Дипломный проект
Проект предприятя по ремонту и обслуживанию снегоуборочной техники
Дипломный проект содержит 106 листов пояснительной записки, 6 рисунков, 20 таблиц, 25 источников использованной литературы.
В дипломном проекте произведены расчеты основных параметров завода по ремонту и обслуживанию снегоуборочных машин. Разработан генеральный план завода. Спроектирован участок по ремонту и обслуживанию ходовых тележек снегоуборочных машин. Рассмотрен технологический процесс проведения капитального ремонта и обслуживания снегоуборочных машин.
Рассмотрены вопросы обеспечения безопасности и жизнедеятельности в чрезвычайных ситуациях, вопросы охраны труда и охраны окружающей среды при проведении технологического процесса.
Произведен расчет основных экономических показателей: себестоимости, прибыли, рентабельности проектируемого завода.
Содержание
|
Введение |
8 |
|
1. Расчет основных параметров проектируемого завода |
9 |
|
1.1 Краткая техническая характеристика снегоуборочных машин |
9 |
|
1.2 Определение трудоемкости годовой производственной программы |
12 |
|
1.2.1 Распределение трудоемкости по видам работ |
15 |
|
1.3 Режим работы и фонды времени |
18 |
|
1.4 Определение численности работающих |
20 |
|
1.5 Расчет количества оборудования и рабочих мест |
24 |
|
1.6 Производственная структура завода |
27 |
|
1.6.1 Структура управления заводом |
27 |
|
1.7 Определение транспортных средств завода |
29 |
|
2.. Главный производственный корпус проектируемого завода |
32 |
|
2.1......................................................................................................... Назначение корпуса |
32 |
|
2.2 Определение площади производственного корпуса |
32 |
|
2.3 Планировка главного производственного корпуса |
38 |
|
2.4 Генеральный план завода |
39 |
|
2.4.1 Планировка объектов на территории завода |
39 |
|
3. Организация производственного процесса |
40 |
|
3.1......................................................................................................... Поставка новых запасных частей и материалов на завод |
40 |
|
3.1.1 Порядок обеспечения материалами участков производственного корпуса |
40 |
|
3.2 Поступление и хранение ремонтного фонда |
41 |
|
3.2.1 Порядок приема машины на завод |
41 |
|
3.3 Технологический процесс капитального ремонта |
41 |
|
4. Участок по ремонту и обслуживанию ходовых двухосных тележек снегоуборочных машин |
45 |
|
4.1 Назначение участка |
45 |
|
4.2 Организация и планирование ремонта ходовых тележек |
45 |
|
4.2.1 Зоны контроля надрессорной балки |
46 |
|
4.2.2 Зоны контроля боковой рамы |
48 |
|
4.3 Модернизация ходовой тележки |
49 |
|
4.4 Стенд для ремонта и испытания триангелей |
49 |
|
4.4.1 Назначение стенда |
49 |
|
4.4.2 Устройство стенда |
49 |
|
4.4.3 Техническая характеристика стенда |
51 |
|
4.4.4 Расчет усилия развиваемого на стенде |
51 |
|
4.4.5 Технологический процесс ремонта и испытания триангелей на стенде |
51 |
|
5. Основные экономические показатели проектируемого завода |
52 |
|
5.1 Расчет себестоимости, прибыли и рентабельности проектируемого завода |
52 |
|
6. Безопасность и экологичность проекта |
57 |
|
6.1 Решение вопросов охраны труда при ремонте и обслуживании снегоуборочных машин |
58 |
|
6.1.1 Расчет затрат на осуществление мероприятий по охране труда |
61 |
|
6.2 Охрана окружающей среды |
62 |
|
6.2.1 Анализ влияния технологического процесса на окружающую природную среду |
62 |
|
6.3 Защита населения и территории в чрезвычайных ситуациях Организация и проведение оценки устойчивости объекта экономики к воздействию аварийно химически опасных веществ в результате аварии. Разработка мероприятий по повышению устойчивости |
64 |
|
6.3.1 Разработка словесной модели исследуемой ситуации |
64 |
|
6.3.2 Разработка организационно-штатной структуры завода |
67 |
|
6.3.3 Разработка порядка работы в исследуемой ситуации органов PC ЧС или штаба ГО |
69 |
|
6.3.4 Краткая характеристика аварийно химически опасного |
78 |
|
6.3.5 Прогнозирование и оценка устойчивости объекта экономики в условиях заражения его территории хлором |
73 |
|
6.3.6 Разработка мероприятий по повышению устойчивости объекта экономики к воздействию АХОВ |
78 |
|
7. Обеспечение безопасности движения |
81 |
|
7.1 Виды, сроки и порядок проведения технических осмотров моторно-рельсового транспорта |
81 |
|
8. Патентный поиск |
86 |
|
8.1 Регламент поиска. Стенд по испытанию двигателей внутреннего сгорания |
86 |
|
Заключение |
94 |
|
Список используемой литературы |
95 |
|
Приложение А |
97 |
|
Приложение Б |
99 |
|
Приложение В |
103 |
|
Приложение Г |
106 |
Введение
На современном этапе развития строительного и дорожного машиностроения на железной дороге весьма актуальными проблемами являются: повышение надежности и долговечности изготовляемых железнодорожных машин, рост эффективности их производства.
Уровень технической эксплуатации строительных машин в значительной степени зависит от качества их конструкции. Чем машина совершеннее, тем меньше потребность в материалах и запасных частях на их ремонт, меньше расходуется горюче-смазочных материалов, ниже затраты труда на ремонт и техническое обслуживание.
Поскольку техника становится более сложной, то чтобы обеспечить ее высокое эффективное использование, необходима мощная база технического обслуживания и ремонта. Возрастает количество агрегатов и систем, ремонт которых может производить только персонал высокой квалификации на специальных рабочих местах, оснащенных ремонтно-техническим оборудованием. Эти обстоятельства ведут к необходимости организации такой формы труда, при которой ремонт отдельных узлов и агрегатов выполняется на специализированных постах. Повышение эффективности ремонта машин в современных условиях во многом зависит от точности математического описания потоков, требований на ремонт машинного парка применительно к меняющимся случайным образом условиям, от структуры и других свойств системы ремонта, от реализуемой технологии, от правильности распределения по статьям расходов на приобретение новых машин, на создание и функционирование системы ремонта, предназначенной для обслуживания вновь приобретенных и имеющихся машин.
1 Расчет основных параметров завода
1.1 Краткая техническая характеристика снегоуборочных машин
Снегоуборочные машины предназначены для уборки снега на станциях. Они подразделяются на несамоходные и самоходные.
К несамоходным снегоуборочным машинам относится снегоуборочный поезд СМ-2. Он состоит из головной машины, двух промежуточных и концевого полувагонов. Головная машина является уборочным агрегатом, а полувагоны - тарой для погрузки снега. Концевой полувагон, кроме того , имеет разгрузочное устройство. Несамоходные снегоуборочные поезда перемещаются локомотивом. Для снабжения электроэнергией приводов рабочих органов на головной машине имеется дизель-электростанция. В зимнее время снегоуборочный поезд применяют для очистки станционных путей и стрелочных переводов от снега высотой до 0.8 м. При профилактической очистке станционных путей высота снега может быть небольшой, до 100 мм. Ширина полосы, очищаемой от снега, при работе без крыльев составляет 2,45 м, а при работе с крыльями - 5,1 м. Рабочая скорость машины зависит от толщины и состояния снега и составляет 5 - 10 км /ч.
При глубоком снеге машина, при необходимости, может очищать путь и междупутья подрезным ножом и боковыми крыльями за один, два прохода.
После заполнения полувагонов снегоуборочный поезд транспортируется на место разгрузки. Разгрузочное устройство концевого полувагона позволяет выгружать материал в любую сторону от оси пути на стоянке или при движении снегоуборочного поезда. Технические характеристики снегоуборочной машины СМ-2 даны в таблице 1.1.
Таблица 1.1 - Технические характеристики головной машины и полувагонов снегоуборочного поезда СМ-2
|
Показатель |
Головная машина |
Полувагоны |
|
Расчетная вместимость кузова, м |
- |
125/9 |
|
Расчетная максималная производительность рабочего органа (при плотности снега 0,5 т /м3 ) м3 /час |
1200 |
- |
|
Скорость, км /ч не более: |
|
|
|
Рабочая |
10 |
10/10 |
|
Транспортная |
100 |
100 |
|
Максимальная толщина слоя убираемого снега, м |
0,8 |
- |
|
Ширина полосы, очищаемой от снега, м: |
|
|
|
При работе без крыльев |
2,45 |
- |
|
При работе с крыльями |
5,1 |
- |
|
Габарит в транспортном положении |
1-Т |
1-Т |
|
Габаритные размеры, м |
|
|
|
Длина по осям автосцепок |
20,27 |
24,536 |
|
Ширина |
3,109 |
3,08/3,08 |
|
Высота |
5,25 |
4,91/5,25 |
|
Масса машины, т |
72 |
38/47 |
|
Грузоподъемность, т |
- |
44/28 |
|
Вместимость топливных баков , л |
2200 |
- |
|
Ориентировочный суточный расход топлива при 10 рейсах в сутки, л |
|
|
|
500 |
- |
|
|
Примечание: В числителе - значения для промежуточного полувагона, в знаменателе - для концевого. |
||
Самоходный снегоуборочный поезд СМ-3 и одновагонная самоходная машина СМ-5 предназначены для тех же целей, что и несамоходные снегоуборочные поезда.
Поезд СМ-3 состоит из головного полувагона, двух промежуточных полувагонов и концевого полувагона с приводной тяговой тележкой. В концевом полувагоне размещена силовая установка мощностью 500 кВт. Управление передвижением поезда СМ-3 осуществляется из кабин в головном и хвостовом полувагонах.
Машина СМ-5 представляет собой одновагонный снегоуборочный поезд с двумя кабинами управления, размещенными в голове и в хвосте поезда.
Силовая установка, размещенная в хвосте поезда, имеет мощность 200 кВт. На СМ-5 разгрузка осуществляется посредством ротора с дальностью выброса до 35 м.
Основные технические характеристики снегоуборочных поездов и машин приведены в таблице 1.2
1.2 Определение трудоемкости годовой производственной программы
На проектируемом заводе по ремонту и обслуживанию снегоуборочных машин годовая программа проведения капитальных ремонтов составляет 75 машин.
Определяем трудоемкость проведения капитальных ремонтов.
(1.1)
где Тн - нормативная трудоёмкость капитальных ремонтов машин без приводного двигателя
N - число капитальных ремонтов в год снегоуборочных машин СМ-2
Кс - коэффициент, учитывающий снижение нормы трудоёмкости за счёт увеличения серийности ремонта Кс=0,85
Кn - планируемый коэффициент перевыполнения норм на заводе Kn=1,1
Трудоёмкость выполнения капитального ремонта одной снегоуборочной машины СМ-2 указана в таблице 1.3
чел/час.
Таблица 1.2 - Технические характеристики самоходных снегоуборочных поездов и машин
|
Показатель |
СМ-3 |
СМ-5 |
|
Расчетная максимальная производительность рабочего органа (при плотности снега 0,4 т /м3 ) м3 /час |
1800 |
1200 |
|
Рабочая скорость, км /ч не более |
15 |
12 |
|
Транспортная скорость, км /ч |
|
|
|
Самоходом |
55 |
40 |
|
В составе поезда |
100 |
100 |
|
Максимальная толщина слоя убираемого снега, м |
0,8 |
0,8 |
|
Ширина полосы, очищаемой от |
|
|
|
снега, м: |
|
|
|
При работе без крыльев |
2,6 |
2,6 |
|
При работе с крыльями |
5,3 |
5,3 |
|
Габарит в транспортном положении |
|
|
|
ГОСТ 9238-83 |
1-Т |
1 -Т |
|
Габаритные размеры, м |
|
|
|
Длина по осям автосцепок |
102,5 |
25,7 |
|
Ширина |
3,25 |
3,25 |
|
Высота |
5,25 |
5,27 |
|
Масса машины, т |
236 |
70 |
|
Грузоподъемность, т |
205 |
30 |
|
Вместимость топливных баков, л |
4125 |
3300 |
|
Ориентировочный суточный расход |
6000 (при 10 |
400(при 30 |
|
топлива при 10 рейсах в сутки,л |
рейсах в сутки) |
рейсах в сутки) |
|
Расчетная вместимость кузова, м3 |
410 |
100 |
Таблица 1.3 - Трудоемкость выполнения капитального ремонта одной снегоуборочной машины СМ - 2
|
Наименование |
Трудоемкость, чел/час |
|
Головной вагон |
2310 |
|
Промежуточный вагон |
530,42 |
|
Концевой вагон |
650 |
чел/час
Трудоемкость дополнительной программы завода
(1.2)
где Тзп - трудоемкость изготовления запасных частей;
Тзп = (0,10....1,15) ТР (1.3)
где ТР - трудоемкость проведения капитальных ремонтов;
Тзп = 0,15-233025,9 = 34953,9 чел/час.
Тосм - трудоемкость ремонта собственного оборудования
Тосм = (0,06...... 0,08) Тр (1.4)
Тосм = 0,07- 233025,9 = 16311,8 чел/час
Ти н _ трудоемкость ремонта и изготовления инструмента и приспособлений инструментальным участком.
Тин = 0,02- 233025,9 = 4660,5 чел/час (1.5)
Суммарная трудоемкость годовой ремонтной программы завода :
Т3 = Тр + Тд (1.6)
где Тр - трудоемкость проведения капитальных ремонтов;
Тд - трудоемкость дополнительной программы завода.
Т3 = 233025,9 + 55926,2 = 288952,1 чел/час
Таблица 1.4 - Годовая программа работ
Виды работ |
Трудоемкость, чел/час |
|
Капитальный ремонт, Тр |
233025,9 |
|
Изготовление запасных частей, Тзп |
34053,9 |
|
Ремонт собственного оборудования , Тогм |
16311,8 |
|
Ремонт и изготовление приспособлений и инструментов, Тин |
4660,5 |
|
Всего , Т3 |
288952,1 |
1.2.1 Распределение трудоемкости по видам работ.
Трудоемкость ремонта по видам работ определяется в процентном отношении:
(1.7)
где Ti - трудоемкость определенного вида работ;
Тр - суммарная трудоемкость капитального ремонта машин;
Ci - процент трудоемкости.
Для наружной мойки машины процент трудоемкости составляет 2%.
чел/час
Для разборки машин на узлы процент трудоемкости составляет 8%.
чел/час
Для разборки узлов на детали процент трудоемкости составляет 7%.
чел/час
Остальные результаты расчетов даны в таблице 1.5
Таблица 1.5 - Трудоемкость по видам работ
|
Наименование |
Трудоемкость, чел/час |
Итого |
|||
|
отделений и |
Ремонт машин Тр |
Дополнительная программа |
|
||
|
участков |
Тзп |
Тосм |
Тин |
|
|
|
Отделение разборки и мойки машин |
(46,5) |
|
|
|
|
|
54761 |
8214,2 |
3833,2 |
1095,1 |
67903,5 |
|
|
УЧАСТКИ: |
|
|
|
|
|
|
Наружной мойки машины |
(2) |
|
|
|
|
|
4660,5 |
699,1 |
326,2 |
93,2 |
5779 |
|
|
Разборки машин на узлы |
(8) |
|
|
|
|
|
18642,1 |
2796,3 |
1304,9 |
372,8 |
23116,1 |
|
|
Разборка узлов на детали |
(7) |
|
|
|
|
|
16311,8 |
2446,8 |
1141,8 |
326,2 |
20226,6 |
|
|
Мойка узлов и деталей |
(2,5) |
|
|
|
|
|
5825,6 |
873,8 |
407,8 |
116,5 |
7223,7 |
|
|
Дефектации деталей |
(4) |
|
|
|
|
|
9321 |
1398,2 |
652,5 |
186,4 |
11558,1 |
|
|
Отделение ремонта и изготовления деталей |
(23) |
|
|
|
|
|
53595,9 |
8039,4 |
3751,6 |
1071,8 |
66460,7 |
|
|
УЧАСТКИ: |
(8) |
|
|
|
|
|
Механический |
18642,1 |
2796,3 |
1304,9 |
372,8 |
23116,1 |
|
Заготовительный |
(3,5) |
|
|
|
|
|
8155,9 |
1223,4 |
570,9 |
163,1 |
10113,3 |
|
|
Сварочный |
(7,5) |
|
|
|
|
|
17476,9 |
2621,5 |
1223,4 |
349,5 |
21673,3 |
|
|
Медницкий |
(2) |
|
|
|
|
|
4660,5 |
699,1 |
326,2 |
93,2 |
5779 |
|
Продолжение таблицы 1.5
|
Наименование |
Трудоемкость, чел/час |
Итого |
|||
|
отделений и |
Ремонт машин Тр |
Дополнительная программа |
|
||
|
участков |
Тзп |
Тосм |
Тин |
|
|
|
Жестяницкий |
(2) |
|
|
|
|
|
4660,5 |
699,1 |
326,2 |
93,2 |
5779 |
|
|
|
(33) |
|
|
|
|
Агрегатное отделение |
76898,3 |
11534,7 |
5382,7 |
1537,8 |
95353,5 |
|
УЧАСТКИ: |
|
|
|
|
|
|
Ремонта электрооборудования |
(4) |
|
|
|
|
|
9321 |
1398,2 |
652,5 |
186,4 |
11558,1 |
|
|
Ремонта пневмоаппаратуры |
(4,3) |
|
|
|
|
|
10020,1 |
1503,1 |
701,3 |
200,4 |
12424,9 |
|
|
Ремонта ходовой части |
(4,7) |
|
|
|
|
|
10952,2 |
1642,8 |
766,7 |
219,0 |
13580,7 |
|
|
Ремонта льдоскалывателя |
(2,5) |
|
|
|
|
|
5825,6 |
873,8 |
407,8 |
116,5 |
7223,7 |
|
|
Ремонта транспортера |
(2,5) |
|
|
|
|
|
5825,6 |
873,8 |
407,8 |
116,5 |
7223,7 |
|
|
Ремонта редукторов |
(2) |
|
|
|
|
|
4660,5 |
699,1 |
326,2 |
93,2 |
5779 |
|
|
Ремонта крыльев |
(2) |
|
|
|
|
|
4660,5 |
699,1 |
326,2 |
93,2 |
5779 |
|
|
Ремонта цепей |
(2,2) |
|
|
|
|
|
5126,6 |
768,9 |
358,8 |
102,5 |
6356,8 |
|
|
Ремонта будки управления |
(2,8) |
|
|
|
|
|
6524,7 |
978,7 |
456,7 |
130,5 |
8090,6 |
|
Продолжение таблицы 1.5
|
Наименование |
Трудоемкость, чел/час |
Итого |
|||
|
отделений и |
Ремонт Машин Тр |
Дополнительная программа |
|
||
|
участков |
Тзп |
Тосм |
Тин |
|
|
|
Ремонта тормозной системы |
(2,5) |
|
|
|
|
|
5825,6 |
873,8 |
407,8 |
116,5 |
7223,7 |
|
Прочие работы |
(3,5) |
|
|
|
|
|
8155,9 |
1223,4 |
570,9 |
163,1 |
10113,3 |
|
|
УЧАСТКИ: |
|
|
|
|
|
|
Общей сборки машин из готовых узлов |
(8) |
|
|
|
|
|
18642,1 |
2796,3 |
1304,9 |
372,8 |
23116,1 |
|
|
Комплектовочный |
(7) |
|
|
|
|
|
16311,8 |
2446,8 |
1141,8 |
326,2 |
20226,6 |
|
|
Заправки, заводки, испытания и регулировки |
|
|
|
|
|
|
(2,5) |
|
|
|
|
|
|
5825,6 |
873,8 |
407,8 |
116,5 |
7223,7 |
|
|
Окраски узлов и машин |
(3) |
|
|
|
|
|
6990,8 |
1048,6 |
489,4 |
139,8 |
8668,6 |
|
|
Итого: |
233025,5 |
34953,6 |
16311,7 |
4660,7 |
288951,1 |
|
Примечание: В скобках указываются проценты соответствующей трудоемкости. |
|||||
1.3 Режим работы и фонды времени
Режим работы определяется количеством рабочих дней в году и рабочих смен в сутки, а также продолжительностью смены в часах. Считаем, что завод загружен в течение года равномерно. Для лучшего использования оборудования и площади завода принимается двухсменный режим работы с перерывами в праздничные и выходные дни.
Принимается пятидневная рабочая неделя с двумя выходными и продолжительностью рабочей смены 8 часов для работающих в нормальных условиях и 7 часов для работающих во вредных условиях.
В таблице 1.6 приведены годовые фонды времени рабочих ремонтных предприятий при односменной работе.
Таблица 1.6 - Годовые фонды времени работы рабочих
|
Наименование профессии |
Фн, час |
Фд, час |
|
Слесари-ремонтники, станочники, заправщики, медники, электромонтеры, кузнецы. |
2026 |
1779 |
|
Испытатели машин |
1824 |
1585 |
|
Примечание: Фн - номинальный годовой фонд рабочего времени; Фд - действительный годовой фонд времени работы рабочего |
||
В таблице 1.7 приведены годовые фонды времени оборудования и рабочих мест
Таблица 1.7 - Годовые фонды времени оборудования и рабочих мест
|
Наименование оборудования |
Пс |
h0 |
Фн, час |
Фдо, час |
|
Металлорежущие и деревообрабатывающие станки |
2 |
0,97 |
4052 |
3930 |
|
Оборудование сварочных участков |
2 |
0,95 |
4052 |
3930 |
|
Ремонтно-технологические и испытательные стенды |
2 |
0,97 |
4052 |
3930 |
|
Кузнечно-прессовое оборудование |
2 |
0,96 |
4052 |
3890 |
|
Рабочие места |
2 |
|
4052 |
4052 |
|
Примечание: Пс - число рабочих смен в сутки ; h0- коэффициент использования оборудования; Фдо - действительный годовой фонд времени работы оборудования |
||||
1.4 Определение численности работающих
В состав работающих на проектируемом заводе входят следующие категории лиц: производственные и вспомогательные рабочие; инженерно-технические работники; счетно-контрольный персонал, младший обслуживающий персонал и пожарно-сторожевая охрана.
Количество производственных рабочих:
, где
Ti - трудоемкость работ, выполняемых на участке
Фд - действительный фонд времени рабочих соответствующих профессий.
Определение количества производственных рабочих занимающихся наружной мойкой машин:
Принимаем 3 человека.
Определение количества слесарей, занимающихся разборкой машин на узлы.
Принимаем 11 человек. Остальные результаты расчета даны в таблице 1.8
Таблица 1.8 - Количество производственных рабочих
|
Наименование отделений и участков |
Ti, чел ч |
Фд, ч |
Количество работающих |
|
|
Расчетное |
Принятое |
|||
|
Отделение разборки и мойки машин |
54761 |
1779 |
30,78 |
31 |
|
Участки: Наружной мойки машины |
4660,5 |
1779 |
2,6 |
3 |
|
Разборки машин на узлы |
18642,1 |
1779 |
10,5 |
11 |
|
Разборки узлов на детали |
16311,8 |
1779 |
9,1 |
9 |
|
Мойки узлов и деталей |
5825,6 |
1779 |
3,2 |
3 |
|
Дефектации деталей |
9321 |
1779 |
5,2 |
5 |
|
Отделение ремонта и изготовления деталей |
53595,9 |
1779 |
30,1 |
31 |
|
Участки: механический |
18642,1 |
1779 |
10,5 |
11 |
|
заготовительный |
8155,9 |
1779 |
4,6 |
5 |
|
сварочный |
17476,9 |
1779 |
9,8 |
10 |
|
медницкий |
4660,5 |
1779 |
2,6 |
3 |
|
жестяницкий |
4660,5 |
1779 |
2,6 |
3 |
|
Агрегатное отделение: |
76898,3 |
1779 |
43,2 |
44 |
|
Участки: Ремонта электрооборудования |
9321 |
1779 |
5,2 |
5 |
|
Ремонта пневмоаппарату ры |
10020,1 |
1779 |
5,6 |
6 |
|
Ремонта ходовой части |
10952,2 |
1779 |
6,1 |
6 |
Продолжение таблицы 1.8
|
Наименование отделений и участков |
Ti, чел ч
|
Фд, ч
|
Количество работающих |
|
|
|
Расчетное |
Принятое |
||
|
Ремонта льдоскалывателя |
5825,6 |
1779 |
3,2 |
3 |
|
Ремонта транспортера |
5825,6 |
1779 |
3,2 |
3 |
|
Ремонта редукторов |
4660,5 |
1779 |
2,6 |
3 |
|
Ремонта крыльев |
4660,5 |
1779 |
2,6 |
3 |
|
Ремонта цепей |
5126,6 |
1779 |
2,9 |
3 |
|
Ремонта будки управления |
6524,7 |
1779 |
3,7 |
4 |
|
Ремонта тормозной системы |
5825,6 |
1779 |
3,2 |
3 |
|
Прочие работы |
8155,9 |
1779 |
4,6 |
5 |
|
Отделение сборки машин: |
47770,3 |
1779 |
28,9 |
30 |
|
Участки: комплектовочный |
16311,8 |
1779 |
10,5 |
11 |
|
Общей сборки машин из готовых узлов |
16311,8 |
1779 |
10,5 |
11 |
|
Заправки,заводки, испытания и регулировки |
5825,6 |
1779 |
3,2 |
3 |
|
Окраски узлов и машин |
6990,8 |
1585 |
4,4 |
5 |
|
всего |
|
|
|
135 |
Число вспомогательных рабочих основного производства (наладчики, ремонтные и транспортные рабочие, разнорабочие, кладовщики, контролеры и др.) определяется в процентном отношении от числа производственных рабочих.
Определяем численность ИТР:
чел
Определяем численность СКП:
. Принимаем 10 человек.
Определяем численность МОП.
. Принимаем 7 человек
Определяем численность ПСО.
. Принимаем 3 человека.
Принимаем, что на проектируемом заводе 70% ИТР, СКП и МОП работают в заводоуправлении, а остальные на производстве.
1.5 Расчет количества оборудования и рабочих мест
При проектировании завода по ремонту и обслуживанию снегоуборочных машин принимается, что в отделениях и участках: механическом, заготовительном, сварочном, медницком и других - вся работа выполняется на станках и другом оборудовании.
Определение количества оборудования для механического участка:
(1.12)
где Ti - трудоемкость выполняемых работ за год;
Фдо - действительный годовой фонд времени работы оборудования;
Роб - коэффициент загрузки оборудования (Роб=0,8.. .0,85)
шт. Принимаем 6 штук:
- вертикально-фрезерный станок ВН 127;
- два токарных станка 1К62Д;
- зубофрезерный станок ЗФ-01;
- продольно-строгальный 7110;
- горизонтально-расточной 2622Г.
Для остальных участков оборудование принимается без расчета, в зависимости от технической необходимости. Заготовительный участок:
- дисковые ножницы;
- пневмомолот «Масей» 1090004;
- вальцы гибочные;
- горно 1100x1200x1700 мм;
- ванна 1200x1350; -молотMB 412;
- кривошипный пресс;
- барабан с тросом;
- настольно- сверлильный станок 2 Ml 12;
- вертикально-сверлильный станок 2 А 135.
Определение вспомогательных рабочих:
(1.9)
где - суммарное число производственных рабочих.
С = 16% - процент вспомогательных рабочих.
. Принимаем 43 человека.
К числу вспомогательных относятся также и рабочие отдела главного механика и инструментального участка. Определяем суммарное число вспомогательных рабочих:
(1.10)
где Рв - число вспомогательных рабочих;
Рогм - число рабочих отдела главного механика;
Рин - число рабочих инструментального участка.
чел.
Численность ИТР, СКП, МОП, и ПСО определяется в процентном отношении от общего числа производственных и вспомогательных рабочих. Определение численности ИТР, СКП, МОП, и ПСО:
(1.11)
где - суммарное число производственных рабочих;
- суммарное число вспомогательных рабочих;
С1 - процент соответствующей категории работников (для ремонтных заводов принимают; Ситр = 8%, Сскп =3...4%, Смоп=2...3%, Спсо=0,5...1%).
1.6 Производственная структура завода
На проектируемом заводе организовывается безцеховая структура управления производством. Это объясняется небольшой численностью работающих.
При безцеховой структуре управления производством основным организационно-структурным подразделением завода является отделение имеющее ряд производственных участков, возглавляемое старшим мастером, а все административные функции выполняются заводоуправлением.
Производственный участок объединяет несколько рабочих мест, на которых выполняются технологически однородные или различные операции по ремонту однотипной продукции. Участок занимает обособленную площадь и специально оборудуется. Возглавляет производственный участок мастер.
1.6.1 Структура управления заводом
На рисунке 1 показывается структура управления заводом, т.е последовательность управления заводом.
Рисунок 1 - Структура управления заводом
1.7 Определение транспортных средств завода
На заводском балансе находится транспорт, который подразделяется на внешний и внутризаводской. Внутризаводской транспорт, в свою очередь, делится на межцеховой и внутрицеховой.
К внутрицеховому транспорту относятся: мостовой кран, тележки на железнодорожном ходу. Межцеховым транспортом является маневровый тепловоз, который производит перемещение снегоуборочных машин по территории завода, электрокара. В качестве внешнего транспорта ремонтный завод использует автомобили.
Определяем среднее число ездок автомобиля за смену с грузом:
(1.13)
где Тн - время нахождения машины в наряде.
В = 30 км - длина ездки машины в одну сторону.
Vcp =30 км/час - средняя скорость автомобиля.
t1 = 0,5 ч - продолжительность погрузки;
t2 = 0,5 ч - продолжительность выгрузки;
t3 = 0,5 ч - продолжительность маневров.
Сменная выработка автомобиля:
(1.14)
Где q = Gm - номинальная грузоподъемность автомобиля;
Кн=0,7 - коэффициент использования машин;
Z = 2,57 - среднее число ездок автомобиля за смену с грузом.
Годовая выработка одного автомобиля:
(1.15)
Где П - сменная выработка автомобиля.
Масса ремонтируемых объектов:
M = mg-N (1.16)
Где mg- единичная масса ремонтируемого объекта,
N - годовая программа капитальных ремонтов ремонтируемых объектов.
М= 195000-75= 14625000 кг.
Масса поступающих запасных частей:
Qзп=0,2-M (1.17)
Где М - масса ремонтируемых объектов.
Qзп =0,2 -14625000 =2925000 кг
Масса поступающих материалов:
QM=0,02•M (1.18)
Где М - масса ремонтируемых объектов.
QM =0,02 • 14625000 = 292500 кг.
Масса поступающего металлопроката:
Омет =0,1 • М (1.19)
Где М - масса ремонтируемых объектов.
QMeT =0,1 • 14625000 = 1462500 кг.
Годовое поступление материалов на завод:
Qг= Qзп + Qm + Омет (1.20)
Где Qзп - масса поступающих запасных частей;
Qм - масса поступающих материалов;
Qмет - масса поступающего металлопроката.
Qг = 2925000 + 292500 + 1462500 = 4680000 кг.
Необходимое количество грузовых автомобилей
(1.21)
где Qг- годовое поступление материалов на завод;
Q - годовая выработка одного автомобиля.
. Принимается 2 автомобиля.
2 Главный производственный корпус проектируемого завода
2.1 Назначение корпуса
Главный производственный корпус предназначен для ремонта головной машины, промежуточных и концевых вагонов снегоуборочного поезда СМ-2.
2.2 Определение площади производственного корпуса
По назначению площади разделяются на производственные, вспомогательные, конторские и бытовые. Производственные - площади, занятые оборудованием и рабочими местами, межоперационным транспортом, площади для складирования заготовок и деталей, а также проходы и проезды между оборудованием.
Вспомогательные - площади, занятые складами и кладовыми, а также коридорами и магистральными проездами между отделениями и участками.
Конторские - площади помещений для административно-технического персонала. Бытовые площади - санитарно-гигиенического назначения, общественного питания, медицинского обслуживания.
Так как на проектируемом заводе применяется стационарный метод ремонта, то операции технологического процесса: наружная мойка, разборка машин на узлы, сборка осуществляется на одном посту.
Площадь участка наружной мойки, разборки машин на узлы, сборки машин:
Fi = Pnp×S (2.1)
Где Fi - площадь производственного участка,
Рпр - количество производственных рабочих на участке, занятых в первую смену (см. таблицу 2.1)
S - удельная площадь, приходящаяся на одного производственного рабочего (см. таблицу 2.1).
Fi= 25×35 = 875 м2
Площадь механического участка :
Fi = 11×12= 132 м2
Остальные расчетные значения даны в таблице 2.2.
Таблица 2.1 - Значения удельной площади
|
Наименование отделения и участка |
S,m2 |
|
Наружной мойки, разборки машин на узлы, сборки машин
|
35 |
|
Механический |
12 |
|
Сварочный |
20 |
|
Медницкий |
20 |
|
По ремонту редукторов |
20 |
|
По ремонту пневмоаппаратуры |
12 |
|
комплектовочный |
18 |
|
По ремонту льдоскалывателя |
15 |
|
По ремонту транспортера |
25 |
|
По ремонту крыльев |
25 |
|
По ремонту цепей |
25 |
|
По ремонту кабины |
15 |
|
По ремонту тормозной системы |
18 |
|
По ремонту ходовой части |
20 |
|
По ремонту электрооборудования |
12 |
|
Бытовые помещения |
|
Таблица 2.2 - Производственные площади участков
|
Наименование участков |
Рпр,чел |
S, м2 |
Fi, м2 |
|
Наружной мойки, разборки машин на узлы, сборки машин |
25 |
35 |
875 |
|
механический |
11 |
12 |
232 |
|
сварочный |
10 |
20 |
200 |
|
медницкий |
3 |
20 |
60 |
|
жестяницкий |
3 |
15 |
45 |
|
По ремонту редукторов |
3 |
20 |
60 |
|
По ремонту пневмоаппаратуры |
6 |
12 |
72 |
|
комплектовочный |
9 |
18 |
162 |
|
По ремонту льдоскалывателя |
3 |
15 |
45 |
|
По ремонту транспортера |
3 |
25 |
75 |
|
По ремонту крыльев |
3 |
25 |
75 |
|
По ремонту цепей |
3 |
25 |
75 |
|
По ремонту кабины |
4 |
15 |
60 |
|
По ремонту тормозной системы |
3 |
18 |
54 |
|
По ремонту ходовой части |
6 |
20 |
120 |
|
По ремонту электрооборудования |
5 |
12 |
60 |
В главном производственном корпусе также располагаются участки для складирования снятых с машины бортов транспортера, валов цепей, место для складирования готовых агрегатов и узлов. Общая площадь этих участков составляет 800 м2.
Производственная площадь главного корпуса
(2.2)
где - суммарная площадь участков производственного корпуса находящихся непосредственно в главном корпусе;
a = 1,1 - коэффициент, учитывающий магистральные и пожарные проезды в корпусе
Fпр = (875+ 55+45+75+200+75+54+60+75)×1,1=1665 м2 Производственная площадь всех участков и отделений
где - суммарная площадь участков производственного корпуса находящихся непосредственно в главном корпусе;
a = 1,1 - коэффициент, учитывающий магистральные и пожарные проезды в корпусе
Fпр = (1665,4+120+60+60+60+200+72+100+162)-1,1=2889 м2
Площади складских помещений принимаются в размере 25% от производственной площади.
Площади бытовых и конторских помещений принимаются в размере 7% и 6% от расчетной производственной площади.
Площадь производственного корпуса:
Fкор= (Fnp + FCK + F б + F K + Fпл) · a,
где Fnp - расчетная производственная площадь;
Fск - площадь складов, размещаемых в производственном корпусе (см. таблицу 2.3);
F6 - площадь бытовых помещений;
Fк - конторские площади, размещенные в производственном корпусе;
Fпл - площадь вспомогательных помещений;
а = 1,1 - коэффициент, учитывающий магистральные и пожарные проезды в корпусе.
Fкор = (2889+395,9+202+173,3+29)- 1,1 = 3886 м2
Таблица 2.3 - Площади складских помещений
|
Наименование склада |
Процент от Fi |
Площадь склада м2 |
|
* Склад деталей, ожидающих ремонта |
3,2 |
92 |
|
* Склад материалов и запасных частей |
4,5 |
130 |
|
*Инструментальный склад |
1 |
28,9 |
|
* Склад отремонтированных узлов |
5 |
145 |
|
Склад материалов |
5 |
145 |
|
Склад утиля |
2 |
60 |
|
Склад горюче-смазочных материалов |
2,3 |
67 |
|
Склад лесоматериалов |
2 |
60 |
|
Итого |
25 |
72 |
|
Примечание: Площади складов, отмеченные звездочкой (*), включаются в состав производственного корпуса |
||
2.3 Планировка главного производственного корпуса
Главный производственный корпус представляет собой трехпролетное строение длиной 72 м и шириной 54 м. Центральный пролет шириной 24 м и два боковых шириной 12 и 18 м.
В центральном пролете устанавливаются головная машина, промежуточные и концевые вагоны, где производится их капитальный ремонт. Также здесь находятся следующие участки:
- мойки и разборки машины на узлы и агрегаты;
- участок по ремонту льдоскалывателя;
- участок по ремонту кабины;
- участок по ремонту тормозной системы;
- участок по ремонту крыльев;
- участок разборки, ремонта и сборки цепей;
- участок по ремонту транспортера;
- место для складирования снятых с машины бортов транспортера, валов, цепей;
- место для складирования готовых для демонтажа агрегатов и узлов.
Боковые пролеты разделены на отдельные помещения, в которых располагаются следующие участки:
- механический;
- участок по ремонту редукторов;
- заготовительный участок;
- участок по ремонту пневмоаппаратуры;
- медницкий участок;
- комплектовочный участок;
- участок по ремонту ходового оборудования;
- участок по ремонту электрооборудования;
- склады;
- бытовые помещения.
В центральном пролете имеется мостовой кран. Участок ремонта оснащен оборудованием, технической оснасткой, инструментом и шаблонами.
2.4 Генеральный план завода
2.4.1 Планировка объектов на территории завода
Завод по ремонту и обслуживанию снегоуборочных машин располагается на земельном участке правильной прямоугольной формы. Длина участка составляет 286 м, ширина 182,5 м. Площадь соответственно равна 52195 м .
При расположении объектов на территории завода учитываются следующие условия: производственные здания ориентируются относительно сторон света и господствующего направления ветров (розы ветров) с учетом обеспечения наиболее благоприятного их естественного освещения и проветривания.
Сооружения размещаются на заводской территории, исходя из технологической взаимосвязи, характера производства, видов внешнего и межцехового транспорта.
Производственный корпус располагается в центральной части земельного участка. Складская зона располагается по периметру территории на транспортной магистрали. Также на территории завода находятся следующие объекты:
- производственный корпус по испытанию и окраске машин;
- здание административно-бытового корпуса с размещенными в нем заводоуправлением, бытовыми помещениями, конструкторскими и технологическими отделами;
- деревообрабатывающий участок;
- гараж для транспорта;
- подъездные железнодорожные пути;
- пути для хранения снегоуборочных машин, прибывших в ремонт;
- козловый кран для подъемно-транспортных операций.
Все транспортные операции по доставке и вывозу продукции и прочих грузов производятся автомобильным и железнодорожным транспортом. Для противопожарных целей на территории завода располагаются гидранты.
3 Организация производственного процесса
3.1 Поставка новых запасных частей и материалов на завод
По кооперативным поставкам завод снабжается отремонтированными приводными двигателями, новыми запасными частями, полуфабрикатами, электрической энергией , а также газом, водой, горюче-смазочными и другими необходимыми материалами.
На завод запасные части и агрегаты поступают автотранспортом или по железной дороге. На территории завода эти агрегаты разгружаются козловым краном и отправляются на склад запасных частей.
3.1.1 Порядок обеспечения материалами участков производственного корпуса.
- Участок ремонта путевых машин должен быть обеспечен необходимым количеством запасных частей и материалов. Потребность участка в материалах определяется нормами расхода материалов на капитальный ремонт.
- Расчет потребности в материалах на единицу изделия производится инженером конструкторско-технологического отдела завода. Ежемесячно выдается лимит на расходование запчастей и материалов. По окончании месяца проводится анализ расхода материалов и комплектующих изделий.
- Выдача материалов со склада производится согласно лимитным картам по нормам, разработанным конструкторско-техническим отделом и утвержденным заводом.
- Доставку деталей со склада осуществляет транспортный участок железнодорожным краном, электрокарой и грузовым автомобилем.
5. Полученные со склада материалы размещают на накопительном стеллаже и кладовке участка ремонта путевых машин.
3.2 Поступление и хранение ремонтного фонда
Ремонтный фонд прибывает на территорию завода по железной дороге и отправляется на склад открытого хранения машин, ожидающих ремонта.
3.2.1 Порядок приема машины на завод
При сдаче поезда в ремонт одновременно с поездом прилагается следующая техническая документация:
Формуляр головной машины, промежуточных и концевого полувагонов.
Паспорт дизель-генератора.
Формуляр дизеля 1Д12
Паспорт генератора ГСФ 200
Паспорт шкафа дистанционного управления.
Паспорт воздушных резервуаров.
Формуляр компрессора.
Составляется акт о необходимых работах.
3.3 Технологический процесс капитального ремонта снегоуборочной машины.
Технологический процесс на проектируемом заводе по ремонту и обслуживанию снегоуборочных машин осуществляется стационарным методом. Стационарный метод заключается в следующем: машину ставят на пост и производят все необходимые работы не перемещая ее.
При технологическом процессе также используется обезличенный метод. При этом методе изношенную деталь отправляют на восстановление, а на место изношенной при комплектовочной работе ставится другая, ранее восстановленная или новая деталь.
Достоинство этого метода в том, что уменьшается время ремонта.
Со склада ремонтного фонда маневровым тепловозом снегоуборочную машину СМ-2 транспортируют в главный производственный корпус.
В главном производственном корпусе производятся следующие операции технологического процесса:
1 .Очистка и мойка машины от грязи.
2.Разборка машины на узлы и агрегаты.
3.Очистка и мойка узлов.
4.Разборка узлов на детали.
5.Дефектация деталей. Дефектация деталей и сборочных единиц производится согласно картам на дефектацию и ремонт СМ-2.
6.Рассортировка деталей.
Годные детали направляются в комплектовочную кладовую, детали подлежащие восстановлению в кладовую деталей, ожидающих ремонта, а негодные детали вывозятся на склад металлолома.
Восстановление детали производится следующим образом:
Деталь направляют на сварочный участок, где производят наплавку изношенной поверхности, затем деталь перемещается в механический участок, где станочники обрабатывают деталь под размеры. Потом деталь отправляется на комплектующий участок, где происходит сборка узлов и их испытание.
После этого узлы при помощи рельсовой тележки и мостового крана из комплектовочного участка перемещаются в главный производственный корпус. Производится установка узлов и агрегатов на машину, с последующей регулировкой, заправкой машин горюче-смазочными материалами. Затем производится запуск двигателя, проверка взаимодействия механизмов их регулировка, испытание.
Объем проводимых испытаний включает в себя следующие операции:
1.Внешний осмотр.
2.Проверка высоты оси автосцепки от уровня головки рельса.
3.Определение заглубления рабочих органов.
4.0пределение ширины захвата рабочими органами.
5.Определение плотности тормозной и питательной магистралей.
6.Проверка работы снегоуборочного поезда на холостом ходу.
7.Проверка работы автоматов контроля и окончания загрузки.
8.Проверка работы изделия под нагрузкой.
Общие требования при испытании машины.
- Головная машина перед испытанием должна быть полностью экипирована топливом, маслом, водой.
- Приемо-сдаточные испытания проводят служба технического контроля ремонтного предприятия ОТК, инспектор-приемщик.
- Если при приемке изделия выявлены дефекты, не позволяющие проводить испытания, машина должна быть предъявлена на повторное испытание после устранения выявленных дефектов. После испытания снегоуборочная машина при помощи маневрового тепловоза транспортируется в корпус 2 для покраски.
После покраски машина отправляется на склад хранения готовых машин, откуда происходит сдача машины заказчику.
Рисунок 2 - Схема технологического процесса
капитального ремонта снегоуборочной машины обезличенным методом
4 Участок по ремонту и обслуживанию ходовых двухосных тележек снегоуборочных машин
4.1 Назначение участка
Тележный участок предназначен для осуществления входного контроля тележек, дефектоскопирования составных частей тележки, дефектоскопирования деталей тормозного оборудования и триангелей.
Производить разборку, ремонт и сборку тележек.
Проверять качество ремонта, наносить клейма и производить окраску тележек. Разборку, ремонт и комплектование тележек производят слесари под руководством бригадира.
4.2 Организация и планирование ремонта ходовых тележек
До выкатки тележек из под машины контролер ОТК по ремонту тележек производит замер зазоров между скользунами и завышение или занижение фрикционных клиньев относительно опорной поверхности надрессорной балки. После поднятия машины на домкраты, слесари в присутствии мастера или бригадира выкатывают тележку из-под машины. При помощи мостового крана снимают раму тележки с колесных пар и транспортируют ее на передаточную тележку с электроприводом, которая закатывается на тележный участок. Слесари при помощи инструментов и кран-балки разбирают тележку на детали. Затем детали подвергаются тщательной очистке и мойке. При помощи кран-балки детали устанавливаются на стол для дефектации. Контролер ОТК визуально при помощи лупы просматривает детали на наличие трещини раковин. Производит замеры размеров дефектов при помощи шаблонов.(См. Приложение 1). Далее производится дефектация деталей на дефектоскопе ДФ-103.
Испытание пружин производится на прессе. Для испытания триангелей на проектируемом заводе разработан стенд.
После дефектации деталей контролером ОТК производится рассортировка их на годные детали, детали, требующие ремонта и на детали, не подлежащие ремонту.
Детали, требующие при ремонте проведения наплавочных или сварочных работ, при помощи кран-балки, мостового крана и передаточной тележки транспортируются на сварочный участок. Далее деталь отправляется на механический участок для обработки. Затем деталь отправляется на тележный участок, где производится сборка тележки.
4.2.1 Зоны контроля надрессорной балки
Надрессорная балка ходовой тележки грузового вагона контролируется в зонах, показанных на рисунке 3.
Зоны именуются и обозначаются следующим образом:
- кромки отверстий верхнего пояса ОВП;
- верхний пояс ВП;
- опорная поверхность подпятника 01111;
- внутренний и наружный бурты подпятника ВБП,НБП;
- нижний пояс НП;
- боковые стенки БС;
- наклонные плоскости НП.
Перечень дефектов по которым надрессорные балки подлежат браковке или ремонту приведены в Приложении 2.
1 – Верхний пояс надрессорной балки;
2 – нижний пояс надрессорной балки;
- – боковая стенка надрессорной балки;
- – опорная поверхность подпятника;
- – внутренний борт подпятника;
- – наружный борт подпятника;
7 – наклонные плоскости;
8 – кромка технологического окна.
Рисунок 3 – Зоны контроля надрессорной балки
4.2.2 Зоны контроля боковой рамы
Боковая рама тележки контролируется в зонах, в которых возникают усталостные трещины (см. рисунок 4).
Зоны именуются и обозначаются следующим образом:
- углы буксовых проемов - внутренний (В У Б) и наружный (НУ Б);
- сопряжение полок верхнего пояса (СВП);
- боковая кромка верхнего пояса (БК);
- ребро жесткости (РЖ);
- плоскости прилегания к буксе (ПБ);
- наклонный пояс (НП);
- углы рессорного проема - верхний (ВУР), нижний (НУР). \
Перечень дефектов по которым боковые рамы подлежат браковке или ремонту приведены в Приложении 3.
1 - внутренний угол буксового проема; 2 - наружный угол буксового проема; 3 - сопряжение полок внрхнего пояса; 4 - боковая кромка верхнего пояса; 5 – ребро жесткости; 6,7 – плоскости прилегания к буксе; 8 - наклонный пояс; 9 - верхний угол рессорного проема; 10 - нижний угол рессорного проема.
Рисунок 4 - Зоны контроля боковой рамы
4.3 Модернизация ходовой тележки
При эксплуатации машин, в местах трения деталей тележки друг о друга происходит истирание металла, что ведет к изменению размеров, а следовательно, к частому ремонту этих поверхностей.
Для увеличения межремонтного срока, а также для упрощения и уменьшения трудоемкости проведения технологического процесса, производится модернизация ходовой двухосной тележки.
Между поверхностью соприкосновения рамы машины и подпятником надрессорной балки ходовой тележки помещается металлическая пластина соответствующих размеров, изготовленная из более стойкого к трению материала Сталь ЗОХГСА с твердостью 320-400НВ. Между фрикционной планкой и клином также помещают металлическую пластину соответствующих размеров, изготовленную из материала Сталь ЗОХГСА с твердостью 320-400 НВ.
4.4 Стенд для ремонта и испытания триангелей
4.4.1 Назначение стенда
Стенд предназначен для выполнения следующих операций:
- для разборки триангелей;
- для осмотра конструкции триангеля и его основных частей: струны, швеллера, распорки под нагрузкой на предмет выявления трещин и других повреждений в указанных деталях, в особенности сварных соединений конструкции.
4.4.2 Устройство стенда
Стенд для испытания триангелей (см. рисунок 5) состоит из стола 1 с упорами 2, на которые цапфами установливают триангель 3, силовой пневматический цилиндр 4, рычаги 5, соединяющие шток цилиндра с распоркой триангеля, пульта управления 6, на котором закреплены двухходовой кран 7 и манометр 8, показывающий давление в цилиндре 4, трубопроводов 9.
1 – стол;
2 - упоры;
3 - триангель;
4 - пневматический цилиндр;
5 - рычаг;
6 - пульт управления;
7 - двухходовой кран;
8 - манометр;
9 - трубопровод;
Рисунок 5 - Стенд для испытания триангелей
4.4.3 Техническая характеристика стенда
Максимальная нагрузка на триангель при испытаниях составляет 12 тс. Соотношение плеч рычагов - 1:2.
4.4.4 Расчет усилия развиваемого на стенде
Усилие, развиваемое на стенде
Р = р·1905.86 (4.1)
Где р - давление воздуха в рабочем цилиндре, кг/см2
Р = 6- 1905,86 =12 тс
4.4.5 Технологический процесс ремонта и испытания триангелей на стенде
При помощи кран-балки триангель устанавливают и закрепляют на стенде. При повороте ручки двухходового крана производится подача сжатого воздуха в пневматический цилиндр. Контроль производится визуальным методом при помощи постукивания молотком по сварочным швам. Если при контроле обнаруживаются трещины, то триангель отправляется на сварочный участок.
После ремонта триангель снова подвергается испытанию.
5 Основные экономические показатели проектируемого завода
5.1 Расчет себестоимости, прибыли и рентабельности проектируемого завода.
Основными экономическими показателями проектируемого завода являются:
- себестоимость проведения капитальных ремонтов снегоуборочных машин;
- прибыль полученная заводом при проведении капитальных ремонтов;
- рентабельность.
Себестоимость - расходы, связанные с проведением капитальных ремонтов снегоуборочных машин (см. таблицу 5.1).
Прибыль - конечный финансовый результат деятельности предприятия. Определяется как разность между выручкой и затратами.
Рентабельность завода - показатель эффективности завода, определяемый отношением прибыли к себестоимости.
Таблица 5.1 - Плановая себестоимость продукции
|
Наименова-ние |
Кол. |
Материал |
Покупные |
Итого мат.з. |
Основн. зарпл. |
Соц. страх |
Допол. зарпл. |
Цеховые расходы |
Об.зав. цена |
Оптовая цена |
Произв. себест. |
|
Головная машина |
75 |
4857900 |
2299425 |
7157325 |
2846025 |
1152071 |
284603 |
5322067 |
5063078 |
24628500 |
21825169 |
|
На единицу |
|
64772 |
30659 |
95431 |
37947 |
15361 |
3795 |
70961 |
67508 |
328380 |
291002 |
|
Концевой п/в |
75 |
698400 |
459225 |
1157625 |
999975 |
404790 |
99998 |
1869953 |
1778956 |
6865500 |
6311296 |
|
На единицу |
|
9312 |
6123 |
15435 |
13333 |
5397 |
1333 |
24933 |
23719 |
89151 |
81051 |
|
Промежуточный п/в |
150 |
1395900 |
672900 |
2068800 |
1092000 |
442042 |
109200 |
2042040 |
1942668 |
8581500 |
7696750 |
|
На единицу |
|
9306 |
4486 |
13792 |
7280 |
2947 |
728 |
13614 |
12951 |
57210 |
51312 |
|
Итого |
|
6952200 |
3431550 |
10383750 |
4938000 |
1998902 |
493800 |
9234060 |
8784702 |
40075500 |
35833214 |
Таблица 5.2 - Смета цеховых расходов
|
№ |
Наименование затрат |
Количество затрат |
|
1 |
Амортизация зданий и сооружений |
790 |
|
2 |
Содержание зданий и сооружений |
950 |
|
3 |
Электроэнергия |
150 |
|
4 |
Теплоэнергия |
560 |
|
5 |
Вода, канализация |
90 |
|
6 |
Вспомогательные материалы |
90 |
|
7 |
Текущий ремонт зданий и сооружений |
3100 |
|
8 |
Опытно-конструкторские расходы |
700 |
|
9 |
Расходы по охране труда |
82 |
|
9.1 |
Техника безопасности |
64 |
|
9.2 |
Промсанитария |
300 |
|
9.3 |
Спецодежда |
150 |
|
9.4 |
Спецпитание |
80 |
|
9.5 |
Расходы на улучшение условий труда |
75 |
|
10 |
Износ малоценного и быстроизнашиваемого инвентаря |
450 |
|
11 |
Прочие расходы производственного характера |
160,306 |
|
12 |
Всего цеховых расходов |
9234,060 |
Таблица 5.3 - Смета общезаводских расходов
|
№ |
Наименование затрат |
Количество затрат |
|
1 |
Расходы по материально-техническому обеспечению |
890 |
|
2 |
Канцелярские, почтово-телеграфные |
405 |
|
3 |
Транспортные |
250 |
|
4 |
Содержание технических средств |
1060 |
|
5 |
Амортизация основных фондов |
800 |
|
6 |
Содержание зданий и сооружений |
960 |
|
7 |
Теплоэнергия |
580 |
|
8 |
Электроэнергия |
200 |
|
9 |
Вода, канализация |
105 |
|
10 |
Вспомогательные материалы |
90 |
|
11 |
Изобретательство, рационализация |
27 |
|
12 |
Охрана труда |
190 |
|
13 |
Затраты на подготовку и обучение кадров |
195 |
|
14 |
Оплата лицензий, сертификатов и аттестаций продукции |
200 |
|
15 |
Услуги банка |
103 |
|
16 |
Прочие услуги |
350 |
|
17 |
Природоохранительные расходы |
102 |
|
18 |
Налоги |
709 |
|
19 |
Дорожный налог |
100 |
|
20 |
Приобретение спецлитературы |
170 |
|
21 |
Прочие расходы |
1353,7 |
|
22 |
Итого общезаводские расходы |
8784,7 |
Расчет себестоимости капитальных ремонтов, производимых на проектируемом заводе по ремонту и обслуживанию машин.
Ссеб = М + Зосн + Здоп + Сстр + Рцех + Роб.з (5.1)
где М - затраты произведенные на приобретение материала;
Зосн - основная заработная плата, т. руб.;
Здоп - дополнительная заработная плата; ъ
Сстр - страховое отчисление, т. руб.;
Рцех - цеховые расходы, т. руб.;
Роб.з - общезаводские расходы, т. руб.
Ссеб = 10383,8+4938+1998,9+493,8+9234,1+8784,7=35833,2 т. руб.
Определение прибыли проектируемого завода
Пприб = Цо - Ссеб (5.2)
где Ц0 - оптовая цена капитального ремонта, т. руб.
Ссеб - себестоимость капитальных ремонтов т. руб.
Пприб = 40075,5 - 35833,2 = 4242,3 т. руб.
Расчет рентабельности проектируемого завода
(5.3)
где Пприб - прибыль проектируемого завода, полученная при проведении капитальных ремонтов снегоуборочных машин, т. руб.;
Ссеб - себестоимость капитальных ремонтов , т. руб.
Rpeм =4242,3/35833,2·100 =11,8 %
6 Безопасность и экологичность проекта
Охрана труда представляет собой систему законодательных актов, социально-экономических, организационных, технических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Охрана труда выявляет и изучает возможные причины производственных несчастных случаев, профессиональных заболеваний, аварий, взрывов, пожаров и разрабатывает систему мероприятий и требований с целью устранения этих причин и создания безопасных и благоприятных для человека условий труда.
С вопросами охраны труда неразрывно связано и решение вопросов охраны природы. Сложность стоящих перед охраной труда задач требует использования достижений и выводов многих научных дисциплин, прямо или косвенно связанных с задачами создания здоровых и безопасных условий труда.
Так как главным объектом охраны труда является человек в процессе труда, то при разработке требований производственной санитарии используются результаты исследований ряда медицинских и биологических дисциплин.
На проектируемом заводе при проведении технологического процесса возникают факторы, влияющие на окружающую среду. Для контроля и уменьшения влияния этих факторов на окружающую среду на заводе имеется экологический паспорт.
6.1 Решение вопросов охраны труда при ремонте и обслуживании снегоуборочных машин
На проектируемом заводе по ремонту и обслуживанию снегоуборочных машин при проведении технологического процесса возникают опасные и вредные для здоровья рабочих факторы, которые в соответствии с ГОСТ 120.003-74 подразделяются на следующие группы: физические, химические психофизиологические.
На токарном участке источниками физических факторов являются: станки, режущие инструменты, кран-балка, которые вызывают такие факторы как шум, вибрацию, запыленность.
Для устранения их воздействий на здоровье рабочих производят следующие мероприятия:
- изоляцию, поглощение и экранирование шума;
- применение средств индивидуальной защиты.
Так же для создания благоприятных микроклиматических условий на проектируемом заводе в соответствии с СН 4088-86 от 31.03.86 «Санитарные нормы микроклимата производственных помещений» разрабатываются мероприятия по применению устройств промышленной вентиляции, системы отопления.
На проектируемом заготовительном участке при проведении технологического процесса возникают такие вредные факторы как запыленность, шум. Для предотвращения воздействия этих факторов на рабочих проводятся согласно СН 4088 - 86 «Санитарные нормы микроклимата производственных помещений» следующие мероприятия:
- применение устройств промышленной вентиляции;
- установка защитных экранов;
- правильная организация перерывов и отдыха;
- применение средств индивидуальной защиты [17].
Согласно СниП 23-05-95 « Естественное и искусственное освещение» на заводе обеспечивается: равномерная и достаточная освещенность, чистота стен, стекол, потолков и оборудования в целом.
В соответствии с СН 1757 от 10.10.77 МЗ «Санитарно - гигиенические нормы допустимой напряженности электростатического поля» на проектируемом заводе для исключения электротравматизма предусматривается ряд мероприятий:
- строгое неуклонное соблюдение правил техники безопасности и правил устройства электроустановок;
- выполнение графиков профилактического испытания и проверок
электрооборудования;
- проведение планово-предупредительных работ;
- систематическая пропаганда безопасных методов работы; своевременное проведение медицинских осмотров;
- обучение персонала правилам оказания доврачебной помощи при электротравмах;
- отвод зарядов с людей, оборудования в производстве;
- применение средств индивидуальной защиты.
Для противопожарных мероприятий на проектируемом заводе планируется:
- установка автоматических противопожарных сигнализаций;
- первичные средства пожаротушения;
- гидрант [16]
На проектируемом сварочном участке при проведении технологического процесса возникают такие вредные факторы как излучение, шум, загазованность. Источниками этих факторов являются: сварочный аппарат, резак, механизмы. Для предотвращения воздействия этих факторов на рабочих, предусматриваются следующие мероприятия:
- установка защитных экранов;
- использование средств индивидуальной защиты;
- установка системы вентиляции;
- профилактическое питание [18].
На проектируемом моечном участке возникают такие опасные и вредные факторы как зараженность воздуха от смеси мазутной грязи с моющими веществами. Согласно СН 4088 - 86 «Санитарные нормы микроклимата производственных помещений» для предотвращения их воздействия на здоровье рабочих проводятся следующие мероприятия:
- использование менее токсичных моющих веществ;
- использование системы вентиляции;
- применение средств индивидуальной защиты;
- профилактическое питание;
- использование оптимальной системы перерывов и отдыха [18].
На проектируемом испытательном участке при проведении испытаний механизмов машин после ремонта возникают такие опасные и вредные факторы как загазованность, шум, вибрация.
Для устранения этих факторов применяются следующие мероприятия:
- использование средств индивидуальной защиты;
- организация правильной системы перерывов и отдыха;
- профилактическое питание;
- периодические медицинские осмотры.
На проектируемом покрасочном участке при проведении покрасочных работ возникает такой опасный фактор как зараженность воздуха токсичными веществами. Для обеспечения здоровых и безопасных условий труда, работоспособности человека на производстве окружающая его воздушная среда должна соответствовать установленным санитарно-гигиеническим нормам в соответствии с ГОСТ 121005-88 ССБТ. «Общие санитарно-гигиенические требования к воздуху рабочей зоны» [19].
Для соблюдения этих норм на проектируемом покрасочном участке предусматриваются следующие мероприятия:
- использование средств индивидуальной защиты;
- организация правильной системы перерывов и отдыха;
- периодические медицинские осмотры;
- профилактическое питание;
- установка системы вентиляции.
6.1.1 Расчет затрат на осуществление мероприятий по охране труда
Мероприятия по охране труда включаются в комплексные и годовые планы по улучшению условий и охраны труда на предприятиях.
На проектируемом заводе по ремонту и обслуживанию снегоуборочных машин затраты на осуществление мероприятий включают капитальные вложения и эксплуатационные расходы.
При сравнении вариантов мероприятий с примерно равными значениями годовых эксплуатационных расходов и капитальных вложений по годам расчетного периода затраты на их реализацию определяются по формуле:
З = С + Ен-К (6.1)
где С - годовые эксплуатационные расходы на мероприятия, руб;
К - капитальные вложения на мероприятия, руб.;
Ен - нормативный коэффициент экономической эффективности.
На проектируемом заводе принимаются следующие значения: С = 120 тыс. руб.; К = 100 тыс. руб.; Ен - 0,7
З = 120 + 0,7 • 100 = 190 тыс. руб. На проектируемом заводе затраты на мероприятия с длительным периодом окупаемости и изменяющимися по годам эксплуатационными расходами и капитальными затратами определяются по формуле:
(6.2)
где - Kt - капитальные вложения в мероприятия в t-ом году, руб.;
Ct- эксплуатационные расходы на мероприятия в t -ом году, руб.;
t - временной период реализации мероприятий, лет;
t6 - базовый момент времени, к которому приводятся затраты;
to, T - год начала и год окончания периода реализации мероприятий.
На проектируемом заводе принимаются следующие значения:
в 2005 году Kt = 100 тыс. руб.
в 2006 году Kt = 105 тыс. руб.
в 2007году Kt = 110 тыс. руб.
в 2008 году Kt = 115 тыс. руб.
в 2009 году Kt = 117 тыс. руб.
в 2005 году Q = 120 тыс. руб.
в 2006 году Ct = 122 тыс. руб.
в 2007 году Ct = 125 тыс. руб.
в 2008 году Ct = 130 тыс. руб.
в 2009 году Ct = 135 тыс. руб.
в 2005 году Ен = 0,7
в 2006 году Ен = 0,71
в 2007 году Ен = 0,75
в 2008 году Ен = 0,78
в 2009 году Ен = 0,8
т.руб
Вывод: На проектируемом заводе по ремонту и обслуживанию снегоуборочных машин предусматривается ряд мероприятий, направленных на улучшение условий труда, а также безопасности труда рабочих при проведении технологического процесса. Для осуществления этих мероприятий выделяется большая сумма денег, что ведет к сокращению травматизма на заводе и к отсутствию воздействия вредных и опасных факторов на здоровье рабочих.
6.2 Охрана окружающей среды
6.2.1 Анализ влияния технологического процесса на окружающую природную среду
На проектируемом заводе при проведении технологического процесса существуют факторы, влияющие на окружающую среду. Они классифицируются по следующим признакам:
- механические (твердые отходы, механическое воздействие на почвы машинами);
- физические (шум, вибрация);
- химические вещества и соединения (кислоты, щелочи, краски).
Влага атмосферы, вступая в реакцию с химическими элементами загрязнений, образующимися в результате технологического процесса на проектируемом заводе, образует облака, которые выпадают на землю в виде кислотных дождей, приводящих к болезням людей, растений и животных.
На здоровье людей оказывает влияние и физическое загрязнение. Шум в окружающей среде нарушает функции слухового аппарата.
При нормировании качества окружающей среды на проектируемом заводе предусмотрены предельно допустимые нормы воздействия на окружающую среду факторов, возникающих в результате технологического процесса, гарантирующие экологическую безопасность населения и сохранение генетического фонда. К этим нормам относятся:
- предельно допустимые или временно согласованные нормы выбросов в атмосферу вредных веществ;
- предельно допустимые или временно согласованные нормы стоков в водоемы;
- - предельно допустимые нагрузки отходов производства на земли и почвы.
В основу нормирования воздействия различных факторов на людей и живую природу положены гигиенические, санитарные, ветеринарные подходы, сущность которых заключается в том, что в экспериментах с животными определяются пределы воздействий, которые в течение всей жизни людей не будут оказывать негативного влияния на состояние их здоровья [20].
За состоянием окружающей среды должен производиться постоянный контроль, который осуществляется следующими методами:
- органолептическим (использование органов чувств человека);
- аналитическим (расчетные и балансовые);
- социологическим;
- экспертным;
- химическим анализом;
- приборометрическим.
Для оценки качества природной среды используются хроматографы, калориметры, кулонометры, потенциометры.
С целью оздоровления экологической обстановки в стране государственный комитет по стандартам разработал и принял ГОСТ 170004-90 «Экологический паспорт промышленного предприятия» [21].
Экологическая паспортизация проектируемого завода по ремонту и обслуживанию снегоуборочных машин устанавливает количественные и качественные характеристики природопользования (сырья, топлива, энергии), а также количественные и качественные характеристики загрязнения природной среды выбросами, стоками, отходами при проведении технологического процесса.
По результатам экологической паспортизации проектируемого завода оценивается влияние выбросов, сбросов, отходов загрязняющих веществ на окружающую среду и здоровье населения, а также определяется плата за природопользование и плата за загрязнение окружающей среды, устанавливаются заводу предельно допустимые нормы выбросов, сбросов отходов загрязняющих веществ; планируются природоохранные мероприятия и оценивается их эффективность; контролируется и оценивается уровень соблюдения заводом законодательств, норм и правил в области охраны природы.
6.3 Защита населения и территории в чрезвычайных ситуациях
Организация и проведение оценки устойчивости объекта экономики к воздействию аварийно химически опасных веществ в результате аварии. Разработка мероприятий по повышению устойчивости.
6.3.1 Разработка словесной модели исследуемой ситуации
Словесная модель: участковая станция «В-1», входящая в состав Орского отделения Южно Уральской железной дороги. Станция расположена на слабопересеченной лесистой местности. На территории станции и в непосредственной близости от нее, на удалении 200-250 метров, размещаются жилые дома железнодорожников и городской микрорайон с населением около двух тысяч человек. Станция выполняет функциональные задачи с установленными объемами грузовой и коммерческой работы, в соответствии с коммерческим графиком движения поездов. Севернее станции на удалении 750 метров расположен завод по ремонту и обслуживанию снегоуборочных машин. В состав завода входят следующие подразделения:
- главный производственный корпус;
- корпус по покраске машин;
- гараж;
- заводоуправленческое здание;
- склады.
Таблица 6.1 - Перечень функциональных подразделений участковой станции и завода по ремонту снегоуборочных машин
|
№ |
Наименование подразделения |
Количество ра- бочих и служа- щих в подразде- лении по штату |
Количество пассажиров, находящихся на объекте |
Удаление от Г.Ц.С. (на-правление удаления в град.), м |
|
1 |
Административно-хозяйственное здание |
35 |
20 |
90,50 |
|
2 |
Пассажирское здание |
8 |
6 |
Г.Ц.С. |
|
3 |
Товарная контора |
14 |
0 |
270 ,260 |
|
4 |
Тяговая подстанция |
10 |
0 |
250, 1000 |
|
5 |
Водонапорная башня |
9 |
0 |
270, 50 |
|
6 |
Пост ЭЦ |
4 |
0 |
90,50 |
|
7 |
Компрессорная |
2 |
0 |
115,750 |
|
8 |
Жилые дома железнодорожников |
92 |
0 |
155,600 |
|
9 |
Городской микрорайон |
2000 |
0 |
155, 1550 |
|
10 |
Завод по ремонту снегоубо рочных машин |
168 |
0 |
10,1750 |
Юго-западнее завода на удалении 1750 м, (направление удаления 225° (азимут)) расположен химически опасный объект (водозабор №2). На данном ХОО в качестве вещества, применяемого для обеззараживания воды, используется хлор. Общая емкость системы хранения и подачи хлора в цех обеззараживания воды составляет 80 м3. Хранение хлора на объекте организовано на открытой площадке в обвалованных резервуарах емкостью 25 м3. Общая емкость хранилища хлора составляет 70 м3.
10 января в 12 часов 30 минут на химически опасном объекте в результате взрыва по не установленным причинам произошел выброс и разлив из пяти емкостей.
На 12 января в районе станции по данным гидрометеоцентра сложилась следующая метеообстановка:
- состояние вертикальной устойчивости воздуха - «изотермия»;
- направление среднего ветра 225°;
- скорость среднего ветра- 1м/с;
- температура окружающего воздуха составляет минус 26 ° С.
По данным, представленным заместителем председателя КЧС станции и завода, известно, что обеспеченность противогазами рабочей смены станции и завода составляет 100%, обеспеченность рабочей смены коллективными средствами защиты 100%. Обеспеченность остального персонала станции, завода и членов семей составляет: противогазами - 0 %, защитными сооружениями - 0%. Численность членов семей персонала составляет 300% от численности персонала станции. Персонал и члены семей проживают в малоэтажных жилых домах на территории станции.
Разработанная графическая модель принятой к исследованию ситуации представлена на рисунке.
Требуется в кратчайшее время выполнить прогноз развития чрезвычайной ситуации, оценить сложившуюся обстановку (степень поражения и возможные потери персонала), выработать мероприятия по минимизации потерь и ликвидации последствий чрезвычайной ситуации.
6.3.2 Разработка организационно-штатной структуры завода
В целях осуществления прогноза и оценки принятой к исследованию ситуации примем типовую организационно-штатную структуру станции и завода.
Таблица 6.2 - Примерная организационно-штатная структура станции и завода.
|
№ п/п |
Наименование элемента станции, размещенного в нем подразделения и должности персонала станции и завода |
Количество по штатному расписанию |
||||
|
1 |
Административно - хозяйственное здание |
- |
||||
|
1.1 |
Управление станции |
1 |
||||
|
1.2 |
Начальник станции |
1 |
||||
|
1.3 |
Зам. начальника станции |
1 |
||||
|
1.4 |
Зам. начальника станции по грузовой работе |
1 |
||||
|
1.5 |
Главный инженер |
1 |
||||
|
1.6 |
Инженер по охране труда |
1 |
||||
|
1.7 |
Инженер по безопасности движения |
1 |
||||
|
1.8 |
Начальник отдела кадров |
1 |
||||
|
1.9 |
Начальник штаба ГО ЧС |
1 |
||||
|
1.10 |
Главный бухгалтер |
1 |
||||
|
1.11 |
Главный экономист |
1 |
||||
|
1.12 |
Специалисты |
- |
||||
|
Продолжение табл. 6.2 |
||||||
|
1.13 |
Нормировщик |
1 |
||||
|
1.14 |
Бухгалтер |
1 |
||||
|
1.15 |
Кассир |
1 |
||||
|
1.16 |
Расчетчица |
1 |
||||
|
1.17 |
Экономист |
1 |
||||
|
1.18 |
Секретарь |
1 |
||||
|
1.19 |
Дежурная служба |
- |
||||
|
1.20 |
Дежурный по станции |
5 |
||||
|
1.21 |
Оператор при дежурном по станции |
4 |
||||
|
1.22 |
Маневровый диспетчер |
3 |
||||
|
1.23 |
Хозяйственное подразделение |
- |
||||
|
1.24 |
Заведующий хозяйством |
1 |
||||
|
1.25 |
Уборщица |
1 |
||||
|
1.26 |
Сантехник |
4 |
||||
|
1.27 |
Электромонтер |
2 |
||||
|
2 |
Пассажирские здания |
- |
||||
|
2.1 |
Начальник вокзала |
1 |
||||
|
2.2 |
Кассир |
6 |
||||
|
2.3 |
Уборщица |
1 |
||||
|
3 |
Товарная контора |
- |
||||
|
3.1 |
Старший бухгалтер |
1 |
||||
|
3.2 |
Оператор |
4 |
||||
|
3.3 |
Грузовой диспетчер |
3 |
||||
|
3.4 |
Приемосдатчики |
5 |
||||
|
3.5 |
Уборщица |
1 |
||||
|
4 |
Пост ЭЦ |
- |
||||
|
4.1 |
Оператор поста централизации |
4 |
||||
|
5 |
Компрессорная |
- |
||||
|
5.1 |
Слесарь наладчик компрессорной станции |
2 |
||||
|
Продолжение табл. 6.2 |
||||||
|
|
Итого |
74 |
||||
Завод по ремонту снегоуборочных машин |
||||||
|
1 |
Главный производственный корпус |
- |
||||
|
1.1 |
Слесари |
90 |
||||
|
1.2 |
Токари |
11 |
||||
|
1.3 |
Кузнецы |
5 |
||||
|
1.4 |
Маляры |
5 |
||||
|
1.5 |
Сварщики |
10 |
||||
|
2 |
Здание заводоуправления |
- |
||||
|
2.1 |
Инженерно-технические рабочие |
26 |
||||
|
2.2 |
Счетно-конторский персонал |
10 |
||||
|
2.3 |
Младший обслуживающий персонал |
7 |
||||
|
3 |
Охрана |
3 |
||||
|
4 |
Склады |
- |
||||
|
4.1 |
Кладовщицы |
4 |
||||
|
5 |
Водители |
7 |
||||
|
- |
Итого |
168 |
||||
6.3.3 Разработка порядка работы в исследуемой ситуации органов PC ЧС или штаба ГО
При разработке данного раздела дипломного проекта необходимо исходить из того, что данный объем работы выполняется КЧС объекта экономики в условиях первого режима функционирования PC ЧС. Данный режим характеризуется тем, что он включает обычный производственный период, когда отсутствует прогноз на возникновение ЧС и сами чрезвычайные ситуации. В соответствии с положением об объектовой комиссии по чрезвычайным ситуациям, ее важнейшими задачами являются задачи по планированию и осуществлению мероприятий по предупреждению чрезвычайных ситуаций, уменьшению ущерба, организации контроля и наблюдения за окружающей средой и опасными производствами, прогнозирование и оценка возможности возникновения ЧС.
В целях выполнения мероприятий, определенных данным планом, председателем КЧС станции и завода является начальник станции.
Данный рабочий аппарат призван выполнить установленный объем работы по оценке существующих рисков, источником которых могут быть как объекты станции, так и другие объекты экономики, расположенные на прилегающей территории, прогнозирование возможных чрезвычайных ситуаций, оценке устойчивости станции и завода к данным видам поражающих факторов и выработке комплекса мероприятий, позволяющих снизить или исключить негативные последствия.
В соответствии с установленным порядком выполнения поставленных задач разрабатывается план-график выполнения мероприятий рабочим аппаратом КЧС.
Таблица 6.3 - Предлагаемый вариант работы КЧС станции и завода при выполнении прогнозирования и оценки устойчивости объектов станции и завода
|
№ п/п |
Перечень основных мероприятий
|
Выде- ленное время суток |
Периоды выполнения мероприятий,сутки |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||||
|
|
|
|
|
|
|
|
|
|
|
||||
|
1 |
Заседание КЧС. Назначение рабочего аппарата |
|
* |
|
|
|
|
|
|
|
|
|
|
|
2 |
Постановка задач рабочему персоналу |
|
* |
|
|
|
|
|
|
|
|
|
|
|
3 |
Проведение занятий с членами рабочего аппарата по тематике предстоящей работы |
|
* |
* |
* |
* |
|
|
|
|
|
|
|
|
4 |
Прием зачетов у членов рабочего аппарата |
|
|
|
* |
|
|
|
|
|
|
|
|
|
Продолжение таблицы 6.3 |
|||||||||||||
|
5 |
Определение существующих источников риска возникновения ЧС |
|
|
|
* |
* |
|
|
|
|
|
|
|
|
6 |
Нанесение источников риска возникновения ЧС на карту и план-схему объекта экономики |
|
|
|
|
* |
* |
* |
|
|
|
|
|
|
7 |
Определение характеристик инженерно-технического комплекса объекта экономики и их минимальных значений устойчивости к поражающим факторам |
|
|
|
|
* |
* |
* |
|
|
|
|
|
|
8 |
Определение характеристик инженерно-технического комплекса объекта экономики и их минимальных значений устойчивости к поражающим факторам |
|
|
|
|
|
|
* |
* |
|
|
|
|
|
9 |
Подбор или разработка необходимых методик для оценки устойчивости инженерно-технического комплекса и персонала объекта экономики |
|
|
|
|
|
|
* |
* |
|
|
|
|
|
10 |
Сбор и подготовка исходных данных для оценки устойчивости объекта экономики |
|
|
|
|
|
|
* |
* |
* |
|
|
|
|
11 |
Оценка устойчивости объекта экономики к определенным поражающим факторам |
|
|
|
|
|
|
|
* |
* |
* |
|
|
|
Продолжение таблицы 6.3 |
|||||||||||||
|
12 |
Подготовка выводов по результатам оценки устойчивости объекта |
|
|
|
|
|
|
|
|
* |
* |
|
|
|
13 |
Доклад результатов работы рабочего аппарата по оценке устойчивости объекта экономики |
|
|
|
|
|
|
|
|
|
|
* |
|
|
14 |
Выработка мероприятий, направленных на повышение устойчивости объекта экономики |
|
|
|
|
|
|
|
* |
* |
|
|
|
|
15 |
Подготовка докладной записки по результатам оценки устойчивости и выработанным мероприятиям по ее повышению |
|
|
|
|
|
|
|
|
|
* |
* |
|
|
16 |
Разработка плана работ по повышению устойчивости объекта экономики в соответствии с определенными источниками финансирования и их объемами |
|
* |
* |
|
|
|
|
|
|
|
|
|
6.3.4 Краткая характеристика аварийно химически опасного вещества (ХЛОР)
Аварийно химически опасное вещество (АХОВ) - это новое понятие, присвоенное группе опасных химических веществ, которые ранее назывались сильнодействующими ядовитыми веществами. Изменение аббревиатуры связано с необходимостью расширения данного понятия, которое необходимо в связи с ужесточением требований к безопасности жизнедеятельности человека. В рамках выполняемой работы рассматривается наиболее широко применяемый в производстве АХОВ - хлор. Хлор - зеленовато-желтый газ с резким раздражающим запахом, в 2,5 раза тяжелее воздуха. Может скапливаться в низких участках местности. Мало растворим в воде (0,07%), хорошо в некоторых органических растворителях. Температура кипения - 34, ГС, плавления -10ГС, негорюч, но пожароопасен в контакте с горючими материалами. Находит широкое применение в промышленности, в том числе для отбеливания тканей и бумажной массы, в производстве пластмасс, каучуков, инсектицидов, растворителей, в цветной металлургии, а также в коммунально-бытовом хозяйстве для обеззараживания питьевой воды. Ежегодно потребление хлора в мире исчисляется десятками миллионов тонн. В первую мировую войну применялся в качестве отравляющего вещества. При воздействии на организм поражает дыхательную систему. ПДК в рабочих помещениях 0,001 г/м , поражающая концентрация 0,01 мл/л при экспозиции 1 час. Защиту органов дыхания обеспечивают промышленные фильтрующие противогазы марок АБКФ, МКФ, В, Е, Г, и гражданские - типа ГП-5, ГП-7, при высокой концентрации фильтрующие противогазы.
При проведении работ по ликвидации проливов необходимо использовать изолирующие противогазы и средства защиты кожи.
6.3.5 Прогнозирование и оценка устойчивости объекта экономики в условиях заражения его территории хлором
Определение размеров и площади зоны химического заражения.
В целях прогнозирования и определения возможных очагов поражения на территории станции и завода по ремонту снегоуборочных машин необходимо найти площадь зоны химического поражения и определить, какие объекты завода попадают в данную зону. Искомая площадь зоны в оперативных расчетах с учетом прогноза может приниматься как площадь равнобедренного треугольника. Для определения площади равнобедренного треугольника необходимо определить его глубину (высоту) и ширину (основание). Для определения данных величин воспользуемся существующими зависимостями.
Глубину зоны поражения с заданной концентрацией и временем действия АХОВ определяем по известной зависимости:
, м
где D - токсикодоза, мг·мин/л
D = С · Т , где С - концентрация вещества , мг/л
Т - время воздействия АХОВ, мин
Q - количество АХОВ, кг
V - скорость приземного ветра, м/с.
Токсикодоза со смертельным поражением до 50% персонала без средств защиты:
Dcm = 0,1 · 60 = 6 мг·мин/л
Токсикодоза со степенью поражения средней тяжести у 50% персонала без средств защиты:
Dcpт = 0,6·60 = 3,6 мг·мин/л
Глубина зоны поражения со степенью поражения не ниже смертельного будет равна:
м
Глубина зоны поражения со степенью поражения не ниже средней степени тяжести:
м
Ширина зоны химического заражения при изотермии определяется:
Ш = 0,15·Г.
Таким образом, ширина зоны поражения со смертельной токсикодозой будет равна:
Ш = 0,15 · 13318= 1997 м.
Ширина зоны поражения с токсикодозой средней степени тяжести:
Ш = 0,15- 18721= 2808 м.
Площадь зоны поражения, образовавшейся в результате аварии, будет равна:
, м2
где Г - глубина зоны поражения,
Ш - ширина зоны поражения.
Площадь зоны поражения со смертельной токсикодозой:
S = 0,5 · 13318 · 1997 = 13,301 км2
Площадь зоны поражения с токсикодозой средней степени тяжести:
S = 0,5 · 18721 · 2808 = 26,284 км2
В целях определения ресурса времени у КЧС объекта экономики на принятие мер по оповещению персонала, укрытию его или выводу из зоны поражения, необходимо найти время подхода облака к объекту экономики. Его определяем по зависимости:
, мин
где R - расстояние до объекта, м
V - скорость приземного ветра, м/с
Т= 1750/60 = 29 мин.
Для определения действия паров хлора на территории объекта экономики необходимо знать время испарения жидкости.
, т/мин
где S - площадь разлива АХОВ, м2
Ps - давление насыщенного пара, к Па
М - молекулярная масса жидкости
V - скорость приземного ветра, м/с
Площадь разлива определяем по формуле
S = В/Т , м2
где - В - объем жидкости, разлитой по поверхности земли, м3,
Т - толщина слоя жидкости на поверхности земли при ее свободном разливе при аварии (принимается 0,05 м)
S =125/0,05 = 2500 м2.
т/ч
Определив необходимые исходные данные, наносим зоны поражения, образовавшиеся в результате аварии, на графическую модель исследуемой ситуации. Определяем какие элементы объекта экономики попали в данные зоны и на них образовались очаги поражения. В этих очагах при отсутствии оповещения и непринятия действенных мер по защите персонала будут наблюдаться потери рабочих и служащих.
Количественные характеристики потерь рабочих и служащих определяются табличным методом с использованием следующей таблицы 6.4.
Таблица 6.4 - Возможные потери рабочих, служащих и населения от АХОВ в очагах поражения в %
|
№ п/п |
Условия нахождения людей |
Без противогазов |
Обеспеченность людей противогазами, % |
||||||||
|
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|||
|
1 |
На открытой местности |
90-100 |
75 |
65 |
58 |
50 |
40 |
35 |
25 |
18 |
10 |
|
2 |
В простейших укрытиях и зданиях |
50 |
40 |
35 |
30 |
27 |
22 |
18 |
14 |
9 |
4 |
Примечание: Ориентировочная структура потерь людей в очагах поражения составит в %, легкой степени - 25, средней и тяжелой степени (с потерей трудоспособности не менее чем на две-три недели и нуждающихся в госпитализации) - 40, со смертельным исходом - 35.
Полученные данные, количество и структуру потерь сведем в таблицу 6.5.
Таблица 6.5 - Количество и структура потерь рабочих и служащих, оказавшихся в очагах поражения в результате аварии на ХОО
|
№ п/п
|
Категории рабочих и служащих, оказавшихся в очаге поражения
|
Количество потерь |
Всего
|
||
|
Легкая степень |
Средняя итяжелая степень |
Безвозвратные |
|||
|
1 |
Слесари |
2 |
2 |
|
5 |
|
2 |
Токари |
1 |
1 |
|
3 |
|
3 |
Кузнецы |
1 |
1 |
0 |
2 |
|
4 |
Маляры |
1 |
1 |
|
3 |
|
5 |
Сварщики |
1 |
1 |
|
3 |
|
6 |
Инженерно-технические работники |
1 |
1 |
|
3 |
|
7 |
Счетно-конторский персонал |
1 |
1 |
|
3 |
|
8 |
Младший обслуживающий персонал |
0 |
0 |
|
1 |
|
9 |
Охрана |
1 |
1 |
|
3 |
|
10 |
Кладовщики |
0 |
0 |
|
1 |
|
11 |
Водители |
1 |
1 |
|
3 |
|
12 |
Всего |
- |
- |
- |
30 |
Выводы по результатам прогнозирования и оценки устойчивости инженерно-технического комплекса и персонала станции к воздействию поражающих факторов АХОВ.
- Важнейшим фактором, определяющим устойчивость рабочих, служащих и членов их семей от воздействия АХОВ является своевременное оповещение и наличие индивидуальных и коллективных средств защиты для всех категорий населения.
- Важнейшее место занимает обученность и натренированность населения к действиям в условиях химического заражения местности.
6.3.6 Разработка мероприятий по повышению устойчивости объекта экономики к воздействию АХОВ
В целях повышения устойчивости рассматриваемого объекта экономики к воздействию поражающих факторов, возникающих в ходе аварии на ХОО, необходимо разработать и внедрить комплекс мер, включающих в себя организационные и инженерно-технические мероприятия. К данным мероприятиям можно отнести следующие:
- Создание территориальной и локальной системы мониторинга окружающей среды и воздушного пространства.
- Создание территориальной и локальной системы оповещения об угрозе ЧС, либо самого ЧС.
- Создание системы защитных сооружений, как на территории предприятий экономики, так и на территории жилых районов.
- Создание запасов индивидуальных средств защиты и широкое их использование как в условиях производственной деятельности рабочих и служащих, так и в условиях ЧС мирного времени.
- Заблаговременная оценка устойчивости объекта экономики к поражающим факторам конкретных чрезвычайных ситуаций.
- Выполнение заблаговременного планирования действий управленческого аппарата, рабочих и служащих в условиях угрозы и возникновения ЧС.
- Проведение систематических тренировок работающего персонала действиям по сигналам оповещения.
- Повышение квалификации и ответственности рабочих, деятельность которых связана с обслуживанием систем, содержащих АХОВ.
- Создание и подготовка специальных формирований и команд, предназначенных к действиям по спасению населения из очагов поражения.
- Максимальное сокращение запасов АХОВ на объекте экономики и вынос данных объектов из городских зон и мест проживания людей.
- Разработка новых технических средств хранения и транспортировки АХОВ, исключающих случаи выбросов и истечения АХОВ на грунт и атмосферу.
- Разработка новых технологий, исключающих применение АХОВ в производстве и др.
7 Обеспечение безопасности движения
7.1 Виды, сроки и порядок проведения технических осмотров моторно-рельсового транспорта
Для моторно-рельсового транспорта несъемного типа, кроме аварийно-восстановительных дрезин устанавливается два вида технического осмотра: ежесменный технический осмотр; годовой контрольно-технический осмотр.
Ежесменный технический осмотр производится машинистом, помощником. Выезд машины без выполнения ежесменного технического осмотра запрещается.
При ежесменном техническом осмотре производится:
- внешний осмотр, проверка состояния болтовых соединений крепления установок, агрегатов и узлов, контактных соединений электрооборудования, наличие шплинтовки;
- осмотр рессорного подвешивания, буксовых узлов, автосцепного устройства, колесных пар;
- проверка исправности настила, запорных и стопорных механизмов;
- осмотр генератора электростанции, электродвигателей и коммутирующей аппаратуры;
- осмотр трансмиссии, карданных соединений, осевых редукторов и реактивных тяг, цепей и звездочек цепных соединительных муфт;
- проверка состояния и натяжения приводных ремней;
- проверка уровня охлаждающей жидкости в радиаторе и герметичности системы охлаждения;
- составление акта годового контрольно-технического осмотра, удостоверяющего годность машины к эксплуатации.
Для аварийно-восстановительных дрезин и автомотрис устанавливается три вида технического осмотра:
- ежесменный технический осмотр;
- ежемесячный технический осмотр;
- годовой контрольно-технический осмотр.
Ежесменный технический осмотр производится машинистом. Выезд машины без проведения ежесменного технического осмотра запрещается.
Проверки, которые осуществляются при ежесменном техническом осмотре, рассмотрены ранее. Проводится также поверка уровня топлива в аварийном баке; внешний осмотр изолирующих элементов переходных и рабочих площадок; в зимнее время - проверка гололедно-очистительного устройства.
Ежемесячный контрольно-технический осмотр производится обслуживающим персоналом машины и лицом, ответственным за эксплуатацию и содержание моторно-рельсового транспорта дистанции контактной сети. При ежемесячном контрольно-техническом осмотре выполняются все работы, предусмотренные при ежесменном техническом осмотре, а также:
- проверка работы электрических машин;
- проверка наличия монтажных приспособлений, инструмента, материалов, запасных частей и оборудования согласно перечню, утвержденному соответствующей службой железной дороги;
- проверка исправности заземляющей штанги.
- осмотр, запуск и проверка действия силовой установки, основных механизмов и агрегатов их приводов и систем управления;
- проверка исправности звуковой и световой сигнализации;
- проверка, подготовка и опробование тормозного оборудования в соответствии с инструкцией по эксплуатации машины и инструкцией по эксплуатации тормозов подвижного состава железных дорог.
При этом обслуживающий персонал обязан:
-проверить давление в главных резервуарах при автоматическом возобновлении работы компрессора и его отключении регулятором, которое должно быть в пределах 5...8 кгс/см . Допускаемое отклонение ± 0,2 кгс/см для машин, оборудованных автоматическим и прямодействующим тормозом.
Давление в главном резервуаре машин, оборудованных только прямо-действующим тормозом, должно быть не менее 4 кгс/см2 .
Убедившись, что компрессор после запуска работает нормально, ручки разобщительных кранов тормоза находятся в соответствующих положениях, автоматический тормоз включен на соответствующий режим, проверить величину зарядного давления и тормозной магистрали, величину утечки воздуха в тормозной сети , работу крана машиниста, а кран вспомогательного тормоза проверить на величину предельного давления в тормозных цилиндрах при полном торможении. Плотность тормозной сети машин, оборудованных автоматическим тормозом, проверить с нормального зарядного давления 5,0...5,2 кгс/см2 . Для проверки перекрыть кран двойной тяги или комбинированный кран и наблюдать за падением давления по манометру: падение давления допускается не более 0,2 кгс/см в одну минуту. Выход штока тормозного цилиндра при давлении в нем 3,8.. .4,0 кгс/см должен быть в пределах 75... 100 мм, при других величинах выхода штока рычажная передача должна быть отрегулирована. Плотность магистрали прямодействующего тормоза проверить при давлении в тормозном цилиндре 3,5 кгс/см с постановкой крана вспомогательного тормоза в перекрышу; при этом падение давления в магистрали прямодействующего тормоза должно быть не более 0,2 кгс/см в одну минуту;
- проверить толщину тормозных колодок, величина которых в эксплуатации допускается не менее 10 мм; выход тормозных колодок за наружную поверхность бандажа в эксплуатации допускается не более 10 мм; колодки подлежат замене при достижении предельной толщины, наличии по всей ширине колодки трещин, при клиновидном износе колодки, если наименьшая допускаемая толщина находится от тонкого торца колодки на расстоянии 50 мм и более;
- проверить чувствительность автотормозов машины путем снижения давления в магистрали краном машиниста в один прием на 0,5...0,6 кгс/см2, при этом воздухораспределители должны сработать и не давать самопроизвольного отпуска, после торможения необходимо убедиться в выходе штока тормозного цилиндра. Проверить чувствительность автотормозов к отпуску путем постановки ручки крана машиниста в поездное положение, при котором тормоз должен отпустить, а колодки отойти от колес. Проверить вспомогательный тормоз на максимальное давление в тормозной магистрали. Это давление должно быть 3,8...4,0 кгс/см .
- Кран машиниста автоматического тормоза при поездном положении отрегулировать на поддержание давления в магистрали 5,0...5,2 кгс/см;
- после прогрева и проверки действия пневмосистемы слить через спускные краны конденсат из воздушных резервуаров и влагомаслоотделителя;
- осмотр соединений выхлопного тракта двигателя и глушителя;
- проверка комплектности инструмента, запасных частей, инвентаря, сигнальных приборов и принадлежностей;
- осмотр шунтирующего устройства;
- в зимний период - осмотр и проверка действия устройств подогрева охлаждающей жидкости и масла силовой установки;
- предрейсовая проверка поездной радиосвязи путем вызова машинистом дежурного по станции.
При годовом контрольно - техническом осмотре, осуществляемом согласно настоящей инструкции производится:
- осмотр внешнего вида, проверка качества окраски, наличия установленных надписей, отличительных знаков, дат проверок и технических освидетельствований;
- выполнение всех требований, которые осуществляются при ежесменном техническом осмотре;
- проверка устройств поездной радиосвязи в контрольно-ремонтном пункте ШЧ со снятием блоков радиостанции с машины;
- проверка работы двигателя, агрегатов и механизмов на холостом ходу и под нагрузкой;
- ревизия тормозных цилиндров с извлечением поршней, проверкой состояния манжет, очисткой и смазкой манжет и внутренней поверхности цилиндров, заменой дефектных манжет и испытанием цилиндров после сборки на плотность;
- замер фактического тормозного пути при пробной поездке и сопоставление результатов замера с паспортными данными;
- проверка в буксовых узлах продольных и поперечных зазоров между наличниками буксовых направляющих и буксами;
- испытание изоляции переходных и рабочих площадок;
- проверка исправности шунтирующего устройства и надежности шунтирования рельсовых цепей колесными парами;
- проверка правильности заполнения журнала учета работ и периодических технических обслуживании, журнала учета и проверки защитных средств;
- проверка наличия годового плана технической учебы машинистов и помощников, ведение журнала технической учебы;
- пробная поездка;
8 Патентный поиск
Патентные исследования - комплекс работ, являющихся основой творческого процесса при решении научно-технических задач и разработке объектов новой техники, заключающийся в грамотном использовании патентной и научно-технической информации на каждой стадии проектирования.
Патентная информация является информацией номер один, так как она:
- уникальна патентными фондами (16 млн. описаний изобретений);
- содержит широкий тематический охват (свыше 600 классов и подклассов информации);
- многоаспектна (содержит технические, правовые, экономические
данные);
- достоверна (публикации предшествуют выводы государственной экспертизы);
- упорядочена (сквозная нумерация охранных документов).
8.1 Регламент поиска.
|
Наименование способа, устройства или конструкции |
мки |
|
Стенд для испытания двигателей внутреннего сгорания |
G 01 М 15/00 |
Патентная информация и техническая литература, используемая при патентном поиске:
По СССР и России - полные описания к авторским свидетельствам и петентам с 1975 по 2009 годы;
По США, Франции, ФРГ, Японии - реферативные издания «Изобретения стран мира» за период с 1980 - 1989 годы.
Таблица 8.1 - Авторские свидетельства и патенты, отобранные в результате патентного поиска
|
Страна |
мки |
№ авторского свидетельства и патента |
Дата публикации |
Авторы изоб-ретения и заявления (фирма) |
Наименование изобретения |
Положительный эффект и отличительные признаки |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
СССР |
G01M15/00 |
558194 |
15.05.77 |
С.Я.Фаниленко В.Т.Загоруйко А.Е.Пронкевич В.Я.Баранов С.Д.Малкин Ленинградское производственное объединение «Ленаавторемонт» и Ленинградский филиал научно-исследовательского института автомобильного транспорта |
Стенд для испытания двигателя внутреннего сгорания |
Стенд для испытания двигателя внутреннего сгорания, содержащий соединенные с валом испытуемого двигателя датчик скорости и нагрузочное устройство, выполненное в виде электрической машины с фаз- ным или короткозамкнутым ротором, в цепь статора которой включены транформатор и последовательно соединенные измеритель активной мощности, измеритель потерь в статоре, подключенный к трансформатору тока; и регулятор, отличающийся тем, что, с целью повышения точности и расширения области применения путем учета измерения коэффициента потерь от частоты |
Продолжение таблицы 8.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
вращения вала, к измерителю потерь в статоре подключен измеритель электрических потерь ротора через измеритель механических потерь |
|
СССР |
GO 1 Ml 5/00 |
759894 |
30.08.80 |
В.Т.Загоруйко В.Е.Хайскис А.Е.Пронкевич В.А.Педько Коломенский тепловозостроительный завод им. В .В Куйбышева |
Стенд для испытания двигателя внутреннего сгорания |
Стенд для испытания двигателя внутреннего сгорания, содержащий нагрузочные устройства, выполненные в виде электрической машины постоянного тока, измеритель тока якоря, датчик частоты вращения, блок умножения, вычислитель момента механических потерь и сумматор, причем измеритель тока якоря подключен к блоку умножения, а датчик частоты вращения через вычислитель момента механических потерь связан с одним из входов сумматора, отличающийся тем, что, с целью повышения точности измерения момента путем учета погреш- |
Продолжение таблицы 8.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
ностей в цепи возбуждения, стенд дополнительно содержит регулятор тока возбуждения и программный блок, связанный со входами регулятора тока возбуждения и измеритель отклонения. |
|
СССР |
G01M15/00 |
968668 |
23.10.82 |
Ю.Н.Филин Государственный Всесоюзный научно-исследовательский технологический институт ремонта и эксплуатации машинно-тракторного парка |
Стенд для испытания двигателей внутреннего сгорания |
Стенд для испытания двигателей внутреннего сгорания, содержащий электрическую машину, вал которой выполнен с возможностью соединения с испытуемым двигателем, которая соединена с питающей сетью через тиристорный преобразователь, к управляющему входу которого через усилитель подключен блок сравнения, датчик скорости вращения, отличающийся тем, что, с целью обеспечения возможности имитации условий работы двигателя на транспортном средстве в него введены |
Продолжение таблицы 8.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
маховик, задатчик нагрузки и блок нелинейности, причем электрическая машина выполнена в виде машины постоянного тока с независимым возбуждением |
|
СССР |
G01M15/00 |
1467425 |
23.03.89 |
М.М Красношапка Г.А.Коваленко Д.М.Красношапка И.И. Палыга В.М. Станов Московский автомобильный дорожный институт |
Стенд для испытания двигателей внутреннего сгорания |
Стенд для испытания двигателей внутреннего сгорания, содержащий одноякорный преобразователь, регулятор напряжения, переключатель режима работы и синхронизирующее устройство, причем одноякорный преобразователь через переключатель режима работы соединен с регулятором напряжения и синхронизирующим устройством, включенными в сеть электрического тока, отличающиеся тем, что с целью повышения эффективности испытания стенд дополнительно содержит машину постоянного тока, коллектор |
Продолжение таблицы 8.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
которой через выключатель соединен с коллектором одноякорного преобразователя. |
Вывод: Изучая патентную и техническую литературу по вопросу испытания двигателя внутреннего сгорания на заводе по ремонту путевых машин за период с 1975 по 2009 год, было выявлено, что аналогов по данному изобретению, кроме как в СССР не обнаружено ни в одной из зарубежных стран мира.
Отечественные разработки направлены на повышение точности испытания и расширения области применения (авторское свидетельство 558 194).
Обеспечение возможности имитации условий работы двигателя (авторское свидетельство 968668), повышение точности измерения момента (авторское свидетельство 1467425).
В процессе патентного поиска было выявлено, что наилучшим изобретением по вопросу испытания двигателей внутреннего сгорания, является авторское свидетельство 1467425, опубликованное в 1989 году. Авторами изобретения, которое называется «Стенд для испытания двигателей внутреннего сгорания», являются М.М. Красношапка, Г.А. Коваленко, Д.М. Красношап-ка, И.Н. Палыга и В.М. Степанов.
Преимущественное отличие данного изобретения от других описанных изобретений, состоит в том, что этот стенд позволяет повысить эффективность испытания за счет гарантированного, плавного, управляемого пуска двигателя внутреннего сгорания и осуществляет режим холодной обкатки при любом значении момента трения двигателя внутреннего сгорания.
В данном дипломном проекте по проектированию завода по ремонту и обслуживанию снегоуборочных машин рекомендую использовать стенд для испытания двигателей внутреннего сгорания, описанный в авторском свидетельстве 1467425, опубликованном 23.03.89 года.
ЗАКЛЮЧЕНИЕ
В дипломном проекте в соответствии с заданием было проведено проектирование завода по ремонту и обслуживанию снегоуборочных машин.
Произведен расчет количества рабочих и служащих, а также площадей участков производственного корпуса с последующей его планировкой. Разработан генеральный план завода. Произведена разработка участка по ремонту ходовых тележек снегоуборочных машин.
В дипломном проекте представлена модернизация ходовых тележек, а также рассмотрены процессы деффектации деталей ходовых тележек. Рассмотрен стенд для испытания триангелей.
В дипломном проекте рассмотрены вопросы обеспечения безопасности и жизнедеятельности в чрезвычайных ситуациях, вопросы охраны труда и охраны окружающей среды при проведении технологического процесса. Также был проведен расчет затрат на осуществление мероприятий по охране труда.
Для определения эффективности работы проектируемого завода произведен расчет основных экономических показателей: себестоимости, прибыли и рентабельности. Рентабельность составляет 11,8%.
Список используемой литературы
- Методические указания по оформлению дипломного проекта для студентов специальности 170900. В.Н.Самохвалов, З.Н. Сосевич. - Самара. СамИИТ, 2000 г.- 20 с.
- Зеленков Г.И., Колясинский Б.С. Проектирование предприятий по ремонту дорожно-строительных машин. М. Высшая школа, 1971 г. - 240 с.
- Альбрект В.Г., Дановский Л.М. Путевые работы и машины. - М. Транспорт, 1969 г. - 288 с.
- Мамаев B.C., Осипов Е.Г. Основы проектирования машиностроительных заводов. - М. Машиностроение, 1974 - 290 с.
- Бабусенко СМ. Проектирование ремонтных предприятий. - М. Колос, 1991 г.-295 с.
- Саньков В.М. Курсовое и дипломное проектирование по эксплуатации и ремонту мелиоративных и строительных машин. - М.Агропромиздат, 1989 г.- 199 с.
- Чекмарев А.А., Осипов В.К. Справочник по машиностроительному черчению. - М. 1994 г.
- Дубенко О.Я., Шевченко А.И. Технология производства и ремонта строительных, путевых и погрузочно-разгрузочных машин. Учебное пособие. - Ростов на Дону РГОТУПС, 1997 г. - 84 с.
- ГОСТ 2.105-79 ЕСКД. Общие требования к текстовым документам.
- ГОСТ 2.106-68 ЕСКД. Текстовые документы.
- ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам.
- ГОСТ Система проектной документации для строительства СПДС. М., 1977-1993.
- Сафронов Н.А. Экономика предприятия. - М. Юрист, 2002 г.- 607 с.
- Грузинов В.П., Грибов В.Д. Экономика предприятия. - М. Финансы и статистика, 2001 /!- 207 с.
- Савицкая Г.В. Анализ хозяйственной деятельности предприятия. -Минск. Новое знание, 2001 г. - 231 с.
- Сибарова Ю.Г. Охрана труда на железнодорожном транспорте. - М. Транспорт, 1981-287 с.
- Крутяков СВ. Охрана труда в транспортном строительстве. - М. Транспорт, 1993 г. - 293 с.
- Опасные и вредные производственные факторы.Классификация. ГОСТ 12.1003-83 ССБТ-Введ. 01.11.78.
- Шум. Общие требования безопасности. ГОСТ 12.1003-83 ССБТ -Введ.01.07.84.
- Охрана природы. Экологический паспорт промышленного предприятия. Основные положения. ГОСТ 17.0004-90
- Голубев И.Р., Новиков Р.В. Окружающая среда и транспорт. -М.Транспорт, 1987/. - 207 с.
- Буралев В.А., Павлова Е.И. Безопасность жизнедеятельности на транспорте. - М. Транспорт, 1999/! - 199 с.
- Волков В.А., Ильин Г.Т. Гражданская оборона на железнодорожном транспорте. - М. Транспорт, 1987 f. - 272 с.
- Астаманюк В.Г. Гражданская оборона. - М. Высшая школа, 1986 К-207 с.
- Егоров П.Т. Гражданская оборона. - М. Высшая школа, 1977 Г. -303 с.
ПРИЛОЖЕНИЕ А
Перечень шаблонов для контроля размеров двухосной ходовой тележки.
|
№ п/п |
Наименование |
№ чертежа |
Завод-изготовитель |
|
1 |
Штанген базового размера |
Т914.01.000 |
«ОПРМЗ» |
|
2 |
Шаблон буксового проема |
Т914.03.000 |
«Деталинг» |
|
3 |
Шаблон направляющих буртов |
Т914.007 |
«Чиз» |
|
4 |
Шаблон надрессорной балки |
Т914.05.000 |
«Деталинг» |
|
5 |
Штанген подпятника |
Т914.06.000 |
«ОПРМЗ» |
|
6 |
Штанген высоты скольз. |
Т914.11.000 |
«Чиз» |
|
7 |
Шаблон фрикционного клина |
Т914.09.000 |
«ОПРМЗ» |
|
8 |
Шаблон максимальный |
Т447.003 |
«Чиз» |
|
9 |
Шаблон для контроля упорного ребра |
Т942.000.00 |
«Чиз» |
|
10 |
Шаблон для определения износа пятника |
ТК231 |
«ОПРМЗ» |
|
11 |
Толщинометр |
К0376-3209 |
«Деталинг» |
|
12 |
Скоба для замера скользунов по высоте |
Т914.05.000 |
«ОПРМЗ» |
|
13 |
Глубинометр |
КОЗ 76-3.207 |
«Чиз» |
|
14 |
Контрольный шаблон максимального шаблона |
447.004 |
«Деталинг» |
|
15 |
Штихмасс для замера пружир по высоте |
К0376-3.205 |
«ОПРМЗ» |
|
16 |
Шаблон для замера износа валиков рычажной передачи |
Т914.05.000 |
«Чиз» |
|
17 |
Калибр- пробка ПР-НЕ |
d42H14 |
«Деталинг» |
|
18 |
Шаблон длины триангеля |
Т542.05.000 |
«Деталинг» |
|
19 |
Калибр-пробка ПР-НЕ |
d40H14 |
«Деталинг» |
|
20 |
Калибр-кольцо резьбовой ПР |
M30x3,58d |
«Деталинг» |
|
21 |
Пробкаd134 |
К0376-1.214 |
«ОПРМЗ» |
Продолжение табл.
|
№ п/п |
Наименование |
№ чертежа |
Завод-изготови-тель |
|
22 |
Шаблон №6 для контроля диаметра отверстия в струне триангеля и ширины наконечника триангеля |
Т914.05.000 |
«Чиз» |
|
23 |
Приспособление для определения поло-жения клина относительно надрессорной балки |
Т914.19.000 |
«Деталинг» |
|
24 |
Шаблон №4 для проверки основных размеров подвески тормозного башмака |
Т542.03.000 |
«Чиз» |
|
25 |
Шаблон №3 для проверки отклонения от соосности отверстий и непараллельности ветвей подвесок тормозных башмаков |
Т542.03.000 |
«ОПРМЗ» |
|
26 |
Приспособление для измерения величины центральных скользунов |
Т914.15.000 |
«Деталинг» |
|
27 |
Шаблон №2 для проверки износов тормозного башмака в местах контакта его с колодкой |
Т542.02.000 |
«ОПРМЗ» |
|
28 |
Шаблон направляющих буртов |
|
|
ПРИЛОЖЕНИЕ Б
Перечень дефектов по которым надрессорные балки
подлежат браковке или ремонту
|
№ п/п |
Наимено- вание контролируемых зон |
Характер дефекта |
Браковочный признак |
Прини- маемые меры |
Средства и способ обна- ружения |
|
|
1
|
Верхний пояс (ВП)
|
Поперечные тре- щины |
Независимо от размера |
Брак |
ДФ103 Просканировать пояс в центральной части на длине 800 мм (400 мм в обе стороны от вертикальной оси) |
|
|
Продольные, на- клонные трещины
|
Суммарная длина 250 мм и более |
Брак |
||||
|
Суммарная длина менее 250 мм и непереходящие на наружный бурт подпятника |
Ремонт |
|||||
|
Поперечные трещиновидные литейные поверхностные дефекты |
Глубина 7 мм и более |
Брак |
Сканирование производится прямыми линиями параллельными и перпендику-лярными про- |
|||
|
Продольные, продольно-наклонные трещиновидные |
Суммарная длина 250 мм и более |
Брак |
|
№ п/п |
Наимено- вание контролируемых зон |
Характер дефекта |
Браковочный признак |
Прини- маемые меры |
Средства и способ обна- ружения |
|
|
|
|
литейные дефекты |
|
|
дольной оси балки. Расстояние между линиями 20 мм |
|
|
|
|
|
Суммарная длина менее 250 мм и непереходящие на наружный бурт подпятника |
Ремонт |
|
|
|
2
|
Техноло- гические отверстия верхнего пояса |
Продольные тре- щины от окна
|
Суммарной длиной более 250мм |
Брак |
Просканиро- вать одной ли- нией по конту-ру
|
|
|
Суммарная длина менее 250 мм и непереходящие на наружный бурт подпятника |
Ремонт |
|||||
|
3 |
Нижний |
Поперечные тре- |
Независимо |
Брак |
Просканиро- |
|
№ и/и |
Наимено- вание контролируемых зон |
Характер дефекта |
Браковочный признак |
Прини- маемые меры |
Средства и способ обна- ружения |
|
|
|
пояс (НП) |
щины: поперечные, продольные, продольно-наклонные трещи-новидные литейные дефекты |
от размера |
|
вать в цен- тральной части на длине 800 мм прямыми линиями |
|
|
4 |
Боковой пояс (БП) |
Поперечные тре- щины |
Независимо от размера |
Брак |
То же ,что и нижний пояс (НП) |
|
|
|
|
продольные, продольно-наклонные трещи-новидные литей- ные дефекты |
Суммарная длина 250 мм и более |
Брак |
|
|
|
Менее 250 мм |
Ремонт |
|||||
|
5
|
Опорная поверх- ность подпятн ика |
Трещины любой ориентации, не вы- ходящие на наружный бурт
|
Суммарная длина 250 мм и более |
Брак |
Просканиро- вать опорную поверхность кольцевыми линиями на расстоянии 25 мм друг от друга |
|
|
Менее 250 мм |
Ремонт |
|||||
|
6 |
Внут- ренние и |
Трещины любой ориентации |
Независимо от размера |
Брак |
Просканиро- вать по одному |
|
№ п/п |
Наимено- вание контролируемых зон |
Характер дефекта |
Браковочный признак |
Прини- маемые меры |
Средства и способ обна- ружения |
|
|
|
Наруж-ные бурты |
|
|
|
проходу по контуру наружного и внутреннего бурта снаружи и внутри |
|
|
7
|
Наклонная плоскость для кли- на, углы между ограни- чительн ыми буртами и наклонной плоскостью (НП) |
Продольные, наклонные трещины: Выходящие на внутреннюю по- лость. |
Независимо от размера |
Брак |
Просканировать наклонные поверхности продольными линиями с ша- гом 20 мм |
|
|
Не выходящие на внутреннюю полость |
Независимо от размера |
Ремонт |
||||
|
8 |
Боковые опоры |
Трещины |
Более 100 мм Менее 100 мм |
Брак Ремонт |
Визуальный осмотр |
ПРИЛОЖЕНИЕ В
Перечень дефектов по которым боковые рамы подлежат
браковке или ремонту
|
№ п/п |
Наименование контролиру- емых зон |
Характер дефекта |
Брако- вочный признак |
Прини- маемые меры |
Средства и способ обнаружения |
|
1
|
Углы буксово- го проема внутренние (ВУБ)
|
Поперечные трещины |
Незави- симо от размера |
Брак |
ДФ 103 Количество линий сканирования ВУБ 7 линий: 5 продольных с шагом 30 мм и 2 поперечных линии и плоскости прилегания букс просканировать по одной линии |
|
Продольные и наклонные линейные трещины |
То же |
|
|||
|
Поперечные трещиновид-ные литейные дефекты |
|
|
|||
|
2
|
Углы буксового проема наружные (НУБ)
|
Поперечные трещины |
Незави- симо от размера |
Брак |
То же
|
|
Продольные и наклонные линейные трещины |
То же |
|
Продолжение табл.
|
№ п/п |
Наименование контролиру- емых зон |
Характер дефекта |
Брако- вочный признак |
Прини- маемые меры |
Средства и способ обнаружения |
|
|
|
|
Поперечные трещиновид-ные литейные дефекты |
Длина 12 мм и более, глубина 6 мм и более |
|
|
|
|
3 |
Пояс над бук- совым про- емом |
Поперечные трещины |
Незави- симо от размеров |
Брак |
Просканиро- вать боковую кромку одной линией (БК) и зону сопряжения полок верхнего пояса (СВП) 3-мя линиями |
|
|
4
|
Пояс над бук- совым про- емом (снизу)
|
Поперечные трещины |
Незави- симо от размеров |
Брак
|
Осмотреть по- верхность. При обнаруже-нии дефектов дли- ной менее 70 мм и в случае сомнения в на- личии трещин проверить де- фектоскопом |
|
|
Продольные и наклонные трещины и трещиновид- ные литейные дефекты |
Длина 70 мм и более |
|||||
|
Длина менее 70 мм |
Ремонт |
Продолжение таблицы
|
№ п/п |
Наименование контролиру- емых зон |
Характер дефекта |
Брако- вочный признак |
Прини- маемые меры |
Средства и способ обнаружения |
|
|
5 |
Наклонные по- яс и ребро же- сткости (РЖ) |
Поперечные трещины, про- дольные и наклонные литейные трещины |
Незави- симо от разме- ров |
Брак |
Просканиро- вать ребро жесткости и наклонный пояс по всей длине одной линией |
|
|
6
|
Пролив- кронштейн для подвески тормозного баш- мака |
Трещины буртиков
|
Длина более 32 мм |
Брак |
Просканиро- вать одной линией бурти- ки прилива и зоны сопряжения (визу- альный ос- мотр) |
|
|
Длина Менее 32 мм |
Ремонт |
|||||
|
Продольные трещины |
|
Ремонт |
ПРИЛОЖЕНИЕ Г
Позиции общего вида двухосной ходовой тележки
|
Поз. |
Наименование |
Кол. |
Примечание |
|
1 |
Колесная пара |
2 |
|
|
2 |
Боковая рама |
2 |
|
|
3 |
Тормозная колодка |
4 |
|
|
4 |
Клин |
4 |
|
|
5 |
Блок пружин |
2 |
|
|
6 |
Буксы |
4 |
|
|
7 |
Надрессорная балка |
1 |
|
|
8 |
Триангель |
2 |
|
|
9 |
Шкворень |
1 |
|
|
10 |
Ползун |
2 |
|
|
11 |
Прокладка |
2 |
|
|
12 |
Болт |
2 |
|
|
13 |
Шайба |
1 |
|
ЧЕРТЕЖИ К ДИПЛОМНОМУ ПРОЕКТУ

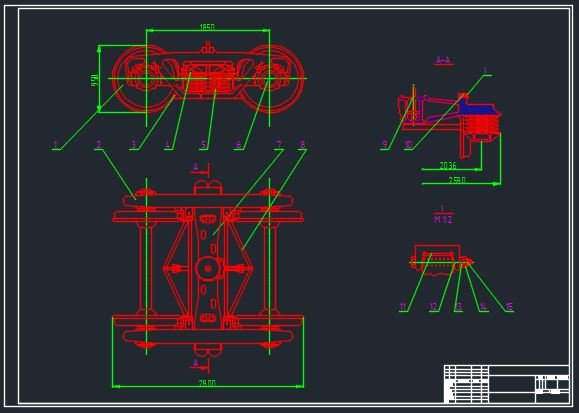




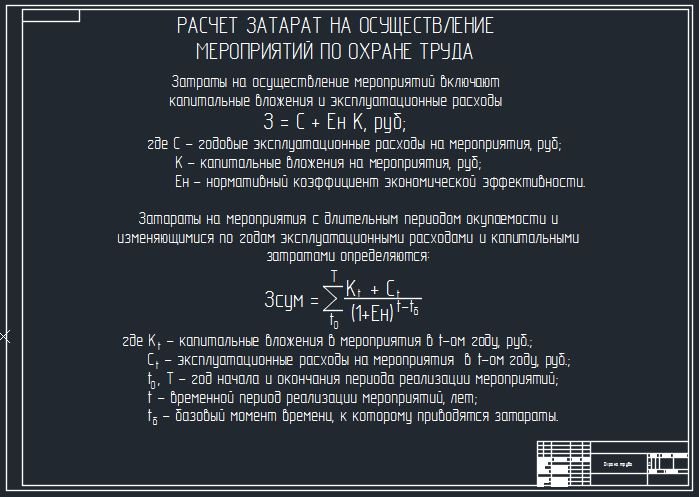

Скачать: