закваски прямого внесения глубокозамороженные, импортируемые из-за рубежа;
7) Кефирные грибки натуральные или сухие, предназначенные для производства кефира;
8) Кефирные культуры, импортируемые из-за рубежа и предназначенные для производства кефирного продукта.
Способность готовых форм заквасок сохранять свойства в процессе хранения зависит от исходного качества (количества жизнеспособных клеток в 1 г, массовой доли влаги); способа фасования; видов упаковочных материалов; температуры и относительной влажности воздуха при хранении; продолжительности хранения; соблюдения условий хранения.
Существует несколько способов хранения заквасок:
- кратковременный (в жидком виде при температуре (2…6) °С – в течении 10 дней);
- средней длительности (в замороженном виде при температуре от минус 18 до минус 45 °С – течении 8…12 мес.);
- длительный (в сухом виде при температуре не выше минус 18 °С – в течении 6…12 мес. и более). [ТУ 9229-369-0019785-04
2.3.3 Ламиналь - биогель из морской капусты [ТУ 9284-175-00472012-2000]
На дне Тихого океана растёт удивительная водоросль Ламинария японская (Laminaria japonica) или морская капуста.
Ламинария японская удивительна тем, что способна создавать в своих волокнах и соке много витаминов и минеральных веществ даже за короткие сроки солнечной активности.
Он представляет собой гелеобразную массу зелёного цвета и содержит в своём составе свободный альгинат натрия (до 40% к сухому веществу продукта), клетчатку, микроэлементы (в том числе йод), белковые соединения, липиды, пигменты.
Имеет нейтральный вкус и запах.
Ламиналь разрешен к применению в качестве лечебно-профилактического продукта Министерством здравоохранения РФ.
2.3.4 Сахар-песок
Приемка сахара-песка должна осуществляться в соответствии с нормативами ГОСТ 21-94 «Сахар-песок. Технические условия». Сахар-песок – пищевой продукт, представляющий собой сахарозу в виде отдельных кристаллов размерами 0,2-0,25 мм. Сахар является основным видом сырья в кондитерской промышленности. Его используют в производстве карамели, конфет, шоколада, мармелада, печенья, пряников, тортов, пирожных и других видов кондитерских изделий. Сырьем для производства сахара-песка является сахарная свекла (страны с умеренным климатом) и сахарный тростник (страны с тропическим климатом). В нашей стране основную массу сахара производят из сахарной свеклы. Товарные и технологические свойства сахара, полученного из разных видов сырья, практически не различаются. В промышленности выпускают два основных вида сахара: сахар-песок и сахар-рафинад. Его подразделяют на два типа: торговый и для промышленной переработки.
Сахар-песок должен иметь сладкий вкус без посторонних привкусов и запахов. Это сыпучий продукт, без комков имеет белый с блеском цвет, состоящий из однородных кристаллов, раствор должен быть прозрачным, без каких-либо нерастворимых примесей.
В таких изделиях, как карамель, помадные конфеты, сахарные сорта драже, безе, доля сахара в сухом веществе продукта составляет от 80 % до 95 %. В шоколаде, многих видах конфет – около 50 %, а в мучных кондитерских изделиях – значительно меньше, но в отдельных видах доходит до 30, а иногда и до 40 %.
Цветность растворов сахара-песка определяют объективным методом на специальном приборе и не должна превышать 1 усл. ед.; для сахара,
используемого для промышленной переработки, допускается до 1,8 усл. ед. Кристаллы сахара-песка должны иметь размеры от 0,2 до 2,5 мм, однородного строения, с ясно выраженными гранями, сыпучими не липкими, без комков. Сухое вещество сахара-песка должно состоять не менее чем на 99,75 % из сахарозы (для промышленной переработки допускается до 99,55 %), а сухое вещество сахара-рафинада – не менее чем на 99,9 %, т. е. сахар-рафинад представляет собой почти чистую сахарозу, поэтому допускают использовать его в технохимическом контроле вместо химически чистой сахарозы.
Сахар-песок следует хранить в складах, где относительная влажность воздуха должна быть на уровне нижних рядов штабеля для сахара-песка не выше 70 %. При хранении сахара-песка в силосах относительная влажность воздуха не должна превышать 60 %. Сахар способен воспринимать посторонние запахи, поэтому его нельзя хранить вместе с сырьем, имеющим сильный запах. Чистый сахар сравнительно мало гигроскопичен, но входящая в его состав примесь редуцирующих сахаров обладает высокой гигроскопичностью и способствует поглощению сахаром влаги из воздуха.
На пищевые производства сахар-песок поступает двумя способами: в таре (мешках) или бестарно (в специальных вагонах, контейнерах или автомобилях). Сахар-песок хранят также двумя способами: в таре (в мешках) или в специальных складах, бункерах для бестарного хранения.
К сахару, предназначенному для бестарного хранения, предъявляются специальные дополнительные требования: влажность должна быть в пределах от 0,02 % до 0,04 %. На практике возможно бестарное хранение сахара-песка, поступающего в мешках. При этом перед поступлением на хранение его просеивают и подсушивают.
2.3.5 Поваренная соль
ГОСТ Р 51574-2000 «Соль поваренная пищевая. Технические условия» распространяется на пищевую поваренную соль, представляющую собой хлористый натрий. Химически чистый хлорид натрия негигроскопичен. Поваренная же соль вследствие содержания примесей хлоридов магния и кальция гигроскопична. Гигроскопичность соли проявляется при относительной влажности воздуха свыше 75 %.
Кристаллы хлорида натрия прозрачны, однако в мелкораздробленном состоянии соль имеет белый цвет. Находящиеся в ней примеси могут
придавать ей различные оттенки. Соль не обладает запахом. Ее получают из кристаллических отложений каменной соли или вывариванием из природных растворов.
Соль нерастворима в этиловом спирте и многих органических растворителях, но сравнительно хорошо растворяется в воде. В 100 частях воды при 20 0С растворяется 35,9 части поваренной соли. Растворимость при повышении температуры изменяется мало.
Пищевая поваренная соль должна быть изготовлена в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Органолептические показатели соли должны отвечать следующим требованиям. Раствор соли концентрацией 5 % должен быть чисто-соленый, без посторонних привкусов и запаха. Для йодированной соли допускается слабый запах йода.
Цвет для сорта Экстра белый, для всех прочих сортов белый с оттенками (сероватый, желтоватый, розоватый в зависимости от происхождения соли). Соль не должна содержать заметных визуально посторонних механических примесей.
По физико-химическим показателям соль должна отвечать требованиям, указанным в таблице 2.13.
Таблица 2.13 – Физико-химические показатели поваренной соли
|
Сорт |
Массовая доля, в пересчете на СВ, %, не более |
||||||
|
хлорида натрия |
нераство-римых в воде веществ |
Ca2+ |
Mg2+ |
SO42- |
Fe2O3 |
Na2SO4 |
|
|
Экстра |
99,7 |
0,03 |
0,02 |
0,01 |
0,16 |
0,005 |
0,2 |
|
Высший |
98,4 |
0,16 |
0,35 |
0,05 |
0,8 |
0,05 |
0,5 |
Массовая доля влаги, %: для сорта Экстра не более 0,1, для каменной соли и всех остальных сортов 0,25, для самосадочной и садочной соответственно по сортам (высшего, первого и второго) 3,2; 4,0; 5,0, а для выварочной 5,0; 5,0; 6,0.
Реакция на лакмус водного раствора соли для всех сортов должна быть нейтральная или близкая к ней.
Содержание токсичных элементов и радионуклидов в пищевой поваренной соли не должно превышать допустимые уровни, установленные гигиеническими требованиями к качеству и безопасности продовольственного сырья и пищевых продуктов (СанПиН 2.3.2.560-96).
Контроль органолептических физико-химических показателей, токсических элементов и радионуклидов, гранулометрического состава, масса нетто, упаковки и маркировки осуществляют выборочно. Порядок контроля – по ГОСТ Р 50779.71.
Отбор единиц в выборку проводят случайным методом по ГОСТ 18321.
Пищевую поваренную соль фасуют и упаковывают в потребительскую и транспортную тару, разрешенную для контакта с пищевыми продуктами органами и учреждениями госсанэпитслужбы Росси в установленном порядке.
Соль в мелкой фасовке следует хранить в закрытых складах при относительной влажности воздуха не выше 75 %.
Срок хранения соли упакованной в бумажные мешки с полиэтиленовым вкладышем, полиэтиленовые и полипропиленовые тканые – 2 года.
Срок хранения при регулярным температурно-влажных условиях соли, упакованной в полиэтиленовые мешки, полипропиленовые с полиэтиленовыми полиэтиленовыми вкладышами – 5 лет.
2.3.6 Требования к качеству сычужного фермента
Сычужный фермент, получаемый из сычуга телят, является традиционным коагулирующим средством, используемым для свертывания молока при изготовлении большинства видов сыра. Сычужным ферментом называют молокосвертывающий экстракт, приготавливаемый из сычугов молочных телят, состоящий из двух активных компонентов: химозина, на долю которого приходится большая часть, и пепсина.
В сыроделии для свертывания молока применяют как жидкий препарат, так и наиболее стойкий при хранении сычужный порошок, который вырабатывают на специальных заводах. По традиционной технологии сычуги разрезают на мелкие части, заливают подкисленным раствором поваренной соли и оставляют на несколько часов. Постепенно из сычугов в раствор переходит сычужный фермент. После этого в раствор для выделения белков добавляют поваренную соль. Центрифугированием белки отделяют от жидкости, сушат, измельчают. Высушенная масса представляет собой сычужный порошок, в которую добавляют поваренную соль для доведения порошка до принятой в сыроделии активности и увеличения стойкости при хранении. Выпускают фермент активностью 100000 ед.
Под активностью молокосвертывающих препаратов понимают количество весовых или объемных единиц молока, свертываемых одной единицей препарата (порошка) при температуре 35 0С в течение 40 мин. Препарат сычужного фермента представляет собой смесь химозина и пепсина с оптимальной активностью при рН 5,5 и температуре 42 0С. Механизм действия сычужного фермента на казеин довольно сложен.
2.3.7 Хлористый кальций
Хлорид кальция (пищевая добавка E509) представляет собой бесцветные кристаллы (в некоторых случаях белесые), которые хорошо растворяются в спирте и воде и замерзают при низких температурах.
Получают хлорид кальция при производстве соды, где он образуется как побочный продукт, или же при обработке известняка содой. Химическая формула хлорида кальция — CaCl2.
Хлорид кальция был зарегистрирован как пищевая добавка, и сейчас активно включается в состав продуктов питания. По классификации Е509 принадлежит к группе эмульгаторов и чаще всего применяется в пищевой
промышленности как отвердитель. В основном эта добавка активно используется при производстве творога, сыра и сухого молока.
По физико-химическим показателям хлористый кальций должен соответствовать нормам, указанным в таблице 2.14.
Таблица 2.14 – Физико-химические показатели хлористого кальция
|
Наименование показателя |
Норма |
|
Внешний вид |
Раствор желтовато-серого или зеленоватого цвета прозрачный или с легкой мутью |
|
Массовая доля хлористого кальция, %, не менее |
35 |
|
Массовая доля магния в пересчете на MgCI2, %, не более |
Не нормируется |
|
Массовая доля прочих хлоридов, в том числе MgCI2, в пересчете на NaCI, %, не более |
3 |
|
Массовая доля железа, (Fe), %, не более |
Не нормируется |
|
Массовая доля не растворимого в воде остатка, %, не боле |
0,15 |
|
Массовая доля сульфатов в пересчете на сульфат-ион, %, не более |
Не нормируется |
2.4 Технология производства йогурта, зерненного творога со сливками и зерненого творога с йогуртом с добавлением «Биогеля»
2.4.1 Технологическая линия производства йогурта
Технологический процесс производства йогурта состоит из следующих операций:
- приемка сырья и приготовление нормализованной смеси;
- очистка;
- гомогенизация;
- пастеризация и охлаждение смеси;
- заквашивание и сквашивание смеси, перемешивание и охлаждение;
- внесение плодово–ягодных наполнителей (при необходимости) до или после розлива кисломолочной основы в потребительскую тару, розлив, упаковка, маркировка и доохлаждение готового продукта.
Молоко и другое сырье принимают по массе и качеству, установленному лабораторией предприятия. Отобранное по качеству молоко нормализуют по массовой доле жира с таким расчетом, чтобы массовая доля жира в готовом продукте была не менее массовой доли жира, предусмотренной стандартом. Молоко нормализуют либо смешиванием, либо в потоке. Плотность смеси для йогурта перед заквашиванием должна составлять 1028 кг/м3.
Полученную нормализованную смесь подогревают до температуры (43±2) °С, очищают на центробежных молокоочистителях и направляют на гомогенизацию, которая проводится при температуре от 45°С до 85°С и давлении (15±2,5) МПа. Допускается проводить раздельную гомогенизацию смеси, а также вырабатывать йогурт из негомогенизированного молока. Очищенную и гомогенизированную смесь пастеризуют при температуре (92±2) °С с выдержкой от 2 до 8 минут или (87±2) °С с выдержкой от 10 до 15 минут. Допускается выдержка при этой температуре до 25 минут.
После пастеризации и выдержки смесь охлаждают до температуры заквашивания – (41±2) °С. Хранение незаквашенной смеси не допускается. Закваска вносится в смесь в потоке насосом-дозатором либо перед смеси в резервуар.
При резервуарном способе производства йогурта сквашивание осуществляется в резервуаре для кисломолочных продуктов и продолжается от 2,5 до 4 часов. Окончание сквашивания определяют по образованию достаточно прочного сгустка и кислотности, которая не должна быть более 85°С. По окончании сквашивания в межстенное пространство резервуара подают ледяную воду в течение от 30 до 60 минут. Затем сгусток
перемешивают от 10 до 30 минут. Продолжительность перемешивания зависит от конструкции мешалки и консистенции сгустка. По достижению сгустком однородной консистенции мешалку выключают.
Дальнейшее перемешивание осуществляют периодически с интервалом времени от 40 до 60 минут. В резервуаре сгусток можно охладить до температуры (23±2) °С с последующим доохлаждением в камере хранения до температуры (4±2) °С.
Охлажденный продукт упаковывают, маркируют и направляют в холодильную камеру с температурой (4±2) °С. Технологический процесс считается законченным и продукт готов к реализации.
Розлив и упаковка продукта осуществляется в потребительскую тару различной вместимости из упаковочных материалов, разрешенных учреждениями Госсанэпидслужбы для контакта с молочными продуктами.
Маркировка потребительской тары должна соответствовать ГОСТ Р 51074, маркировка транспортной тары должна соответствовать ГОСТ 14192.
Срок годности при температуре (4±2) °С йогурта, вырабатываемого без стабилизатора консистенции, составляет не более 5 суток, йогурта со стабилизатором консистенции – не более 14 суток с момента технологического процесса.
Если вырабатывают йогурт с плодово-ягодными наполнителями при резервуарном способе производства, их можно вносить двумя способами: перед и после подачи кисломолочной основы в потребительскую тару.[Калинина]
2.4.2 Технологическая линия производства зерненого творога со сливками
Технологический процесс производства йогурта состоит из следующих операций:
- приемка молока;
- очистка:
- сепарирование, при этом сливки направляются на (пастеризацию, охлаждение, гомогенизацию, охлаждение, внесение соли), а обезжиренное молоко направляется на дальнейшие операции для получения конечного продукта. Такие операции как:
- пастеризация;
- охлаждение;
- заквашивание;
- внесение хлористого кальция и сычужного фермента;
- перемешивание;
- сквашивание;
- разрезка сгустка;
- отделение сыворотки;
- добавление воды;
- перемешивание;
- подогревание;
- вымешивание;
- удаление сыворотки;
- промывание водой;
- обсушка зерна.
- смешивание творожного зерна и сливок.
Подготовленное молоко сепарируется при 34-40 °С для получения сливок массовой долей жира 15%, обезжиренного молока с массовой долей жира 0,05% и сухих обезжиренных веществ не < 8,5%. Сливки пастеризуют при температуре 92±2 °С с выдержкой 15-20 с, гомогенизируют при температуре 26-30 °С и давлении 10-15 МПа, охлаждают до температуры 5-8 °С и выдерживают 10-12 ч. Обезжиренное молоко пастеризуют при температуре 72±2 °С с выдержкой 15-20 с. Заквашивают молоко при температуре 30±2 °С при быстром способе сквашивания и 21±2 °С при длительном. Применяется закваска, приготовленная на культурах мезофильных молочно - кислых стрептококков. Закваска добавляется в молоко в количестве 50–80 кг на 1000 кг молока при быстром способе сквашивания и 10–30 кг при длительном способе. После внесения закваски в молоко добавляется 30 – 40% раствор хлористого кальция из расчета 400 г безводной соли на 1000 кг молока и раствор сычужного фермента из расчета 0,5 – 1 г на 1000 кг молока (активность 100 000 единиц). Затем осуществляют перемешивание молока в течение 30–40 минут с интервалом
10–15 мин. Сквашивание молока заканчивается через 5–7 ч при быстром способе сквашивания и через 10–12 ч при длительном с момента внесения закваски. Кислотность сыворотки в конце сквашивания должна быть в пределах 46–48 °Т при условии содержания массовой доли сухих веществ в молоке 8,5–9,5% и 49–55 °Т при массовой доле сухих веществ более 9,5%. Показатель рН сгустка в конце сквашивания 4,6–4,9.
Оба режима сквашивания имеют преимущества и недостатки. Преимущества длительного способа сквашивания молока следующие: процесс обычно проводится в ночное время, что позволяет организовывать основную работу только в дневную смену; требуется меньше закваски; улучшается вкус и аромат продукта, так как биохимический процесс ароматообразования идет медленнее, чем процесс кислотообразования. Недостатки длительного способа сквашивания молока заключается в том, что увеличивается продолжительность цикла приготовления продукта; малая оборачиваемость ванн; вследствие того, что в ночное время за процессом сквашивания нет наблюдения, возможны колебания температуры сквашивания, что может привести к ухудшению качества сгустка.
Преимущества кратковременного способа сквашивания следующие: быстро заканчивается технологический цикл; процесс сквашивания находится все время под контролем; меньше возможность загрязнения продукта посторонней микрофлорой; лучше используются ванны. Недостатки этого метода сквашивания: требуется большее количество закваски; готовый продукт получается с менее выраженным ароматом.
Независимо от выбранного способа температура сквашивания молока должна поддерживаться на протяжении всего времени сквашивания в установленных пределах. Понижение температуры сквашивания может вызвать значительную задержку процесса и способствовать получению дряблого сгустка.
По окончании сквашивания проводится обработка сгустка. Это одна из главных технологический операций при производстве зерненого творога, поскольку она влияет на переход сухих веществ молока в зерно, его однородность, состав и качество готового продукта. Если кислотность сгустка при разрезании слишком низкая, зерно будет грубым и резинистым. Если наоборот, то частицы сгустка будут ломкими, зерно будет неоднородным с большим содержанием белковой пыли в сыворотке, с мучнистой консистенцией готового продукта. Такое зерно при отваривании легко разваливается, а при смешивании со сливками теряет свою форму и превращается в творожную массу. Готовый сгусток разрезается проволочными ножами на кубики размером по ребру 8, 10 или 12, 14 см. Разрезанный сгусток оставляется в покое на 20-30 мин для выделения сыворотки. Затем в ванну вносится вода, температура которой 45±2 °С, для снижения кислотности сыворотки до 36-40 °Т. Масса воды должна составлять 10-15% от массы содержимого в ванне.
После добавления воды в ванну зерно осторожно перемешивают и постепенно начинают подогревать, вводя в межстенное пространство горячую воду. Подогревать зерно, особенно в первой стадии до температуры 38±2 °С, нужно очень осторожно и равномерно, чтобы оно не заварилось и температура содержимого в ванне повышалась на 1°С за каждые 10 мин. При этом нужно перемешивать зерно, только для того, чтобы удержать его во взвешенном состоянии. Последующие нагревание содержимого ванный до 48-55 °С нужно вести быстрее, чтобы температура повышалась на 1°С за каждые 2 мин. После того как температура в ванне повысилась до требуемой, зерно вымешивают в течение 30-60 мин для его уплотнения. Периодически проверяют годность зерна. Готовое, предварительно охлажденное в водопроводной воде зерно, при легком сжатии в руке должно сохранять свою форму. По окончании отваривания сыворотку из ванны удаляют и приступают к промыванию и одновременно охлаждению зерна. Зерно промывают водой в две стадии: I – воду с температурой 16±2 °С добавляют в количестве 40-50% от начальной массы заквашиваемого молока, перемешивают в течение 15-20 мин и воду удаляют; II – воду с температурой не более 8 °С добавляют в количестве 30-40%, перемешивают 15-20 мин и удаляют. Затем зерно обсушивают. Для этого его сдвигают к стенкам ванный так, чтобы в середине образовался желоб для свободного стекания сыворотки, и оставляют на 1-2 ч. Во время обсушки ванну нужно закрывать. Содержание влаги в готовом зерне должно быть не более 80%. Продолжительность обсушки зависит от консистенции и размеров зерна и толщины слоя. Зерно мягкое и с большим количеством пыли обсыхает медленнее, чем зерно более грубое и однородное по структуре. В охлажденные сливки вносят соль и после этого добавляют к обезжиренному зерну. Смешивают зерно со сливками и солью в смесителе. При ручном упаковывании в крупную тару применяют сливки 20% жирности, при упаковывании в мелкую тару на автоматах – 13-15% жирности. В хорошо смешанном продукте зерна должны быть равномерно покрыты слоем вязких сливок. Хранят творог зерненный со сливками при температуре 0-6 °С не более 36 ч, в том числе на предприятии – изготовителе не более 24 ч. [Богатова]
2.4.3 Технологическая линия производства зерненого творога с йогуртом
Производство зерненого творога с йогуртом, одинаков с производством зерненого творога со сливками. Разница в том что, на конечном этапе вместо сливок добавляется йогурт жирностью 2,5%
.
2.5 Продуктовый расчет
2.5.1 План производства готовой продукции
Производительность данного цеха равна 10 тонн в сутки.
Рассчитает количество производимой продукции в час Пч, т/ч, по формуле
(2.1)
где τ – число часов работы цеха в сутки, ч;
ni – коэффициент использования i–го оборудования, принимаем 0,9.
Рассчитаем количество производимой продукции в месяц Пм, т/мес, по формуле
(2.3)
где Тм – максимальный рабочий период в месяц, дн;
Пс – суточная производительность продукции, т.
Максимальный рабочий период в месяц Пм, т/мес, определим по формуле
(2.4)
где Овых – количество выходных дней в месяц.
Рассчитаем количество производимой продукции в год Пг, т/год по формуле
(2.5)
где Тг – количество рабочих дней в год;
Пс – количество производимой продукции в сутки.
Количество рабочих дней в год Тг, дн, определим по формуле
(2.6)
где Овых – количество выходных дней в год;
Оп – количество праздничных дней в год;
Ок.р. – простой производства на капитальный ремонт, принимаем 21 день.
Найдена общая производительность цеха, сделаем пересчет для каждого продукта. Результаты проведенных расчетов сводим в таблицу 2.15.
Таблица 2.15 – Общегодовая производительность продукции
|
Период Продукт |
Час |
Сутки |
Месяц |
Год |
|
Йогурт |
284.4 кг |
4,55 т |
104,65 т |
1028,3 т |
|
Зерненый творог соленый |
218,75 кг |
3,5 т |
80,5 т |
791 т |
|
Зерненый творог сладкий |
187,5 кг |
3,0 т |
69 т |
678 т |
2.5.2 Продуктовый расчет йогурта
Определим потребность в сырье для производства 4550 л йогурта с массовой долей жира 2,5 %.
По массе готового продукта определим массу нормализованного молока с учетом предельно допустимых потерь молока при приемке, обработке и фасовании по формуле
(2.7)
где Мн – масса нормализованного молока, л;
Мгп – масса готового продукта, л;
Р – норма расхода нормализованного молока на 1 т продукта, л/т, по пр. № 1025.
Рассчитаем массовую долю жира в нормализованном молоке
(2.8)
где Жн , Жгп – соответственно массовая доля жира в нормализованной смеси и в готовом продукте, %.
Так как массовая доля жира в нормализованном молоке меньше, чем в цельном молоке, проведем процесс нормализации обезжиренным молоком смешением по формуле
(2.9)
где Мц – масса цельного молока, л;
Жо, Жн , Жц – массовая доля жира в молоке обезжиренном, сливках, молоке цельном, %.
Необходимую массу обезжиренного молока определим по формуле
(2.10)
Находим массу бактериальной закваски, Мз, кг
(2.11)
где 3 – количество вносимой закваски при производстве йогурта, %;
П – потери, %.
Находим массу биогеля, Мб, кг
(2.12)
где 5 – количество вносимого биогеля при производстве йогурта, %;
П - потери, %.
Находим массу сахара, Мс, кг
(2.13)
где 5- количество вносимого сахара при производстве йогурта, %;
П – потери, %.
2.5.2 Продуктовый расчет творога
Определим потребность в сырье для производства 6500 кг обезжиренного творога.
По массе готового продукта рассчитывают массу творога с учетом предельно допустимых потерь на расфасовку Мтв по формуле
(2.14)
где Мтв1 – масса готового продукта;
Рр – норма расхода творога при расфасовке на 1 т готового
продукта, кг;
При выработке творога из нормализованного молока вначале определяют массовую долю жира в нормализованной смеси Жн.см по формуле
(2.15)
где Б – массовая доля белка в цельном молоке, %;
К – коэффициент нормализации
Количество нормализованной смеси на выработку творога Мн.см рассчитывают по формуле
(2.16)
где Рн.см – норма расхода нормализованной смеси на 1 т творога, кг.
Потери нормализованной смеси при производстве творога Пн.см рассчитывают по формуле
(2.17)
где пн.см – нормативные производственные потери жира, %.
Находим массу биогеля, Мб, кг
(2.18)
где 5 – количество вносимого биогеля при производстве зерненого творога, %;
П - потери, %.
Находим массу бактериальной закваски, Мз, кг
, (2.19)
где 3 – количество вносимой закваски при производстве зерненого творога, %;
П – потери, %.
Находим массу 30-40% раствор хлористого кальция, Мх.к, кг
(2.20)
где 0,4 – количество вносимого раствора хлористого кальция, %;
П – потери, %.
Находим массу вносимого сычужного порошка, Мс.п, кг:
(2.21)
где 0,0004 – количество вносимого сычужного порошка, %.
П – потери, %.
2.5.3 Продуктовый расчет выработки сливок
Для определения количества произведенных сливок заданной жирности при сепарировании производят следующие расчеты
(2.22)
Количество затраченного молока на получение определенного количества сливок рассчитывают по формуле
(2.23)
Абсолютный выход сливок – это количество молока, необходимое для производства 1 кг сливок. Определяют его следующим образом
(2.24)
где М – количество молока, кг;
С – количество сливок, кг;
В – абсолютный выход сливок, кг;
Жм – жирность молока, %;
Жс – жирность сливок, %;
Жо – жирность обезжиренного молока, %;
В – абсолютный выход сливок, кг;
Относительный выход сливок (выход сливок, выраженный в процентах) определяют по формуле
(2.25)
где Во – относительный выход сливок, %.
Степень извлечения жира из молока рассчитывают по формуле
% , (2.26)
Для определения жирности сливок используют следующую формулу
, (2.27)
Находим массу поваренной соли, Мп.с , %
(2.28)
где 1 – количество вносимого компонента, %;
П – потери, %.
2.5.4 Плановая потребность в сырье и материалов
Таблица 2.16 – Процентное содержание сырья в продуктах
|
Наименование пюре |
Компонент |
Процентное содержание, % |
|
Йогурт |
Молоко |
87 |
|
Закваска |
3 |
|
|
Биогель |
5 |
|
|
Сахар-песок |
5 |
|
|
Творог зерненый соленый |
Молоко |
90,6 |
|
Закваска |
3 |
|
|
Биогель |
5 |
|
|
Хлористый кальций |
0,4 |
|
|
Соль |
1 |
|
|
Сычужный фермент |
0,0004 |
|
|
Творог зерненый сладкий |
Молоко |
90,6 |
|
Закваска |
3 |
|
|
Хлористый кальций |
0,4 |
|
|
Сычужный фермент |
0,0004 |
Таблица 2.16 – Плановая потребность в сырье и материалах
|
Наименование составных компонентов готового продукта |
Период |
|||
|
час |
сутки |
месяц |
год |
|
|
Молоко |
3423,9 кг |
54782,3кг |
1259992,9 кг |
12380799,8кг |
|
Биогель |
31,6 кг |
501,7 кг |
11539,1 кг |
113384,2 кг |
|
Соль |
7,3 кг |
116,4 кг |
2677,2 кг |
26306,4 кг |
|
Закваска для йогурта |
7,7 кг |
123,5 кг |
2840,5 кг |
27911 кг |
|
Закваска для творога |
11,1 кг |
177,6 кг |
4084,8 кг |
40137,6 кг |
|
Сахар-песок |
12,9 кг |
205,8 кг |
4733,4 кг |
46510,8кг |
|
Сычужный фермент |
0,0015 |
0,024 кг |
0,552 кг |
5,42 кг |
|
Хлористый кальций |
1,48 кг |
23,7 кг |
545,1 кг |
5356,2 кг |
2.6 Подбор и расчет технологического оборудования
2.6.1 Подбор технологического оборудования
Подбор машин и аппаратов, для производства йогурта и зерненого творога со сливками и йогуртом с добавлением «Биогеля», представлен в таблице 2.17.
Таблица 2.17 – Подбор машин и аппаратов
|
Наименование процесса |
Оборудование |
|
|
Молоко |
Сливки |
|
|
1 |
2 |
3 |
|
Нормализация |
Резервуар-нормализатор Г9-ОМА-3М |
- |
|
Очистка |
Молочный фильтр Ф-01М |
- |
|
Сепарирование |
Сепаратор-сливкоотделитель ОСЦП-10 |
|
|
Гомогенизация |
Гомогенизатор А1-ОГМ-10 |
|
|
Перекачивание |
Центробежный насос Г2-ОПБ, винтовой насос ОНВ 4 |
|
|
Пастеризация |
Пастеризационная установка Т1-ОУТ |
|
|
Охлаждение, |
Пастеризационно-охладительная установка А1-ОКЛ-10 |
|
|
Заквашивание, сквашивание, выдерживание, хранение |
Ёмкости В2 – ОКВ - 10 |
|
|
Разрезка сгустка |
Сыродельная ванна В2 – ОСВ - 10 |
- |
|
Выдерживание, |
Ванна ВК-10 |
- |
|
Перемешивание, подогревание |
Ёмкость с перемешивающим устройством и подогревом |
- |
|
Промывание |
Промыватель сырного зерна |
- |
Продолжение таблицы – 2.17
|
1 |
2 |
3 |
|
Маркировка |
Этикетировачная машина МЭ-6 |
- |
|
Упаковка |
Термоусадочный аппарат ТПЦ-550 Р |
- |
|
Перемещение |
Ленточный конвейер |
- |
|
Розлив, расфасовка |
Автомат фасовки в стаканчики и контейнеры АДНК-39Д |
- |
|
Обсушка зерна |
Сушильно-обдувочная установка |
- |
2.6.2 Расчет технологического оборудования
Расчет резервуара-нормализатора Г9-ОМА-ЗМ, предназначенного для нормализации молока. Его техническая характеристика представлена в таблице 2.18.
Таблица 2.18 – Техническая характеристика резервуара-нормализатора Г9-ОМА-3М
|
Показатели |
Параметры |
|
Производительность, л/ч |
5000 |
|
Установленная мощность, кВт |
4 |
|
Габаритные размеры, мм |
840х662х1195 |
|
Масса, кг |
377 |
Т.к. N ≤ 1, следовательно, применяем один резервуар–нормализатор Г9-ОМА-3М.
Расчет молочного фильтра Ф-01М, предназначенного для очистки молока. Его техническая характеристика представлена в таблице 2.19.
Таблица 2.19 – Техническая характеристика молочного фильтра Ф-01М
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
- |
|
Диаметр, мм |
270 |
|
Масса, кг |
15 |
Т.к. N < 1, следовательно, применяем один молочный фильтр.
Расчет сепаратора-сливкоотделителя ОСЦП – 10, предназначенного для очистки, и нормализации молока. Его техническая характеристика представлена в таблице 2.20.
Таблица 2.20 – Техническая характеристика сепаратора-сливкоотделителя ОСЦП – 10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
18,5 |
|
Габаритные размеры, мм |
1420х1185х1967 |
|
Масса, кг |
1500 |
Т.к. N < 1, следовательно, применяем один сепаратор-сливкоотделитель ОСЦП-10.
Расчет гомогенизатора А1-ОГМ-10, предназначенного для дробления и равномерного распределения жировых шариков в молоке. Его техническая характеристика представлена в таблице 2.21.
Таблица 2.21 – Техническая характеристика гомогенизатора А1 – ОГМ-10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
75 |
|
Габаритные размеры, мм |
1770х1500х1870 |
|
Масса, кг |
3940 |
Т.к. N > 1, следовательно, применяем два гомогенизатора А1-ОГМ-10.
Расчет центробежного насоса Г2-ОПБ, предназначенного для перекачивания молока. Его техническая характеристика представлена в таблице 2.22.
Таблица 2.22 – Техническая характеристика центробежного насосаГ2-ОПБ
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
1,5 |
|
Габаритные размеры, мм |
530х290х425 |
|
Масса, кг |
30 |
Т.к N > 1, следовательно, применяем два центробежных насоса Г2-ОПБ.
Расчет винтового насоса ОНВ 4, предназначенного для перекачивания вязких и полувязких продуктов. Его техническая характеристика представлена в таблице 2.23.
Таблица 2.23 – Техническая характеристика винтового насоса ОНВ 4
|
Показатели |
Параметры |
|
Производительность, л/ч |
6000 |
|
Установленная мощность, кВт |
2,2 |
|
Габаритные размеры, мм |
1030х250х300 |
|
Масса, кг |
56 |
Т.к. N > 1, следовательно, применяем девять винтовых насосов ОНВ 4.
Расчет пастеризационной установки Т1-ОУТ, предназначенной для пастеризации молока. Ее техническая характеристика представлена в таблице 2.24.
Таблица 2.24 – Техническая характеристика пастеризационной установки Т1 - ОУТ
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
2,5 |
|
Габаритные размеры, мм |
1500х1250х2300 |
|
Масса, кг |
630 |
Т.к. N > 1, следовательно, применяем три пастеризационной установки Т1 - ОУТ.
Расчет пастеризационно-охладительной установки ПМР – 1,5, предназначенной для охлаждения молока. Ее техническая характеристика представлена в таблице 2.25.
Таблица 2.25 – Техническая характеристика пастеризационно–охладительной установки А1-ОКЛ-10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Давление рабочее, МПа |
0,35 |
|
Габаритные размеры, мм |
5400х3500х2500 |
|
Масса, кг |
2800 |
Т.к. N > 1, следовательно, применяем пять пастеризационно-охладительной установки А1-ОКЛ-10.
Расчет ёмкости В2-ОКВ-10, предназначенной для сквашивания, хранения молока. Ее техническая характеристика представлена в таблице 2.26
Таблица 2.26 – Техническая характеристика ёмкости В2 – ОКВ – 10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Давление рабочее, МПа |
0,35 |
|
Габаритные размеры, мм |
2520х2338х4380 |
|
Масса, кг |
2975 |
Т.к. N > 1, следовательно, применяем шесть емкостей В2 – ОКВ -10.
Расчет сыродельной ванны В2 – ОСВ - 10, предназначенной для выработки творожного зерна. Ее техническая характеристика представлена в таблице 2.27.
Таблица 2.27 – Техническая характеристика сыродельной ванны В2 – ОСВ – 10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Установленная мощность, кВт |
1,87 |
|
Габаритные размеры, мм |
6800х4950х2815 |
|
Масса, кг |
4800 |
Т.к. N < 1, следовательно, применяем одну сыродельную ванну В2 – ОСВ – 10.
Расчет ванны ВК – 10, предназначенной для выделения сыворотки из творожного зерна. Ее техническая характеристика представлена в таблице 2.28.
Таблица 2.28 – Техническая характеристика ванны ВК – 10
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Габаритные размеры, мм |
2939х1610х1040 |
|
Масса, кг |
500 |
Т.к. N < 1, следовательно, применяем одну ванну ВК – 10.
Расчет промывателя сырного зерна, предназначенного для промывания творожного зерна. Ее техническая характеристика представлена в таблице 2.29.
Таблица 2.29 – Техническая характеристика промывателя сырного зерна
|
Показатели |
Параметры |
|
Производительность, л/ч |
10000 |
|
Габаритные размеры, мм |
4300х1500х1500 |
|
Масса, кг |
15000 |
Т.к. N < 1, следовательно, применяем один промыватель сырного зерна.
Расчет этикетировочной машины МЭ – 6, предназначенной для маркировки тары. Её техническая характеристика представлена в таблице 2.30.
Таблица 2.30 – Техническая характеристика этикетировочной машины МЭ–6.
|
Показатели |
Параметры |
|
Производительность, л/ч |
6000 |
|
Установленная мощность, кВт |
2,5 |
|
Габаритные размеры, мм |
2000х900х1200 |
|
Масса, кг |
350 |
Т.к. N > 1, следовательно, применяем три этикетировочные машины МЭ-6.
Расчет термоусадочный аппарат ТПЦ – 550 Р, предназначенной для упаковывания тары в полиэтиленовый материал. Его техническая характеристика представлена в теблице 2.31.
Таблица 2.31 – Техническая характеристика термоусадочного аппарата ТПЦ – 550 Р
|
Показатели |
Параметры |
|
Производительность, л/ч |
200 |
|
Установленная мощность, кВт |
231,1 |
|
Габаритные размеры, мм |
3200х800х1900 |
|
Масса, кг |
380 |
Т.к. N > 1, следовательно, применяем три термоусадочных аппарата ТПЦ – 550 Р.
Расчет ленточного конвейера, предназначенный для транспортировки готового продукта. Его техническая характеристика представлена в таблице 2.32.
Таблица 2.32 – Техническая характеристика ленточного конвейера
|
Показатели |
Параметры |
|
Производительность, см/сек |
60-200 |
|
Установленная мощность, кВт |
45 |
|
Габаритные размеры, мм |
2000х900х1200 |
|
Масса, кг |
350 |
Применяем три ленточного конвейера.
Расчет автомата фасовки в стаканчики и контейнеры АДНК – 39Д, предназначенный для фасовки жидких и пастообразных продуктов. Его техническая характеристика представлена в таблице 2.33.
Таблица 2.33 – Техническая характеристика автомата фасовки в стаканчики и контейнеры АДНК – 39Д
|
Показатели |
Параметры |
|
Производительность, доз/ч |
2000 |
|
Установленная мощность, кВт |
45 |
|
Габаритные размеры, мм |
900х850х1800 |
|
Масса, кг |
230 |
Т.к. N > 1, следовательно, применяем три автомата фасовки в стаканчики и контейнеры АДНК – 39Д.
2.7 Описание машинно-аппаратурной схемы
2.7.1 Описание машинно-аппаратурной схемы производства йогурта
Молоко нормализуют либо смешиванием, либо в потоке. Плотность смеси для йогурта перед заквашиванием должна составлять 1028 кг/м3.
Молоко принимают в приемочную емкость 1.3,1.4. Отобранное по качеству молоко поступает в резервуар нормализатор Г9-ОМА-3М 8.1 для нормализации молока по массовой доле жира.
Полученную нормализованную смесь с помощью насоса Г2-ОПБ 2.1перекачивают в молочный фильтр Ф-01М 5, для очистки от примесей, и направляют на гомогенизацию с помощью гомогенизатора А1-ОГМ-10 4.2., которая проводится при температуре от 45°С до 85°С и давлении (15±2,5) МПа. Очищенную и гомогенизированную смесь направляют на пастеризацию с помощью пастеризационной установке Т1-ОУТ 6.1, где нагревают при температуре (92±2) °С с выдержкой от 2 до 8 минут или (87±2) °С с выдержкой от 10 до 15 минут.
После пастеризации и выдержки смесь охлаждают в пастеризационно - охладительная установка А1-ОКЛ-10 7.3 до температуры заквашивания – (41±2) °С. И отправляют в ёмкости В2-ОКВ-10 9.2 для заквашивания. Закваска вносится предварительно в ёмкость.
Окончание сквашивания определяют по образованию достаточно прочного сгустка и кислотности, которая не должна быть более 85°С. По окончании сквашивания полученный сгусток охлаждают в пастеризационно-охладительной установке А1-ОКЛ-10 7.5. Затем сгусток перемешивают в ёмкости с мешалкой В2-ОКВ-10 9.4 от 10 до 30 минут. Продолжительность перемешивания зависит от конструкции мешалки и консистенции сгустка. По достижению сгустком однородной консистенции мешалку выключают.
Дальнейшее перемешивание осуществляют периодически с интервалом времени от 40 до 60 минут.
Затем вносят наполнители в ёмкость В2-ОКВ-10 9.4 где находится кисломолочный продукт и перемешивают.
Затем охлажденную готовую смесь с помощью винтового насоса ОНВ 4 10.5 направляют на розлив и упаковку с помощью автомата фасовки в стаканчики и контейнеры АДНК-39Д 16.1 объемом 150 г, затем наносится маркировка тары с помощью этикетировочной машины МЭ-6 17.1 и затем с помощью ленточного конвейера 19.1 готовый продукт направляют в термоусадочный аппарат-ТПЦ-550 Р 18.1.
Технологический процесс считается законченным и продукт готов к реализации.
Срок годности при температуре (4±2) °С йогурта, вырабатываемого без стабилизатора консистенции, составляет не более 5 суток, йогурта со стабилизатором консистенции – не более 14 суток с момента технологического процесса.
2.7.2 Описание машинно-аппаратурной схемы производства зерненного творога со сливками.
Подготовленное молоко проходит очистку и сепарируется на
сепараторе сливко-отделителе ОСЦП-10 3 при 34-40 °С для получения сливок массовой долей жира 15%, обезжиренного молока с массовой долей жира 0,05% и сухих обезжиренных веществ не < 8,5%. Сливки пастеризуют при температуре 92±2 °С с выдержкой 15-20 с на пастеризационной установке Т1-ОУТ 6.3, охлаждают в пастеризационно - охладительной установке А1-ОКЛ-10 7.1, гомогенизируют при температуре 26-30 °С и давлении 10-15 МПа в гомогенизаторе А1-ОГМ-10 4.1, охлаждают до температуры 5-8 °С с помощью пастеризационно - охладительной установке А1-ОКЛ-10 7.4 и выдерживают в ёмкости с мешалкой В2-ОКВ-10 9.3 10-12 ч. Обезжиренное молоко пастеризуют на пастеризационной установке Т1-ОУТ 6.2 при температуре 72±2 °С с выдержкой 15-20 с. Затем охлаждают до температуры заквашивания с помощью пастеризационо - охладительной установке А1-ОКЛ-10 7.2. Заквашивают молоко в ёмкости В2-ОКВ-10 9.1 при температуре 21±2 °С при длительном способе сквашивания. Применяется закваска, приготовленная на культурах мезофильных молочно - кислых стрептококков. Закваска добавляется в молоко в количестве 10–30 кг при длительном способе. После внесения закваски в молоко добавляется 30 – 40% раствор хлористого кальция из расчета 400 г безводной соли на 1000 кг молока и раствор сычужного фермента из расчета 0,5 – 1 г на 1000 кг молока (активность 100 000 единиц). Затем осуществляют перемешивание молока в течение 30–40 минут с интервалом 10–15 мин. Сквашивание молока заканчивается через 10–12 ч при длительном с момента внесения закваски. Кислотность сыворотки в конце сквашивания должна быть в пределах 46–48 °Т при условии содержания массовой доли сухих веществ в молоке 8,5–9,5% и 49–55 °Т при массовой доле сухих веществ более 9,5%. Показатель рН сгустка в конце сквашивания 4,6–4,9.
Температура сквашивания молока должна поддерживаться на протяжении всего времени сквашивания в установленных пределах. Понижение температуры сквашивания может вызвать значительную задержку процесса и способствовать получению дряблого сгустка.
По окончании сквашивания проводится обработка сгустка. Это одна из главных технологический операций при производстве зерненого творога, поскольку она влияет на переход сухих веществ молока в зерно, его однородность, состав и качество готового продукта. Если кислотность сгустка при разрезании слишком низкая, зерно будет грубым и резинистым. Если наоборот, то частицы сгустка будут ломкими, зерно будет неоднородным с большим содержанием белковой пыли в сыворотке, с мучнистой консистенцией готового продукта. Такое зерно при отваривании легко разваливается, а при смешивании со сливками теряет свою форму и превращается в творожную массу. Готовый сгусток с помощью винтового насоса ОНВ 4 10.1 перекачивают в сыродельную ванну В2-ОСВ-10 11 где, разрезается проволочными ножами на кубики размером по ребру 12, 14 см. Разрезанный сгусток оставляется в покое на 20-30 мин для выделения
сыворотки в ванне ВК-10 12. Затем с помощью винтового насоса ОНВ 4 10.2 разрезанный сгусток направляется в емкость с перемешивающим устройством и подогревом 13 туда же вносится вода, температура которой 45±2 °С, для снижения кислотности сыворотки до 36-40 °Т. Масса воды должна составлять 10-15% от массы содержимого в ёмкости.
После добавления воды в ёмкость 13 зерно осторожно перемешивают и постепенно начинают подогревать, вводя в межстенное пространство горячую воду. Подогревать зерно, особенно в первой стадии до температуры 38±2 °С, нужно очень осторожно и равномерно, чтобы оно не заварилось и температура содержимого в ёмкости повышалась на 1°С за каждые 10 мин. При этом нужно перемешивать зерно, только для того, чтобы удержать его во взвешенном состоянии. Последующие нагревание содержимого в ёмкости до 48-55 °С нужно вести быстрее, чтобы температура повышалась на 1°С за каждые 2 мин. После того как температура в ёмкости повысилась до требуемой, зерно вымешивают в течение 30-60 мин для его уплотнения. Периодически проверяют годность зерна. Готовое, предварительно охлажденное в водопроводной воде зерно, при легком сжатии в руке должно сохранять свою форму. По окончании отваривания сыворотку из ёмкости удаляют и приступают к промыванию и одновременно охлаждению зерна. Зерно с помощью винтового насоса ОНВ 4 10.3 направляют в промыватель сырного зерна 14.1 промывают водой в первой стадии: воду с температурой 16±2 °С добавляют в количестве 40-50% от начальной массы заквашиваемого молока, перемешивают в течение 15-20 мин и воду удаляют. Затем так же с помощью винтового насоса ОНВ 4 10.4 направляют во второй промыватель 14.2 для повторного промывания, добавляют воду с температурой не более 8 °С в количестве 30-40%, перемешивают 15-20 мин и удаляют. Затем с помощью винтового насоса ОНВ 4 10.5 зерно направляют в сушильно-обдувочную установку 15, где зерно обсушивают. Для этого его сдвигают к стенкам так, чтобы в середине образовался желоб для свободного стекания сыворотки, и оставляют на 1-2 ч. Содержание влаги в готовом зерне должно быть не более 80%. Продолжительность обсушки зависит от консистенции и размеров зерна и толщины слоя. Зерно мягкое и с большим количеством пыли обсыхает медленнее, чем зерно более грубое и однородное по структуре. В охлажденные сливки которые находятся в ёмкости В2-ОКВ-10 9.3 вносят соль и после этого добавляют к обезжиренному зерну которое предварительно направляют в ёмкость В2-ОКВ-10 9.5 с помощью винтового насоса ОНВ 4 10.8. Смешивают зерно со сливками и солью в ёмкости с мешалкой В2-ОКВ-10 9.5 в процентом соотношении 60/40. Затем готовую смесь с помощью винтового насоса ОНВ 4 10.7 направляют в автомат фасовки в стаканчики и контейнеры АДНК-39Д 16.2, где он расфасовывается в мелкую тару объемом 250 г. Затем с помощью этикетировочной машины МЭ-6 17.2 наносится маркировка на тару. И с помощью ленточного конвейера 19.2 готовый продукт направляется в
термоусадочный аппарат ТПЦ-550 Р 18.2. Хранят творог зерненный со сливками при температуре 0-6 °С не более 36 ч, в том числе на предприятии – изготовителе не более 24 ч.
2.7.3 Описание машинно-аппаратурной схемы производства сладкого зерненого творога.
Готовый зерненый творог из сушильно - обдувочной установки 15 направляется в ёмкость В2-ОКВ-10 9.6, туда же вводится йогурт из ёмкости В2-ОКВ-10 9.4, где происходит перемешивание. Затем готовую смесь с помощью винтового насоса ОНВ 4 10.9 направляют в автомат фасовки в стаканчики и контейнеры АДНК-39Д 16.3, где он расфасовывается в мелкую тару объемом 250 г. Затем с помощью этикетировочной машины МЭ-6 17.3 наносится маркировка на тару. И с помощью ленточного конвейера 19.3 готовый продукт направляется в термоусадочный аппарат ТПЦ-550 Р 18.3. Хранят творог зерненный с йогуртом при температуре 0-6 °С не более 36 ч, в том числе на предприятии – изготовителе не более 24 ч.
2.8 Контроль качества йогурта и зерненого творога на производстве
Контроль производства охватывает следующие стороны контроля на предприятии, направленные на обеспечение выпуска продукции гарантированного качества:
- входной контроль сырья, компонентов, материалов;
- производственный контроль;
- приемочный контроль готовой продукции;
- микробиологический контроль сырья, компонентов, производства готовой продукции;
- контроль тары и упаковки;
- контроль санитарного состояния предприятия и др.
Результаты контроля заносят в «Технологический журнал производства йогурта» и «Технологический журнал производства зерненого творога».
2.9 Технохимический контроль
2.9.1 Технохимический контроль йогурта
Представляет собой систему мероприятий, обеспечивающих доброкачественность продукции и снижение производственных потерь.
При производстве кисломолочных продуктов контролируют:
- сырьё, поступающее на предприятие (определение жирности,
кислотности и плотности, механической загрязнённости, вкуса);
- полуфабрикаты, направляемые для производства продуктов;
- готовые продукты (вкус, консистенция, кислотность, бактериальная загрязнённость, содержание жира и наполнителей);
- отходы производства - обезжиренное молоко, пахта, сыворотка (содержание жира, кислотность и др.);
- основные (непосредственно включаемые в продукт-сахар, цукаты и т.д.);
- вспомогательные (химикаты, дезинфицирующие, моющие средства и т.д.) материалы производства;
- состояние аппаратуры, посуды, инвентаря;
- технологический процесс на всех его стадиях от приёмки сырья до выпуска готового продукта (соблюдение температурных режимов, рецептур и пр);
- соблюдение личной гигиены работниками предприятия;
- санитарное состояние производственных помещений и заводской территории.
Все мероприятия по контролю производства направлены на повышение качества продукции и осуществляются в соответствии со специальными инструкциями.
Качество кисломолочных продуктов определяется органолептическими показателями, микробиологической чистотой. Вкус и запах продуктов должны быть чистыми, кисломолочными, свойственные данному продукту.
Внешний вид, упаковка должны привлекать внимание потребителя и обеспечивать удобство при употреблении.
Правильный технологический процесс, организованный на основе действующих технологических инструкций, технических условий и рецептур, обеспечивает выпуск высококачественной продукции, а нарушение технологической дисциплины ведёт к браку.
2.9.2 Технохимический контроль зерненного творога
4 Безопасность труда
4.1 Анализ и пути улучшения условий труда
Улучшение условий труда, разработка и осуществление мероприятий по снижению производственного травматизма и профессиональной заболеваемости, кроме большого социального эффекта, дают и экономические результаты. Выражающиеся в увеличении периода профессиональной активности трудящихся, росте производительности труда, сокращении потерь, связанных с травматизмом, профессиональной и производственной заболеваемостью, уменьшении текучести кадров и сокращении затрат на льготы и компенсации. Рациональный комплекс мероприятий, направленных на улучшение условий труда, может обеспечить прирост производительности труда на 15-20% и более. [Анцыпович И.С.]
Для современного производства характерны быстрая смена технологий, обновление оборудования, внедрение новых процессов и материалов, которые недостаточно изучены с точки зрения негативных последствий их применения. Пищевая промышленность является исключением.
Пищевая промышленность выполняет связующую роль между сельским хозяйством и потребителем. Ее предприятия перерабатывают зерно, овощи, фрукты, мясо, молоко и поставляют готовую продукцию на предприятия торговли и общественного питания. Технологические процессы пищевых производств связаны с большими тепло - и влаговыделениями, зачастую сопровождаются значительными уровнями шума и вибрации. Отдельные операции не исключают попадание в воздух производственных помещений пыли, паров и газов, оказывающих вредное воздействие на организм человека.
Многие предприятия пищевой промышленности оснащены высокомеханизированным и автоматизированным оборудованием, в том числе роботами и манипуляторами с программным управлением. В связи с этим увеличивается потенциальная опасность возникновения травмоопасных ситуаций.
Производственная опасность – это возможность воздействия на работающих опасных и вредных производственных факторов. Производится оценка следующих опасных и вредных производственных факторов: источники шума и вибрации; освещение; вентиляция; микроклимат; электробезопасность; пожаробезопасность.
Микроклимат производственных помещений – это метеорологические условия внутренней среды, определяемые действующими на организм человека сочетаниями температуры, относительной влажности и скорости движения воздуха, а также теплового облучения и температуры поверхностей ограждающих конструкций и технологического оборудования.
Для многих пищевых предприятий со значительным выделением
теплоты и влаги микроклимат – основная характеристика условий труда на рабочих местах. От которой зависят не только состояние здоровья, трудоспособность, производительность работающих, но и затраты на льготы и компенсации за неблагоприятные условия труда. В связи с этим нормирование микроклимата на пищевых предприятиях – одна из важных задач охраны труда.
Требования к метеорологическим условиям регламентируют Санитарные правила и нормы – СанПиН 2.2.4.548 – 96 «Гигиенические требования к микроклимату производственных помещений». Которые устанавливают оптимальные и допустимые величины показателей микроклимата для рабочей зоны закрытых производственных помещений с учетом характеристики трудового процесса, тяжести выполняемой работы, времени пребывания на рабочем месте и периодов года, а также методы измерения и оценки этих показателей на действующих предприятиях.
На пищевых предприятиях многие помещения имеют значительные тепло- и влаговыделения. Для обеспечения нормативных показателей микроклимата в этих помещениях и защиты работающих от перегрева и охлаждения, простудных и других заболеваний используются инженерно -строительные меры, которые включают:
- конструкцию зданий с соответствующей теплоизоляцией;
- средства снижения солнечной инсоляции;
- теплоизоляцию поверхностей оборудования (котлов, трубопроводов пара и горячей воды и т.п)
- вентиляцию;
- кондиционирование;
- отопление;
- воздушно-тепловые завесы.
В случае, невозможности обеспечения нормативных значений показателей микроклимата с помощью инженерно – строительных мер, а также невозможности применения последних в помещениях из-за технологических требований к производственному процессу используются различные средства индивидуальной защиты.
Одним из важнейших составных элементов условий труда является освещение, рациональные параметры которого обеспечивают требуемую производительность труда, качество продукции, повышают безопасность труда, предупреждают утомление, травмы и заболевания. Отклонение от этих параметров в любую сторону, т.е. недостаточная или избыточная освещенность, неблагоприятно сказывается на работоспособности и здоровье человека, а при определенных условиях может явиться причиной травм. Например, недостаточное освещение может снизить производительность работ высокой и большой точности на 30…40 % и более.
При увеличении освещенности значительно возрастает производительность труда и уменьшается утомление.
Изучение условий для создания наилучших условий работы зрения человека в процессе труда позволяет сформулировать следующие основные требования:
а) Освещенность на рабочих местах должна соответствовать характеру зрительной работы. Увеличение освещенности рабочих поверхностей улучшает условия видения объектов, повышает производительность труда;
б) Достаточно равномерное распределение яркости на рабочей поверхности. При неравномерной яркости в процессе работы глаз вынужден переадаптироваться, что ведет к утомлению зрения;
в) Отсутствие резких теней на рабочих поверхностях. В поле зрения человека резкие тени искажают размеры и формы объектов различения, что повышает утомление зрения, а движущиеся тени могут привести к травмам.
г) Отсутствие блесткости. Блесткость вызывает нарушение зрительных функций, ослепленности, которая приводит к быстрому утомлению и снижению работоспособности;
д) Правильная цветопередача. Спектральный состав света должен отвечать характеру работы;
е) Обеспечение электро- и пожаробезопасности.
Технологическое оборудование пищевых предприятий – источник шума и вибрации, которые, являясь раздражителями общебиологического действия, вызывают общее заболевание организма человека.
Длительное воздействие шума не только снижает остроту слуха, но и расшатывает периферическую и центральную нервные системы, нарушает деятельность сердечно -сосудистой системы, обостряет другие заболевания, связанные с ухудшением зрения, нарушением нормальной функции желудка, координацией движения, изменением кровяного давления и т.п.
Производственные шумы делятся на низкочастотные до 300 Гц, среднечастотные до 800 Гц и высокочастотные свыше 800 Гц. Наиболее неблагоприятным для органа слуха является высокочастотный шум.
Нормативы уровней шума регламентируются СН 2.2.4./2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки». На постоянных рабочих местах допустимый уровень звука составляет 80 дБА.
Методы гигиенической оценки вибрации рабочих мест, нормируемые параметры и их допустимые величины установлены СН 2.2.4./2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий».
Мероприятиями по борьбе с шумом и вибрациями являются:
- исключение из технологической схемы виброакустически активного оборудования;
- использование оборудования с минимальными динамическими нагрузками, правильный его монтаж;
- правильная эксплуатация оборудования, своевременное его
освидетельствование и проведение профилактических ремонтов;
- размещение шумящего оборудования в отдельных помещениях, отделение его звукоизолирующими перегородками;
- расположение шумных цехов в отдалении от других производственных помещений;
- дистанционное управление виброакустическим оборудованием из кабин;
- проведение санитарно-профилактических мероприятий (рациональные режимы труда и отдыха, профосмотры и т. п.) для работающих на виброакустическом оборудовании;
- использование оснований и фундаментов для виброактивного оборудования, соответствующих их динамическим нагрузкам;
- звукоизоляция приводов с помощью кожухов.
Для предупреждения распространения шума его источник изолируется (частично или полностью) с помощью ограждений (стен, перегородок, перекрытий, кожухов и экранов), отражающих звуковую энергию. К средствам индивидуальной защиты от шума относят вкладыши, заглушки, наушники и противошумные каски (шлемы).
Опасность эксплуатации электроустановок определяется тем, что токоведущие проводники не подают сигналов опасности, на которые реагирует человек. Степень поражения человека зависит от рода и величины напряжения и тока; пути тока через человека, продолжительность действия тока; условий внешней среды.
Основными причинами воздействия тока на человека являются: случайное прикосновение или приближение на опасное расстояние к токоведущим частям; появление напряжения на металлических частях оборудования в результате повреждения изоляции или ошибочных действий персонала; шаговое напряжение на поверхности земли в результате замыкания провода и др.
Основные меры защиты от поражения током: изоляция; недоступность токоведущих частей; электрическое разделение сети с помощью специальных разделяющих трансформаторов; использование двойной (рабочей и дополнительной) изоляции; выравнивание потенциала; защитное заземление и зануление; защитное отключение; применение специальных электрозащитных средств; организация безопасной эксплуатации электроустановок.
Защитному заземлению подлежат металлические нетоковедущие части оборудования, которые из-за неисправности изоляции могут оказаться под напряжением и к которым возможно прикосновение людей. Лишь во взрывоопасных помещениях заземление выполняется независимо от назначения напряжения установки.
В качестве заземляющих проводников допускается использовать различные металлические конструкции: фермы, шахты лифтов, подъемников, стальные трубы электропроводок, открыто проложенные стационарные трубопроводы различного назначения.
Защита предприятий и других объектов от пожаров – важная инженерная задача, связанная с осуществлением комплекса профилактических мероприятий. Поводом для пожара являются: применение горючих и легковоспламеняющихся жидкостей и горючих газов; большим числом емкостей и аппаратов, в которых находятся пожароопасные продукты под давлением; значительной насыщенностью электроустановками и др.
При обеспечении пожарной безопасности решаются четыре задачи: предотвращение пожаров и загораний, локализация возникших пожаров, защита людей и материальных ценностей, тушение пожаров. Пожарная безопасность обеспечивается предотвращением пожаров и пожарной защитой.
Пожарная защита реализуется следующими мероприятиями: применением негорючих трудногорючих веществ и материалов, ограничением количества горючих средств, ограничением распространения пожара, применением средств пожаротушения, регламентацией пределов огнестойкости; созданием условий для эвакуации людей, а также применением противодымной защиты, пожарной сигнализации и др.
В соответствии с действующим положением на промышленных предприятиях создаются добровольные пожарные дружины. Все трудящиеся при поступлении на работу проходят вводный и первичный (на рабочем месте) инструктаж о мерах пожарной безопасности по утвержденной программе с соответствующей регистрацией. Повторные инструктажи проводиться не реже одного раза в год, конкретно по пожарной безопасности в цехе и при выполнении работы. Его осуществляет начальник цеха, подразделения.
4.2 Расчет искусственного освещения
В цехе по производству кисломолочных продуктов освещенность, создаваемая искусственным освещением, нормируется СНиП 2-4-79 в зависимости от характеристики зрительной работы, яркости фона, контраста объекта и фона, типа источника света и системы освещения. Освещение в цехе недостаточное, поэтому в данном разделе приводится расчет искусственного освещения.
Для обеспечения требуемой освещенности необходимо выбрать систему освещения, тип источника света, светильника, схему расположения светильников и выполнить светотехнический расчет.
Рассчитать искусственное освещение для отделения производства кисломолочных продуктов. Помещение имеет размеры L = 66 м, B = 30 м.
, (4.1)
м .
Определяем необходимое число ламп, шт
, (4.2)
где Е – заданная минимальная освещённость, лк;
Кз – коэффициент запаса (принимается КЗ = 1,3);
S – освещаемая площадь (S = 1980 м2);
Z–коэффициент неравномерности освещения, принимается (Z = 1,1–1,2);
φ – световой поток лампы, лм;
η – коэффициент использования светового потока.
Согласно СниП 23-05-95 для разряда зрительных работ искусственная освещенность должна составлять Е = 100 лк.
Принимаем люминесцентные лампы мощностью Р = 80 Вт и светильники типа ПВЛМ.
.
Вывод: так как в каждом светильнике ПВЛМ располагается 2 люминесцентные лампы, требуемое количество светильников будет равно 58. Светильники располагаем в шахматном порядке по помещению.
4.3 Возможные чрезвычайные ситуации на объекте
Рядом с моим производством расположен взрыво-, и пожароопасный объект, поэтому проведем его оценку химической обстановки, имеющий авариино-химическое опасное вещество – аммиак.
Горение – это химическая реакция окисления, сопровождающаяся процессами выделения тепла и света. Для возникновения горения необходимо наличие горючего вещества, окислителя (О2,, Cr, F, Br, I) и источника загорания. В зависимости от свойств горючей смеси горение может быть гомогенным (все вещества имеют одинаковое агрегатное состояние) и гетерогенным. В зависимости от скорости распространения пламени горение может быть дефлакрационным (порядка нескольких м/с), взрывным (»10 м/с), детанационным (»1000 м/с). Пожарам свойственно дефлакрационное горение. Денатационное горение – при котором импульс воспламенения передается от слоя к слою не за счет теплопроводности, а вследствие импульса давления. Давление в денатационной волне значительно
больше давления при взрыве, что приводит к сильным разрушениям.
Процесс возникновения горения подразделяется на несколько видов: вспышка, возгорание, воспламенение, самовозгорание и взрыв.
Вспышка – быстрое горение горючей смеси, не сопровождающаяся образованием сжатых газов при внесении в нее источника зажигания. При этом для продолжения горения оказывается недостаточным то количество тепла, которое образуется при кратковременном процессе вспышки.
Возгорание – явление возникновения горения под действием источника зажигания.
Воспламенение – возгорание, сопровождающееся появлением пламени. При этом вся оставшаяся часть горючего вещества остается холодной.
Самовозгорание – явление резкого увеличения скорости тепловых реакций в веществе, приводящее к возникновению горения в отсутствии источника возгорания. При этом окисление происходит вследствие соединения О2 воздуха и нагретого вещества за счет тепла химической реакции окисления. Самовозгорание – самопроизвольное появление пламени.
Взрыв – горение вещества, сопровождающееся выделением большого количества энергии.
Основными причинами пожаров на предприятиях являются нарушение технологического режима работы оборудования, неисправность электрооборудования, плохая подготовка оборудования к ремонту, самовозгорание различных материалов и др.
Основы защиты от пожаров определены нормативными документами ГОСТ 12.1.044-84 "Пожарная безопасность" и ГОСТ 12.1.010-76 "Взрывобезопасность. Общие требования". Этими стандартами допускается такая частота возникновения пожаров и взрывов, что вероятность их возникновения не должна превышать 10-6. Для предотвращения пожаров и взрывов необходимо исключить возможность образования горючей и взрывоопасной среды и предотвратить появление в этой среде источников зажигания.
Мероприятия по пожарной профилактике подразделяются на организационные, технические и эксплуатационные. Организационные мероприятия предусматривают правильную эксплуатацию машин, правильное содержание зданий и противопожарный инструктаж рабочих и служащих. К техническим мероприятиям относятся соблюдение противопожарных норм, правил при проектировании зданий, при устройстве электропроводки, отопления, вентиляции и освещения. Мероприятия режимного характера – запрещение курения в неустановленных местах, производство сварных и огнеопасных работ в пожароопасных помещениях. Эксплуатационные мероприятия – профилактические осмотры, ремонт и испытания технологического оборудования.
Зонирование территории заключается в группировке в отдельный комплекс объектов, родственных по функциональному назначению и
пожарной опасности. При этом помещения с повышенной пожароопасностью должны быть расположены с подветренной стороны. Для предупреждения распространения пожара с одного здания на другое между ними устраивают противопожарные разрывы. Количество передаваемого тепла от горящего объекта к соседнему зданию зависит от свойств горючих материалов, температуры пламени, величины излучающей поверхности, наличия противопожарных преград, взаимного расположения зданий и метеорологических условий. При определении расположения пожарного разрыва учитывают степень огнестойкости здания.
Производственные здания и сооружения по степени огнестойкости относятся ко II группе – здания с несущими и ограждающими конструкциями из естественных или искусственных каменных материалов, бетона или железобетона с применением листовых и плитных негорючих материалов. В покрытиях зданий допускается применять незащищенные стальные конструкции.
Для тушения пожаров применяют огнетушители, переносные установки. К ручным огнетушителям относятся пенные, углекислотные, углекислотно-бромэтиловые и порошковые.
Пенные огнетушители используются для тушения пожара и обладают следующими достоинствами: простотой, легкостью, быстротой приведения огнетушителя в действие и выбрасыванием жидкости в виде струи.
Используются стандартные передвижные пеногенераторы, которые позволяют непрерывно получать химическую пену. Пеногенератор типа ПГМ-50 применяют для тушения легковоспламеняющейся и горючей жидкости. Углекислотнобромоэтиловый огнетушитель ОУБ-7 используется для тушения горящих твердых и жидких веществ, для тушения электроустановок под напряжением. Он состоит из баллона емкостью 7 л, заполненной бромистым этилом и двуокисью углерода, а также сжатым
воздухом для выбрасывания вещества. Порошковый огнетушитель предназначен для тушения небольших очагов загорания щелочных металлов и кремнеорганических соединений. В общем случае тушение пожаров производится в результате подачи огнетушащих веществ: воды, пены, газа, огнетушащих порошков или аэрозолей.
Возможность быстрой ликвидации пожара зависит от своевременного оповещения о пожаре. Распространенным средством оповещения является телефонная связь. Также быстрым и надежным видом пожарной связи является электрическая система, которая состоит из 4 частей: прибора-извещателя (датчиков), которые устанавливаются на объекте и приводятся в действие автоматически; приемной станции, принимающей сигналы от получателя; системы проводов, соединяющей датчики с приемной станцией; аккумуляторных батарей. Электрическая пожарная сигнализация в зависимости от схемы соединения с приемной станцией бывает лучевая и кольцевая. При лучевой схеме от датчика до приемной станции делается отдельная проводка, называемая лучом.
Луч состоит из двух самостоятельных проводов: прямого и обратного. При кольцевой схеме все извещатели установлены последовательно на один общий провод, оба конца которого выведены на приемный аппарат.
Автоматические пожарные извещатели в зависимости от воздействующего фактора бывают дымовыми, тепловыми и световыми. Дымовой фактор реагирует на появление дыма. Тепловой на повышение температуры воздуха в помещении. Световой – на излучение открытого пламени. Тепловые автоматические извещатели по типу применяемого чувствительного элемента делятся на биметаллические, термопарные и полупроводниковые.
Оценка химической обстановки на объектах, имеющих авариино-химическое опасное вещество – аммиак. Авария произошла утром в ясную погоду, местность открытая, равнинная, площадка необвалованная. Скорость ветра 4 м/с.
Определим размеры и площадь зоны химического заражения. Степень вертикальной устойчивости воздуха – инверсия, т.к. ясно, утро, скорость ветра 4 м/с.
Для 10 тонн аммиака находим глубину распространения зараженного воздуха, при скорости ветра 1 м/с инверсии она будет составлять 4,5 км. Для скорости ветра 4 м/с находим поправочный коэффициент распространения облака зараженного воздуха с поражающей концентрацией
. (4.3)
Ширина ( ) зоны химического заражения зависит от степени вертикальной устойчивости воздуха и определяется по следующему соотношению (при инверсии)
(4.4)
где глубина распространения облака зараженного воздуха с поражающей концентрацией, км.
.
Определяем площадь зоны химического заражения
(4.5)
где глубина распространения облака зараженного воздуха с поражающей концентрацией, км;
ширина зоны химического заражения, км.
.
Определение времени подхода ядовитого облака к объекту.
Время подхода облака СДЯВ к заданному объекту зависит от скорости переноса облака воздушными потоками и определяется по формуле
, (4.6)
где X – расстояние от источника заражения до заданного объекта, км;
V – скорость переноса переднего фронта облака зараженного воздуха, м/с.
Предположим, что в результате аварии на объекте, расположенном на расстоянии 250 км от города, произошло разрушение емкости с аммиаком.
Скорость (км/ч) переноса переднего фронта облака зараженного воздуха в зависимости от скорости ветра, в данном случае она равна 4 км/ч.
Определить время подхода облака зараженного воздуха к границе города.
Для скорости ветра 4 м/с в условиях изотермии по таблице находим, что скорость переноса переднего фронта облака зараженного воздуха составляет 24 км/ч.
Время подхода облака зараженного воздуха к городу
ч.
Этого времени достаточно для эвакуации работников данного предприятия. Кроме того при выборе места под строительство данного цеха, целесообразно учитывать среднее направление ветра по розе ветров, показывающей повторяемость направлений ветра в течение некоторого промежутка времени.
Определение времени поражающего действия
Время поражающего действия аммиака при скорости ветра 1 м/с равно 1,2 часа. Поправочный коэффициент для скорости ветра 4 м/с составляет 0,43.
Время поражающего действия аммиака при скорости ветра 4 м/с составляет
часа ≈31 мин . (4.7)
В момент аварии на складе находилось 30 человек, рабочих и служащих, обеспеченных противогазами на 100 %. В зоне розлива не оказалось многоквартирных зданий.
Определяем потери на складе
. (4.8)
Таблица 4.1 – Результаты оценки химической обстановки
|
Источник заражения |
Тип АХОВ |
Кол-во АХОВ, т |
Глубина зоны заражения, км |
Общая площадь заражен, км2 |
Потери от АХОВ, чел |
|
Разрушенная емкость |
Аммиак |
10 |
1,71 |
0,04 |
1 |
На основании расчета и анализа результатов оценки химической обстановки определяются возможные последствия в очаге поражения аммиаком, исходя из обеспеченности производственного персонала и населения средствами защиты. Определяются пути обеззараживания территории объекта, зданий и сооружений и способы проведения санитарной
обработки людей в случае необходимости. Первая медицинская помощь при отравлении аммиаком состоит в быстром выносе пострадавшего из зараженной зоны, освобождении от стесняющей одежды. При спазме голосовой щели – тепло на область шеи, теплые водяные ингаляции.
Слизистые и глаза промыть 2 % раствором борной кислоты. При поражении кожи обмывают чистой водой, накладывают примочки из 5 %-го раствора уксусной, соляной или лимонной кислоты.
Знание особенностей химически опасных аварий при ликвидации их последствий обязывает, в первую очередь принимать, меры по уменьшению, а затем и полному прекращению выброса (утечки) АХОВ, локализации химического заражения, предупреждению заражения окружающей среды (воздуха, поверхности земли (почвы)), грунтовых вод, рек, ручьев, озер, водохранилищ, морей и т.д.).
Обучение безопасным методам труда рабочих и инженерно-технических работников на предприятиях проводится в соответствии с Трудовым кодексом РФ и ГОСТ 12.0.004-90 «ССБТ». Организация обучения работающих безопасности труда. Общие требования», определяющими порядок и виды обучения. Система обучения включает курсовое обучение рабочих, выполняющих работы повышенной опасности, производственные инструктажи, а также повышение квалификации и др.
Учебно-методическая работа на предприятиях проводится в кабинетах охраны труда, оснащенных техническими средствами обучения и наглядными пособиями.
Курсовое обучение рабочих для проведения работ повышенной опасности проводится по специальным программам. После прохождения
курса обучения, сдачи экзаменов они аттестуются комиссией и получают удостоверение на право работы и обслуживания только определенного вида оборудования. Знания повторно проверяют не реже одного раза в год, результаты переаттестации фиксируют в удостоверение.
По характеру и времени проведения инструктаж делится на вводный, первичный (на рабочем месте), повторный, внеплановый и целевой.
Для всех вновь принимаемых на работу обучение безопасности начинается на предприятии с вводного инструктажа, проводимого инженером по охране труда по программе, утвержденной работодателем. Инструктаж включает основные положения законодательства по охране труда, правила внутреннего трудового распорядка и поведение на территории предприятия, требования к организации и содержанию рабочего места, основные правила техники безопасности и промышленной санитарии, порядок использования средств индивидуальной защиты. Инструктаж регистрируют в журнале вводного инструктажа с обязательной подписью инструктируемого и инструктирующего.
Перед допуском к самостоятельной работе с каждым вновь принятым или переведенным, командированным, прибывшим на практику студентом и другими лицами, выполняющими новую работу, непосредственно на рабочем месте проводится первичный инструктаж. Его проводит мастер. Инструктаж регистрируют в журнале первичного инструктажа.
Повторный инструктаж проводится на рабочем месте с периодичностью не реже чем через 6 мес на обычных работах и 3 мес – на работах повышенной опасности. Повторный инструктаж регистрируется в журнале повторного инструктажа.
Внеплановый инструктаж проводится при изменении правил охраны труда, технологического процесса, нарушениях работниками требований безопасности, которые могут привести к травмам, авариям, взрыву или пожару, при несчастном случаи на предприятии, после длительного отсутствия работника (более 30 дней для работ с повышенными требованиями безопасности и более 60 дней – для остальных работ).
Целевой инструктаж проводится с работниками перед выполнением ими разовых работ, не связанных с прямыми служебными обязанностями, и работ, на которые оформляется наряд-допуск. В наряде-допуске фиксируется проведение инструктажа с росписью получивших и проводившего его.
5 Экология и ООС
Пищевое предприятие производит выпуск йогурта, зерненого соленого творога и зерненого сладкого творога с добавлением йодсодержащей добавки «Биогеля». Диетические и лечебные свойства этих продуктов объясняются благотворным действием на организм человека данной добавки, поскольку у жителей Оренбургской области всегда наблюдался недостаток йода. Значение йода трудно переоценить, поскольку он входит в состав гормона щитовидной железы, регулирующей многочисленные процессы в организме человека.
Технологический процесс производства йогурта состоит из следующих операций: приемки сырья, приготовление нормализованной смеси, очистки, гомогенизации, пастеризации, охлаждении смеси, заквашивание, сквашивание, внесение наполнителей, розлив, упаковка, маркировка, доохлаждение готового продукта, хранение. Производительность 3,5 т/сут.
Технологический процесс производства зерненного творога состоит из следующих операций: приемка молока, очистка, сепарирование, при этом сливки направляются на (пастеризацию, охлаждение, гомогенизацию, охлаждение, внесение соли), а обезжиренное молоко направляется на дальнейшие операции для получения конечного продукта. Такие операции как: пастеризация, охлаждение, заквашивание, внесение хлористого кальция и сычужного фермента, перемешивание, сквашивание, разрезка сгустка, отделение сыворотки, добавление воды, перемешивание, подогревание, вымешивание, удаление сыворотки, промывание водой, обсушка зерна. Затем происходит смешивание творожного зерна и сливок. Производительность
6,5 т/сут.
Поступившее на переработку молоко подается в приемное отделение, где происходит приемка и сортировка молока, а освобожденные от молока автоцистерны моют и пропаривают. После этого молоко подается на дальнейшую переработку.
На предприятиях молочной промышленности источником негативного воздействия и физического загрязнения рабочей зоны и окружающей среды является шум, бытовые и промышленные отходы, загрязнение сточных вод.
Шум – беспорядочное сочетание различных по силе и частоте звуков; способен оказывать неблагоприятное воздействие на организм.
Производственным шумом называется шум на рабочих местах, на участках или на территориях предприятий, который возникает во время производственного процесса.
Источниками шума на данном предприятии могут быть двигатели, насосы, сепараторы, гомогенизаторы, сыродельные ванны и другое оборудование.
Средства защиты от шума подразделяют на средства коллективной и индивидуальной защиты.
Акустические средства защиты от шума подразделяются на средства звукоизоляции, звукопоглощения и глушители шума.
Организационно-технические средства защиты от шума связаны с изучением процессов шумообразования промышленных установок и агрегатов, транспортных машин, технологического и инженерного оборудования, а также с разработкой более совершенных малошумных конструкторских решений, норм предельно допустимых уровней шума станков.
Архитектурно-планировочный аспект коллективной защиты от шума связан с необходимостью учета требований шумозащиты в проектах
планирования и застройки городов и микрорайонов. Предполагается снижение уровня шума путем использования экранов, территориальных разрывов, шумозащитных конструкций, зонирования и районирования источников и объектов защиты, защитных полос озеленения.
Борьба с шумом в источнике его возникновения — наиболее действенный способ борьбы с шумом. Создаются малошумные механические передачи, разрабатываются способы снижения шума в подшипниковых узлах, вентиляторах.
При производстве зерненого творога формируются промышленные и бытовые отходы. Под термином отходы следует понимать остатки продуктов или дополнительный продукт, образующийся в процессе или по завершению определенной деятельности и не используемые в непосредственной связи с этой деятельностью.
Отходы, образующиеся в процессе производства при соответствующей обработке могут быть использованы как сырье для производства промышленной продукции. В соответствии с ГОСТ 25916-83 «Ресурсы материальные вторичные (термины и определения)», к отходам производства относятся остатки сырья, материалов, полуфабрикатов, образовавшихся при производстве продукции или выполнении работ и утратившие полностью или частично исходные потребительские свойства, а к отходам потребления – изделия и материалы, утратившие свои потребительские свойства в результате физического или морального износа.
Данное предприятие специализируется на выпуске молочных продуктов, следовательно, важными и сложными проблемами являются очистка сточных вод и утилизация пищевых отходов. Отходы пищевых предприятий по источникам образования подразделяются на технологические, санитарно-бытовые и отходы вспомогательных производств.
К производственным отходам на предприятии относятся отходы, полученные от сырья. Пищевые предприятия, как правило, не ведут самостоятельно переработку твердых отходов, вместе с тем альтернативный выбор организаций-переработчиков должен осуществляться, в том числе, и с учетом экологической безопасности реализуемых ими технологий.
Временное хранение отходов на территории предприятия осуществляется в закрытых помещениях, герметично укрытых емкостях и контейнерах, на открытых площадках в соответствии с требованиями СанПиН 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления» и исключает попадание загрязняющих веществ в сточные воды, поверхностный сток и на почву.
Главным отходом на молочных предприятиях связанные с производством зерненого творога, является молочная сыворотка, которая является в то же время ценным источником биологически ценных веществ. Поэтому она может использоваться для производства сывороточных напитков с различными наполнителями и различного контингента населения. В данном проекте молочная сыворотка отправляется на другие предприятия для дальнейшей обработки и её реализации.
Самым распространенным специфическим фактором загрязнения окружающей среды являются сточные воды предприятий промышленности.
Вода в приемном отделении используется в следующих целях: мойка автоцистерн из шланга, пропарка автоцистерн, мойка охладителей, мойка молокопроводов, весов и весовых резервуаров. Сточные воды загрязнены жирами, взвешенными веществами, щелочью, кислотой, БПК. Вода используется для мойки оборудования и емкостей хранения молока. Данные сточные воды содержат большое количество жира, также белки, щелочь, взвешенные вещества. Для мойки оборудования также используют моющие и дезинфицирующие средства: крезол, фенол, формалин, органические кислоты, медь, цинк, хлор и т. д. Сточные воды также загрязнены этими веществами. Кроме производственных нужд вода расходуется на хозяйственно-бытовые нужды (столовая, лаборатория). Эти сточные воды загрязнены взвешенными веществами, БПК, жирами.
Для удаления производственных сточных вод предприятие обеспечено канализационной системой. Производственные сточные воды молочного предприятия относятся к категории высококонцентрированных по содержанию органических загрязнителей, что не только не позволяет сбрасывать их в водные объекты, но и передавать на коммунальные сооружения биологической очистки без предварительной обработки.
Технологические решения очистки стоков зависят от требований к очищенной воде и могут обеспечить очистку до требований для слива в горколлектор или для слива в рыбохозяйственный водоем. В связи с этим, общая технологическая схема включает две ступени: 1-я ступень: физико-химический способ очистки, обеспечивающий достижения требований для слива на биологические очистные сооружения; 2-я ступень: биологический метод очистки для достижений требований для слива в рыбохозяйственный водоем.
5.1 Предельно допустимые сбросы (ПДС) вредных веществ со сточными водами в водные объекты
Таблица 5.1 – Характеристика речной воды в створе до сброса сточных вод
|
Параметры для характеристики речной воды |
Значения параметров
|
|
Расход воды в реке ( ), м³/с |
16 |
|
Коэффициент смешения сточной и речной воды |
0,3 |
|
Содержание взвешенных веществ ( ), мг/л |
12 |
|
Биохимическая потребность кислорода ( ), мг/л |
1,5 |
|
Содержание растворенного кислорода ( ), мг/л |
9 |
|
pH воды |
7,0 |
|
Щелочность воды, мг/л |
4 |
|
Максимальная температура воды в наиболее теплый летний месяц, градусы, ºС |
18 |
|
Содержание вредных веществ, мг/л |
|
|
Фенолы |
0,0004 |
|
Медь |
0,002 |
|
Цинк |
0,001 |
Таблица 5.2 – Характеристика сточных вод. Приказ Госагропрома СССР от 31.12.1987 № 1025 [http://law7.ru/zakonodatelstvo/act1b/u789/page4.htm]
|
Параметры для характеристики сточных вод |
Значения параметров
|
|
1 |
2 |
|
Расход сточных вод ( ), м³/с |
0,5 |
|
Содержание взвешенных веществ ( Сствзв), мг/л |
194 |
|
Время протекания воды от места сброса стоков до расчетного створа реки (t), сутки |
3,0 |
|
Биохимическая потребность кислорода сточной воды (БПКст), мг/л |
150 |
|
Содержание кислоты в сточной воде, мг-экв/л |
400 |
|
Температуры сточной воды, °С |
25 |
Продолжение таблицы 5.2
|
1 |
2 |
|
Содержание вредных веществ, мг/л |
|
|
Фенолы |
0,0025 |
|
Медь |
0,18 |
|
Цинк |
0,11 |
Таблица 5.3 – Санитарные требования к отдельным показателям качества воды водоемов (ПДК)
|
Показатели |
Категория водопользования |
|
Для хозяйственно-питьевого водоснабжения и пищевых предприятий |
|
|
Взвешенные вещества, мг/л |
Не должно увеличиваться больше, чем на 0,25 |
|
Температура, °С |
В месте сброса нагретых сточных вод не должна повышаться более чем на 3° по сравнению со среднемесячной температурой речной воды |
|
рН |
Не должна выходить за пределы 6,5-8,5 |
|
Растворимый кислород, мг/л |
Содержание не менее 4 мг/л в любой период года в пробе, отобранной до 12 часов дня |
|
Биохимическое потребление кислорода (БПК5), мг/л |
Не более 3 |
|
Фенолы, мг/л |
0,001 |
|
Медь, мг/л |
0,1 |
|
Цинк, мг/л |
1,0 |
5.2 Расчет степени разбавления сточных вод речной водой
При сбросе сточных вод происходит их разбавление речной водой. Степень разбавления определяется по формуле
(5.1)
где - степень разбавления, характеризующая степень смешения сточных вод с речной водой до створа ближайшего пункта водопользования;
γ - коэффициент смешения (степень перемешивания) сточных вод и речной воды до створа реки, где находится ближайший пункт водопользования. Зависит от скорости течения речной воды, глубины реки, извилистости фарватера и других факторов;
- расход речной воды в месте сброса сточных вод (таблица 5.1), м³/c;
- расход сточных вод (таблица 5.2), м³/c
5.3 Расчет необходимой степени очистки и ПДС сточных вод по содержанию взвешенных веществ
Допустимое содержание взвешенных веществ после механической очистки в отстойниках или фильтрах рассчитывается с учетом степени последующего их разбавления речной водой по формуле
, (5.2)
где - расчетное допустимое содержание взвешенных веществ после очистки сточных вод, мг/л;
- степень разбавления сточных вод речной водой определенная по формуле;
- содержание взвешенных веществ в речной воде до створа сброса сточных вод (таблица 5.1), мг/л;
- предельно-допустимое увеличение содержания взвешенных веществ в речной воде после сброса сточных вод (таблица 5.3), определяемое по цели использования воды водоема в расчетном створе, мг/л.
Необходимая степень очистки сточных вод от взвешенных веществ рассчитывается, исходя из найденного расчетного допустимого содержания после очистки и перед сбросом в водоем по формуле
, (5.3)
где - необходимая степень механической очистки в отстойниках или фильтрах, проценты;
- содержание взвешенных веществ в сточных водах (таблица 5.2), мг/л.
5.4 Расчет необходимой степени очистки и ПДС сточных вод по содержанию легкоокисляемых вредных веществ органического происхождения
Суммарное содержание в воде легкоокисляемых вредных веществ
органического происхождения (белки, аминокислоты, жирные кислоты, углеводы и продукты их распада) оценивается по величине биохимического потребления кислорода (БПК ), расходуемого на окисление этих загрязнителей в одном литре воды за 5 суток.
При расчете необходимой степени очистки сточных вод от органических загрязнителей учитывают не только степень их разбавления в речной воде, но и процесс самоочищения речной воды, который заключается в окислении и разрушении органических загрязнителей микробами, водорослями и кислородом речной воды. Чем выше температура речной воды и чем дольше вода течет до створа ближайшего водопользования, тем
больше количество органических загрязнителей будет окислено и разрушено.
Допустимое суммарное содержание органических загрязнителей (БПК5) после биологической очистки в биологических прудах или биофильтрах, аэротенках, окситенках и перед сбросом в водоем рассчитывается по формуле
, мг/л, (5.4)
где - расчетное допустимое значение БПК после очистки сточных вод, мг/л;
- БПК речной воды до створа сброса сточных вод (таблица 5.1), мг/л;
- предельно допустимое значение БПК для речной воды, определяемое по категории водопользования (таблица 5.3), мг/л;
- степень разбавления сточных вод речной водой, определенная по формуле;
- время протекания речной воды от места сброса сточных вод до створа ближайшего водопользования (таблица 5.2), сутки.
Необходимая степень очистки сточных вод (в процентах) от органических загрязнителей (по величине БПК ) рассчитывается исходя из найденного расчетного числа допустимого значения после очитки по формуле
(5.5)
где - биохимическая потребность кислорода сточных вод (таблица 5.2), мг/л.
.
5.5 Расчет необходимой степени очистки сточных вод от легкоокисляемых органических загрязнителей по кислородному режиму водоема
Допустимое содержание растворенного кислорода в сточных водах после их очистки и перед сбросом в водоем определяется по формуле
,мг/л (5.6)
где - расчетное допустимое содержание растворенного кислорода в сточных водах после их очистки, мг/л;
- степень разбавления;
- содержание растворенного кислорода в речной воде в створе до сброса сточных вод (таблица 5.1), мг/л;
- биохимическая потребность кислорода речной воды в створе до сброса сточных вод (таблица 5.1), мг/л;
- ПДК растворенного кислорода (табл. 5.3), мг/л.
мг/л.
Необходимая степень очистки сточных вод (в процентах) от органических загрязнителей по кислородному режиму определяется по формуле
(5.7)
где - биохимическая потребность кислорода сточных вод (таблица 5.2), мг/л.
.
5.6 Расчет необходимой степени очистки сточных вод по величине pH
Допустимую кислотность сточных вод после химической очистки и перед сбросом в водоем находят по формуле
, мг-экв/л, (5.8)
где - допустимая кислотность сточных вод после очистки, мг-экв./л;
- степень разбавления;
- максимальное количество кислоты, которое может быть добавлено к 1 литру речной воды, мл норм. щелочи.
Для нахождения по графику необходимо знать pH и щелочность речной воды (таблица 5.1). При pH=7 и щелочности B=4 значение =1,4.
мг-экв/л.
Необходимую степень очистки сточных вод (в процентах) от кислоты определяют по формуле
(5.9)
где - кислотность сточных вод (таблица 5.2), мг-экв/л.
.
5.7 Расчет необходимой степени уменьшения температуры сточных вод перед сбросом их в водоем
Максимальную допустимую температуру сточных вод ( ), обеспечивающую летом отсутствие перегрева речной воды более чем на 3 ºС в месте сброса стоков рассчитывают по формуле
, (5.10)
где - коэффициент смешения сточной воды в расчетном створе;
- расход речной воды, м³/с;
- расход сточной воды, м³/с;
- допустимое повышение температуры речной воды после сброса нагретых сточных вод (таблица 5.3), градусы 0С;
- максимальная температура речной воды в наиболее теплый месяц до сброса сточных вод (таблица 5.1), градусы 0С.
Если найденное расчетное значение температуры больше температуры сточных вод, то охлаждение не требуется. Если меньше – проводят охлаждение сточных вод в градирнях, брызгательных бассейнах до величины .
5.8 Расчет необходимости степени очистки сточных вод и ПДС по содержанию отдельных вредных веществ
Допустимое содержание вредных веществ (фенолы, медь, цинк и т.д.) после очистки рассчитывается с учетом степени их последующего разбавления в речной воде по формуле
, мг/л, (5.11)
где - расчетное допустимое содержание - го вредного вещества после очистки сточных вод, мг/л;
- коэффициент смешения сточной и речной воды в расчетном створе;
- расход речной воды, м³/с;
- расход сточной воды, м³/с;
- ПДК - го вредного вещества в речной воде (таблица 5.3), мг/л;
- содержание - го вредного вещества в речной воде выше створа сброса сточных вод (таблица 5.1), мг/л.
мг/л,
мг/л,
мг/л.
Если - сброс сточных вод не разрешается. Необходимая степень очистки (в процентах) сточных вод от - го вредного вещества находится по формуле
(5.12)
где - искомая степень очистки сточных вод от - го вредного вещества, процент;
- содержание - го вредного вещества в сточных водах (таблица 5.2), мг/л.
,
,
.
- Расчет ПДС и величины фактического сброса загрязнителей
ПДС вычисляют в граммах на час (г/час), поскольку расход сточных вод может меняться во времени.
Величина фактического сброса загрязнителей (взвешенные вещества, БПК , кислотность, вредные вещества) определяется по формуле
, (5.13)
где - величина фактического сброса загрязнителя, г/с;
- расход сточных вод, м³/с;
- концентрация загрязнителя в сточных водах, г/м³.
т/год,
т/год,
т/год,
т/год,
т/год,
т/год,
т/год.
Величина ПДС определяется по формуле
, (5.14)
где - расчетная допустимая концентрация загрязнителя в сточной воде после очистки, г/м³;
- величина ПДС загрязнителя, г/час.
Полученные величины и (в г/час) переводят в тонны в год путем умножения на 24 часа, на 365 дней и деления на 10 .
т/год,
т/год,
т/год,
т/год,
т/год,
т/год.
Величины фактического сброса загрязнителей, превышающие предельно допустимые сбросы (ПДС) вредных веществ со сточными водами в водные объекты
,
,
,
.
Вывод: Исходя из расчетов, сточные воды следует очищать от взвешенных веществ, БПК, кислоты, органических загрязнителей и от вредных веществ. Также еще требуется охлаждение сточных вод, так как расчетное значение температуры больше температуры сточных вод.
Механическая очистка применяется как правило, на первой стадии очистки и позволяет удалять крупнодисперсные загрязняющие вещества и подготовить сточную воду для дальнейшей очистки.
Для очистки сточных вод от кислот применяют физико-химические методы очистки, в частности метод нейтрализации. Нейтрализация кислых сточных вод проводится фильтрованием через магнезит, доломит, известняк, твердые отходы (шлак, зола). Процесс ведут в фильтрах (нейтрализаторах).
Биологические методы применимы для очистки промышленных сточных вод от органических веществ, которые используются микроорганизмами в качестве питательных веществ и источников энергии и при этом подвергаются деструктивному распаду-окислению при аэробной и восстановительным процессам с образованием метана при анаэробной очистке.
6 Экономическая часть
Технико-экономическое обоснование молочного цеха по производству йогурта и зерненого творога с включением йодированной добавки «Биогель» производительностью 10000 т/сут.
Кисломолочные продукты имеют богатую вкусовую гамму, это позволяет широко использовать его в рационе питания.
При производстве зерненого творога образуется достаточно большое количество молочной сыворотки, которая отправляется на другое предприятие для ее обработки и реализации.
Главным достоинством производимых продуктов – это включение в их состав йодированной добавки «Биогель», который выполняет в организме человека многочисленные функции.
6.1 Расчет стоимости капитальных вложений
6.1.1 Расчет стоимости здания
Стоимость здания Сзд – включает затраты на капитальное строительство здания. В том числе на все коммуникации, монтаж и транспортировку материалов. Стоимость здания Сзд, руб, рассчитывается по формуле
(6.1)
где Vзд – объем здания, м3;
С1 – стоимость 1 м3 здания (1 м3 = 17000 руб).
(6.2)
где Sзд – площадь здания, м2;
h – высота здания, м.
м3,
руб.
6.1.2 Расчет капитальных затрат на оборудование
Капитальные затраты на оборудование включают стоимость оборудования, транспортировки, установки, подключения, а также амортизационные отчисления. Расчет капитальных затрат указан в таблице 6.1.
Таблица 6.1 – Расчет капитальных затрат и амортизационных отчислений на оборудование
|
Наимен-ие оборуд-ния и марка |
кол-во, шт |
Мощ- ность, кВт |
Кол-во часовработы в сутки |
Кол-во кВт в год |
Цена, руб |
Стоимос- ть, руб |
Амортиза-ционные отчисле-ния |
|
|
норма, % |
Сумма, руб |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Насос центробеж- ный Г2 – ОПБ |
2 |
1,5 |
1,3 |
440,7 |
13800 |
248400 |
10 |
24840 |
|
Гомогенизатор А1-ОГМ |
2 |
37 |
3 |
25086 |
450000 |
450000 |
45000 |
|
|
Сепаратор сливко-отделитель ОСЦП-10 |
1 |
0,55 |
3 |
372,9 |
650000 |
650000 |
65000 |
|
|
Автомат фасовки в стаканчики и контейнеры АДНК-39Д |
3 |
1,2 |
2 |
542,4 |
84000 |
252000 |
25200 |
|
|
Пастериза-ционная установка А1-ОУТ |
3 |
0,75 |
0,2 |
3390 |
90000 |
270000 |
27000 |
|
|
Ёмкости для хранения молока Г6-ОМГ-25 |
4 |
0,6 |
24 |
3254,4 |
100000 |
400000 |
40000 |
|
|
Молочный фильтр Ф-О1 |
1 |
0,55 |
3 |
372,9 |
32000 |
32000 |
3200 |
|
|
Пастеризационно - охладительная установка А1-ОКЛ-10 |
5 |
11,75 |
4 |
10622 |
135000 |
675000 |
67500 |
|
|
Сепаратор-нормализатор Г9-ОМА-3М |
2 |
4 |
5 |
4520 |
490000 |
980000 |
98000 |
|
Продолжение таблицы – 6.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Ёмкости В2-ОКВ-10 |
6 |
0,6 |
1 |
135,6 |
180000 |
1080000 |
12 |
108000 |
|
Винтовой насос ОНВ 4 |
9 |
1,5 |
1 |
339 |
15000 |
135000 |
13500 |
|
|
Ванна сыродельная В2-ОСВ-10 |
1 |
4,0 |
3 |
2712 |
1290400 |
1290400 |
129040 |
|
|
Ванна ВК-10 |
1 |
1,1 |
3 |
745,8 |
239000 |
239000 |
23900 |
|
|
Ёмкости с перемешивающим устройством и подогревом |
1 |
1,5 |
0,6 |
203,4 |
399500 |
399500 |
39950 |
|
|
Промыва-тель сырного зерна |
2 |
7,6 |
0,6 |
1030,6 |
200000 |
400000 |
40000 |
|
|
Сушильно-обдувочная установка |
1 |
113 |
2 |
51076 |
350000 |
350000 |
35000 |
|
|
Этикетировочная машина МЭ-6 |
3 |
2,5 |
8 |
4520 |
80000 |
240000 |
24000 |
|
|
Термоусадочный аппарат-ТПЦ-550 Р |
3 |
13,4 |
3,5 |
10599,4 |
110000 |
330000 |
33000 |
|
|
Конвейер |
3 |
2 |
8 |
3616 |
93000 |
279000 |
27900 |
|
|
Итого |
53 |
205,1 |
76,2 |
123579,1 |
5001700 |
8700300 |
12 |
870030 |
Ценный производственный инвентарь составляет 40 % от ценного производственного оборудования, что составляет 3480120 руб.
Стоимость малоценного оборудования рассчитана в таблице 6.2.
Таблица 6.2 – Стоимость малоценного оборудования
|
Наименование оборудования |
Количество, шт |
Стоимость, руб |
Общая стоимость, руб |
|
Стол |
15 |
4000 |
60000 |
|
Стул |
50 |
1500 |
75000 |
|
Итого |
65 |
|
135000 |
Малоценный производственный инвентарь и инструменты составляют 60 % от стоимости малоценного оборудования, что составляет 81000 руб. Стоимость капитальных вложений представлена в таблице 6.3.
Таблица 6.3 – Стоимость капитальных вложений
|
Наименование элементов |
Сумма, руб |
|
1. Стоимость здания |
146880000 |
|
2. Стоимость оборудования |
8700300 |
|
3. Стоимость ценного производственного инвентаря |
3480120 |
|
4. Стоимость малоценного оборудования |
135000 |
|
5. Стоимость малоценного инвентаря и инструментов |
81000 |
|
Итого |
159276420 |
6.2 Расчет рабочих дней предприятия
Данное предприятие работает по пятидневному рабочему графику, в две смены. Количество рабочих дней рассчитано в таблице 6.4
Таблица 6.4 – Количество рабочих дней
|
Количество дней |
В том числе |
Итого, рабочих дней |
|
|
праздники |
выходные |
||
|
365 |
14 |
104 |
247 |
Номинальный фонд времени работы оборудования Тном, ч, рассчитывается по формуле
(6.3)
где h – количество часов работы предприятия в день, ч;
n – количество рабочих дней предприятия, день.
ч
Эффективный фонд времени работы оборудования Тэф, ч, рассчитывается по формуле
, (6.4)
где τкап.рем. – время капитального ремонта (τкап.рем. = 21 день = 336 часов).
6.3 Расчет годового фонда оплаты труда
Среднее количество дней и часов, подлежащих отработке в год одним рабочим определяется на основе баланса рабочего времени, приведенного в таблице 6.5.
Расчет годового фонда оплаты труда администрации, ИТР и служащих представлен в таблице 6.6.
Таблица 6.5 – Баланс рабочего времени одного рабочего
|
Показатель |
Количество дней |
|
1. Календарный фонд времени |
365 |
|
2. Нерабочих дней, всего: |
118 |
|
праздники |
14 |
|
выходные |
104 |
|
3. Номинальные фонд рабочего времени |
247 |
|
4. Невыходы на работу, всего: |
|
|
Очередной отпуск |
28 |
|
Дополнительный отпуск |
0 |
|
Отпуск по беременности и родам |
0 |
|
Отпуск учащимся |
0 |
|
Болезни |
0 |
|
Выполнение общественных и государственных обязанностей |
|
|
5. Эффективный фонд рабочего времени (дни/часы) |
219/1752 |
Таблица 6.6 – Расчет годового фонда оплаты труда администрации, ИТР и служащих
|
Наименование должности |
Число работников, человек |
Оклад, руб |
Уральский коэффициент, (15%) руб |
Премия, (20%) руб |
Заработная плата на 1 человека, руб/месяц |
Годовой фонд заработной платы, руб/год |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Начальник цеха |
1 |
12000 |
1800 |
2400 |
16200 |
194400 |
|
Мастер цеха |
1 |
8500 |
1275 |
1700 |
11475 |
137700 |
|
Бухгалтер |
1 |
9000 |
1350 |
1800 |
12150 |
145800 |
|
Контролер ОТК |
2 |
7000 |
1050 |
1400 |
9450 |
226800 |
|
Учетчик склада продукции |
2 |
6000 |
900 |
1200 |
8100 |
194400 |
|
Уборщица цеха |
4 |
4500 |
675 |
900 |
6075 |
291600 |
Продолжение таблицы – 6.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Электрик |
1 |
7000 |
1050 |
1400 |
9450 |
113400 |
|
Слесарь |
1 |
6000 |
900 |
1200 |
8100 |
97200 |
|
Итого |
13 |
|
|
|
|
1401300 |
|
ЕСН (30%) |
|
|
|
|
|
420390 |
Расчет годового фонда оплаты труда основных производственных рабочих показан в таблице 6.7.
Сводный план по труду и заработной плате приведен в таблице 6.8.
Таблица 6.7 – Расчет годового фонда оплаты труда основных производственных рабочих
|
Наименование должности |
Число работ- ников, чел |
ЧТС, руб/час |
Полный фонд, руб/год |
Премия, (20%) руб |
Уральский коэффициент, (15%) руб |
Годовой фонд заработной платы, руб/год |
Заработная плата, руб/месяц |
|
Технолог |
2 |
40 |
140160 |
28032 |
21024 |
189216 |
15768 |
|
Оператор установки |
10 |
35 |
613200 |
122640 |
91980 |
827820 |
68985 |
|
Лаборант |
2 |
35 |
122640 |
24528 |
18396 |
165564 |
13797 |
|
Упаковщик |
4 |
30 |
210240 |
42048 |
31536 |
283824 |
23652 |
|
Механик |
2 |
30 |
105120 |
21024 |
15768 |
141912 |
11826 |
|
Итого |
24 |
|
|
|
|
1608336 |
|
|
ЕСН (30%) |
|
|
|
|
|
482500,8 |
|
Таблица 6.8 – Свободный план по труду и заработной плате
|
Категория рабочих |
Количество, человек |
ГФЗП, руб/год |
|
Основные |
24 |
1608336 |
|
Вспомогательные |
11 |
1069200 |
|
Руководители |
2 |
332100 |
|
Итого |
37 |
3009636 |
6.4 Составление сметы затрат на сырье и материалы
Суточная потребность предприятия в сырье и материалах, в натуральном и стоимостном выражении на выпуск продукции приведены в таблице 6.9.
Годовой объем затрат на сырье и материалы представлен в таблице 6.10.
Таблиц 6.9 – Суточная потребность предприятия в сырье и материалах
|
Наименование сырья |
Норма расхода, кг |
Цена, руб/кг |
Сумма, руб |
|
Йогурт |
|||
|
Молоко |
4602,3 |
15 |
69034,5 |
|
Закваска |
123,5 |
55 |
6792,5 |
|
Биогель |
205,8 |
200 |
41160 |
|
Сахар-песок |
205,8 |
29 |
5968,2 |
|
Упаковка |
|
|
12000 |
|
Итого |
|
|
134955,2 |
|
Творог зерненый соленый и сладкий |
|||
|
Молоко |
50180 |
15 |
752700 |
|
Закваска |
177,6 |
55 |
9768 |
|
Биогель |
295,9 |
200 |
59180 |
|
Хлористый кальций |
23,7 |
20 |
474 |
|
Сычужный фермент |
0,024 |
50 |
1,2 |
|
Соль |
116,4 |
4 |
456,6 |
|
Упаковка |
|
|
15000 |
|
Итого |
|
|
837579,8 |
Таблица 6.10 – Годовой объем затрат на сырье и материалы
|
Наименование продукта |
Сумма затрат, руб/год |
|
Йогурт |
30499875,2 |
|
Творог зерненый соленый и сладкий |
189293034,8 |
|
Итого |
219792910 |
6.5 Расчет расхода энергии и воды и стоимость затрат
Расчет расхода энергии и воды, и стоимость затрат представлен в таблице 6.11.
Таблица 6.11 – Расчет расхода энергии и воды, и стоимость затрат
|
Наименование показателя |
Цена за ед., руб |
Общая потребность завода |
Стоимость, руб |
|
Электроэнергия |
3,65 |
123579,1 кВт |
451063,7 |
|
Вода |
24,5 |
48000 м3 |
1176000 |
|
Итого |
|
|
1627063,7 |
6.6 Расчет затрат на содержание и эксплуатацию оборудования
Расчет расходов на содержание и эксплуатацию оборудования приведен в таблице 6.12.
Таблица 6.12 – Расходы на содержание и эксплуатацию оборудования
|
Наименование статей |
Сумма, руб |
|
1 Вспомогательные материалы (3 % от стоимости основного оборудования) |
261009 |
|
2 Стоимость электроэнергии |
451063,7 |
|
3 Текущий ремонт оборудования (2,5 % от стоимости основного оборудования) |
217507,5 |
|
4 Капитальный ремонт оборудования (5 % от стоимости основного оборудования) |
435015 |
|
5 Амортизационные отчисления (10 % от стоимости основного оборудования) |
870030 |
|
6 Возмещение малоценного оборудования (100 % от стоимости) |
135000 |
|
Итого |
2369625,2 |
|
Прочие расходы (5 % от итого) |
118481,26 |
|
Всего затрат |
2488106,46 |
6.7 Расчет затрат на цеховые расходы
Цеховые расходы представлены в таблице 6.13.
Таблица 6.13 – Цеховые расходы
|
Наименование статей |
Сумма, руб |
|
1 Содержание цехового персонала (ЗП вспомогательных рабочих и руководителей) |
1401300 |
|
2 Отчисления на социальные нужды (30 % от ГФЗП) |
420390 |
|
3 Амортизация здания (2,5 % от стоимости здания) |
3672000 |
|
4 Содержание здания (1,5 % от стоимости здания) |
2203200 |
|
5 Текущий ремонт здания (1,5 % от стоимости здания) |
2203200 |
|
6 Амортизационные отчисления на ценные инструменты и приспособления (50 % от стоимости ценных инструментов) |
1740060 |
|
7 Затраты на воду |
1176000 |
|
8 Затраты на спецодежду (1000 руб/человека) |
37000 |
|
Итого |
12853150 |
|
9 Прочие расходы (5 % от итого) |
642657,5 |
|
Всего затрат |
13495807,5 |
6.8 Расчет элементов, входящих в себестоимость продукции
Себестоимость, рассчитанная по элементам затрат, дает возможность отразить в стоимостном измерении общий объем потребленных ресурсов для выполнения производственной программы.
Начисление заработной платы рабочих на один вид продукции НЗП, руб, будет составлять
, (6.5)
где ЗП – сумма заработной платы всех рабочих, руб;
п – количество ассортиментных групп продуктов, шт.
На данном предприятии производится два вида продуктов: йогурт и зерненый творог.
Расходы на социальные нужды НЕСН, руб, находят по формуле
, (6.6)
где ЕСН – сумма отчислений ЕСН от заработной платы всех рабочих, руб.
Расходы на содержание оборудования НР, руб, находят по формуле
, (6.7)
где Расходы – сумма расходов на содержание оборудования, руб.
.
Цеховые расходы НЦР, руб, находят по формуле
, (6.8)
где ЦР – сумма цеховых расходов, руб.
.
Смета затрат на готовую продукцию представлена в таблице 6.14.
Таблица 6.14 – Смета затрат на готовую продукцию
|
Наименование статей |
Ассортиментная группа |
|
|
Йогурт |
Творог зерненый |
|
|
1 Сырье и материалы |
30499875,2 |
189293034,8 |
|
2 Заработная плата основных рабочих |
1608336 |
1608336 |
|
3 Отчисления ЕНС с фонда оплаты труда |
482500,8 |
482500,8 |
|
4 Расходы на содержание и эксплуатацию оборудования |
1244053,2 |
1335406,4 |
|
5 Цеховые расходы |
6747903,75 |
6747903,75 |
|
6 Цеховая себестоимость |
40582669 |
199375829 |
|
Общехозяйственные расходы (10 % от цеховой себестоимости) |
4058266,9 |
1993758,2 |
|
8 Производственная себестоимость |
44640935,9 |
201369587 |
|
9 Внепроизводственные расходы (5 % от производственной себестоимости) |
2232046,8 |
10068479,4 |
|
10 Полная себестоимость |
46872982,7 |
211438066 |
|
11 Рентабельность 200% |
93745965,4 |
422876132 |
6.9 Выбор метода ценообразования
Цены на продукцию устанавливаются на основе издержек производства. Оптовая цена ОЦ, руб, рассчитывается по формуле
, (6.9)
где РН – начисление цеховых расходов, %;
С – полная себестоимость, руб.
Смета затрат и калькуляция себестоимости продукции представлена в таблице 6.15.
Таблица 6.15 – Смета затрат и калькуляция себестоимости продукции
|
Наименование продукта |
Полная себестоимость, руб |
Оптовая цена, руб |
|
Йогурт |
46872982,7 |
60934877,5 |
|
Творог зерненый |
211438066 |
274869486 |
|
Итого |
258311049 |
335804364 |
6.10 Технико-экономическое обоснование
Прибыль предприятия П, руб, определяется по формуле
, (6.10)
где ОЦ – оптовая цена, руб;
S – полная себестоимость, руб.
Чистая прибыль предприятия ЧП, руб, определяется по формуле
, (6.11)
где НП – налог с прибыли (20 % от прибыли), руб.
Рентабельность, %, определяется по формуле
, (6.12)
Срок окупаемости СО, год, рассчитывается по формуле
, (6.13)
где Квл – капитальные вложения, руб.
Экономическая эффективность производства ЭЭ рассчитывается по формуле
, (6.14)
Технико-экономические показатели цеха сведены в таблицу 6.16.
Таблица 6.16 – Технико-экономические показатели цеха
|
Показатели |
Единицы измерения |
Значения показателей |
|
1 Товарная продукция: в натуральном выражении в стоимостном выражении |
т/год р/год |
2260 374493415 |
|
2 Капитальные вложения |
руб |
159276420 |
|
3 Полная себестоимость продукции |
руб/год |
258311049 |
|
4 Прибыль от реализации |
руб/год |
77493315 |
|
5 Налог с прибыли (20 %) |
руб/год |
15498663 |
|
6 Чистая прибыль |
руб/год |
61994652 |
|
7 Рентабельность продукции |
% |
30 |
|
8 Окупаемость капитальных вложений |
лет |
2,6 |
|
9 Экономическая эффективность |
– |
0,39 |
Вывод: при разработке цеха по производству йогурта и зерненого творога были определены основные показатели. Данный проект считается экономически эффективным и целесообразным, так как фактический срок окупаемости равен 2,6 лет, что ниже нормативного срока окупаемости, который равен 6,6 лет. Фактический коэффициент экономической эффективности равен 0,39, что выше нормативного, который равен 0,15. Рентабельность составляет 30 %.
Приложение А
(обязательное)
Перечень элементов к машино-аппаратурной схеме
|
Поз. обозна-чение |
Наименование |
Кол. |
Примечание |
|
1.1-1.4 |
Ёмкости для хранения молока |
4 |
|
|
2.1-2.2 |
Насос центрабежный Г2-ОПБ |
2 |
|
|
3 |
Сепаратор сливко-отделитель ОСЦП - 10 |
1 |
|
|
4.1-4.2 |
Гомогенизатор А1-ОГМ-10 |
2 |
|
|
5 |
Молочный фильтр Ф-01М |
1 |
|
|
6.1-6.3 |
Пастеризационная установка Т1-ОУТ |
3 |
|
|
7.1-7.3 |
Пастеризационно-охладитльная установка А1-ОКЛ-10 |
3 |
|
|
8.1-8.2 |
Резервуар-нормализатор Г9-ОМА-3М |
2 |
|
|
9.1-9.6 |
Ёмкости с мешалкой В2-ОКВ-10 |
6 |
|
|
10.1-10.9 |
Винтовой насос ОНВ 4 |
9 |
|
|
11 |
Ванна сыродельная В2-ОСВ-10 |
1 |
|
|
12 |
Ванна ВК-10 |
1 |
|
|
13 |
Ёмкость с перемешивающим устройством и подогревом |
1 |
|
|
14 |
Промыватель сырного зерна |
2 |
|
|
15 |
Сушильно-обдувочная установка |
1 |
|
|
16.1-16.3 |
Автомат фасовки в стаканчики и контейнеры АДНК-39 Д |
3 |
|
|
17.1-17.3 |
Этикетировачная машина МЭ-6 |
3 |
|
|
18.1-18.3 |
Термоусадочный аппарат ТПЦ-550 Р |
3 |
|
|
19 |
Конвейер ленточный |
3 |
|
Приложение Б
(обязательное)
Экспликация помещений
|
Номер поме-щения |
Наименование помещения |
Площадь, м2 |
Кат. поме-щения |
|
1 |
Отделение приемки молока |
144 |
Д |
|
2 |
Склад хранения сухих ингредиентов |
36 |
Б |
|
3 |
Склад хранения биогеля |
36 |
В |
|
4 |
Основной вход в лабораторию + туалеты |
36 |
В |
|
5 |
Комната для переодевания |
30 |
В |
|
6 |
Химико-микробиологическая лаборатория |
108 |
В |
|
7 |
Вход в производственные помещения |
36 |
Б |
|
8 |
Склад готовой продукции |
72 |
В |
|
9 |
Отделение основного производства |
396 |
В |
|
10 |
Отделение розлива и упаковки |
396 |
В |
|
11 |
Помещение инвентаря для обслуживания оборудования |
36 |
В |
|
12 |
Помещение уборщицы |
28 |
В |
Чертежи к дипломному проекту






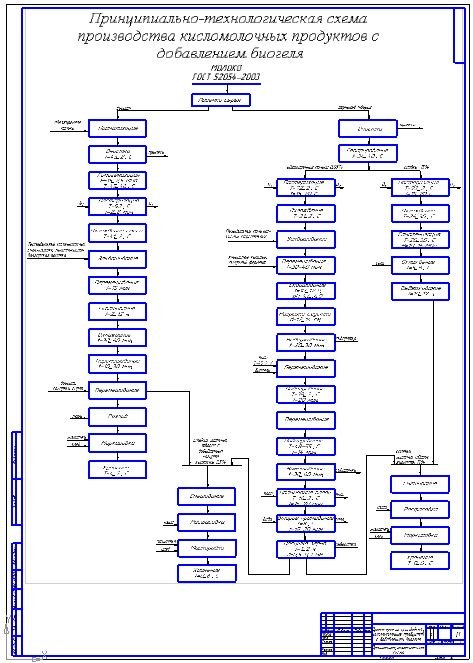
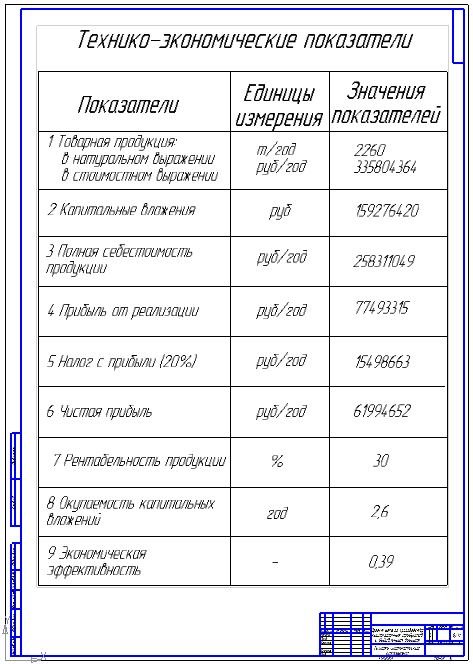
Скачать: