ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОЙ РАБОТЕ
Улучшение эксплуатационных свойств сплавов ТН-20 и ВК4 различными технологическими методами с разработкой технологического процесса механической обработки детали
«стойка пресс-формы»
Аннотация
Пояснительная записка содержит страниц , в том числе рисунков, таблиц, 42 источника, 3 приложения.
Графическая часть выполнена на 9 листах формата А1.
Пояснительная записка состоит из пяти разделов:
а) аналитический обзор;
б) исследовательская часть;
в) технологическая часть;
г) экономическая часть;
д) безопасность труда.
Данная дипломная работа носит научно-исследовательский характер. Изложены основные положения по повышению эксплуатационных свойств твердосплавного режущего инструмента.
Проведены исследования по различным видам термообработки твердых сплавов ТТ10К8Б и ВК8.
Произведен расчет технико-экономических показателей по повышению эксплуатационных свойств твердосплавного режущего инструмента методом термообработки и подсчитан годовой экономический эффект внедрения метода.
Рассмотрены вопросы безопасности труда с изложением наиболее опасных и вредных факторов.
The Summary
The explanatory note contains pages, including figures, tables, 42 references, and 3 appendices.
The graphic part is executed on 9 sheets of format А1.
The explanatory note will consist of five sections:
а) Literary survey;
- b) An exploratory part;
- c) A technological part;
- d) An economic part;
- e) A labor safety.
The given degree work has research character. Substantive provisions on increase of operational properties the cutting tool are stated.
Are carried out researches on heat treatment of firm alloys «TT10K8B» and «VK8».
Calculation of technical and economic parameters on increase of operational properties the cutting tool is made by a method of heat treatment and annual economic benefit of introduction of a method is counted up.
Safety issues of work with a statement of the most dangerous and harmful factors are considered.
Содержание
|
Введение |
|
|
1 Аналитический обзор |
|
|
1.1 Общие сведения о твердых сплавах |
|
|
1.1.1 Классификация по составу |
|
|
1.1.1.1 Сплавы группы ВК |
|
|
1.1.1.2 Сплавы группы ТК |
|
|
1.1.1.3 Сплавы группы ТТК |
|
|
1.1.1.4 Сплавы безвольфрамовой группы |
|
|
1.1.2 Технология производства |
|
|
1.1.3 Области применения |
|
|
1.2 Обработка металлов резанием |
|
|
1.2.1 Условия работы резца |
|
|
1.3 Методы повышения эксплуатационных свойств режущего инструмента |
|
|
1.3.1 Алмазная обработка |
|
|
1.3.2 Ударное воздействие твердых тел |
|
|
1.3.3 Износостойкие покрытия |
|
|
1.3.3.1 Алмазоподобные покрытия |
|
|
1.3.4 Термическая обработка |
|
|
1.3.5 Лазерное упрочнение |
|
|
1.3.6 Комбинированные методы упрочнения |
|
|
1.3.7 Направление дальнейших исследований |
|
|
2 Исследовательская часть |
|
|
2.1 Цели и объект исследования о влиянии твердых сплавов в машиностроении |
|
|
2.2 Методы исследования |
|
|
2.2.1 Определение твердости |
|
|
2.2.2 Испытания на прочность на изгиб |
|
|
2.2.3 Испытание на износостойкость при трении |
|
|
2.2.4 Микроанализ |
|
|
2.3 Результаты исследования |
|
|
2.3.1 Измерение твердости |
|
|
2.3.2 Испытания на истирание |
|
|
2.3.3 Микроанализ |
|
|
2.4 Обсуждение результатов |
|
|
3 Технологическая часть |
|
|
3.1 Проект составления маршрута восстановления вала коробки скоростей станка 1М63 |
|
|
3.1.1 Общая характеристика детали |
|
|
3.1.2 Выбор заготовки и методы ее восстановления |
|
|
3.1.3 Проектирование технологического маршрута обработки |
|
|
3.1.4 Выбор технологических баз |
|
|
3.1.5 Формирование маршрута изготовления детали и выбор состава технологического оборудования |
|
|
3.1.6 Определение типа производства и формы организации технологического процесса |
|
|
3.1.7 Анализ детали на технологичность |
|
|
3.1.8 Выбор методов и количества необходимых переходов |
|
|
3.2 Проектирование технологических операций |
|
|
3.2.1 Выбор оборудования, приспособления, режущего и измерительного инструмента |
|
|
3.2.2 Определение режимов наплавки |
|
|
3.3 Наплавка |
|
|
3.3.1 Определение толщины покрытия |
|
|
3.3.2 Определение основных технологических параметров процесса наплавки |
|
|
3.3.3 Определение состава наплавленного металла |
|
|
3.3.4 Назначение припусков и межпроходных размеров |
|
|
3.3.5 Назначение и расчет режимов резания |
|
|
3.3.6 Расчет режимов резания для токарной операции |
|
|
3.3.7 Нормирование технологического процесса |
|
|
4 Экономическая часть |
|
|
4.1 Исходные данные для технико-экономического обоснования упрочнения деталей «Твердосплавная пластина» |
|
|
4.2 Организация производства |
|
|
4.3 Расчет стоимости основных фондов |
|
|
4.4 Составление сметы затрат на упрочнение деталей |
|
|
4.4.1 Расчет годового объема затрат на основные материалы |
|
|
4.4.2 Расчет заработной платы работников |
|
|
4.4.3 Расчет расходов на содержание и эксплуатацию оборудования |
|
|
4.4.4 Расчет цеховых расходов |
|
|
4.4.5 Смета затрат на годовой выпуск продукции и калькуляция себестоимости продукции |
|
|
4.5 Расчет оборотных средств |
|
|
4.6 Технико-экономические показатели |
|
|
4.7 Расчет экономического эффекта от упрочнения твердосплавных пластин |
|
|
5 Безопасность труда |
|
|
5.1 Анализ и обеспечение безопасных условий труда |
|
|
5.2 Расчет уровня шума |
|
|
5.3 Возможные чрезвычайные ситуации |
|
|
Заключение |
|
|
Список использованных источников |
|
|
Приложение А (обязательное) Комплект документов на восстановление детали «Вал шлицевый» |
|
|
Приложение Б (рекомендуемое) Чертеж детали «Вал шлицевый» |
|
|
Приложение В (рекомендуемое) Графическая часть |
|
Введение
Металлообработка является важнейшей отраслью промышленности. Режущий инструмент – главная составляющая металлообрабатывающей промышленности. Твердые сплав является основным материалом для изготовления режущего инструмента (резцов, зенкеров, сверл, разверток, фрез и других).
В 1925 году германской фирмой «Osram» по патентам Х. Шретера был получен спеченный твердый сплав на основе монокарбида вольфрама с кобальтом в качестве цементирующего металла. В 1926 году промышленное производство таких сплавов было начато германской фирмой «Krupp», выпустившей их под названием «Видиа» (как алмаз). На Лейпцигской ярмарке в 1927 году демонстрировался режущий инструмент из сплава Видиа N состава 94 % WC + 6 % Со. Инструмент произвел переворот в металлообрабатывающей промышленности, позволив увеличить скорость резания до 20 раз.
Развитию твердых сплавов способствовало два прогрессивных направления в технике: появление нового метода изготовления изделий из тугоплавких металлов – порошковая металлургия и разработка способов получения весьма твердых «металлоподобных» веществ – карбидов.
Дальнейшая разработка твердых сплавов характеризуется попытками полной или частичной замены карбида дефицитного вольфрама карбидами титана, тантала и молибдена, а также замены кобальта другой связкой – никелем, никеля с хромом, кобальта с молибденом или многокомпонентными железными сплавами.
В нашей стране в 1929 году под руководством Г. А. Меерсона и Л. П. Малькова на Электроламповом заводе были получены первые образцы твердого сплава, а затем налажен и опытный выпуск изделий из твердого сплава, получившего название Победит (90 % монокарбида вольфрама и 10 % кобальта). В 1935 году налажено производство сплавов на основе карбидов вольфрама и титана – Альфа.
Анализ исследовательских работ в области твердых сплавов показывает, что улучшение их качества и повышение эксплуатационных характеристик проводится по следующим основным направлениям: совершенствование технологии; повышение свойств карбидной основы и связующей фазы; получение сплавов с регулируемой зернистостью; разработка многогранных неперетачиваемых пластин и пластин с износостойким покрытием; разработка безвольфрамовых и маловольфрамовых твердых сплавов; разработка керамических и оксиднокарбидных твердых сплавов.
Стойкость качественно изготовленного инструмента может быть значительно увеличена путем его дополнительной обработки.
Дальнейшее развитие металлообрабатывающей промышленности в первую очередь связано с повышением стойкости металлорежущего инструмента, что достигается в основном за счет нанесения износостойких покрытий и проведения термической обработки. Эти методы все шире используются в промышленности и дают значительный экономический эффект. /1/
1 Аналитический обзор
1.1 Общие сведения о твердых сплавах
Развитие и совершенствование технологических процессов многих отраслей промышленности неразрывно связаны с применением твердых сплавов, что способствует существенному повышению эксплуатационных характеристик инструмента и производительности труда.
Твердые сплавы представляют собой композиционные материалы особого класса, обладающие высокой твердостью, износостойкостью и прочностью, которые сохраняются при сравнительно высоких температурах (до 800 °С). Кратко можно определить их как композицию, которая состоит из тугоплавкого соединения, как правило, карбида, и сравнительно «легкоплавкого» связующего металла.
Современные твердые сплавы получают из карбидов тугоплавких металлов (объемная доля более 50 %) и металлов железной группы спеканием в присутствии жидкой фазы. Основой спеченных твердых сплавов являются тугоплавкие и твердые металлоподобные вещества. Эти соединения (карбиды, бориды, нитриды, силициды), в большинстве своем имеют особую кристаллическую структуру, характерную для фаз внедрения.
Фазы внедрения, хотя они содержат до 60 % неметаллических атомов, обладают ярко выраженными металлическими свойствами: блестят, проводят электрический ток, их электросопротивление падает с повышением температуры.
«Громадные» силы сцепления в кристаллах фаз внедрения определяют высокие твердость, модуль упругости и температуру плавления.
Эти свойства фаз внедрения, связанные с их специфическим строением, были использованы при разработке износостойкого инструментального материала. Однако высокая хрупкость фаз внедрения не позволила применить их в виде отдельных соединений. Уменьшения хрупкости и повышения прочности добиваются введением металлов группы железа (кобальта).
Добавка к этим соединениям металла группы железа позволяет практически сохранить многие их свойства и существенно снизить хрупкость. Так, спеченные твердые сплавы WC–Co и WC–TiC–Co имеют твердость от 86 до 92 HRA, высокое сопротивление износу при трении о металлы и неметаллы, модуль упругости от 500 до 700 ГПа, предел прочности на сжатие от 4000 до 6000 Н/мм2, предел прочности при изгибе от 1000 до 25000 Н/мм2, ударную вязкость от 6,0 до 50 кДж/м2. В химическом отношении твердые сплавы весьма устойчивы против воздействия кислот и щелочей, некоторые марки практически не окисляются на воздухе до 800 °С /1/.
1.1.1 Классификация по составу
Современные спеченные твердые сплавы можно классифицировать по составу на четыре основные группы/2/:
1 Сплавы WC–Co (некоторые марки сплавов этой группы содержат небольшие добавки других карбидов – ванадия, ниобия, тантала, хрома).
2 Сплавы WC–TiC–Co.
3 Сплавы WC–TiC–TaC(NbC)–Co.
4 Безвольфрамовые (БВТС) твердые сплавы TiC(TiN)–Ni–Mo.
1.1.1.1 Сплавы группы ВК
Сплавы группы WC–Co обозначаются буквами ВК с прибавлением цифры, указывающей процентное содержание кобальта.
Сплавы WC–Co наиболее прочные из известных спеченных твердых сплавов, но недостаточно твердые и износостойкие. Промышленные марки сплавов этой группы различаются по содержанию кобальта от 3 (ВК3) до 25 (ВК25) процентов.
1.1.1.2 Сплавы группы ТК
Сплавы WC–TiC–Co обозначаются буквами ТК. Цифра, следующая за буквой Т означает примерное содержание в сплаве карбида титана, а цифра после буквы К – содержание кобальта (Т14К8).
Сплавы WC–TiC–Co выпускают главным образом для оснащения инструментов при обработке резанием сталей. Эти сплавы выгодно отличаются от сплавов WC–Co своим свойством в значительно большей степени сопротивляться при высокой температуре (из-за большой скорости резания) образованию «лунки» на передней поверхности резца под воздействием непрерывно скользящей по ней «сливной» стружки, что и обеспечивает большую стойкость резца от износа, по сравнению со сплавами WC–Co. Вместе с тем эти сплавы менее прочные, но более твердые и окалиностойкие, чем сплавы WC–Co. Температура разупрочнения этих сплавов существенно выше, чем у WC–Co.
1.1.1.3 Сплавы группы ТТК
В обозначение группы WC–TiC–TaC(NbC)–Co входят три буквы – ТТК, обозначение аналогично сплавам ТК, но цифра после ТТ означает сумму карбидов титана и тантала (ниобия).
Сплавы группы WC–TiC–TaC(NbC)–Co применяются главным образом для обработки резанием. Промышленные сплавы этой группы содержат, как правило, от 5 до 15 % TiC, от 2 до 20 % TaC (NbC), от 5 до 15 % Co, остальное WC. Условно их называют «универсальными», так как во многих случаях инструмент из них применяют, как для обработки стали, так и чугуна благодаря их свойствам. По прочности они приближаются к сплавам WC–Co, а по твердости к WC–TiC–Co.
1.1.1.4 Сплавы безвольфрамовой группы
Наша промышленность выпускает только две марки безвольфрамовых твердых сплавов, которые обозначаются ТН-20 (TiC–Ni–Mo) и КНТ-16 (TiC(TiN)–Ni–Mo), в которых цифры означают примерное содержание никеля и молибдена.
Безвольфрамовые твердые сплавы разрабатывались как заменители сплавов первой и второй групп. Эти сплавы находятся еще в стадии разработки, технология их изготовления и оптимальные составы, как у нас, так и за рубежом еще окончательно не установлены. Сплавы обладают высокой твердостью и износостойкостью при резании сталей, но вследствие повышенной хрупкости применяются главным образом при чистовых и получистовых операциях (безударных).
К этой же группе можно отнести и сплавы на основе карбида титана со связкой из железа (стали), объемное содержание которой составляет около 50 %. По свойствам эти сплавы являются промежуточными между быстрорежущими сталями и твердыми сплавами. Обозначаются за рубежом они как Ferro–TiC, а у нас – ферротикар. Применяют их главным образом для оснащения штампов и различных износостойких деталей. Сплавы этой группы подвергаются термической обработке для увеличения твердости и благодаря своему составу более дешевые, чем спеченные твердые сплавы WC–CO и WC–TiC–Co.
1.1.2 Технология производства
Твердые сплавы получают методом порошковой металлургии /8/.
Технологический процесс состоит из следующих операций: взвешивание компонентов, мокрый размол и перемешивание порошков в шаровых мельницах, выпаривание ацетона, первое просеивание, приготовление пластификатора, замешивание смеси с пластификатором, выпаривание бензина, второе просеивание, контроль твердосплавной смеси, прессование, сушка изделий, спекание изделий, контроль качества изделий, механическая обработка пластин - шлифование и доводка, маркировка изделий.
Технология производства изделий из сплава Т, ТН и ТП такая же, как у стандартных твердых сплавов за исключением температуры спекания, которая несколько выше, чем у сплавов ВК8 и Т15К6.
1.1.3 Области применения
Спеченные твердые сплавы имеют в современной технике очень большое значение. Кроме наиболее распространенного применения этих материалов в качестве режущих, износостойких, буровых, штамповых сейчас получает все более широкое использование твердых сплавов для службы при высоких температурах и агрессивных средах. Выделим основные области применения:
1 Различный режущий инструмент (резцы, сверла, развертки, фрезы, зенкера и другие) – около 66 % от общего выпуска.
2 Буровой инструмент (резцы, шарошки, зубки и другие). Горнодобывающая и строительная индустрия. – около 27 % от общего выпуска.
3 Спецназначения (деревообработка, конструкционные детали, обработка металлов давлением).
Из года в год области применения твердых сплавов все время расширяются, поэтому в настоящее время трудно назвать отрасль промышленности, где бы не применялись (в той или иной форме) твердые сплавы. Несмотря на то, что твердосплавные изделия в 3 и более раз дороже стальных (высоколегированных), они себя оправдывают за счет своих свойств. Их применение дает большой экономический эффект, особенно в автоматических установках и линиях, где быстрый выход из строя одной детали останавливает всю линию.
Отсюда применять твердосплавный режущий инструмент следует только при обработке труднообрабатываемых материалов и там, где можно получать большой экономический эффект /3/.
1.2 Обработка металлов резанием
Резание – сложный процесс, при котором инструмент подвергается разнообразным механическим нагрузкам и истиранию обрабатываемым материалом, иногда и при повышенных температурах /4/. Поэтому работоспособность инструмента, с одной стороны, определяется его прочностью, а с другой – износостойкостью. Выход резца из строя возможен по трем основным причинам:
- поломка при макроразрушении лезвия;
- его постепенное микроизнашивание под влиянием трения, приводящее к потере первоначальных размеров и формы;
- смятие режущей кромки в результате пластической деформации под влиянием усилий резания и высокой температуры (для сплавов с пониженной жаропрочностью).
1.2.1 Условия работы резца
Резец подвергается воздействию обрабатываемого материала по двум своим поверхностям: передней, на которую оказывает давление сходящая стружка, и задней, соприкасающейся с обрабатываемой деталью, о которую эта поверхность истирается (рисунок 1.1) /5/.
1 – передняя поверхность; 2 – задняя поверхность; 3 – лунка; 4 – полоска износа.
Рисунок 1.1 – Вид износа поверхностей резца
На передней поверхности образуется лунка, а на задней – полоска износа. На передней поверхности при некоторых скоростях резания может образоваться нарост, который обладает большей твердостью, чем обрабатываемый материал, и способен его резать. Температура образования от 550 до 600 °С. При малых или высоких скоростях он не образуется. Периодически нарост удаляется со стружкой и затем возникает вновь.
1.3 Методы повышения эксплуатационных свойств режущего инструмента из твердых сплавов
Одной из причин выхода из строя твердосплавного инструмента является наличие в нём микротрещин. До недавнего времени пайка твердосплавных пластин была практически единственным способом их крепления к оправке. Нагрев пластин токами высокой частоты приводил к появлению в ней термических напряжений, вызывающих появление микротрещин.
Разработка методов, позволяющих проводить крепление режущих твердосплавных пластин без их нагрева, позволила значительно увеличить стойкость инструмента.
В настоящее время более 30 % режущего инструмента выпускается с механическим креплением неперетачиваемых твердосплавных пластин. Использование такого инструмента дало возможность и на заводах - потребителях твердосплавного режущего инструмента применять различные способы, повышающие его эксплуатационные свойства.
Стойкость качественно изготовленного инструмента может быть значительно увеличена путем дополнительной обработки его поверхностного слоя или изменения структуры. Все способы повышения стойкости инструмента можно разделить на три группы/3/:
1 Способы, с помощью которых с рабочих поверхностей удаляется дефектный слой.
2 Способы, которые изменяют химический состав и структуру поверхностных слоев и повышают износостойкость режущих кромок: цианирование, сульфидирование.
3 Способы, с помощью которых на рабочие поверхности наносятся покрытия.
1.3.1 Алмазная обработка
При изготовлении твердосплавного инструмента и других изделий из твердых сплавов применяются различные виды размерной обработки, которые определенным образом воздействуют на состояние поверхностного слоя сплава и тем самым оказывают влияние на его прочностные характеристики.
Наиболее распространенной является абразивная обработка твердых сплавов алмазными кругами, а также кругами из карбида кремния зеленого (КЗ).
При алмазном шлифовании лучшая режущая способность алмазных зерен обеспечивает меньшие усилия и соответственно более низкие температуры в зоне контакта круга со сплавом, которые существенно зависят от характеристики алмазного круга и режимов шлифования. Без сомнения для каждого вида шлифования должны быть свои закономерности в изменении прочности твердости твердых сплавов в зависимости от режимов обработки и характеристики инструмента.
При шлифовании алмазными кругами в режущей зоне возникают высокие контактные температуры, хотя и более низкие, чем при шлифовании кругами КЗ. Однако образующийся при этом дефектный слой снимается калибрующей зоной, в результате чего прочность оказывается на 30 % выше, чем в исходном состоянии.
Практика работы с твердосплавными изделиями показывает, что для повышения прочности и долговечности алмазной обработке должна подвергаться не только рабочая поверхность, но и все остальные поверхности. Так Г. Л. Хаетом /2/ установлено, что время работы до поломки резцов с твердосплавной пластиной, шлифованной алмазным кругом, в 1,7 раза больше времени работы резцов с нешлифованными пластинами и в 1,5 раза больше для резцов с пластинами, шлифованными кругом КЗ.
Снятие поверхностного слоя твердых сплавов обязательно изменяет напряженное состояние приповерхностных слоев, каким бы мягким ни был режим обработки. Поэтому изменяются также прочностные характеристики твердых сплавов, подвергнутых алмазной обработке.
Напряжения растяжения на не шлифованной поверхности твердых сплавов обусловлены разностью коэффициентов линейного расширения фаз: карбида вольфрама и твердого раствора карбида вольфрама в кобальте. Величина и распределение остаточных напряжений при алмазном шлифовании зависят от характеристики кругов и режимов шлифования.
Обработка твердых сплавов алмазным инструментом дает несомненные преимущества по сравнению с обработкой инструмента из карбида кремния зеленого и является надежным способом формирования высококачественного поверхностного слоя твердосплавных изделий. При алмазной обработке возникают благоприятные изменения в тонкой кристаллической структуре, обуславливающие появление остаточных напряжений сжатия в поверхностном слое, вследствие чего повышаются прочность и долговечность твердых сплавов. Поэтому при анализе экономической эффективности мероприятий по применению алмазов при обработке твердых сплавов следует учитывать, что наряду с повышением производительности обработки, снижению себестоимости инструмента и так далее алмазная обработка улучшает эксплутационные характеристики твердосплавных изделий.
1.3.2 Ударное воздействие твердых тел
До недавнего времени для твердых сплавов вибрационная обработка применялась лишь как операция подготовки поверхности заготовок к пайке (галтовка), а также для снятия острых кромок режущих пластин.
Разработаны методы и оборудование для упрочняющей обработки твердых сплавов /2/ на основе применения вибрации. Вибрационная обработка представляет собой сложный процесс и является результатом взаимодействия масс ударно-колебательной системы с практически бесконечным числом степеней свободы, на движение которой существенное влияние оказывают аэродинамические силы трения. В зависимости от обрабатывающей среды вибрационная обработка может выполнять функции абразивной или упрочняющей обработки. Для твердых сплавов наиболее эффективным вариантом является виброабразивная обработка с последующим упрочнением в среде, где в качестве наполнителя используются твердосплавные шарики.
Вибрационная обработка по оптимальным режимам приводит к увеличению механических характеристик твердых сплавов по сравнению с исходным состоянием. Опытные данные говорят о повышении σизг упрочненных сплавов на величину от 25 до 50 %.
Влияние вибрационной обработки на твердые сплавы определяется прежде всего амплитудой и частотой колебаний контейнера, а также длительностью обработки и степенью загрузки контейнера.
Наиболее высокими значениями прочности и долговечности обладают сплавы, прошлифованные алмазными кругами по оптимальным режимам с последующим виброупрочнением. Более низкую прочность имеют сплавы, виброупрочненные после обработки кругами КЗ. Это объясняется тем, что на участках после обработки кругами КЗ в процессе циклического нагружения облегчается возникновение и развитие трещин.
Применение вибрационной обработки при изготовлении твердосплавного инструмента позволяет получить увеличение эксплуатационной стойкости в 1,3 раза, что обеспечивает большой экономический эффект.
Так же для упрочнения применяется термовибрационная и дробеструйная обработка.
1.3.3 Износостойкие покрытия
Существует большое число методов получения покрытий на рабочих поверхностях режущих инструментов. Под словом «покрытие» понимается такое образование на поверхности инструментального материала, которое, существенно отличаясь по своим кристаллохимическим, физико-механическим и теплофизическим свойствам от соответствующих свойств инструментального материала (основы), значительно улучшает свойство последнего.
С учетом специфики протекания процессов формирования покрытий, существующие методы можно разделить на три основные группы/3/:
1) при которых формирование покрытий осуществляется преимущественно между насыщающими элементами и структурами инструментального материала;
2) по комплексному механизму. Покрытия образуются за счет реакции между парогазовыми смесями, состоящими из соединения металлоносителя, носителя второго компонента, служащего как газом-транспортером, так и восстановителем. При этом одновременно в процессе формирования покрытий большой вклад вносят субструктура поверхности материала инструмента и интердиффузионные реакции между конденсатом и материалом инструмента;
3) за счёт химических и плазмохимических реакций потока частиц одновременно в объемах пространства, непосредственно примыкающего к насыщенным поверхностям инструментального материала.
Каждый из существующих технологических методов нанесения покрытий на режущие инструменты имеет преимущества и недостатки.
К методам первой группы относятся химико-термические методы образования покрытий (методы ХТМ), основанные на твердофазном, жидкостном и газофазовом насыщении поверхности инструмента.
Методы первой группы позволяют получать покрытия толщиной от 10 до 40 мкм, что дает возможность увеличить стойкость различных типов инструментов из быстрорежущих и углеродистых сталей в 2 раза.
К методам первой группы можно также отнести метод термодиффузионного насыщения твердосплавных пластин плоской формы (ДТ), разработанный во Всесоюзном научно-исследовательском институте твердых сплавов (ВНИИТС).
Ко второй группе методов относят методы химического осаждения покрытий из парогазовой фазы (методы ХОП), получившие в мировой практике наименование CVD (Chemical vapor deposition).
Методы ХОП получили широкое распространение для нанесения покрытий на основе карбидов, нитридов, карбонитридов титана, а также оксида алюминия на многогранные неперетачиваемые твердосплавные пластинки. На основе методов ХОП разработаны технологии, применяемые известными фирмами-производителями твердосплавных инструментов Сандвик Коромант (Швеция), Теледайн (США), Планзее (Австрия), Видиа Крупп (ФРГ), Юджин Карбон (Франция) и другими. Во ВНИИТСе разработан метод нанесения карботитановых покрытий на неперетачиваемые твердосплавные пластинки (метод ГТ).
Разновидностью методов ХОП является метод вакуумного титанирования (КВТК), разработанный Московским институтом инженеров транспорта совместно с Московским комбинатом твердых сплавов.
Отличительной особенностью покрытий, получаемых методами ХОП, является формирование переходной зоны между покрытием и твердым сплавом.
Методы второй группы обычно реализуются при температурах около 1000 °С, что исключает их использование для нанесения покрытий на инструменты из быстрорежущей стали, подвергнутые полной термической обработке. Используя методы второй группы можно получить покрытия на основе карбидов, нитридов и карбонитридов металлов IV – VI групп периодической системы элементов, использование которых позволяет повысить стойкость твердосплавных пластин от 3 до 10 раз в широкой области применения.
К третьей группе методов могут быть отнесены методы физического осаждения покрытий (методы ФОП), получившие названия в мировой практике PVD (Phisical vapor deposition).
Процессы ФОП обычно включают вакуумное испарение тугоплавкого металла-образователя соединений покрытия, его частичную или полную ионизацию (при частичной ионизации образуется пароплазменная фаза), подачу реакционного газа, химические и плазмохимические реакции, конденсацию покрытия на рабочих поверхностях режущего инструмента.
Среди методов ФОП наибольшее распространение получил метод конденсации покрытий из плазменной фазы в вакууме с ионной бомбардировкой поверхностей инструмента (метод КИБ), а также метод реактивного электронно-лучевого плазменного осаждения покрытий из плазменной фазы в вакууме (метод РЭП).
К методам третьей группы относятся также плазменные и детонационные методы напыления покрытий, которые лишь ограниченно используют при производстве режущих инструментов. Особенно неудовлетворительно работают инструменты с напыленными плазменными покрытиями, имеющими криволинейные поверхности или сложную форму режущей части. Это связано с сильно выраженным направленным эффектом потока частиц, формирующих покрытие. Обычно наиболее качественные покрытия образуются только на поверхностях инструмента, расположенных под прямым углом к потоку частиц.
Основными недостатками напыленных плазменных покрытий являются: высокая пористость, слабая адгезия с инструментальным материалом, необходимость тщательной подготовки поверхностей инструмента и то, что не всегда можно регулировать свойства покрытия, недостаточная производительность, больше уровень шума.
Наибольшее распространение в промышленности получили методы ХОП, которые используют для нанесения покрытий на многогранные неперетачиваемые твердосплавные пластины массового производства (метод ГТ).
Методы ФОП (КИБ, РЭП) широко используют для нанесения покрытий на различные типы инструментов из быстрорежущих сталей, твердых сплавов в условиях специализированных участков инструментальных цехов /6/.
В США ведутся работы по нанесению на твердые сплавы покрытий из тугоплавких оксидов (ZrO2, Al2O3, HfO2 и других).
Особое внимание материалу покрытия из Al2O3 уделяется не только из-за его свойств, но и стремления создать композиции, которые сочетали бы в себе достоинства твердых сплавов (прочность и пластичность) с высокой твердостью и окалиностойкостью керамических материалов. Однослойные покрытия из Al2O3 на твердых сплавах приводят к обезуглероживанию последних, а в случае инструмента – обуславливают склонность к выкрашиванию режущих кромок, в связи с чем однослойные покрытия из-за непрочного сцепления с основой не получили распространения.
В слоях TiC и Al2O3-α установлены остаточные напряжения – сжимающие. Сравнительные лабораторные испытания /1/ режущих свойств МНП с однослойным покрытием TiC и двухслойным Al2O3+TiC показали повышение стойкости до 2 раз, по сравнению с однослойными.
1.3.3.1 Алмазоподобные покрытия
Наиболее перспективным методом повышения износостойкости твердосплавного режущего инструмента является нанесение углеродных алмазоподобных покрытий.
Углерод существует в трех модификациях: sp³, sp² и sp¹. Благодаря этому три кристаллические формы углерода (алмаз, графит и карбин) имеют совершенно разные свойства. Алмаз изотропен и имеет sp³ связи между атомами углерода. Графит имеет слоистую структуру с сильной sp² связью в слое и слабой связью между слоями. Структура карбина представляет скорее теоретический интерес, так как в чистом виде эта модификация в природе не встречается. Аморфный углерод, в отличие от графита, не имеет слоистой структуры и поэтому характеризуется более высокой плотностью и твердостью. Аморфный углерод можно представить как трехмерную разупорядоченную сетку, состоящую из sp² и sp³ координированных атомов.
Алмаз может быть синтезирован из графита при высоком давлении невысокой температуре в присутствии катализатора. Для осаждения алмаза при низких давлениях используются самые различные методы и типы реакторов, в которых происходит разложение углеродсодержащего газа и одновременное образование атомарного водорода, такие как метод горячей нити, осаждение в плазме постоянного тока, в микроволновой плазме и высокочастотной плазме (рисунок 1.2).
Публикации об алмазоподобных пленках, образующихся при электрических разрядах в углеводородах, появились в середине пятидесятых годов этого века. Затем вышла работа Айзенберга и Шабо, которые для образования твердых углеродных пленок использовали ионы углеводорода, извлеченные из дугового разряда в углерод-аргоновой среде (работа Спенсера); был опубликован метод двойного пучка Вайсмантеля (рисунок 1.3); исследования Д. В. Федосеева по осаждению в низкотемпературной плазме тлеющего разряда /7/.
До сих пор нет устоявшейся терминологии для описания этих необычных углеродных и гидрогенизированных углеродных пленок. Используются такие названия как алмазоподобные пленки, твердые углеродсодержащие пленки, твердый углерод, а-С : Н и i-С пленки. Причем иногда разные названия используются для очень близких материалов и, наоборот, одно и то же название дается различным материалам.
Термин «алмазоподобный» используется очень широко из-за сходства этих пленок и алмаза, причем он должен применяться к пленкам с преимущественно sp³ связями. Название а-С : Н, которое возникло по аналогии с аморфным гидрогенизированным кремнием, подходит для тех случаев, когда известно, что пленка содержит водород.
При осаждении из ионных пучков средних энергий (50-500 эВ) образуется смесь мелкокристаллического алмаза и другой твердой аморфной фазы. Такие пленки содержат значительное количество sp³ связей, которые и обеспечивают алмазоподобные свойства пленок, такие как высокая твердость, ИК прозрачность, химическая инертность и низкий коэффициент трения. Термин «алмазоподобный углерод» обозначает как аморфный углерод (а-С), так и гидрогенизированный углерод (а-С : Н).
1 — радиочастотный (ВЧ) генератор; 2 — согласующее устройство; 3 — электроды; 4 — подложка.
Рисунок 1.2 – Схема радиочастотного метода
1, 2 — источники ионов;
3, 4 — электронные пушки.
Рисунок 1.3 – Схема метода двойного пучка
Алмазоподобные пленки могут содержать до 50 атомных процентов водорода, причем многие исследования говорят о том, что до половины водорода химически не связано с углеродом. Плотность алмазоподобных пленок, в зависимости от количества водорода содержащегося в них, колеблется от 1,5 до 3,0 г/см³.
При осаждении из ионных пучков средних энергий (50-500 эВ) образуется смесь мелкокристаллического алмаза и другой твердой аморфной фазы. Такие пленки содержат значительное количество sp³ связей, которые и обеспечивают алмазоподобные свойства пленок, такие как высокая твердость, ИК прозрачность, химическая инертность и низкий коэффициент трения. Термин «алмазоподобный углерод» обозначает как аморфный углерод (а-С), так и гидрогенизированный углерод (а-С : Н).
Алмазоподобные пленки могут быть получены разными методами, но главной обшей чертой большинства методов является бомбардировка растущей пленки пучком ионов средних энергий. Особенно продуктивным является осаждение из моноэнергетических пучков единичных ионов (МSIВ), где нейтралы и другие ионы удаляются магнитным полем. Получаемые а-С пленки имеют наивысшее содержание sp³ связей по сравнению с распылением и лазерно-дуговой плазмой.
Методы получения и свойства алмазоподобных пленок уже хорошо поняты, тогда как в механизме осаждения еще очень много неясного.
1.3.4 Термическая обработка
Прочность твердых сплавов зависит от многих факторов, таких как фазовый состав сплава, размер зерен карбида и кобальтовой фазы, напряжения в кобальтовой и карбидной фазах. Исследования характера разрушения твердых сплавов, в том числе с использованием методов электронной металлографии и фрактографии, дают ценные сведения при выяснении вопроса, какой из этих факторов имеет преобладающее значение в обеспечении прочностных характеристик твердых сплавов.
Обычно используемые в промышленности среднезернистые сплавы, несмотря на значительную хрупкость карбида вольфрама, разрушаются в основном по кобальтовой фазе или по межфазным границам. Экспериментально доказано /2/, что пределы упругости и текучести твердых сплавов определяются состоянием связующей фазы.
Заключаем, что упрочнение твердых сплавов возможно путем воздействия на связующую фазу. Последняя представляет собой твердый раствор вольфрама и углерода в кобальте, причем концентрация этого раствора различна в зависимости от условий изготовления сплава.
Одним из вариантов упрочняющей обработки, основанной на изменении состояния связующей фазы, является термическая обработка.
Фазовый состав определяется не только наличием определенных фаз, но и их физико-механическими свойствами, такими как твердость, прочность, которые будут зависеть от степени растворения одних фаз в других. А это, в свою очередь, зависит от их кристаллического строения, вида элементарной и примитивной решеток, силы связей между атомами, электронного строения, а также от внешних условий получения фазового состава, например, скорости охлаждения, наличия свободного углерода, величины зерен исходных смесей, условий спекания, среды, в которой производится спекание.
Таким образом, изменяя внешние условия, можно влиять на элементы структуры сплавов, на структуру, а следовательно, на их режущие свойства. Поэтому можно считать естественным, что существует такой вид термической обработки, которая, влияя на структуру сплава, вызывает в ней изменения, за счет которых режущие способности достигнут своего оптимального значения.
Современные методы спекания твердых сплавов имеют односторонний подход, основанный на недопущении в структурный состав сплава «нежелательных» фаз, то есть таких фаз, которые снижают прочность, твердость и другие физико-механические свойства. Это достигается принятыми режимами спекания. В то же время существуют такие условия термообработки, которые, если бы не вызывали возникновение «нежелательных» фаз, то приводили бы к резкому увеличению режущих свойств, так как помимо отрицательных действий условий термообработки, заключающихся в появлении этих фаз, существуют ещё и положительные, которые ведут к общему увеличению прочности и твердости.
Вполне возможно, что иными способами, кроме применения методов термообработки, повысить режущие свойства трудно. Что касается «нежелательных» фаз, то, хотя их первоначальное возникновение и неизбежно, можно попытаться избавиться от них, например при повторной термообработке, которая имела бы такие режимы, которые, не влияя на уже полученные при первой термообработке положительные результаты, аннулировали бы эти «нежелательные» фаз, допустим, растворив их или раздробив карбиды с последующим растворением в маточном растворе. До сих пор методы термической обработки твердых сплавов, хотя и давали некоторые повышения их свойств, но, безусловно, незначительное /8/.
В практике изготовления твердых сплавов после спекания применяется медленное охлаждение (от 2 до 5 °С/мин) с целью исключения влияния скоростей охлаждения на возможность появления трещин в изделии. В связи с этим вопросы ускоренного охлаждения сплавов после спекания являются пока лишь предметом научных исследований.
При появлении первых однокарбидных (вольфрамокобальтовых) твердых сплавов к ним пытались применять те же методы термообработки, что и для сталей. Для сплавов с низким содержанием кобальта эти попытки оказались безрезультатными. В ряде работ были получены первые положительные результаты при закалке сплавов на основе Ti – WC – сталь, а также применительно к спеченным легированным сталям с добавками сложных карбидов Ti – WC, Ti – Mo2C, Ti – VC, VC – WC и при температуре закалки от 1100 до 1350 °С в масле. Состав и свойства цементирующей кобальтовой фазы спеченных пластин можно регулировать путем изменения в них содержания углерода, а также скорости охлаждения при дополнительной термообработке.
Эффективен метод упрочнения твердых сплавов термической обработкой, например, закалкой, позволяющей существенно повысить их прочностные характеристики. Исследованию подвергались твердые сплавы марок ВК15, ВК6, ВК8, ВК8В. Температура нагрева составила от 750 до 1200 °С и выше, скорость нагрева от 10 до 15 °С/с.
Термическая обработка спеченных сплавов способствует исправлению и улучшению структуры, а также повышению их физико-химических и режущих свойств. Известно, что упрочнение твердых сплавов возможно путем воздействия на связующую фазу. Последняя представляет собой твердый раствор вольфрама и углерода в кобальте, причем концентрация этого раствора различна в зависимости от условий изготовления сплава.
Одним из вариантов упрочняющей обработки, основанной на изменении состояния связующей фазы, является термическая обработка. Например, при температуре плавления эвтектики отмечается предельная растворимость WC в Co 10 %, при наличии в структуре сплава включений графита и 15 % – в случае получения образцов в вакууме, где возникает некоторое обезуглероживание. Эти данные свидетельствуют о зависимости растворимости WC и Co, связанной с содержанием в сплаве углерода.
Состав связующей фазы существенно влияет и на величину временного сопротивления твердых сплавов. Так, медленно охлажденные сплавы с 10 %-ным содержанием кобальта показывают большую прочность, чем быстро охлажденные. Объясняется это увеличением растворимости WC в Co при быстром охлаждении, то есть большей потерей пластичности. В то время же для высококобальтовых сплавов наблюдается обратная картина: большей прочностью обладают быстроохлажденные сплавы.
Твердые сплавы имеют много общего с дисперсионно-твердеющими сплавами и поэтому их пластичность, как правило, рассматривается исходя из основных элементов теории дисперсионного твердения. К этим сплавам их приближает и явление старения раствора WC в Co. Например, на образцах твердого раствора на основе кобальта, содержащего небольшое количество WC (3 %), наблюдалось повышение твердости HV с 1980 до 2170 МПа после закалки при температуре 1200 °С и последующего отпуска при температуре 600 °С.
Экспериментальные данные указывают на возможность изменять состав связующей фазы варьированием температурой спекания и условиями охлаждения, а также термической обработкой сплавов в спеченном состоянии и тем самым влиять на некоторые свойства твердых сплавов, зависящие от состояния связующей фазы.
Термической обработке твердых сплавов посвящен ряд работ, результаты которых во многом противоречивы /2/. В этих работах делались попытки проведения различных видов термической обработки как спеченных твердых сплавов, так и при изменении условий охлаждения в процессе спекания.
Термическая обработка спеченных сплавов проводится в большинстве случаев по двум направлениям:
– нагрев до температуры от 800 до 1250 °С с последующим охлаждением в различных средах;
– отжиг (или отпуск) при температуре от 600 до 1250 °С в течении нескольких часов. Иногда время отжига достигает 100 часов.
В этом случае добиваются в сплаве структурных превращений, а применение отпуска способствует снижению термических напряжений, но повышение прочностных характеристик достигается не во всех случаях.
Последнее связано, очевидно с тем, что среда, в которой образцы нагревались, время выдержки при заданной температуре, а также скорость охлаждения, не обеспечили, с одной стороны, протекания структурных превращений в твердом сплаве, а с другой – фиксирование возможных изменений структуры. В свою очередь, при дополнительном отжиге при температуре от 750 до 900 °С с последующей нормализацией (от 900 до 950°С) достигается улучшение механических характеристик и увеличение прочности твердосплавных изделий на 32 %. Производственные испытания этих твердосплавных инструментов показали увеличение их режущей способности в 1,3 раза.
Существуют попытки применения термической обработки для исправления структуры твердых сплавов, спеченных с нарушением технологии изготовления. Сущность термообработки при этом состоит в том, что сплавы нагревают в атмосфере водорода при температуре от 1225 до 1295 °С с последующей закалкой, после чего их отпускают в течении времени от 1 до 3 часов при температуре от 700 до 900 °С в нейтральной атмосфере или вакууме. Такая термообработка позволяет восстановить ударную вязкость твердых сплавов до уровня нормально спеченных.
Во многих случаях твердосплавные изделия для оснащения различных видов инструмента подвергаются пайке. Дополнительный нагрев до температуры пайки может существенно изменить эффект термической обработки. В связи с этим представляет интерес влияние нагрева ТВЧ до температуры пайки на физико-механические характеристики термообработанных сплавов /9/.
Исследования показали, что дополнительный нагрев ТВЧ до температуры пайки не приводит к заметному изменению магнитных характеристик. В связи с тем, что нагрев ТВЧ происходит очень быстро и выдержка при температуре пайки составляет менее 2 минут, процессы диффузионного перераспределения компонентов не успевают развиться, поэтому не изменяется структура, зафиксированная при закалке. Механические характеристики при этом остаются на уровне, достигнутом при закалке.
Таким образом, применение термической обработки для упрочнения твердых сплавов возможно также для изделий, подвергающихся пайке.
Различные изменения, которые претерпевают структурные составляющие твердого сплава, а также его состояния в целом определяются характером термической обработки.
Эти изменения играют неодинаковую роль в повышении прочностных характеристик твердых сплавов.
Целесообразно провести более глубокое изучение механизма упрочнения твердых сплавов при термической обработке с использованием современных методов электронной металлографии на основе дислокационных представлений о структуре материала. Это позволит целенаправленно регулировать режимы термообработки для получения твердых сплавов с заданными механическими характеристиками.
Для тяжело нагруженных резцов, требующих увеличения прочности во всем сечении твердого сплава, наиболее эффективной является термическая обработка, обеспечивающая наряду с повышением прочности увеличение износостойкости. Применение этого метода упрочнения не исключает последующей абразивной обработки, более того, эффект суммируется определенным образом.
1.3.5 Лазерное упрочнение
По литературным источникам известно, что воздействие лазерного излучения на твердый сплав вызывает упрочнение поверхностного слоя. В частности, для металлорежущих резцов передняя и задняя поверхности подвергались лазерному воздействию в различных сочетаниях и на оптимальных плотностях энергии на лазерной машине «Квант-16». Анализ данных показал, что стойкость резцов может быть повышена при облучении с определенными плотностями энергии. Так оптимальная плотность энергии для твердых сплавов Т5К10 и ВК8 от 1,3 до 1,5 Дж/мм и от 1,8 до 1,9 Дж/мм соответственно /10/.
Особенностью лазерной обработки твердых сплавов является возможность образования дефектов в процессе воздействия луча лазера: появление микротрещин, отслаивания участков поверхностного слоя и оплавления материала с образованием сетки микротрещин по периферии. Поэтому очень важно определить режимы, гарантирующие получение бездефектной поверхности.
Установлено, что оптимальная величина плотности энергии упрочнения определяется структурой и составом твердого сплава, зависит от коэффициента перекрытия луча лазера и исходной шероховатости поверхности.
Установлено, что максимальную стойкость обеспечивает твердосплавный резец, получивший только один импульс в оптимальном режиме лазерного излучения со стороны передней поверхности.
1.3.6 Комбинированные методы упрочнения
В журнале «Физика и химия обработки материалов» за 1995 год приведена работа ученых Омского государственного университета Полещенко К. Н., Полетика М. Ф., Геринга Г. И., Вершинина Г. А. по исследованию влияния комбинированного ионного облучения на элементный состав и износостойкость сплава WC–Co (сплав группы ВК). Методом масс-спектроскопии исследован элементный состав приповерхностных слоев сплава WC–Co, облученного ионными пучками различного состава. Установлено, что комбинированная ионно-лучевая обработка пучком (Zr+–Mo+–Zr+)–N+ позволяет повысить износостойкость режущих пластин из твердого сплава при обработке Ti-сплавов до 4 раз по сравнению с исходными образцами. Проведено моделирование распределения внедрения ионов по глубине образца с учетом радиационно-стимулированной диффузии и распыления поверхности /11/.
Учеными Якаиси М., Ко Т., Ямаока Н., Уэда Ф., Сасано М. японского холдинга «Mitsubishi» предложен новый композиционный материал для спеченного режущего инструмента с высоким сопротивлением скалыванию и способ его изготовления /1/. Композиционный материал для инструмента состоит из основы, представляющей собой твердый сплав, который содержит от 3 до 20 % Co, остальное – WC, и режущей части, являющейся спеченным материалом на основе алмаза, причем обе части соединены между собой путем спекания. В объеме режущей части дисперсно распределены частицы SiC диаметром не более 0,5 мкм при их содержании от 1 до 20 %. Вследствие диффузионной миграции компонентов при спекании композиционного материала в состав режущей части входит сплав системы Co–W–C в количестве от 0,1 до 20 %; диаметр частиц алмаза в режущей части должен составлять не более 1 мкм.
Способ изготовления композиционного материала включает изготовление основы приемами порошковой металлургии и изготовление режущей части, которое состоит из составления композиции состава от 1 до 10 % SiС (зернистостью 0,5 мкм), от 1 до 10 % органическое соединение, алмаз (зернистостью не более 0,5 мкм) – остальное, путем влажного перемешивания компонентов и последующего ее нагрева в бескислородной атмосфере органического соединения. Затем эту смесь формуют и соединяют с основой под давлением не менее 5 ГПа при температуре не менее 1400 °С, то есть в обычных условиях спекания при сверхвысоких давлениях. Полученный режущий инструмент характеризуется высокой износостойкостью /12/.
Например, смесь для режущей части, содержащую алмаз (зернистость частиц не более 0,5 мкм) – 98 %, SiC (зернистость не более 0,5 мкм) – 1 %, полиэтиленгликоль – 1 %, готовили перемешиванием в бензоле в течение 20 часов, после сушки смесь выдерживали при 200 и при 900 °С по 2 часа для карбидизации, а затем прессовали под давлением 200 МПа заготовку диаметром 7 и толщиной 1 мм. Заготовку для основы диаметром 7 и толщиной 3 мм прессовали из смеси WC – 97 %, Co – 3 %. Затем основу и режущую часть спекали вместе под давлением 5,5 ГПа при 1480 °С и выдержке 30 минут. При точении заготовки из спеченной Al2O3 в течение 25 минут со скоростью 10 м/мин, подаче 0,05 мм/об и глубине резания 0,2 мм сколов резца из композиционного материала не наблюдали, шероховатость получаемой поверхности была значительно ниже стандартной.
В НИИ проблем порошковой технологии и покрытий РИТЦ при Пермском государственном университете Косгор С. П., Губайдуллин Н. Ш. и Костров Д. В. провели исследование мультислойных вакуумно-плазменных покрытий и их свойств. Исследованию подверглись структура многослойных покрытий, состоящих из монослоев нитридов, карбидов Ti и Cr, а также микротвердость вакуумных конденсатов. Установлено, что уменьшение толщины микрослоев (hs) от 1000 до 200 нм вызывает незначительное увеличение микротвердости, в интервале hc от 200 до 5 нм наблюдается резкое увеличение микротвердости от 3750 до 5375 кг/мм2. Тысячеслойное покрытие TiC–TiN оказалось до 2,5 раз тверже, чем покрытие только из TiC или TiN. Проведена оптимизация режимов и процессов напыления многослойных покрытий /13/.
В Днепропетровске (Украина) НИИ Черметмеханизация учеными Жаботинским В. И., Нерода В. Я., Грачевым К. Г. разработан процесс комплексной объемной термической обработки (КТО) твердых сплавов вольфрамовой группы. Комплексная термообработка обеспечивает при сохранении твердости повышение пластичности твердых сплавов, их устойчивость к ударным нагрузкам и вибрациям за счет формирования характерной карбидной структуры. Процесс комплексной термообработки является экологически чистым, поддается полной автоматизации. Освоенная технология позволяет обработать более 1 кг. в час твердого сплава и повысить производительность. Комплексная термообработка до 10 раз увеличивает срок службы твердосплавного инструмента в производственных условиях /14/.
В Италии разработана технология нанесения на режущий инструмент методом химического осаждения (метод Diamatorr) толстых (до 1 мм) пленок из чистого кристаллического алмаза без добавок легирующих элементов. При обычном методе нанесения поликристаллических алмазов процесс происходит при высоких давлении и температуре. При этом снижаются твердость и теплопроводность в сравнении с чистыми алмазами. Предложенный метод осуществляется при низком давлении; при этом сохраняются все основные характеристики алмазов. Полученное покрытие превосходит известные по твердости, теплопроводности, пределу прочности при высоких температурах. Фрезы с предложенным покрытием могут работать при скоростях от 6000 до 30000 оборотов в минуту.
В Японии Цумори Тосихиро и Син Эцу предложили способ нанесения тонких поликристаллических алмазоподобных пленок на острие режущих инструментов. К поверхности подложки подают газообразные водород и углеводород, и возбуждают СВ-колебания (от 300 МГц до 30 ГГц); образующаяся плазма белого свечения периодически контактирует с подложкой, в результате чего формируется пленка /15/.
В Российском научном центре «Курчатовский институт» разработаны технологии получения алмазоподобного покрытия при низком давлении и низкой температуре либо с помощью ионного распыления графита, либо из углеродосодержащей газовой фазы. Обе технологии позволяют наносить алмазоподобные покрытия практически на любые твердые подложки, изготавливать многослойные покрытия, получать свободные пленки из искусственного алмаза.
Институтом физики металлов УрО РАН под руководством к.ф.-м.н. Трахтенберга И. Ш. к.ф.-м.н. Владимировой А. Б. была проведена работа, в результате которой создана экспериментальная установка, позволяющая путем бомбардировки ионами азота с энергией около 30 кэВ проводить модификацию поверхности металлообрабатывающего инструмента с последующим нанесением алмазоподобного упрочняющего покрытия. Сравнительные испытания износостойкости инструмента, проведенные на Турбомоторном заводе с АПП на имплантированной и неимплантированной поверхностях показали значительное увеличение ресурса работы такого инструмента по сравнению с ненапыленным. Дальнейшее повышение ресурса работы может быть достигнуто оптимизацией режимов и условий имплантации /16/.
Чувашским государственным университетом предлагается технология и оборудование для нанесения алмазоподобных покрытий на изделия из различных материалов. Температура синтеза не выше 70 °С. Указанные покрытия заметно увеличивают стойкость режущего инструмента при обработке цветных металлов, пластмасс, древесины и других материалов. Уникальность физико-механических свойств алмазоподобных пленок (высокая твердость, теплопроводность и коррозионная стойкость, низкая электропроводность, хорошие антифрикционные свойства) вызывают интерес их широкого использования в различных областях практической деятельности человека.
В Югославии производилась работа в результате которой приведен обзор основных направлений в плазменной технологии обработки поверхности, приведен список основных мировых центров по разработке плазменной технологии. Основное внимание уделено применению плазменной технологии для улучшения поверхностных характеристик инструмента и других подверженных износу деталей. Обсуждаются плазменные технологии нанесения покрытий: физическое осаждение из пара (PVD-процесс), химическое осаждение из пара (CVD-процесс), плазменное напыление при атмосферном и пониженном давлении (процессы APS и LPPS). Приведены принципиальные схемы оборудования, описаны его возможности. Обсуждаются PVD-процессы, в частности «DPLEX» PVD, позволяющий одновременно осуществлять ионное азотирование и нанесение покрытия; а также процесс LPPS как один из наиболее эффективных для нанесения износостойких покрытий на инструмент и другие детали /17/.
В Институте проблем сверхпластичности металлов РАН Зариповым Н. Г., Кайбышевым О.А., Петровой Л. В., Ефимовой О. Ю. опубликован способ изготовления изделий из твердых сплавов на основе карбидов переходных металлов.
В КНР исследовали влияние параметров нового процесса, называемого карбоспеканием, на свойства твердых сплавов, WC–Co. Оптимальное содержание углерода для получения твердых сплавов с неоднородной структурой составило от 6 до 6,1 %, оптимальная температура спекания – от 1420 до 1450 °С. Получены твердые сплавы WC–Co с содержанием Со – 10 % с плотностью от 14,4 до 14,6 г/см3, твердостью от 88,2 до 89,9 HRA, sв от 2600 до 2900 МПа. Может быть получен сплав с размером зерен WC менее 1 мкм.Современные сплавы содержат очень много компонентов, поэтому для расчета фазовых равновесий и диаграмм состояния используют новые компьютерные технологии и программы /19/. В Швеции для исследования и разработки твердых сплавов используют базу данных «Termo – Calc», созданную в Стокгольмском Королевском институте технологий и программу «Poly». Успешное использование компьютерных программ сильно зависит от точности и количества информации в базе данных. Расчет диаграмм состояний не только помогает в работе с многокомпонентными системами, но и является удобным средством представления результатов исследований. Построение диаграмм состояния на основе термодинамических расчетов позволяет ускорить и снизить стоимость разработок новых марок твердых сплавов /20/.
1.3.7 Направление дальнейших исследований
Исходя из вышесказанного, износостойкость твердосплавного инструмента может быть увеличена. Но большинство вышеприведенных методов еще не исчерпали своих возможностей. Процессы, происходящие в ходе реализации этих методов и зависимость свойств инструмента от режимов упрочнения, требуют дальнейших исследований. В особенности это относится к термической обработке и нанесению покрытий. Таким образом, можно сделать вывод: следует проводить запланированные эксперименты, варьируя режимы упрочнения и испытывая образцы, выявлять зависимости между режимами и полученными свойствами, в дальнейшем обоснованно подбирая наилучшие из них.
2 Исследовательская часть
2.1 Цель и объект исследования о влиянии твердых сплавов в машиностроении
Металлообработка является важнейшей отраслью промышленности. Режущий инструмент – главная составляющая металлообрабатывающей промышленности. Твердые сплав является основным материалом для изготовления режущего инструмента (резцов, зенкеров, сверл, разверток, фрез и других). Развитие и совершенствование технологических процессов многих отраслей промышленности неразрывно связаны с применением твердых сплавов, что способствует существенному повышению эксплуатационных характеристик инструмента и производительности труда.
В настоящее время в отечественной твердосплавной промышленности проводятся глубокие исследования, связанные с возможностью повышения эксплуатационных свойств твердых сплавов и расширением сферы применения.
И в связи с этим целью исследовательской части данной дипломной работы является изучение влияния термической обработки на физико-механические свойства твердых сплавов групп ВК и ТТК (ВК8 и ТТ10К8Б), так как изменение твердости, напряжение при изгибе, микроструктуры должно положительно влиять на режущие и эксплуатационные свойства сплава.
В данной работе провели несколько исследований по возможным методам повышения эксплуатационных свойств твердого сплава. В исследованиях использовали образцы – штабики ВК8 5×5×35 и трехгранные пластины ТТ10К8Б 15×15×15 (рисунок 2.1).
а б
а – ВК8; б – ТТ10К8Б
Рисунок 2.1 – Общий вид образцов – штабиков 5×5×35 и пластин 15×15×15
2.2 Методы исследования
Были проведены следующие испытания: определение твердости, прочности при изгибе, испытания на истирание, которые подробно рассмотрены ниже.
2.2.1 Определение твердости
Твердость – это свойство поверхностного слоя материала оказывать сопротивление деформации при местных контактных воздействиях со стороны другого, более твердого и не получающего остаточной деформации тела (индентора) установленной формы и размеров.
Твердость определяют при помощи воздействия на поверхность металла наконечника (индентора), изготовленного из закаленной стали, алмаза или твердого сплава и имеющего форму шарика, конуса или четырёхгранной пирамиды. Выбор формы индентора и величины нагрузки зависит от целей испытания, ожидаемых свойств, состояния поверхности и размеров испытуемого образца.
Для изделий из твердых сплавов приемлемым является метод Виккерса, т.к. данным методом можно испытывать материалы более высокой твердости из-за применения алмазной пирамиды. Испытания на твердость проводились по методу Виккерса на немецком твердомере HVS - 10 (рисунок 2.2).
Рисунок 2.2 – Твердомер HVS – 10 и схема измерения твердости по методу Виккерса
При измерении твердости по методу Виккерсу в поверхность тщательно отшлифованного или даже отполированного материала вдавливают алмазный индентор в форме правильной четырехгранной пирамиды. После снятия нагрузки P измеряют диагонали отпечатка в виде квадрата, оставшегося на поверхности образца.
Твердость по Виккерсу обозначают символом HV и определяют ее как отношение нагрузки P к площади боковой поверхности F пирамидального отпечатка:
где P – нагрузка, кН (кгс);
2.2.2 Испытания на прочность на изгиб
Испытания на изгиб твердосплавных штабиков проводили в лаборатории Сопротивления материалов ОГУ на универсальной разрывной машине модели ИР5047-50-10 (рисунок 2.3) с помощью приспособления для определения напряжения на изгиб.
Рисунок 2.3 – Универсальная разрывная машина модели ИР5047-50-10 и приспособление для определения напряжения изгиба.
Напряжение на изгиб определялось по формуле:
σ = М/Wx,
где М = F×l – изгибающий момент;
F – максимальная нагрузка деленная на два;
l – расстояние от опоры до середины образца;
Wx = b×h2/6 – момент сопротивления поперечного сечения образца, м3;
b, h – ширина и высота образца соответственно, м
На разрывной машине модели ИР5047-50-10 твердосплавные штабики после различных режимов термообработки нагружали до разрушения. Данные испытаний на изгиб приведены в таблице 2.1.
Таблица 2.1 – Результаты испытания на изгиб термообработаных образцовВК8
|
Температура нагрева под закалку |
Прочность, МПа после отпуска при нагреве дотемпературы ºС |
|||||
|
Без отпуска |
400 |
500 |
600 |
700 |
||
|
Исходные без ТО |
1669 |
– |
– |
– |
– |
|
|
|
1050 |
2915 |
2922 |
2807 |
2637 |
2479 |
|
|
1100 |
2794 |
2859 |
2770 |
2591 |
2455 |
|
|
1150 |
2458 |
2571 |
2414 |
2059 |
2140 |
|
|
1200 |
2477 |
2584 |
2471 |
2331 |
2072 |
|
|
1250 |
2450 |
2334 |
2318 |
1961 |
1929 |
По данным из таблицы 2.1 были построены графики, на которых показано изменение твердости сплава ВК8 в зависимости от термической обработки.
Рисунок 2.4 - Изменение твердости сплава ВК8 в зависимости от термической обработки
2.2.3 Испытания на износостойкость при трении
Твердые сплавы не поддаются износу на абразивном круге, поэтому была сконструирована и собрана машина для испытаний на износ при трении (рисунок 2.5). Машина предназначена для испытания износостойкости при трении твердосплавных образцов (штабиков ВК8 и пластин ТТ10К8Б).
|
|
|
|
1 – державка для образца; 2 – рычаг; 3 – алмазный круг;
4 – электродвигатель.
Ø круга - 150 мм, число оборотов – 2760 мин
Рисунок 2.5 – Машина для испытаний на износ при трении
Испытания осуществли по следующему принципу: предварительно взвешенный образец закрепли в державку 1, прижимаемую рычагом 2 к поверхности алмазного круга 3, алмазный круг приводится в движении электродвигателем 4, проводим истирание в течении выбранного времени
(30, 60, 90, 120, 150, 180 секунд), после чего повторно взвешиваем штабик и вычисляем потерю массы. Масса штабиков до испытаний приведена в таблице 2.4.
2.2.4 Микроанализ
Микроскопический метод исследования металлов и сплавов или кратко микроанализ предусматривает изучение микроструктуры металла при помощи металлографического микроскопа. Между микроструктурой и многими свойствами металла существует достаточно определенная связь. Поэтому микроанализ имеет большое значение.
Образец, поверхность которого подготовлена для микроанализа, называется микрошлифом.
Микроскопический анализ включает приготовление микрошлифа, выявление микроструктуры (травление), исследование структуры под микроскопом. Наблюдаемая в микроскопе картина строения металла называется микроструктурой. Микроструктура металлов и сплавов характеризуется количеством, формой и расположением фаз и размером зерна, которые влияют на механические свойства сплавов. Микроанализ применяется для определения формы и размеров зерен, для выявления микропороков металла – микротрещин, раковин, пористости, микровключений, ликвации.
2.3 Результаты исследований
- Измерение твердости
Перед нагревом измерили твердость исходных образцов, по 9 уколов на грани, и была посчитана средняя твердость по месту и по всей грани ( данные приведены в таблице 2.1). Нагрев проводили на машине для контактной сварки, применяли различные защитные среды.
Таблица 2.2 – Результаты измерения твердости исходных штабиков ВК8
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
|
1 штабик |
|
|
|
|
|
|
|
|
||
|
|
слева |
|
по середине |
|
справа |
|
|
|
|
||
|
|
d |
HV |
d |
HV |
d |
HV |
|
|
|
||
|
|
1 грань |
|
|
|
|
|
ср.1 гр. |
0,1073 |
1673,55 |
||
|
|
0,121 |
1316,85 |
0,110 |
1593,39 |
0,104 |
1782,54 |
|
|
|
||
|
|
0,101 |
1890,01 |
0,106 |
1715,91 |
0,107 |
1683,99 |
|
|
|
||
|
|
0,108 |
1652,95 |
0,100 |
1928,00 |
0,109 |
1622,76 |
|
|
|
||
|
средн |
0,1100 |
1619,94 |
0,1053 |
1745,77 |
0,1067 |
1696,43 |
|
|
|
||
|
|
2 грань |
|
|
|
|
|
ср.2 гр. |
0,1092 |
1616,16 |
||
|
|
0,112 |
1536,99 |
0,110 |
1593,39 |
0,112 |
1536,99 |
|
|
|
||
|
|
0,111 |
1564,81 |
0,106 |
1715,91 |
0,107 |
1683,99 |
|
|
|
||
|
|
0,112 |
1536,99 |
0,107 |
1683,99 |
0,106 |
1715,91 |
|
|
|
||
|
средн |
0,1117 |
1546,26 |
0,1077 |
1664,43 |
0,1083 |
1645,63 |
|
|
|
||
|
|
3 грань |
|
|
|
|
|
ср.3 гр. |
0,1089 |
1626,07 |
||
|
|
0,114 |
1483,53 |
0,112 |
1536,99 |
0,108 |
1652,95 |
|
|
|
||
|
|
0,110 |
1593,39 |
0,106 |
1715,91 |
0,104 |
1782,54 |
|
|
|
||
|
|
0,110 |
1593,39 |
0,110 |
1593,39 |
0,106 |
1715,91 |
|
|
|
||
|
средн |
0,1113 |
1556,77 |
0,1093 |
1615,43 |
0,1060 |
1717,14 |
|
|
|
||
|
|
4 грань |
|
|
|
|
|
ср.4 гр. |
0,1086 |
1636,07 |
||
|
|
0,106 |
1715,91 |
0,109 |
1622,76 |
0,109 |
1622,76 |
|
|
|
||
|
|
0,104 |
1782,54 |
0,112 |
1536,99 |
0,111 |
1564,81 |
|
|
|
||
|
|
0,107 |
1683,99 |
0,111 |
1564,81 |
0,108 |
1652,95 |
|
|
|
||
|
средн |
0,1057 |
1727,48 |
0,1107 |
1574,85 |
0,1093 |
1613,51 |
|
|
|
||
|
|
2 штабик |
|
|
|
|
|
Общ ср |
0,1085 |
1637,75 |
||
|
|
слева |
|
по центру |
|
справа |
|
|
|
|
||
|
|
d |
HV |
d |
HV |
d |
HV |
|
|
|
||
|
|
1 грань |
|
|
|
|
|
ср.1 гр. |
0,1112 |
1558,56 |
||
|
|
0,110 |
1593,39 |
0,113 |
1509,91 |
0,111 |
1564,81 |
|
|
|
||
|
|
0,109 |
1622,76 |
0,116 |
1432,82 |
0,113 |
1509,91 |
|
|
|
||
|
|
0,106 |
1715,91 |
0,109 |
1622,76 |
0,114 |
1483,53 |
|
|
|
||
|
средн |
0,1083 |
1644,02 |
0,1127 |
1521,83 |
0,1127 |
1519,42 |
|
|
|
||
|
|
2 грань |
|
|
|
|
|
ср.2 гр. |
0,1082 |
1646,17 |
||
|
|
0,107 |
1683,99 |
0,111 |
1564,81 |
0,100 |
1928,00 |
|
|
|
||
|
|
0,110 |
1593,39 |
0,108 |
1652,95 |
0,106 |
1715,91 |
|
|
|
||
|
|
0,113 |
1509,91 |
0,110 |
1593,39 |
0,109 |
1622,76 |
|
|
|
||
|
средн |
0,1100 |
1595,76 |
0,1097 |
1603,72 |
0,1050 |
1755,56 |
|
|
|
||
|
|
3 грань |
|
|
|
|
|
ср.3 гр. |
0,1058 |
1723,13 |
||
|
|
0,104 |
1782,54 |
0,104 |
1782,54 |
0,106 |
1715,91 |
|
|
|
||
|
|
0,108 |
1652,95 |
0,100 |
1928,00 |
0,111 |
1564,81 |
|
|
|
||
|
|
0,105 |
1748,75 |
0,104 |
1782,54 |
0,110 |
1593,39 |
|
|
|
||
|
средн |
0,1057 |
1728,08 |
0,1027 |
1831,03 |
0,1090 |
1624,70 |
|
|
|
||
|
|
4 грань |
|
|
|
|
|
ср.4 гр. |
0,1056 |
1730,39 |
||
|
|
0,105 |
1748,75 |
0,108 |
1652,95 |
0,110 |
1593,39 |
|
|
|
||
|
|
0,107 |
1683,99 |
0,104 |
1782,54 |
0,105 |
1748,75 |
|
|
|
||
|
|
0,100 |
1928,00 |
0,104 |
1782,54 |
0,107 |
1683,99 |
|
|
|
||
|
средн |
0,1040 |
1786,91 |
0,1053 |
1739,35 |
0,1073 |
1675,38 |
|
|
|
||
Продолжение таблицы 2.2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
3 штабик |
|
|
|
|
|
общ. Ср |
0,1077 |
1662,34 |
|
|
слева |
|
по середине |
|
справа |
|
|
|
|
|
|
d |
HV |
d |
HV |
d |
HV |
|
|
|
|
|
1 грань |
|
|
|
|
|
ср.1 гр. |
0,1074 |
1670,09 |
|
|
0,105 |
1748,75 |
0,110 |
1593,39 |
0,107 |
1683,99 |
|
|
|
|
|
0,109 |
1622,76 |
0,111 |
1564,81 |
0,106 |
1715,91 |
|
|
|
|
|
0,102 |
1853,13 |
0,108 |
1652,95 |
0,109 |
1622,76 |
|
|
|
|
средн |
0,1053 |
1741,55 |
0,1097 |
1603,72 |
0,1073 |
1674,22 |
|
|
|
|
|
2 грань |
|
|
|
|
|
ср.2 гр. |
0,1078 |
1659,77 |
|
|
0,108 |
1652,95 |
0,109 |
1622,76 |
0,102 |
1853,13 |
|
|
|
|
|
0,110 |
1593,39 |
0,114 |
1483,53 |
0,107 |
1683,99 |
|
|
|
|
|
0,106 |
1715,91 |
0,108 |
1652,95 |
0,106 |
1715,91 |
|
|
|
|
средн |
0,1080 |
1654,08 |
0,1103 |
1586,41 |
0,1050 |
1751,01 |
|
|
|
|
|
3 грань |
|
|
|
|
|
ср.3 гр. |
0,1083 |
1642,79 |
|
|
0,110 |
1593,39 |
0,106 |
1715,91 |
0,112 |
1536,99 |
|
|
|
|
|
0,109 |
1622,76 |
0,108 |
1652,95 |
0,111 |
1564,81 |
|
|
|
|
|
0,106 |
1715,91 |
0,105 |
1748,75 |
0,108 |
1652,95 |
|
|
|
|
средн |
0,1083 |
1644,02 |
0,1063 |
1705,87 |
0,1103 |
1584,92 |
|
|
|
|
|
4 грань |
|
|
|
|
|
ср.4 гр. |
0,1091 |
1619,46 |
|
|
0,113 |
1509,91 |
0,109 |
1622,76 |
0,112 |
1536,99 |
|
|
|
|
|
0,104 |
1782,54 |
0,107 |
1683,99 |
0,109 |
1622,76 |
|
|
|
|
|
0,110 |
1593,39 |
0,105 |
1748,75 |
0,113 |
1509,91 |
|
|
|
|
средн |
0,1090 |
1628,61 |
0,1070 |
1685,17 |
0,1113 |
1556,55 |
|
|
|
|
|
|
|
|
|
|
|
общ. Ср |
0,1082 |
1647,86 |
|
|
средн по столбцу |
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
|
3 |
|
|
|
|
|
|
0,10811 |
1656,125 |
0,10806 |
1656,464 |
0,10819 |
1651,205 |
|
|
|
|
|
общее ср |
|
|
|
|
|
|
|
|
|
|
0,10812 |
1654,598 |
|
|
|
|
|
|
|
Таблица 2.3 – Результаты измерения твердости на термообработанных образцах ВК8
|
|
Диагональ, мм |
Твердость, HV |
||||||
|
ЖКС закалка раствор |
|
|
||||||
|
1 |
2 |
3 |
4 |
5 |
||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,110 |
0,106 |
1593,39 |
1715,91 |
||||
|
|
0,107 |
0,109 |
1683,99 |
1622,76 |
||||
|
|
0,108 |
0,107 |
1652,95 |
1683,99 |
||||
|
ср. знач. |
0,1083 |
0,1073 |
1643,443 |
1674,221 |
||||
|
общ. ср |
0,1078 |
|
1658,832 |
|
||||
|
ЖКС отпуск раствор |
|
|
|
|||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,105 |
0,103 |
1748,75 |
1817,32 |
||||
|
|
0,107 |
0,105 |
1683,99 |
1748,75 |
||||
|
|
0,103 |
0,106 |
1817,32 |
1715,91 |
||||
|
ср. знач. |
0,1050 |
0,1047 |
1750,023 |
1760,664 |
||||
|
общ. ср |
0,1048 |
|
1755,343 |
|
||||
|
ЖКС закалка порошок |
|
|
||||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,104 |
0,105 |
1782,54 |
1748,75 |
||||
|
|
0,105 |
0,108 |
1748,75 |
1652,95 |
||||
|
|
0,103 |
0,104 |
1817,32 |
1782,54 |
||||
|
ср. знач. |
0,1040 |
0,1057 |
1782,874 |
1728,082 |
||||
|
общ. ср |
0,1048 |
|
1755,478 |
|
||||
|
ЖКС отпуск порошок |
|
|
||||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,106 |
0,104 |
1715,91 |
1782,54 |
||||
|
|
0,107 |
0,108 |
1683,99 |
1652,95 |
||||
|
|
0,106 |
0,106 |
1715,91 |
1715,91 |
||||
|
ср. знач. |
0,1063 |
0,1060 |
1705,272 |
1717,136 |
||||
|
общ. ср |
0,1062 |
|
1711,204 |
|
||||
|
закалка в воду |
|
|
|
|||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,103 |
0,11 |
1817,32 |
1593,39 |
||||
|
|
0,102 |
0,107 |
1853,13 |
1683,99 |
||||
|
|
0,100 |
0,106 |
1928,00 |
1715,91 |
||||
|
ср. знач. |
0,1017 |
0,1077 |
1866,153 |
1664,430 |
||||
|
общ. ср |
0,1047 |
|
1765,292 |
|
||||
|
масло закалка в масло |
|
|
|
|||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,104 |
0,102 |
1782,54 |
1853,13 |
|
|||
|
|
0,106 |
0,104 |
1715,91 |
1782,54 |
|
|||
|
|
0,107 |
0,103 |
1683,99 |
1817,32 |
|
|||
|
ср. знач. |
0,1057 |
0,1030 |
1727,482 |
1817,668 |
|
|||
|
общ. ср |
0,1043 |
|
1772,575 |
|
|
|||
Продолжение таблицы 2.3
|
графит+масло закалка в масло |
|
|
|
|||||
|
1 |
2 |
3 |
4 |
5 |
|
|||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,107 |
0,11 |
1683,99 |
1593,39 |
|
|||
|
|
0,108 |
0,108 |
1652,95 |
1652,95 |
|
|||
|
|
0,106 |
0,109 |
1715,91 |
1622,76 |
|
|||
|
ср. знач. |
0,1070 |
0,1090 |
1684,284 |
1623,032 |
|
|||
|
общ. Ср |
0,1080 |
|
1653,658 |
|
|
|||
|
отпуск на воздухе |
|
|
|
|
||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,103 |
0,104 |
1817,32 |
1782,54 |
|
|||
|
|
0,105 |
0,107 |
1748,75 |
1683,99 |
|
|||
|
|
0,100 |
0,105 |
1928,00 |
1748,75 |
|
|||
|
ср. знач. |
0,1027 |
0,1053 |
1831,359 |
1738,429 |
|
|||
|
общ. Ср |
0,1040 |
|
1784,894 |
|
|
|||
|
ПВА отпуск воздух |
|
|
|
|
||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,104 |
0,105 |
1782,54 |
1748,75 |
|
|||
|
|
0,105 |
0,107 |
1748,75 |
1683,99 |
|
|||
|
|
0,104 |
0,105 |
1782,54 |
1748,75 |
|
|||
|
ср. знач. |
0,1043 |
0,1057 |
1771,281 |
1727,165 |
|
|||
|
общ. Ср |
0,1050 |
|
1749,223 |
|
|
|||
|
масло воздух |
|
|
|
|
||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,107 |
0,106 |
1683,99 |
1715,91 |
|
|||
|
|
0,108 |
0,104 |
1652,95 |
1782,54 |
|
|||
|
|
0,104 |
0,107 |
1782,54 |
1683,99 |
|
|||
|
ср. знач. |
0,1063 |
0,1057 |
1706,494 |
1727,482 |
|
|||
|
общ. Ср |
0,1060 |
|
1716,988 |
|
|
|||
|
графит+масло воздух |
|
|
|
|||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|||
|
|
0,107 |
0,106 |
1683,99 |
1715,91 |
|
|||
|
|
0,109 |
0,107 |
1622,76 |
1683,99 |
|
|||
|
|
0,107 |
0,104 |
1683,99 |
1782,54 |
|
|||
|
ср. знач. |
0,1077 |
0,1057 |
1663,580 |
1727,482 |
|
|||
|
общ. Ср |
0,1067 |
|
1695,531 |
|
|
|||
|
ПВА в ПВА |
|
|
|
|||||
|
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||||
|
|
0,105 |
0,102 |
1748,75 |
1853,13 |
||||
|
|
0,107 |
0,104 |
1683,99 |
1782,54 |
||||
|
|
0,109 |
0,106 |
1622,76 |
1715,91 |
||||
|
ср. знач. |
0,1070 |
0,1040 |
1685,167 |
1783,864 |
||||
|
общ. Ср |
0,1055 |
|
1734,515 |
|
||||
|
|
Исходный |
|
|
|||||
|
|
|
|
1654,598 |
|
||||
Таблица 2.4 – Результаты измерения твердости исходных
|
образцов ТТ10К8Б и
схема точек измерения
|
Марка образца, |
Диагональ, мм |
Твердость, HV |
|||
|
1 сторона |
2 сторона |
1 сторона |
2 сторона |
||
|
1 |
2 |
3 |
4 |
5 |
|
|
x ТТ10К8Б |
0,110 |
0,113 |
1593,39 |
1509,91 |
|
|
x x x |
0,107 |
0,109 |
1683,99 |
1622,76 |
|
|
x |
0,112 |
0,108 |
1536,99 |
1652,95 |
|
|
|
0,111 |
0,111 |
1564,81 |
1564,81 |
|
|
по центру |
0,110 |
0,110 |
1593,39 |
1593,39 |
|
|
ср. знач. |
0,1100 |
0,1102 |
1593,39 |
1587,61 |
|
|
общ. ср. |
0,1101 |
|
1590,50 |
|
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|
|
0,113 |
0,111 |
1509,91 |
1564,81 |
|
|
|
0,113 |
0,109 |
1509,91 |
1622,76 |
|
|
|
0,110 |
0,112 |
1593,39 |
1536,99 |
|
|
|
0,112 |
0,11 |
1536,99 |
1593,39 |
|
|
по центру |
0,109 |
0,11 |
1622,76 |
1593,39 |
|
|
ср. знач. |
0,1114 |
0,1104 |
1553,59 |
1581,86 |
|
|
общ. ср. |
0,1109 |
|
1567,63 |
|
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|
|
0,109 |
0,108 |
1622,76 |
1652,95 |
|
|
|
0,108 |
0,109 |
1652,95 |
1622,76 |
|
|
|
0,110 |
0,111 |
1593,39 |
1564,81 |
|
|
|
0,112 |
0,111 |
1536,99 |
1564,81 |
|
|
по центру |
0,110 |
0,110 |
1593,39 |
1593,39 |
|
|
ср. знач. |
0,1098 |
0,1098 |
1599,20 |
1599,20 |
|
|
общ. ср. |
0,1098 |
|
1599,20 |
|
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|
|
0,113 |
0,116 |
1509,91 |
1432,82 |
|
|
|
0,109 |
0,113 |
1622,76 |
1509,91 |
|
|
|
0,112 |
0,114 |
1536,99 |
1483,53 |
|
|
|
0,112 |
0,114 |
1536,99 |
1483,53 |
|
|
по центру |
0,114 |
0,110 |
1483,53 |
1593,39 |
|
|
ср. знач. |
0,1120 |
0,1134 |
1536,99 |
1499,27 |
|
|
общ. ср. |
0,1127 |
|
1517,96 |
|
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
1 сторона |
2 сторона |
|
|
|
0,109 |
0,115 |
1622,76 |
1457,84 |
|
|
|
0,113 |
0,112 |
1509,91 |
1536,99 |
|
|
|
0,111 |
0,114 |
1564,81 |
1483,53 |
|
|
|
0,111 |
0,114 |
1564,81 |
1483,53 |
|
|
по центру |
0,115 |
0,117 |
1457,84 |
1408,43 |
|
|
ср. знач. |
0,1118 |
0,1144 |
1542,49 |
1473,18 |
|
|
общ. ср. |
0,1131 |
|
1507,24 |
|
|
Продолжение таблицы 2.4
|
1 |
2 |
3 |
4 |
5 |
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,114 |
0,116 |
1483,53 |
1432,82 |
|
|
0,110 |
0,114 |
1593,39 |
1483,53 |
|
|
0,109 |
0,110 |
1622,76 |
1593,39 |
|
|
0,112 |
0,112 |
1536,99 |
1536,99 |
|
по центру |
0,109 |
0,112 |
1622,76 |
1536,99 |
|
ср. знач. |
0,1108 |
0,1128 |
1570,46 |
1515,27 |
|
общ. ср. |
0,1118 |
|
1542,49 |
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,110 |
0,109 |
1593,39 |
1622,76 |
|
|
0,110 |
0,110 |
1593,39 |
1593,39 |
|
|
0,114 |
0,113 |
1483,53 |
1509,91 |
|
|
0,115 |
0,112 |
1457,84 |
1536,99 |
|
по центру |
0,112 |
0,112 |
1536,99 |
1536,99 |
|
ср. знач. |
0,1122 |
0,1112 |
1531,52 |
1559,18 |
|
общ. ср. |
0,1117 |
|
1545,26 |
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,112 |
0,110 |
1536,99 |
1593,39 |
|
|
0,113 |
0,115 |
1509,91 |
1457,84 |
|
|
0,110 |
0,114 |
1593,39 |
1483,53 |
|
|
0,108 |
0,112 |
1652,95 |
1536,99 |
|
по центру |
0,111 |
0,110 |
1564,81 |
1593,39 |
|
ср. знач. |
0,1108 |
0,1122 |
1570,46 |
1531,52 |
|
общ. ср. |
0,1115 |
|
1550,81 |
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,109 |
0,112 |
1622,76 |
1536,99 |
|
|
0,110 |
0,111 |
1593,39 |
1564,81 |
|
|
0,110 |
0,113 |
1593,39 |
1509,91 |
|
|
0,113 |
0,114 |
1509,91 |
1483,53 |
|
по центру |
0,112 |
0,114 |
1536,99 |
1483,53 |
|
ср. знач. |
0,1108 |
0,1128 |
1570,46 |
1515,27 |
|
общ. ср. |
0,1118 |
|
1542,49 |
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,114 |
0,115 |
1483,53 |
1457,84 |
|
|
0,112 |
0,113 |
1536,99 |
1509,91 |
|
|
0,110 |
0,118 |
1593,39 |
1384,66 |
|
|
0,113 |
0,114 |
1509,91 |
1483,53 |
|
по центру |
0,112 |
0,115 |
1536,99 |
1457,84 |
|
ср. знач. |
0,1122 |
0,1150 |
1531,52 |
1457,84 |
|
общ. ср. |
0,1136 |
|
1494,00 |
|
|
ТТ10К8Б |
1 сторона |
2 сторона |
|
|
|
|
0,109 |
0,112 |
1622,76 |
1536,99 |
|
|
0,109 |
0,111 |
1622,76 |
1564,81 |
|
|
0,113 |
0,108 |
1509,91 |
1652,95 |
|
|
0,111 |
0,109 |
1564,81 |
1622,76 |
|
по центру |
0,110 |
0,113 |
1593,39 |
1509,91 |
|
ср. знач. |
0,1104 |
0,1106 |
1581,86 |
1576,15 |
|
общ. ср. |
0,1105 |
|
1579,00 |
|
2.3.2 Испытания на истирание
Испытания осуществляем по следующему принципу: предварительно взвешенный образец закрепляем в державку 1, прижимаемую рычагом 2 к поверхности алмазного круга 3, алмазный круг приводится в движении электродвигателем 4, проводим истирание в течении выбранного времени (30, 60, 90, 120, 150, 180 секунд), после чего повторно взвешиваем штабик и вычисляем потерю массы. Масса штабиков до и после испытаний приведена в таблице 2.5. Зависимости износа (потери массы) от времени истирания для различных образцов приведены на рисунках 2.6 – 2.10.
Таблица 2.5 Зависимость износа от время истирания
|
Образец |
Вес/износ, г |
||||||
|
До истирания |
Время истирания, с |
||||||
|
30 |
60 |
90 |
120 |
150 |
180 |
||
|
Исходный №1 |
11.985 |
11.958 |
11.938 |
11.916 |
11.891 |
11.867 |
11.842 |
|
- |
0.027 |
0.047 |
0.069 |
0.094 |
0.118 |
0.143 |
|
|
% |
|
0.225 |
0.393 |
0.578 |
0.789 |
0.992 |
1.205 |
|
Исходный №2 |
11.700 |
11.650 |
11.622 |
11.595 |
11.573 |
11.549 |
11.526 |
|
- |
0.050 |
0.078 |
0.105 |
0.127 |
0.151 |
0.174 |
|
|
% |
|
0.427 |
0.670 |
0.903 |
1.095 |
1.305 |
1.507 |
|
Исходный №3 |
12.252 |
12.204 |
12.186 |
12.154 |
12.134 |
12.114 |
12.093 |
|
- |
0.048 |
0.066 |
0.098 |
0.118 |
0.138 |
0.159 |
|
|
% |
|
0.392 |
0.541 |
0.804 |
0.971 |
1.137 |
1.313 |
|
Закалка в воде |
11.777 |
11.728 |
11.695 |
11.669 |
11.639 |
11.603 |
11.57 |
|
- |
0.049 |
0.082 |
0.108 |
0.138 |
0.174 |
0.207 |
|
|
% |
|
0.416 |
0.699 |
0.923 |
1.183 |
1.495 |
1.784 |
|
Отпуск на воздухе |
11.571 |
11.546 |
11.523 |
11.501 |
11.480 |
11.454 |
11.430 |
|
- |
0.025 |
0.048 |
0.070 |
0.091 |
0.117 |
0.141 |
|
|
% |
|
0.216 |
0.416 |
0.607 |
0.791 |
1.019 |
1.231 |
|
Графит+масло закалка в масло |
9.744 |
9.717 |
9.684 |
9.570 |
9.635 |
9.604 |
9.574 |
|
- |
0.027 |
0.060 |
0.174 |
0.109 |
0.140 |
0.170 |
|
|
% |
|
0.277 |
0.617 |
1.797 |
1.139 |
1.453 |
1.770 |
|
Графит+масло на воздухе |
10.971 |
10.937 |
10.912 |
10.880 |
10.852 |
10.828 |
10.795 |
|
- |
0.034 |
0.059 |
0.091 |
0.119 |
0.143 |
0.176 |
|
|
% |
|
0.310 |
0.539 |
0.834 |
1.094 |
1.318 |
1.625 |
|
ЖКС закалка (раствор) |
9.557 |
9.525 |
9.497 |
9.466 |
9.440 |
9.412 |
9.387 |
|
- |
0.032 |
0.060 |
0.091 |
0.117 |
0.145 |
0.170 |
|
|
% |
|
0.335 |
0.630 |
0.958 |
1.236 |
1.536 |
1.806 |
Продолжение таблицы 2.5
|
ЖКС отпуск (раствор) |
11.221 |
11.195 |
11.175 |
11.150 |
11.130 |
11.099 |
11.073 |
|
- |
0.026 |
0.046 |
0.071 |
0.091 |
0.122 |
0.148 |
|
|
% |
|
0.232 |
0.411 |
0.635 |
0.816 |
1.096 |
1.333 |
|
ЖКС закалка (порошок) |
10.292 |
10.270 |
10.244 |
10.221 |
10.186 |
10.161 |
10.137 |
|
- |
0.022 |
0.048 |
0.071 |
0.106 |
0.131 |
0.155 |
|
|
% |
|
0.214 |
0.467 |
0.693 |
1.037 |
1.286 |
1.525 |
|
ЖКС отпуск (порошок) |
11.677 |
11.656 |
11.621 |
11.593 |
11.572 |
11.550 |
11.527 |
|
- |
0.021 |
0.056 |
0.084 |
0.105 |
0.127 |
0.150 |
|
|
% |
|
0.180 |
0.480 |
0.723 |
0.906 |
1.097 |
1.299 |
|
ПВА закалка ПВА |
10.660 |
10.628 |
10.604 |
10.574 |
10.545 |
10.518 |
10.492 |
|
- |
0.032 |
0.056 |
0.086 |
0.115 |
0.142 |
0.168 |
|
|
% |
|
0.300 |
0.527 |
0.811 |
1.088 |
1.347 |
1.597 |
|
ПВА на воздухе |
13.287 |
13.255 |
13.225 |
13.196 |
13.163 |
13.136 |
13.109 |
|
- |
0.032 |
0.062 |
0.091 |
0.124 |
0.151 |
0.178 |
|
|
% |
|
0.241 |
0.468 |
0.688 |
0.940 |
1.147 |
1.355 |
|
Масло на воздухе
|
10.107 |
10.077 |
10.049 |
10.021 |
9.988 |
9.963 |
9.941 |
|
- |
0.030 |
0.058 |
0.086 |
0.119 |
0.144 |
0.166 |
|
|
% |
|
0.297 |
0.576 |
0.856 |
1.188 |
1.442 |
1.666 |
|
Масло закалка в масло |
10.541 |
10.514 |
10.493 |
10.458 |
10.430 |
10.402 |
10.375 |
|
- |
0.027 |
0.048 |
0.083 |
0.111 |
0.139 |
0.166 |
|
|
% |
|
0.256 |
0.457 |
0.791 |
1.061 |
1.333 |
1.596 |
Рисунок 2.6 - График зависимости потери массы от времени истирания для исходного, закаленного в масле (защитная среда графит+масло) и отпущенного образца (защитная среда графит+масло)
Рисунок 2.7 - График зависимости потери массы от времени истирания для исходного, закалка (защитная среда желтая кровяная соль (ЖКС) и отпущенного образца (защитная среда ЖКС)
Рисунок 2.8 - График зависимости потери массы от времени истирания для исходного, закалкаленного в воде и отпущенного на воздухе образца
Рисунок 2.9 - График зависимости потери массы от времени истирания для исходного, закалка в масло (защитная среда масло) и отпущенного образца (защитная среда масло)
2.3.3 Микроанализ
Образцы шлифовали на алмазном круге, затем полировались с помощью алмазной пасты и далее на сукне.
Также возможно травление в кипящем 3 %-ном растворе перекиси водорода в воде. В результате травления создается картина, позволяющая по характерным признакам составить представление о типе рассматриваемой структуры, об ее особенностях, позволяющая, в конечном счете, составить представление о свойствах сплава.
Изучение микроструктуры твердосплавных проводили на металлографическом микроскопе МИМ-10 с последующим фотографированием микроструктуры на цифровом фотоаппарате (рисунок 2.10).
2.4. Обсуждение результатов
В проведенной работе использованы различные варианты термической обработки. Провели закалку используя для нагрева контактную сварку и защитные среды и закалку проводили в различных средах охлаждения.
Следует отметить, что нагрев без защитной среды приводит к снижению твердости и износостойкости из-за окисления твердого сплава.
По результатам исследований, твердость образцов после закалки повысилась на 10 – 15%, а износостойкость закаленных образцов в основном ниже чем у исходных, но после отпуска практически равна износостойкости исходных (в пределах погрешности).
В целом исследования можно считать успешными, но некоторые моменты требуют уточнения и проведения дальнейших поисковых работ.
3 Технологическая часть.
3.1 Проект составления маршрута восстановления вала коробки скоростей станка 1М63.
3.1.1. Общая характеристика детали
Вал служит для передачи крутящего момента посредством шестерен закрепленных на нем и работает в условиях абразивного изнашивания. Основными рабочими поверхностями являются: поверхности под подшипники, шпоночный паз и шлицы для установки зубчатых колес.
Условия работы детали требуют повышенной износостойкости, поэтому деталь подвергается термообработки.
Под воздействием нагрузок в материале вала могут возникнуть напряжения, превосходящие предел его упругости. В результате этого возникает пластическое деформирование материала, приводящее к изменению формы и размеров вала, называемые остаточной деформацией. Остаточная деформация проявляется в виде изгибов, скручивании, смятие поверхностей.
Характер износа поверхностей данной детали следующий: шейки под подшипники изнашиваются по наружному диаметру. Шпоночный паз может иметь износ по ширине, смятие рабочих поверхностей. Шлицы изнашиваются по боковым поверхностям, возможны также задиры.
Технологической базой при восстановлении данной детали независимо от дефектов и маршрута восстановления являются центровые отверстия.
При наличи на валу дефектов в виде трещин, выкрашиваний, сколов, больших задиров, скрученность более 0,25о на 1м длины его выбраковывают.
Технические требования предъявляемые к валу:
- диаметры шеек вала под подшипники должны быть шлифованы;
- допустимые биения поверхностей под подшипники относительно оси вала не должно превышать 0,03мм;
- отклонение формы от круглости, цилиндричности и прямолинейности составляет 0,3Т от допуска на изготовление.
- сопрягаемые поверхности вала выполняются по 7 квалитету точности и шероховатостью поверхности Ra 1,25мкм.
Восстанавливаемая деталь вал изготовлена из стали марки Сталь45 ГОСТ 1050 - 88, химический состав и механические свойства которой представлены в таблицах 3.1 и 3.2.
Таблица 3.1 – Химический состав стали марки Сталь45
в процентах
|
C |
Si |
Mn |
S |
P |
Cr |
Ni |
As |
Cu |
|
0,42 – 0,50 |
0,17 – 0,37 |
0,50 – 0,80 |
≤ 0,040 |
≤ 0,035 |
≤ 0,035 |
≤ 0,30 |
≤ 0,008 |
≤ 0,30 |
Таблица 3.2 – Механические свойства стали марки Сталь45
|
Режим термообработки |
σ0.2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
ψ, % |
KCU, Дж/см2 |
HB |
||
|
Операция |
t, 0С |
Охлаждающая среда |
не менее |
|||||
|
Нормализация |
830-860 |
Воздух |
275 |
530 |
17 |
38 |
39 |
167-207 |
|
Закалка |
820-850 |
Вода |
395 |
615 |
17 |
45 |
59 |
187-229 |
3.1.2 Выбор заготовки и метода ее восстановления
Исходной заготовкой является заготовка перед первой технологической операцией.
Целью дипломного проекта является восстановление посадочных поверхностей детали под подшипники методом наплавки в размер больше, чем габаритный и востановлением шпоночного паза. Вал в процессе работы изнашивается, хотя все габаритные размеры остаются без изменения, а изменяются размеры в сопряжениях “вал-подшипник” и “шпоночный паз-шпонка”. При этом величина износа, в первом сопряжении, достигает от 0,2 до 0,3 мм, во-втором, от 0,1 до 0,15 мм.
Восстановление детали выполняется на специальной наплавочной установке и на универсальном металлорежущем оборудовании.
3.1.3 Проектирование технологического маршрута обработки
3.1.4 Выбор технологических баз
Одним из основных правил базирования деталей в технологическом процессе является правило, в силу которого черновые (необработанные) поверхности заготовки нельзя повторно использовать в качестве технологических баз. Исходя из этого на первых операциях следует обработать именно будущие технологические базы детали. При разработке технологического процесса следует стремиться использовать один и тот же комплект технологических баз, не допуская без особой необходимости смены технологических баз.
В качестве технологических баз на первых операциях (черновых баз) следует принимать поверхности детали, не подвергаемые механической обработке, что позволит обеспечить требуемое относительное положение обрабатываемых и необрабатываемых поверхностей детали /29/.
Для деталей типа вал назначают следующие базы:
При наплавке, точении и шлифовании назначают следующий комплект технологических баз: двойная направляющая база (ось, проходящая через центровые отверстия 1, 2, 3, 4), опорная (торцевая поверхность 5), и опорная (скрытая 6) (рисунок 1а). При фрезеровании: двойная направляющая база (две образующие цилиндрической поверхности 1, 2, 3, 4), опорная (торцевая поверхность 5), и опорная (скрытая 6) (рисунок 1б).
а)
б)
а) схема базирования при наплавке, точении, шлифовании;
б) схема базирования при фрезеровании;
Рисунок 3.1 – Схемы базирования
Для составления маршрута технологического процесса восстанов-ления закодируем поверхности детали (рисунок 4).
Рисунок 3.2 – Кодирование поверхностей.
3.1.5 Формирование маршрута изготовления детали и выбор состава технологического оборудования.
Разработанный маршрут технологического процесса восстановления детали представлен в таблице 3.
Таблица 3.3 – Маршрут технологического процесса
|
№№ опер. |
Наименование и содержание операции |
Схемы базирования |
Тип станка |
|
11 |
2 |
3 |
4 |
|
001 |
Моечная |
|
Моечная машина |
|
002 |
Дефектовочная |
|
Магнит-ный дефекто-скоп |
|
003 |
Слесарная Править вал до допустимого отклонения от оси 0,03 мм на длину 345 мм
|
Пресс |
|
|
0005 |
Токарная 1 Центровать торцы Токарная
|
Токарно винторезный. |
Продолжение таблицы 3.3
|
1 |
2 |
3 |
4 |
|
0010 |
Наплавочная
1 Заплавить шпоночный паз 1.
2 Наплавить поверхность 1 выдерживая размер Ø51 на длинну 65 мм
5 Наплавить поверхность 2 выдерживая размеры Ø61мм на длинну 40 мм
|
Наплавоч-ная установка |
|
|
0015 |
Термическая Нагреть поверхность 2,3 до температуры 600-650°С с последующим охлаждением на воздухе |
Установка ТВЧ |
Продолжение таблицы 3.3
|
11 |
2 |
3 |
4 |
|
0020 |
Токарная 1 точить поверхность 1 с размера Ø52мм на размер Ø51 мм На длинну 70 мм.
2 точить поверхность 1 с размера Ø51 мм на размер Ø 50,2 мм На длинну 70 мм С одновременным точением фаски размером 1×45°.
3 точить канавку 4 выдерживая размер Ø47мм шириной 2,2мм.
4 точить канавку 5 выдерживая размер Ø 47 мм шириной 2,2 мм.
5 точить поверхность 2 с размера Ø 61мм на размер Ø 56,6 на длинну 40 мм.
6 точить поверхность 2 с размера Ø 56,6мм на размер Ø 55,4 на длинну 40 мм . С одновременным точением фаски размером 1×45°.
|
|
Токарно-винторез ный |
Продолжение таблицы 3.3
|
11 |
2 |
3 |
4 |
|
0025 |
Фрезерная Фрезеровать шпоночпый паз поверхности 1 выдерживая размер 40×14×5.2мм |
Вертикально-фрезерный |
|
|
0030 |
Круглошлифовальная
1 Шлифовать поверхность 2 Ø 55,4мм на размер Ø 55мм
2 Шлифовать поверхность 1 Ø 50,2мм на размер Ø 50 мм |
Круглошлифовальный |
|
|
0035 |
Контрольная |
|
|
3.1.6 Определение типа производства и формы организации технологического процесса.
Программа выпуска 200 штук/год, масса детали 6,01 кг, отсюда следует, тип производства – мелкосерийный.
3.1.7 Анализ детали на технологичность.
Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций. Конфигурация детали не вызывает значительных трудностей при получении заготовки. Обработку данной детали можно вести на универсальном токарном станке 16К20.
Требуемую точность и шероховатость можно получить путем обработки на станках нормальной точности и в универсальных приспособлениях нормальной точности. Контроль размеров и шероховатости можно вести универсальными средствами измерения.
Все размеры указаны согласно ряду предпочтительных чисел.
Шероховатость поверхностей соответствует принимаемым значениям по ГОСТ 14.205-83 значения шероховатости переведены из Rz в предпочтительные Ra.
3.1.8 Выбор методов и количества необходимых переходов.
Требуемая точность детали может быть достигнута точением с последующим шлифованием поверхности 1 и фрезерованием шпоночного паза /31/.
Точением достигается 7-й квалитет точности, шлифованием достигается 6-й квалитет точности, фрезерованием 7-й квалитет точности.
Количество необходимых переходов N находится по формуле:
где Н – первоначальный квалитет точночти;
Н1 – требуемый квалитет точности.
Для получения требуемой точности требуется 3 операции: получистовое и чистовое точение, шлифование.
3.2. Проектирование технологических операций
3.2.1 Выбор оборудования, приспособления, режущего и измерительного инструмента
В зависимости от типа производства, объема выпуска и конструкции детали производим следующее оснащение по операциям /29/.
001 Моечная
Оборудование: моечная машина ОМ-4267
002 Дефектовочная
Оборудование: магнитный дефектоскоп типа УМДЭ 17-М
Измерительный инструмент: микрометр МК-75, МР-75 ГОСТ6507-80
003 Слесарная
Оборудование: пресс П-6320
Приспособление: призма
010 Наплавочная
Оборудование: наплавочная установка
015 Термическая
Оборудование: высокочастотная установка ВЧИ2-100/0,066
Приспособление: спецприспособление
020 Токарная
Оборудование: токарно-винторезный станок 16К20
наибольший диаметр обрабатываемой заготовки, мм:
над станиной 400
над суппортом 220
наибольшая длина обрабатываемой заготовки, мм 710
частота вращения шпинделя, мин-1 1600
мощность электродвигателя главного привода, кВт 11
габаритные размеры, мм 505×1190×1500
Режущий инструмент: проходной упорный прямой резец 0021-0040 Т15К6 ГОСТ 18879-79 с углом в плане 90° L = 100 мм; l = 12 мм; h = 20 мм;
b = 12 мм; R = 1 мм.
Измерительный инструмент: микрометры МК-75, МР-75 ГОСТ 6507-80
025 Фрезерная
Оборудование: вертикально-фрезерный консольный станок 6Р11
размеры рабочей поверхности стола, мм 250×1000
скорость подачи стола, мм/мин:
продольная и поперечная 35-1020
вертикальная 14-390
частота вращения шпинделя, мин-1 50-1600
мощность эл.двигателя главного
привода движения, кВт 5,5
габаритные размеры, мм 1480×1990×2360
Приспособление: призма
Режущий инструмент: шпоночная фреза Р6М5 ГОСТ 9140-78
D = 10 мм; L = 73 мм; l = 16 мм.
Измерительный инструмент: шаблон 14Н9, штангенциркуль ШЦ-I-130-0,1 ГОСТ 166-80.
030 Шлифовальная
Оборудование: круглошлифовальный станок 3У120А
наибольший размер устанавливаемой заготовки, мм:
диаметр 200мм
длина 500мм
частота вращения шпинделя
шлифовального круга, мин-1 1910
частота вращения шпинделя заготовки, мин-1 50-1000
мощность эл.двигателя главного привода, кВт 4
габаритные размеры, мм 3800×2600×2075
Измерительный инструмент: микрометры МК-75, МР-75 ГОСТ 6507-80
035 Контрольная
Оборудование: магнитный дефектоскоп типа УМДЭ 17-М
Измерительный инструмент: микрометры МК-75, МР-75 ГОСТ 6507-80
3.2.2 Определение режимов наплавки
Режимы нанесения покрытия определяются по справочным таблицам.
При наплавке необходимо стремиться к минимальной глубине проплавления основного металла. Это позволяет уменьшить деформацию детали и зону термического влияния, а также снизить вероятность образования трещин в наплавленном металле. Поэтому выбирается минимально допустимый сварочный ток и наплавку проводят на постоянном токе обратной полярности. Смещение электрода от зенита 10 мм.
Результаты определения режимов наплавки представленны в
таблице 3.4.
Таблица 3.4. – Режимы вибродуговой наплавки
|
Марка электрода (проволоки |
Диаметр электрода (проволоки) D, мм |
Сила тока I, А |
Напряжение U, В |
Скорость наплавки Vнп, м/ч |
Скорость подачи электрода Vэ, м/ч |
|
Нп-30ХГСА ГОСТ 10543-82 |
1,6 |
180 |
26 |
38 |
192 |
3.3. Наплавка.
3.3.1 Определение толщины покрытия.
При обработке наплавленной поверхности назначаем два вида точения, черновоен и чистовое, резцом с пластинами из твердого сплава, обеспечивающие 9 квалитет точности. Припуски (Zпр1 и Zпр2) на такие обработки составляет 2,2 мм и 0,6 мм соответственно /32/;
где Zпр1 и Zпр2 - припуски на токарную обработку наплавленной поверхности.
После чистового точения, для обеспечения необходимого параметра шероховатости и точности обрабатываемой поверхности, соответствующих чертежу, применяют шлифование. При шлифовании обеспечивается требуемый параметр шероховатости и точность, соответствующая 7 квалитету. Припуск на шлифование составляет Zпр3=0,2 мм.
При восстановлении вала наплавкой на его изношенные поверхности шеек наносится определенный слой материала. Толщину наносимого слоя Асл выбираем с учетом износа шеек вала и припуска на механическую обработку. Толщину определяют как разность номинальным размером новой Рн и изношенной детали Ри с учетом припуска на механическую обработку Zпр:
Асл=( Рн-Ри)+ Zпр
Разность Рн-Ри = ΔН и есть износ детали. Тогда Асл= ΔН+ Zпр.
Образованный в процессе восстановления припуск есть слой материала, необходимый для выполнения всей совокупности технологических переходов при восстановлении шеек вала.
Толщина наплавляемого слоя определяется с учетом припусков на механическую обработку.
Износ шеек вала составляет ΔН=0,3 мм, а припуск складывается из припусков на каждую операции механической обработки:
Zпр=Zпр1+Zпр2+Zпр3 =2,2+0,6+0,2=3 мм.
Таким образом толщина слоя равна:
Асл=0,3+3=3,3 мм
Минимальный припуск Zmin. мм, при восстановлении вибродуговой наплавкой составляет 1 мм.
При определении толщины наносимого слоя необходимо учитывать глубину дефектного слоя Сд (при наплавке под слоем флюса она составляет от 0,12 до 0,5 мм) и увеличение припуска, компенсирующего все пространственные отклонения размеров шеек вала.
Величина припуска на обработку наплавленных поверхностей шеек вала (Zпр1+Zпр2 =2,2+0,6=2,8 мм) более, чем в три раза превышает глубину дефектного слоя и возможные предельные отклонения размеров, то эти параметры можно не учитывать, так как они будут исключены в процессе механической обработки.
Толщину наплавляемого слоя принимаем равной 3,3мм
3.3.2 Определение основных технологических параметров процесса наплавки.
Расчет режима наплавки
В зависимости от диаметра вала выбираем по таблице диаметр электродной проволоки: dэ=1,6 мм.
Вычисляем силу тока Iн, А, по фомуле:
,
где dэ – диаметр электрода, мм;
j – допустимая плотность тока, А/мм2.
dэ=2,5 мм; j=65 – 200 А/мм2.
Принимаем j=90 А/мм2, тогда:
А
Напряжение дуги определяем из графика зависимости Uн от Iн
Iн=180 А, тогда оптимальное напряжение составляет Uн=26 В.
Скорость подачи проволоки Vэп , м/ч, определяется по формуле:
,
где αР – коэффициент расплавления, г/Ас;
Iн – ток наплавки, А;
dэ – диаметр электродной проволоки, мм;
ρ – плотность металла проволоки, кг/м3.
Для наплавки на постоянном токе обратной полярности коэффициент расплавления рассчитывается по формуле:
г/А·с
Принимаем ρ=7800 кг/м3; dэ=1,6 мм; Iн=180 А, скорость подачи проволоки вычисляем по формуле:
м/ч
Скорость наплавки Vнп, м/ч, вычисляется по формуле:
,
где Vэл – скорость подачи проволоки, м/ч;
Fэл – площадь поперечного сечения электродной проволоки, мм2; определяется по формуле:
,
мм2;
Площадь сечения наплавки валика Fн –, мм2, определяется по формуле:
Fн=δS'a,
где δ – заданная толщина наплавленного слоя, мм (δ=Асл=3,3 мм);
S' – ширина валика, мм; определяется как S'=3dэ:
а – коэффициент, учитывающий отклонение фактической площади сечения наплавленного валика от площади прямоугольника (а=0,6 – 0,7).
S'=3·1,6=4,8 мм;
Принимаем а=0,65. Отсюда найдем площадь сечения наплавленного валика по формуле :
Fн=3,3·4,8·0,65=10 мм2,
и определим скорость наплавки по формуле:
м/ч.
Частота вращения наплавляемой детали n, мин-1, вычисляется по формуле:
,
где D – диаметр наплавляемой детали, мм.
мин-1.
Величину смещения с зенита в противоположную вращению сторону (для предупреждения стекания расплавленного металла и флюса) принимаем 10% от диаметра наплавляемой детали:
0,1D=0,1·44,7=4,47 мм.
Шаг наплавки: S, мм, вычисляется по формуле
S=2/3S'
S=2/3·4,8=3,2 мм.
Величина вылета электрода принимается исходя из диаметра электрода; dэ=1,6 мм, следовательно, вылет электрода – 20 мм.
Время наплавки t0, мин, вычисляется по формуле:
,
где D – диаметр вала, мм;
l – длина поверхности наплавки, мм;
S – шаг наплавки, мм;
Vнп – скорость наплавки, мм/мин (38,4 м/ч=640 мм/мин).
мин.
3.3.3 Определение состава наплавленного металла.
При дуговой наплавке происходит перемешивание электродного металла с основным металлом и окисление (выгорание) элементов. Эти процессы в значительной мере влияют на состав наплавленного металла. Для определения состава необходимо знать геометрические параметры наплавленного валика и соотношение площадей проплавления и наплавленного металла.
Долю участия основного металла в наплавленном слое γ, %, можно определить по формуле:
,
где γо – коэффициент определяющий долю участия основного металла в наплавленном слое;
Fпр – площадь сечения зоны проплавления, мм2;
Fн – площадь сечения наплавленного валика, мм2.
Для определения Fпр требуется рассчитать глубину проплавления h, мм по формуле:
,
где Iн – сила тока наплавки, А;
Uн – напряжение наплавки, В;
Vнп – скорость наплавки, м/мин;
η – эффективный КПД процесса (принимается η = 0,8).
мм.
,
где φпр – коэффициент формы проплавления (принимается φпр = 2,5).
мм2.
Коэффициент определяющий долю участия основного металла в наплавленном слое:
.
3.3.4 Назначение припусков и межпроходных размеров
Назначение припусков на обработку проводится используя опытно-статистический метод, т. е. общие и промежуточные припуски выбираются по таблицам ГОСТов или ведомственных нормативов. Результаты назначение припусков сводим в таблицу 3.5.
Таблица 3.5 – Назначеные припуски и межпроходные размеры на механическую обработку поверхности диаметром 55±0,16 мм.
|
№ опе-рации |
Содержание технологи-ческих переходов |
Шерохо-ватость Rа, мкм |
Квали-тет точ-ности |
Припуск 2Z, мм |
Допуск, мкм |
Наимень-ший размер Dmin, мм |
Наиболь-ший размер Dmax, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Заготовка |
25 |
14 |
- |
800 |
51,7 |
52,5 |
|
020 |
1 Точение черновое поверхность 1 |
6,3 |
12 |
2·1,5 |
500 |
50,5 |
51,5 |
|
2 Точение чистовое поверхность 1 |
3,2 |
8 |
2·0,25 |
150 |
50,05 |
50,1 |
|
|
4Точение черновое поверхность 2 |
6,3 |
12 |
2·1,5 |
500 |
56,6 |
56,62 |
|
|
5 Точение чистовое поверхность 2 |
3,2 |
8 |
2·0,25 |
150 |
55,4 |
55,45 |
|
|
030
|
1 Шлифоване поверхность 1 |
1,25 |
7 |
2·0,06 |
16 |
49,975 |
50 |
|
2 Шлифоване поверхность 2 |
1,25 |
7 |
2·0,06 |
16 |
54,984 |
55 |
3.3.5 Назначение и расчет режимов резания.
3.3.6 Расчет режимов резания для токарной операции.
Станок 16К20. Деталь Ø 51 мм, l = 26,9 Материал сталь 45 ГОСТ 1050-88. Резец проходной упорный φ = 90°, пластинка Т15К6.
Глубина резания t, мм, равна половине припуска:
t = 1,5 мм.
Подача s, мм/об, принимается по паспорту станка:
s = 0,9 мм/об.
Скорость резания v, м/мин, выбирается по таблице (vчерн = 155 м/мин) и частота вращения n, мин-1, корректируется по станку /4/:
,
где v – выбранная скорость резания, м/мин;
D – диаметр детали, мм,
мин-1.
Принимается частота вращения, имеющаяся на станке: n = 966 мин-1.
Тогда фактическая скорость резания находится по формуле:
.
м/мин.
Остальные режимы резания рассчитываются аналогично и сводятся в таблицу 3.6.
Таблица 3.6 – Режимы резания механической обработки детали
|
№ опера-ции |
Наименование операции и содержание перехода |
Глубина резания t, мм |
Скорость v, м/мин |
Частота вращения n, мин-1 |
Подача s, мм/об |
Число рабочих ходов |
|
|
020 |
Токарная
1 Точить предвари-тельно поверхность 1 2 Точить оконча-тельно поверхность 1 3 Точить предварительно поверхность 2 4 Точить оконча-тельно поверхность 2
5Точить канавку 1 6Точить канавку 2 7Точить канавку 3 8Точить канавку 4
|
0,5
0,4
1,5
0,25
1,0 1,0 1,0 1,0 |
155
290,5
155
290,5
210 210 210 210
|
960
1600
800
1600
960 960 960 960
|
0,091
0,033
0,091
0,091
0,5 0,5 0,5 0,5
|
1
1
1
1
1 1 1 1 |
|
|
025 |
Фрезерная
Фрезеровать паз поверхности 1
|
0,4 |
15,6 |
400 |
0,025 |
2 |
|
|
030 |
Круглоошлифоваль-ная
1 Шлифовать поверх-ность 1
2 Шлифовать поверхность 2
|
0,05
0,015 |
nдет = 35
nдет = 35 |
Vк = 35 м/с
Vк = 35 м/с |
0,0015
0,0015
|
4
4
|
|
3.3.7 Нормирование технологического процесса.
Норму времени определяют на основании технических возможностей средств технологического оснащения операции и организации рабочего места /30/.
Технические нормы времени в условиях мелкосерийного производства устанавливаются расчётно-аналитическим путём.
Штучное время Тшт, мин, определяется формулой:
Тшт = То + Твсп + Тоб + Тп
где То – основное технологическое или машинное время, мин;
Твсп – вспомогательное время, мин;
Тоб – время технологического и организационного обслуживания рабочего места, мин;
Тп – время перерывов на отдых и личные надобности, мин.
Основное время То, мин, рассчитывается на каждый переход в отдельности по формуле:
,
где L – длина обрабатываемой детали с учетом врезания и перебега инструмента, мм;
s – подача резца на один оборот шпинделя, мм/об;
n – частота вращения шпинделя, мин-1;
i – число проходов.
3.3.8 Расчёт норм времени при точении
Твсп , Тоб, Тп устанавливаются по таблице нормативов.
Твсп = 0,49 мин;
Тоб = 0,15 мин;
Тп = 1,31 мин.
Тшт пов 3 = 0,3 + 0,5 + 0,05 + 0,49 + 0,15 + 1,31 = 2,30 мин.
3.3.9 Расчёт норм времени при фрезеровании
Твсп , Тоб, Тп устанавливаются по таблице нормативов.
Твсп = 0,32 мин;
Тоб = 0,15 мин;
Тп = 1,17 мин.
Тшт = 0,55 + 0,32 + 0,15 + 1,17 = 2,19 мин.
3.4.1 Расчёт норм времени при шлифовании
Основное время при шлифовании То, мин, рассчитывается по формуле
где L – длина шлифования;
h – припуск на сторону;
k – коэффициент, необходимый для получения требуемой точности и шероховатости k = 1,5;
B – ширина шлифовального круга, мм;
Sпоп – подача шлифовального круга, мм на дв. ход;
n – частота вращения заготовки, мин-1.
Вспомогательное и дополнительное время устанавливается по таблице нормативов.
Твсп = 0,72 мин.
Тоб = 0,23 мин.
Тп = 1,2 мин.
Тшт = 5,76 + 0,72 + 0,23 + 1,2 = 13,55 мин.
3.4.2 Определение времени наплавки
Основное (технологическое) время наплавки tо, мин поверхности вала определяется по формуле:
,
где to – основное время наплавки, мин;
d – диаметр наплавляемой детали, мм;
l – длина поверхности наплавки, мм;
s – шаг наплавки, мм.
.
Твсп = 1,35 мин.
Тоб = 0,77 мин.
Тп = 2,5 мин.
Тшт пов 3 = 5,3 +1,35 + 0,77 + 2,5 = 9,92 мин.
Результаты нормирования сводятся в таблицу 3.7.
Таблица 3.7 – Нормы времени
Время в минутах
|
№ операции
|
Наименование операции и содержание перехода
|
Тосн |
Твсп |
Тоб |
Тп |
Тшт |
|
015 |
Наплавить поверхность 1
Заплавить шпоночный паз 1
Наплавить поверхность 2 |
5,3
5,1
7,6 |
1,35
1,27
1,35 |
0,77
0,77
0,77 |
2,5
2,5
2,5 |
9,92
9,64
12,22 |
|
020 |
Токарная
1 Точить предварительно поверхность 1 2 Точить окончательно поверхность 1 1 Точить предварительно поверхность 2 2 Точить окончательно поверхность 2
3 Точить канавку 3
|
0,3
0,5
0,05
0,75 |
0,49
0,49 |
0,25
0,25 |
1,31
1,31 |
2,35
2,8 |
|
025 |
Фрезерная
Фрезеровать паз поверхности 2 |
0,55 |
0,32 |
0,15 |
1,17 |
2,19 |
|
030 |
Круглошлифовальная
1 Шлифовать поверхность 1
2 Шлифовать поверхность 2 |
5,76
8,57 |
0,72
|
0,23 |
1,2 |
13,55
10,72 |
|
035 |
Контрольная |
0,35 |
0,29 |
0,11 |
1,05 |
1,80 |
4 Экономическая часть
4.1 Исходные данные для технико–экономического обоснования упрочнения деталей «Твердосплавная пластина»
Необходимое количество твердосплавных многогранных неперетачиваемых пластин для резцов – 4500 штук в год. Средняя цена многогранной неперетачиваемой пластины составляет 100 рублей за штуку. Упрочнение термообработкой позволяет увеличить срок службы пластины в 1,5 раза. Отсюда необходимое количество термообработанных многогранных неперетачиваемых пластин составляет 3000 штук в год. Ниже приведен расчет затрат на упрочнение пластин.
Годовая программа, штук/год: 3000
Вес детали, кг.: 0,02
Режим работы:
- количество рабочих дней в неделю - 5
- число смен - 1
- продолжительность смены, час - 8
Технологический процесс, данные для расчета стоимости основных фондов и составления сметы затрат приведены в таблицах 4.1 – 4.6.
Таблица 4.1 – Технологический процесс упрочнения
|
№ опер. |
Наименование операции |
Время tшт., мин. |
Вид оборудования |
Разряд работ |
|
1 |
Предварительный нагрев |
3 |
Ванна соляная для термообработки СВС 20/13 |
5 |
|
2 |
Окончательный нагрев |
2,5 |
Ванна соляная для термообработки СВС 20/13 |
5 |
|
3 |
Закалка |
6 |
Закалочная емкость |
5 |
Продолжение таблицы 4.1
|
4 |
Второй нагрев |
2 |
Ванна соляная для термообработки СВС 20/13 |
5 |
|
5 |
Отпуск |
10 |
Стол металлический |
5 |
|
6 |
Моечная |
7 |
Установка для мойки АМ 800 |
3 |
|
7 |
Сушильная |
4 |
Сушильная камера НК 6.6.6/3,5 |
3 |
Примечание: обработка деталей ведется партиями по 30 штук, в таблице 4.1 указано штучное время tшт. на партию.
Таблица 4.2 – Данные об оборудовании и транспортных средствах
|
№ операции |
Вид оборудования и транспортных средств |
Мощность, кВт |
Цена, руб. |
Норма амортизации, % |
Площадь, м2 |
|
1, 2, 4 |
Ванна соляная для термообработки СВС 20/13 |
25 |
379960 |
10 |
3,5 |
|
3 |
Закалочная емкость |
- |
500 |
10 |
2,0 |
|
5 |
Стол металлический |
- |
10000 |
10 |
3,0 |
|
6 |
Установка для мойки АМ 800 |
5 |
99000 |
10 |
3,0 |
|
7 |
Сушильная камера НК 6.6.6/3,5 |
4 |
47770 |
10 |
2,5 |
|
8 |
Тележка |
- |
10000 |
10 |
2,0 |
Таблица 4.3 – Данные для расчета затрат на материалы для упрочнения и энергоносители
|
№ опера- ции |
Наименование материала (энергоносителя) |
Суточная потребность, Рсут |
Стоимость, Цм |
|
1,2,4 |
Соль BaCl2 |
0,5 кг/сут. |
80 руб./кг |
|
Соль KNO2 |
0,5 кг/сут. |
35 руб./кг |
|
|
Соль NaNO3 |
1 кг/сут. |
18,5 руб./кг |
Продолжение таблицы 4.3
|
6
|
Щёлочь NaOH |
2 кг/сут. |
90 руб./кг |
|
Мыло хозяйственное |
2 кг/сут. |
15 руб./кг |
|
|
Вода |
3 м3/сут. |
14,74 руб./м3 |
|
|
- |
Электроэнергия |
- |
2,35 руб/кВт-ч |
Таблица 4.4 - Часовые тарифные ставки
|
Рабочие |
Часовые тарифные ставки по разрядам, руб/час |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Основные |
26 |
28 |
31 |
35 |
40 |
46 |
|
Вспомогательные |
16 |
18 |
20 |
22 |
25 |
29 |
Таблица 4.5 - Размеры месячных окладов
|
Наименование профессии |
Оклад, руб/мес |
|
Мастер |
8500 |
|
Уборщица |
4400 |
Таблица 4.6 - Данные для расчета косвенных расходов
|
Показатели |
Единицы измерения |
Значения |
|
Нормы амортизации: |
|
|
|
- здания |
% |
2,5 |
|
-инвентарь |
% |
20 |
|
- инструмента |
% |
50 |
|
Стоимость 1 м3 здания |
руб/м3 |
4000 |
|
Стоимость тонны грузооборота |
руб/т |
1000 |
4.2 Организация производства
Результаты расчёта количества рабочих мест (Срасч, Спр ) и их загрузки (Кзагр) сводятся в таблицу 4.7.
Таблица 4.7 – Результаты расчёта количества рабочих мест и их загрузки
|
№ операции |
Наименование операции |
Наименование оборудования |
tшт, мин |
Срасч |
Спр |
Кзагр, % |
|
1 |
Предварительный нагрев |
Ванна соляная для термообработки СВС 20/13 |
3 |
0,0027 |
1 |
0,67 |
|
2 |
Окончательный нагрев |
Ванна соляная для термообработки СВС 20/13 |
2,5 |
0,0022 |
||
|
4 |
Второй нагрев |
Ванна соляная для термообработки СВС 20/13 |
2 |
0,0018 |
||
|
3 |
Закалка |
Закалочная емкость |
6 |
0,0053 |
1 |
0,53 |
|
5 |
Отпуск |
Стол металлический |
10 |
0,0089 |
1 |
0,89 |
|
6 |
Моечная |
Установка для мойки АМ 800 |
7 |
0,0062 |
1 |
0,62 |
|
7 |
Сушильная |
Сушильная камераНК6.6.6/3,5 |
4 |
0,0036 |
1 |
0,36 |
Загрузка рабочих мест по производству в целом (Кзагр уч , %):
.
Поправочный коэффициент на проектируемом производстве (Кпопр ):
.
4.3 Расчет стоимости основных фондов
Результаты расчета стоимости основных фондов сводятся в таблицу 4.8.
Таблица 4.8 – Основные фонды
|
Группы основных фондов |
Условное обозначение |
Стоимость, руб |
|
|
без учета К попр |
с учетом Кпопр (0,01) |
||
|
1 Здания и сооружения |
Фзд |
768000 |
7680 |
|
2 Рабочие машины и оборудование |
Фоб |
574206 |
5742 |
Продолжение таблицы 4.8
|
3 Транспортные средства |
Фтран |
10000 |
100 |
|
4 Инструмент |
Фцен инст |
0 |
0 |
|
5 Производственный и хозяйст-венный инвентарь |
Фцен. инв |
18374 |
184 |
|
Итого |
Фоф |
1370580 |
13706 |
4.4 Составление сметы затрат на упрочнение деталей
4.4.1 Расчет годового объема затрат на основные материалы
Расчет годового объема затрат на основные материалы (Сом, руб/год) производится по формуле:
(4.1)
Расчет потребности в материалах на заданный объем производства (Р м, кг/год) ведется с учетом суточного расхода материалов и загрузки оборудования на операциях, где они используются:
(4.2)
,
,
,
,
,
.
4.4.2 Расчет заработной платы работников
Штатное расписание работников сведено в таблицу 4.9.
Таблица 4.9 – Штатное расписание работников
|
Наименование профессии |
Система оплаты |
ЧТС по разрядам, руб/час (оклад, руб/мес) |
Всего ставок
|
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1 Основные рабочие: |
Повременно- премиальная |
|
|
|
|
|
|
|
|
Термист |
|
|
|
|
40 |
|
1 |
|
|
Мойщик |
|
|
31 |
|
|
|
1 |
|
|
Сушильщик |
|
|
31 |
|
|
|
1 |
|
|
Итого
|
|
|
|
|
|
|
3 |
|
|
2 Вспомогательные рабочие: |
Повременно- премиальная |
|
|
|
|
|
|
|
|
Наладчик |
|
|
20 |
|
|
|
0,15 |
|
|
Электромонтер |
|
|
20 |
|
|
|
0,03 |
|
|
Ремонтный слесарь |
|
|
20 |
|
|
|
0,08 |
|
|
Браковщик |
|
|
|
22 |
|
|
0,15 |
|
|
Итого: |
|
|
|
|
|
|
0,41 |
|
|
3 Уборщица |
Оклад |
4400 |
1 |
|||||
|
4 Мастер |
Оклад |
8500 |
1 |
|||||
|
Всего: |
|
|
|
|
|
|
|
5,41 |
Результаты расчёта годового фонда заработной платы работников сводятся в таблицы 4.10, 4.11, 4.12.
Таблица 4.10 – Результаты расчета годового фонда заработной платы основных рабочих
|
№ операций |
Профессия |
Разряд |
Трудоемкость годовой программы , час/год |
Часовая тарифная ставка , руб/час |
Фонд часовой заработной платы, руб/год |
Фонд годовой заработной платы, руб/год |
Количество рабочих, чел |
||||
|
Прямой фонд |
Премия |
Доплата неосвобожденному бригадиру |
Итого, Фонд часовой заработной платы |
Оплата отпуска |
Итого, Фонд годовой заработной платы |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1-4 |
Термист |
5 |
39,17 |
40 |
1802 |
1261 |
0 |
3063 |
406 |
3469 |
1 |
|
5 |
Мойщик |
3 |
11,67 |
31 |
416 |
291 |
0 |
707 |
94 |
801 |
1 |
|
6 |
Сушильщик |
3 |
6,67 |
31 |
238 |
167 |
0 |
405 |
54 |
459 |
1 |
|
Итого |
|
|
|
|
|
|
|
4175 |
554 |
4729 |
3 |
Таблица 4.11 – Результаты расчета годового фонда заработной платы вспомогательных рабочих
|
№ рабочего |
Профессия |
Разряд |
Количество рабочих часов, час/год |
Часовая тарифная ставка, руб/час |
Количество ставок |
Фонд часовой заработной платы, руб/год |
Фонд годовой заработной платы, руб/год |
Количество рабочих, чел |
|||
|
Прямой фонд |
Премия |
Итого, Фонд часовой заработной платы |
Оплата отпуска |
Итого, Фонд годовой заработной платы |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
Наладчик |
3 |
1680 |
20 |
0,15 |
58 |
41 |
99 |
13 |
112 |
1 |
|
2 |
Электромонтер |
3 |
1680 |
20 |
0,03 |
12 |
8 |
20 |
3 |
23 |
1 |
|
3 |
Ремонтный слесарь |
3 |
1680 |
20 |
0,08 |
31 |
22 |
53 |
7 |
60 |
1 |
|
4 |
Браковщик |
4 |
1680 |
22 |
0,15 |
64 |
45 |
109 |
14 |
123 |
1 |
|
Итого |
|
|
|
|
0,41 |
|
|
281 |
37 |
318 |
4 |
Таблица 4.12 - Результаты расчёта годового фонда заработной платы
управленческого персонала и МОП
|
Профессия |
Числен-ность работ-ников, чел |
Оклад, руб/мес |
Основная заработная плата, руб/год |
Дополнительная заработная плата, руб/год |
Фонд годовой заработной платы, руб/год |
|
Мастер |
1 |
8500 |
1075 |
98 |
1173 |
|
Уборщица |
1 |
4400 |
557 |
51 |
608 |
4.4.3 Расчет расходов на содержание и эксплуатацию оборудования
Результаты расчетов оформляем в таблицу 4.13.
Таблица 4.13 – Расходы на содержание и эксплуатацию оборудования.
|
Статьи расходов |
Условное обозначение |
Сумма, руб/год |
|
1 Расходы на содержание оборудования и рабочих мест, в том числе: |
С содоб |
1226 |
|
- заработная плата вспомогательных рабочих, обслуживающих оборудование и отчисления на социальные нужды |
С зпоб
|
271 |
|
- стоимость вспомогательных материалов |
С вм |
9 |
|
- расходы на энергию всех видов |
С эн |
886 |
|
2 Расходы на текущий ремонт оборудования |
С ремоб |
411 |
|
3 Расходы на содержание и эксплуатацию транспорта |
С эксплтр |
120 |
|
4 Амортизация производственного оборудования и транспортных средств |
С амсумоб |
990 |
|
5 Прочие расходы на содержание и эксплуатацию оборудования |
С проб |
66 |
|
Итого расходов на содержание и эксплуатацию оборудования |
РСЭО |
2813 |
4.4.4 Расчет цеховых расходов
Результаты расчета оформляем в таблицу 4.14.
Таблица 4.14 – Цеховые расходы
|
Статьи расходов |
Условное обозначение |
Сумма, руб/год |
|
1 Расходы на содержание общецехового персонала |
С зпцех |
2591 |
|
2 Расходы на содержание зданий и сооружений |
С содзд |
230 |
|
3 Расходы на текущий ремонт зданий |
С ремзд |
137 |
|
4 Амортизация зданий и ценного инвентаря |
С амсумцех |
229 |
|
5 Возмещение быстроизнашивающегося малоценного инвентаря |
С возммцинв |
46 |
|
6 Расходы на БРИЗ |
С бриз |
54 |
|
7 Расходы по охране труда |
С охртр |
27 |
|
8 Прочие цеховые расходы |
С прцех |
99 |
|
Итого цеховых расходов |
ЦР |
3413 |
4.4.5 Смета затрат на годовой выпуск продукции и калькуляция себестоимости продукции
Смета затрат на годовой выпуск продукции оформляется в виде таблицы 4.15.
Таблица 4.15 – Смета затрат на упрочнение деталей «Твердосплавная пластина»
|
Статьи затрат |
Сумма, руб/год |
|
1 Основные материалы за вычетом отходов |
450 |
|
2 Основная заработная плата производственных рабочих |
4175 |
|
3 Дополнительная заработная плата производственных рабочих |
554 |
|
4 Отчисления на социальные нужды по заработной плате производственных рабочих |
1707 |
|
5 Расходы на содержание и эксплуатацию оборудования |
2813 |
|
6 Цеховые расходы |
3413 |
|
Цеховая себестоимость, С год (итого) |
13112 |
Цеховая себестоимость детали (С дет, руб/шт) равна:
С дет == 4,37 руб/шт.
4.5 Расчет оборотных средств
Результаты расчета сводим в таблицу 4.16.
Таблица 4.16 - Нормируемые оборотные средства
|
Элементы оборотных средств |
Условное обозначение |
Сумма, руб |
|
1 Основные материалы |
Н ом |
450 |
|
2 Вспомогательные материалы |
Н вм |
9 |
|
3 Незавершённое производство |
Н нзп |
27 |
|
4 Готовая продукция |
Н гп |
262 |
|
5 Малоценный инструмент |
Н мцинст |
0 |
|
Итого |
Н обср |
748 |
4.6 Технико–экономические показатели
Результаты расчета сводим в таблицу 4.17.
Таблица 4.17 – Технико-экономические показатели
|
Показатели |
Единица измерения |
Значение
|
|
1 Объем выпуска: |
|
|
|
а) в натуральном выражении |
шт/год |
3000 |
|
б) по стоимости |
руб/год |
13112 |
|
2 Численность основных рабочих |
чел |
3 |
|
3 Стоимость основных фондов |
руб |
1370580 |
|
в т.ч. рабочие машины и оборудование |
руб |
574206 |
|
4 Фондовооруженность труда |
руб/чел |
456860 |
|
5 Производственная площадь |
м2 |
24 |
|
6 Фонд годовой заработной платы всех рабо- тающих |
руб/год |
6828 |
|
7 Производительность труда |
|
|
|
а) в натуральном выражении |
шт/год/чел |
1000 |
|
б) по стоимости |
руб/год/чел |
4371 |
|
8 Фондоотдача |
руб/год/руб |
0,96 |
|
9 Цеховая себестоимость детали |
руб/шт |
4,37 |
|
10 Норматив оборотных средств |
руб |
748 |
4.7 Расчет экономического эффекта от упрочнения твердосплавных пластин
Годовой экономический эффект от упрочнения пластин (Эгод , руб/год) рассчитывается по формуле:
Эгод = Nгод × Снов – Nвып × (Снов + Сдет), (4.13)
где Снов – стоимость неупрочненной пластины, руб/шт;
Nгод – годовая потребность в неупрочненных пластинах, шт/год.
Эгод = 4500 × 100 – 3000 × (100 + 4,37) = 136890 руб/год.
- Безопасность труда
5.1 Анализ и обеспечение безопасных условий труда
Разработка вопросов техники безопасности, производственной санитарии, эстетики и противопожарной безопасности осуществляются с целью обеспечения безопасных и здоровых условий труда, что достигается разработкой комплексно-профилактических мероприятий.
При организации рабочего места руководствуются принципами, изложенными в ГОСТ 12.2.061-81. Рабочее место, его оборудование и оснащение, применяемые в соответствии с характером работы, должны обеспечивать безопасность, охрану здоровья и работоспособность работающих.
Конструкция рабочего места, его размеры и взаимное расположение его элементов (органов управления, средств отображения информации, кресла, вспомогательного оборудования и т.п.) должны соответствовать антропометрическим, физиологическим и психофизиологическим свойствам человека, а также характеру работы.
Организация рабочего места обеспечивает возможность изменения рабочей позы, устойчивое положение и свободу движений работающего, сенсорный контроль деятельности и безопасность выполнения трудовых операций, необходимый обзор зоны наблюдения с рабочего места, исключать или допускать редко и кратковременно работу в неудобных позах (характеризующихся, например, необходимостью сильно наклоняться вперед или в стороны, приседать, работать с вытянутыми или высоко поднятыми руками и т.п.), вызывающих повышенную утомляемость.
На участке по восстановлению стоек пресс-форм рабочее место имеет достаточную освещенность, все необходимое для работы находится в непосредственной близости от рабочего (на стеллаже, в инструментальном шкафу), те предметы, которыми пользуется чаще, расположены ближе, чем те, которыми пользуются реже, заготовки и готовая продукция не загромождает проход и безопасное перемещение работающего, на полу около станков лежит деревянная решетка.
Взаимное расположение и компоновка рабочего места обеспечивает безопасный доступ на рабочее место и возможность быстрой эвакуации при аварийной ситуации.
Предупреждение производственного травматизма возлагается на отдел по технике безопасности. Организационные вопросы решаются административно-техническим персоналом.
Проводится квалификационный вводный инструктаж по технике безопасности для всех вновь поступающих на завод; инструктаж на рабочем месте; повседневный контроль за соблюдением правил, норм техники безопасности на рабочих местах, расследование причин несчастного случая на производстве.
Состояние здоровья человека, его работоспособность в значительной степени зависят от микроклимата на рабочем месте.
Микроклимат производственных помещений – это климат внутренней среды данных помещений, который определяется совместно действующими на организм человека температурой, относительной влажностью и скоростью движения воздуха, а также температурой окружающих поверхностей (ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны»).
На участке по восстановлению стоек пресс-форм, установлена приточно-вытяжная вентиляция, категория работ средней тяжести.
Участок механической обработки выполняет все процессы станочной обработки деталей технологической оснастки и инструментов. Особенностью станков механического цеха является их разнообразие и универсальность. Кроме высокоточных универсальных станков общего назначения (токарных, фрезерных, шлифовальных, сверлильных) механические цехи имеют и специализированные станки, предназначенные для выполнения инструментальных работ: координатно-расточные, координатно-шлифовальные.
На участке восстановления стоек пресс-форм физическую опасность представляют движущиеся машины (электрокары, грузовые машины) и механизмы; открыто движущиеся, вращающиеся, выдвигающиеся, выступающие части станков, механизмов, приспособлений, инструментов, деталей, расположенные до 2м. от пола. В цехе установлены оградительные устройства для опасных зон и инструментов, вращающихся частей оборудования, привода конвейеров, токоведущих частей электрооборудования. Применяются предохранительные устройства в виде блокировок предохранительных клапанов, плавких предохранителей, ограничителей хода. Обеспечивается надежное закрепление инструмента и дорабатываемых деталей за счет применения быстро съемных вращающихся патронов и поворотных приспособлений с пневмо- и гидрозажимом.
На токарном и фрезерном станках, отходящая металлическая стружка (ленточная, спиральная, элементная), представляет физическую опасность, поэтому рабочий должен работать в защитных очках, убирать стружку в перчатках и специальной щеткой. Для защиты от отходящей стружки применяются различные экраны, стружколомы, пылестружкоприемники.
Для участка характерно присутствие в воздухе вредных веществ: туманы эмульсии, масел, тонкодисперсная пыль на участках шлифования и полирования, пары бензина на участке промывки и обезжиривания деталей, масла индустриального 25 мг/м3, по ПДК – 5 мг/м3. Для достижения нормативных значений содержания вредных веществ, необходимо применять местные воздухоотсосы. Местные отсосы должны быть расположены таким образом, чтобы отсасываемый воздух не проходил через зону дыхания работника. В качестве местных отсосов можно применять бортовые отсосы.
При обработке хрупких материалов, заточке инструмента, обдирке, доводки, полирований деталей образуются вредные вещества, в виде пыли (абразивная металлическая, органическая), поэтому необходимо пользоваться не только защитными очками, но и респиратором.
При обработке деталей на станках происходит нагревание заготовки и инструмента, поэтому применяются эмульсии или охлаждающие жидкости (СОЖ), при этом образуются пары вредные для здоровья рабочего. Станки оснащены быстродействующими тормозными устройствами, блокираторами, сборниками масла и отработанной СОЖ.
Материалы и изделия укладываются в устойчивую и удобную кладку в специально отведенных местах, а также при транспортировке.
Периодически проводятся профилактические испытания технических средств на механическую прочность, грузоподъемных механизмов, индивидуальных средств зашиты, герметичность баллонов и шлангов сжатого воздуха.
Содержание помещений в чистоте повышает культуру производства и способствует снижению травматизма, общей и профессиональной заболеваемости. В каждом помещении цеха должен быть установлен определенный порядок уборки с учетом характера выполняемой работы.
В данном корпусе, где находится участок по восстановлению стоек пресс-форм, категория производства «Д» (негорючие вещества и материалы в холодном состоянии), степень огнестойкости II. В производственных помещениях корпуса обращаются в не больших количествах вещества, относящиеся к взрывоопасным: лакокрасочные материалы и растворители, бензин, керосин, индустриальное масло. Несмотря на все проводимые мероприятия по технике пожарной безопасности часто приходится сталкиваться с нарушениями, такими как курение на рабочем месте, не своевременной уборкой рабочих мест.
Для обеспечения рабочих водой для питья установлены фонтанчики, удаленные от рабочих мест не более чем на 50 м.
Отопление цеха – водяное, с установкой в цехе калориферов. Горячая вода забирается от центральной заводской котельной. На воротах, открытых в течении смены более 40 мин, предусмотрены тепловые завесы.
В холодное период года температура воздуха, для категории работ средней тяжести IIб, составляет 17-19°С (на участке 16-18°С), оптимальная скорость
движения воздуха 0,2 м/с. В теплый период года температура 20-22°С.
Для механического участка в холодный период года при средней тяжести работ(IIб) установлены следующие параметры:
температура воздуха рабочей зоны составляет t=17-18 °C;
относительная влажность воздуха W = 40-50 %;
скорость движения воздуха V = не более 0,5м/с.
Для того же участка в теплый период года:
температура воздуха рабочей зоны составляет t=20-21 °C;
относительная влажность воздуха W = 40-50 %;
скорость движения воздуха V = не более 0,3 м/с.
По ГОСТ 12.1.005-88 установлены следующие оптимальные параметры.
Для холодного периода:
температура воздуха рабочей зоны составляет t=16-19 °C;
относительная влажность воздуха W = 45-55 %;
скорость движения воздуха V = не более 0,3 м/с.
Для теплого периода:
температура воздуха рабочей зоны составляет t=19-21 °C;
относительная влажность воздуха W = 35-45 %;
скорость движения воздуха V = не более 0,2 м/с.
Вывод: фактические данные, в холодный период и в теплый период соответствуют оптимальным нормам.
Для создания светового комфорта на машиностроительных мероприятиях используют: естественное, искусственное, и совмещенное освещение. На участке используется искусственное освещение. Согласно СНиП 23-05-95: характеристика зрительной работы: средней точности; разряд зрительной работы - IV.
При недостаточной освещенности и плохом качестве освещения состояние зрительных функций человека находится на низком исходном уровне, повышается утомление зрения в процессе выполнения работы, возрастает риск производственного травматизма.
Следствием этого является временное нарушение зрительных функций глаза и вытекающими отсюда, негативными последствиями, нежелательными как для качества трудовой деятельности, так и для самого человека.
Рациональное освещение производственных помещений оказывает положительное психофизиологическое воздействие на работающих, способствует повышению производительности труда, обеспечению его безопасности, сохранению высокой работоспособности человека в процессе труда.
Освещенность на участке установлена согласно СНиП 23.05–95 для IV разряда зрительных работ: в светлое время суток за счет дневного света через боковые проемы с КЕО = 1,7 %, в темное время суток за счет люминесцентных ламп, обеспечивающих освещенность равную 200 Лк. Это обеспечивает хорошую видимость объекта, увеличивает скорость различения деталей и положительно сказывается на производительности выполнения работ.
Все существующие мероприятия, обеспечивающие безопасность использования электроэнергии, можно условно разделить на группы:
- организационные мероприятия;
- технические мероприятия.
Для обеспечения электробезопасности устроены заземления металлических конструкций станков, отдельно стоящих электрических устройств в соответствии с правилами техники безопасности.
Требования к заземлению и занулению электрооборудования определены ГОСТ 12.1.030-81, в соответствии с которыми они выполняются при номинальном напряжении 380 В (координатно-расточной станок, плоскошлифовальный). В качестве заземляющих устройств использованы естественные заземлители - железобетонный фундамент, также используется защитное отключение станков, с помощью устройства автоматически отключающего оборудование – потребитель тока при возникновении опасности поражения током.
Применение рабочими индивидуальных электрозащитных средств (основные, дополнительные, и вспомогательные приспособления).
Основные изолирующие защитные средства имеют изоляцию, способную длительно выдерживать рабочее напряжение электроустановки, обеспечивая безопасность человека при контакте с токоведущими частями (диэлектрические перчатки, изолирующие и токоизмерительные клещи, слесарно-монтажный инструмент с изолированными рукоятками, указатели напряжения.
Дополнительные защитные средства не могут самостоятельно защитить человека от поражения электрическим током, но при совместном использовании они усиливают изолирующее действие основных защитных средств (диэлектрические коврики, галоши, коврики, подставки и площадки).
Вспомогательные приспособления предназначены для защиты людей от сопутствующих опасных и вредных производственных факторов при работе с электрооборудованием (экранизирующие комплекты, устройства для защиты от воздействия электрического поля, противогазы, защитные каски и т.п.). При входе в цех, склад имеются пластины, на стене, для снятия статического напряжения.
Шум — это совокупность звуков различной силы и частоты (высоты), беспорядочно изменяющихся во времени. Шум является одним из главных неблагоприятных производственных факторов. Из-за шума у работающих возникает более быстрое утомление, которое приводит к снижению производительности на 10-15%, увеличению числа ошибок при выполнений операций трудового процесса и, следовательно, к повышенной опасности возникновения травм. Допустимый уровень шума от станков 85-90дБ (на участке 87дБ), согласно СНиП 12-03-2001.
Предотвращения образования и распространения шума ведут в следующих направлениях:
внедрение автоматического и дистанционного управления оборудованием; рациональное планирование помещений;
изменение технологии с заменой оборудования на менее шумное (например, замена клепки сваркой, штамповки прессованием);
повышение точности изготовления деталей (достигается снижение уровня звука на 5-10дБА) и балансировки вращающихся деталей, замена цепных передач ременными, подшипников качения подшипниками скольжения (приводит к уменьшению уровня звука на 10-15 дБА) и т.д;
экранирование или использование звукоизолирующих кожухов (капотов), в изменение направления шума, например, ориентированием воздухозаборных и выпускных отверстий систем механической вентиляции и компрессорных установок в сторону от рабочих мест;
применение средств индивидуальной защиты в тех случаях, когда перечисленными мерами не удается снизить уровень шума до нормативных значений. В зависимости от характеристики шума и вида используемых средств достигают уменьшения уровня интенсивности звука на 5-45 дБ;
меры биологической профилактики направлены на снижение последствий действия шума на организм и повышение его резистентности. К таким мерам относят рационализацию режима труда и отдыха.
На участке по восстановлению стойки пресс-формы применяются следующие меры по борьбе с шумом:
использована перспективная технология лазерной наплавки, которая является одним из наименее шумных наплавочных методов;
рабочим выдаются средства индивидуальной защиты органов слуха беруши 3М 01100 (соответствующие требованиям ГОСТ Р 12.4.051-87);
введен рациональный режим труда и отдыха.
В дальнейшем рекомендуется:
совершенствовать технологию лазерной наплавки, сделав её по возможности менее шумной и улучшив качество получаемой поверхности, что позволит исключить последующую токарную обработку;
заменить оборудование на шлифовальной и полировальной операции на более точное и соответственно менее шумное.
Вибрация — это механические колебания в упругих телах или телах, находящихся под воздействием переменных физических полей с относительно небольшой амплитудой.
В зависимости от параметров (частота, амплитуда) вибрация может как положительно, так и отрицательно влиять на отдельные ткани и организм в целом. Поэтому важно знать граничные характеристики, разделяющие позитивное и негативное влияние вибрации на человека.
Производственная вибрация, характеризующаяся значительной амплитудой и продолжительностью действия, вызывает у работающих раздражительность, бессонницу, головную боль, ноющие боли в руках людей, имеющих дело с вибрирующим инструментом, согласно СНиП 12-03-2001.
Вибрация воздействует на работающего через объекты-машины, в которых установлены источники колебаний (элетродвигатели, станки и т.д.). На механическом участке объект (в данном случае токарные станки, фрезерные, шлифовальные) подвержен вибрации от периодических сил, поэтому прежде всего надо уменьшить их в самом источнике. Для этого повышают точность балансировки вращающихся деталей, точность обработки и чистоту поверхности сопрягающихся деталей. Для индивидуальной зашиты от вибрации работающих должны обеспечить специальной обувью и рукавицами с упругодемпфирующими элементами.
Инспектора государственного противопожарного надзора (ГГШ) производят постоянный контроль по организационным мероприятиям:
а) курение и пользование огнем только в специально отведенных местах
б) ограничение запасов сырья, полуфабрикатов, готовой продукции;
в) хранение легковоспламеняющихся материалов и веществе в спецкладовой;
г) разработка планов эвакуации людей и имущества из помещений;
д) организация в цехе добровольной пожарной дружины;
е) обучение рабочих и служащих цеха мерам пожарной безопасности.
Также по техническим мероприятиям:
а) устройство удобных подъездов к зданию и специальных подходов к труднодоступным местам;
б) устройство противопожарных лестниц, гидрантов, пожарной сигнализации и телефонной связи;
в) оборудование стенда с первичными средствами пожаротушения, обеспечение цеха огнетушителями, ящиками с песком;
г) пожарные краны установлены внутри цеха через каждые 50м длины здания.
Также в цехе установлены автоматическая противопожарная сигнализация, пенная, водяная автоматические установки пожаротушения, ППБ 01-03.
5.2 Расчет уровня шума
Уровень шума рассчитывается по формуле:
|
L = 10lg(10L1/10 + 10L2/10+…+ 10Ln/10), |
(5.1) |
где L – уровень шума, дБ.
L1, L2,…, Ln – уровни звукового давления, создаваемые каждым источником, дБ.
Уровни звукового давления создаваемые каждым оборудованием на проектируемом участке:
Лазерной установкой для напыления – 40 дБ;
Моечной машиной – 70 дБ;
Токарным станком – 85 дБ;
Фрезерным станком – 80 дБ;
Шлифовальным станком – 75 дБ;
Полировальным станком – 60 дБ;
L = 10 lg(1040/10+1070/10+1085/10+1080/10+1075/10+1060/10) = 86,62 дБ
Согласно ГОСТ 12.1.003 – 83 запрещается, чтобы уровни шума, звука и эквивалентные уровни звука на постоянных рабочих местах и в рабочих зонах производственных помещений превышали значение – 80 дБ.
В ходе расчета мы установили, что общий уровень шума на проектируемом участке, создаваемый оборудованием, превышает нормативные значения. Следовательно, необходимо предусмотреть мероприятия по глушению источников шума. Например: борьба с шумом в источнике возникновения (уменьшение звуковой мощности), изменение направленности излучения шума, рациональная планировка предприятий и цехов, акустическая обработка помещений, использование средств индивидуальной защиты.
5.3 Возможные чрезвычайные ситуации
Чрезвычайная ситуация – это неожиданная, внезапно возникающая обстановка на определенной территории или объекте экономики в результате аварии, катастрофы, опасного природного явления или стихийного бедствия, которые могут привести к человеческим жертвам, ущербу здоровью людей или окружающей среде, материальным потерям и нарушению жизнедеятельности людей.
В нашем случае наиболее реальной чрезвычайной ситуацией, которая может возникнуть, является пожар.
Возникновение пожара вероятно при наличии функционально обусловленной или при образовании вследствие аварии или нарушения правил пожарной безопасности горючей среды и при появлении в этой среде источника зажигания, способного зажечь эту среду.
При установлении возможных очагов пожара следует учитывать статистические данные о причинах их возникновения, основными из которых являются:
- неосторожность при обращении с бытовыми источниками огня;
- перегрев электробытовых приборов;
- перенапряжение электрической цепи;
- несоответствие электрической защиты приборов и оборудования действующим нормативам;
- выполнение электросварочных и ремонтных работ с нарушением правил пожарной безопасности;
- технологические аварии;
- поджоги.
Оценка реальной опасности возникновения пожаров производится на основе рассмотрения и анализа планов зданий, помещений, установок и оборудования, на которых указываются:
- места сосредоточения горючих материалов или места, где возможно образование пожаровзрывоопасной горючей среды;
- вероятные источники зажигания;
- категория взрывопожарной и пожарной опасности, определенная в соответствии с НПБ 105-95;
- класс пожарной опасности строительных конструкций.
Количественная оценка вероятности возникновения пожара может быть произведена по методу, приведенному в ГОСТ 12.1.004-91, прил.3.
Инспектора государственного противопожарного надзора (ГПН) производят постоянный контроль над выполнением следующих правил и мероприятий:
- курение и пользование открытым огнем допускается только в специально отведенных местах;
- ограничение запасов сырья, полуфабрикатов, готовой продукции;
- хранение легковоспламеняющихся материалов и веществ в спецкладовой;
- разработка планов эвакуации людей и имущества из помещений;
- организация в цехе добровольной пожарной дружины;
- обучение рабочих и служащих цеха мерам пожарной безопасности.
Также по техническим мероприятиям:
- устройство удобных подъездов к зданию и специальных подходов к труднодоступным местам;
- устройство противопожарных лестниц, гидрантов, пожарной сигнализации и телефонной связи;
- оборудование стенда с первичными средствами пожаротушения, обеспечение цеха огнетушителями, ящиками с песком;
- пожарные краны должны быть установлены внутри цеха через каждые 50 м длины здания.
Также в цехе должны быть установлены автоматическая противопожарная сигнализация, пенная, водяная автоматические установки пожаротушения, ППБ 01-03.
Угрозу жизни и здоровью людей пожар представляет с самой начальной стадии его развития – с момента возникновения источника загорания и образования продуктов горения любых веществ и материалов как применяемых или обращающихся в функциональном (технологическом) процессе, так и применяемых для изготовления строительных конструкций, их отделки и облицовки.
В подавляющем числе случаев смерть и травмирование людей наступает вследствие отравления продуктами горения и недостатка кислорода в воздухе помещения, задымления путей эвакуации и потери видимости. Другими опасными факторами для человека в условиях пожара являются высокая температура, открытый огонь, искры, разрушение оборудования и строительных конструкций.
Предотвращение распространения опасных факторов пожара достигается:
- предотвращением распространения горения в технологическом оборудовании и коммуникациях;
- ограничением применения сгораемых веществ и материалов в технологических процессах;
- применением нераспространяющих горение строительных материалов и конструкций;
- разделением различных по пожарной опасности процессов;
- ограничением площадей зданий и пожарных отсеков;
- обеспечением необходимых пределов огнестойкости ограждающих и несущих конструкций;
- использованием противопожарных преград;
- защитой проемов, устройством преград в коммуникациях, заделкой стыков;
- использованием первичных, автоматических и привозных средств пожаротушения, а также систем сигнализации о пожаре;
- устройством противопожарных разрывов и преград между зданиями;
- устройством противопожарного водопровода;
- обеспечением доступа пожарных к возможным очагам пожара.
При определении функциональной пожарной опасности помещений и зданий кроме контингента эвакуируемых людей следует учитывать количество людей, которое может в них находиться в момент возникновения пожара, и плотность их размещения на площадях помещений.
Помещения, предназначенные для одновременного пребывания в них более 50 человек, относятся к зальным помещениям или к помещениям для массового пребывания людей.
Передвижение людей происходит во всех помещениях зданий и сооружений, связанных с пребыванием в них человека. На участке восстановления стойки пресс-формы в ночное время находится 0 человек, в дневное не более 50.
Для обеспечения передвижения людей в зданиях предусматриваются коммуникационные помещения и другие специальные устройства: проходы между оборудованием, входы и выходы, коридоры и т.д. При возникновении пожара эвакуация начинается через четыре эвакуационных выхода.
Особое значение приобретает движение людей во время возникновения пожара в здании, аварии или какого-либо стихийного бедствия.
В этом случае от правильной организации движения и состояния коммуникационных помещений зависит жизнь людей. Поскольку возникновение пожара возможно в любом помещении, то учет аварийной эвакуации людей обязателен для любого помещения и в целом здания или сооружения.
Согласно п. 4.1 СНиП 21-01-97 в зданиях должны быть предусмотрены конструктивные, объемно-планировочные и инженерно-технические решения, обеспечивающие в случае пожара:
- возможность эвакуации людей независимо от их возраста и физического состояния наружу на прилегающую к зданию территорию до наступления угрозы их жизни и здоровью вследствие воздействия опасных факторов пожара;
- возможность спасания людей;
- возможность доступа личного состава пожарных подразделений и подачи средств пожаротушения к очагу пожара, а также проведения мероприятий по спасанию людей и материальных ценностей.
Основными конструктивными решениями, направленными на возможность обеспечения указанных мероприятий, являются эвакуационные и аварийные пути и выходы.
Количество эвакуационных выходов из зданий, с каждого этажа и из помещения следует предусматривать не менее двух в соответствии со СНиП 2.01.02-85 п. 4.3. Для обеспечения безопасной эвакуации людей в случае пожара нормы устанавливают количество эвакуационных выходов и их ширину в зависимости от количества людей и функциональной пожарной опасности помещений.
Согласно п. 3.16 СНиП 21-01-97 ширина эвакуационных выходов должна быть не менее 0,8 м.
Во всех случаях ширина эвакуационного выхода должна быть такой, чтобы с учетом геометрии эвакуационного пути через проем или дверь можно было беспрепятственно пронести носилки с лежащим на них человеком. Двери эвакуационных выходов и другие на путях эвакуации должны открываться по направлению выхода.
При вынужденной эвакуации из корпуса цеха движение людей интенсивно начинается в одном направлении – в сторону выходов. Это приведет к быстрому увеличению плотности потоков людей в эвакуационных проходах. С увеличением плотности потоков снижается скорость движения, поэтому основным показателем эффективности вынужденной эвакуации является время, в течение которого люди могут при необходимости покинуть отдельные помещения и здания в целом.
Безопасность вынужденной эвакуации достигается в тех случаях, когда ее продолжительность меньше времени достижения критических для условий человека условий: критической температуры (60 °С), снижения концентрации кислорода, накопления в воздухе токсичных продуктов горения сверх допустимых количеств, потери видимости из-за задымления.
Время наступления указанных критических условий зависит от конкретных обстоятельств и может быть рассчитано.
Снижение времени эвакуации достигается конструктивно-планировочными и организационными решениями.
Согласно СНиП 2.08.02-89 предельно допустимые расстояния от наиболее удаленной точки помещения или от рабочего места до ближайшего эвакуационного выхода определяется в зависимости от назначения залов, степени огнестойкости здания, объема зала. Предельно допустимые расстояния согласно СНиП 31-03-2001 от наиболее удаленного рабочего места в помещении до ближайшего выхода из помещения непосредственно наружу или в лестничную клетку определяются в зависимости от категории взрывопожарной опасности помещения, класса конструктивной пожарной опасности и степени огнестойкости здания, объема помещения, плотности людского потока, в общем проходе.
Фактическое наибольшее расстояние в помещении до эвакуационного выхода следует определять от наиболее удаленного рабочего места или возможного места пребывания людей (в помещениях без постоянных рабочих мест) по осевой линии проходов до ближайшего выхода из помещения.
При наличии в пределах помещения этажей, площадок или антресолей расстояние до эвакуационного выхода определяется как сумма участков эвакуационного пути от наиболее удаленного рабочего места или возможного пребывания людей (при отсутствии на этажах, этажерках, площадках и антресолях постоянных рабочих мест) до ближайшей лестницы, по лестнице до отметки пола помещения и от основания лестницы до ближайшего эвакуационного выхода. Длину пути по лестнице в этом случае допускается определять как утроенную высоту.
Основные параметры эвакуации из здания: плотность, скорость движения людского потока, пропускная способность путей (выходов) и интенсивность движения. Кроме того, эвакуационные пути характеризуются длинной и шириной.
Предельно допустимая длина эвакуационного участка Lп, м рассчитывается по формуле:
|
Lп = v · T, |
(5.2) |
где v – скорость движения людей при вынужденной эвакуации, м/мин;
v = 16 м/мин – по горизонтальным участкам;
Т – допустимое время эвакуации, мин (6 мин – из зданий II степени огнестойкости).
Lп =16 · 6= 96 м.
Предельно допустимая длина эвакуационного участка составляет 96 метров (в одноэтажных производственных зданиях II степени огнестойкости с производственной категорией Г не более 100м).
Плотность размещения людей Д, м²/м² , на площади эвакуационного участка, определяется по формуле:
|
(5.3) |
где Ni – численность людей на площади i – го участка, чел;
fi – площадь горизонтальной проекции человека, м²;
S – площадь эвакуационного участка, м².
Д= 50 · 0,125/8 = 0,8 м²/м².
При Д ≤ 0,05 м²/м² человек имеет полную свободу движения, как по направлению , так и по желаемой скорости. При плотности размещения людей в интервале 0,05 < Д < 0,15 человек не может свободно менять направление своего движения, а при Д ≥ 0,15 м²/м² люди начинают двигаться неразрывно. При расчетах следует обеспечить значение Д ≤ 0,9 м²/м².
Пропускная способность путей (проемов) - это число людей, проходящих в единицу времени через поперечное сечение пути. Величина пропускной способности путей Q, (чел/мин) рассчитывается по формуле:
|
Q= Д · v · В, |
(5.4) |
где В – ширина участка эвакуации, м.
Q= 0,8 · 16 · 2 = 25,6 чел/мин.
Интенсивность движения людского потока q, м/мин, рассчитывается по формуле:
|
q = Д · v, |
(5.5) |
q = 0,8 · 16 = 12,8 м/мин.
При Д ≤ 0,9 м²/м² интенсивность движения потока людей q, м/мин, должна соответствовать следующим значениям: для горизонтального пути не более 13,5 м/мин.
Расчетное значение ширины эвакуационного участка Вр, м, рассчитывается по формуле:
|
Вр = N / (Lп · δ), |
(5.6) |
где δ – плотность потока людей по длине участка, чел/м² составляет δ ≤ 10-12.
Вр = 50/ 96 · 10= 0,052 м.
Ширину В, участка эвакуации принимаем равной 1, с учетом расчетного значения Вр.
Необходимое число путей эвакуации nэ рассчитывается по формуле:
|
nэ = 0,6 · N/(100 · B), |
(5.7) |
nэ = 0,6 · 50/ 100 · 1 = 0,3.
Полученное значение округляется в большую сторону, но в любом случае должно соблюдаться условие: nэ ≥ 2.
Согласно СНиП 2-01-02-85 число путей эвакуации принимается не менее двух.
Значит для цеха по восстановлению стойки пресс-формы nэ = 2.
Рассмотрение проблем безопасности человека в любых условиях жизни и сферах деятельности приводит к выводу, что достижение абсолютной безопасности немыслимо, а максимальный уровень возможен при оптимальной организации безопасной жизнедеятельности.
Заключение
Улучшение эксплуатационных характеристик твердого сплава ТТ10К8Б за счет термической обработки, с разработкой технологического процесса восстановления детали “Вал шлицевый”.
Приведены общие сведения о твердых сплавах и обработке металлов резанием. Рассмотрены методы повышения эксплуатационных свойств твердосплавного режущего инструмента.
В исследовательской части дипломного проекта проведены испытания образцов из сплавов ТТ10К8Б и ВК8 на изменение износостойкости, твердости, а также микроструктуры в зависимости от режимов термообработки.
Разработан технологический процесс восстановления детали «Вал шлицевый» который является сборочной единицей коробки скоростей токарного станка 1М63.
В экономической части проведен расчет затрат на упрочнение деталей «твердосплавная пластина».
В разделе безопасности труда проанализированы условия работы в цехе по упрочнению МНП, произведен расчет уровня шума и эвакуации при пожаре.
Список использованных источников
1 Технология и свойства спеченных твердых сплавов и изделий и из них [Текст]: Учебное пособие для вузов / В. С. Панов, А. М. Чувилин – М.: МИСИС, 2001. – 428 с.
2 Лошак М.Г. Прочность и долговечность твердых сплавов [Текст]. - Киев: Наукова думка, 1984. - 218 с.
3 Бондаренко В. А., Богодухов С. И. Обеспечение качества и улучшение характеристик режущих инструментов [Текст]/ В. А. Бондаренко[и др.]. – М.: Машиностроение, 2000. – 144 с.
4 Обработка металлов резанием [Текст]: Справочник технолога / А. А. Панов, В. В. Аникин, Н. Г. Бойм и др.; Под общ. ред. А. А. Панова. – М.: Машиностроение, 2004. – 784 с.
5 Бобров В.Ф. Основы теории резания металлов [Текст]. – М.: Машиностроение, 1975. – 344 с.
6 Рудаков, В. И. Плазменные и лазерные методы обработки материалов [Текст] : учеб. пособие для вузов / В. И. Рудаков, С. Н. Григорьев, А. В. Попов . - Оренбург : ОГУ, 2006. - 545 с.
7 Дерягин Б. В., Федосеев Д. В. Рост алмазов и графита из газовой фазы [Текст]. – М.: Наука, 1977. – 116 c.
8 Порошковые материалы [Текст] : учебное пособие / В. А. Бондаренко [и др.] . -
9 Материаловедение [Текст] : учебник для вузов / Б. Н. Арзамасов [и др.] ; [под общ. ред. Б. Н. Арзамасова, Г. Г. Мухина].- 8-е изд., стер. - М. : МГТУ им. Н.Э. Баумана, 2008. - 648 с.
10 Рудаков, В. И. Курс лекций по специальным дисциплинам [Текст] : учеб. пособие / В. И. Рудаков ; М-во образования и науки Рос. Федерации, Федер. агентство по образованию, Гос. образоват. учреждение высш. проф. образования "Оренбург. гос. ун-т". - Оренбург : ГОУ ОГУ, 2009. - 883 с.
11 Физика и химия обработки материалов : журнал. - М. : Наука, 1995. - N 1-3
12 Порошковые материалы [Текст] : учебное пособие / В. А. Бондаренко [и др.] . - - 148 с. : ил.. - Библиогр.: с. 147-148.
13 Интернет ресурсы: Сборник трудов по науке и технике (http://www.laboratory.ru)
14 Порошковая металлургия (на рус. яз.) : журнал. – Украина 1995. - N 1-12
15 Интернет ресурсы: сайт химической промышленной компании Син Эцу (http://www.shinetsu.co.jp)
16 Интернет ресурсы: сайт института физики металлов УрО РАН (http://www.imp.uran.ru)
17 Интернет ресурсы: интернет-магазин научно-технической информации (http://www.shop.csti.ru)
18 Интернет ресурсы: сайт института проблем сверхпластичности металлов РАН (http://www.imsp.ru)
19 Интернет ресурсы: научная информационная система (http://nature.web.ru)
20 Интернет ресурсы: сайт журнала наука и жизнь: (http://www.nkj.ru/)
21 Интернет ресурсы: сайт Кировградского завода твердых сплавов (http://www.kzts.ru)
22 Технологические процессы в машиностроении [Текст] : учебник для вузов / С. И. Богодухов [ и др.] . -
23 Богодухов С. И. Материаловедение и технологические процессы в машиностроении [Текст] : лабораторный практикум: учеб. пособие для вузов: [в 2 ч.] / С. И. Богодухов, А. Д. Проскурин, Р. М. Сулейманов . - Оренбург : ГОУ ОГУ, 2008. Ч. 1 : Материаловедение. - , 2008. - 218 с.
24 Богодухов С. И. Испытания металлов на твердость: Методические указания к лабораторной работе [Текст]/ С. И. Богодухов. – Оренбург.: ГОУ ОГУ, 2003. – 24 с.
25 Лахтин, Ю. М., Материаловедение: Учебник для вузов. [Текст]/В. П. Леонтьева: – М.: Машиностроение, 1990. – 528 с.
26 Килов А. С. Основы научных исследований. Часть 2. Планирование эксперимента и расчет математической модели: Методические указания к практическому занятию [Текст]/ А. С. Килов. – Оренбург.: ИПК ОГУ, 2002. – 15 с.
27 Новик Ф. С., Арсов Я. Б. Оптимизация процессов технологии металлов методами планирования экспериментов [Текст]/ Ф. С. Новик [и др.]. – М.: Машиностроение, 1980. – 304 с.
28 Богодухов С. И. Свойства машиностроительных материалов [Текст] : учеб. пособие для вузов / С. И. Богодухов, А. Д. Проскурин, Е. С. Козик ; М-во образования и науки Рос. Федерации, Федер. агентство по образованию; Гос. образов. учреждение высш. проф. образования "Оренбург. гос. ун-т". - Оренбург : ГОУ ОГУ, 2009. - 203 с.
29 Справочник технолога-машиностроителя. В 2-х томах. [Текст]: Под ред. Косиловой А.Г., Мещерякова Р.К. – М.: Машиностроение, 1985.
30 Общемашиностроительные нормативы времени. – М.: Машиностроение, 1974. – 423 с.
31 Горбацевич А.Ф. Курсовое проектирование по технологи машиностроения [Текст]/ А. Ф. Горбацевич. – Минск: Высшая школа. 1983. – 255 с.
32 Оборудование и технология повышения износостойкости и восстановления деталей машин и аппаратов [Текст] : метод. указания по выполнению выпускной квалиф. работы (дипломного проекта) / С. И. Богодухов [и др.] .- 2-е изд., испр. -
33 Богодухов С. И. Технологическая часть дипломных проектов в ремонтно - восстановительном производстве [Текст] : метод. указания / С. И. Богодухов, А. Д. Проскурин, Б. М. Шейнин ; М-во образования и науки РФ, ГОУ высш. проф. образования "ОГУ". - Оренбург : ГОУ ОГУ, 2008. - 86 с.
34 Основы проектирования машиностроительных заготовок [Текст] : учеб. пособие для вузов / С. И. Богодухов [идр.] . - Оренбург : ОГУ, 2003. - 344 с.
35 Богодухов С. И. Обработка упрочненных поверхностей в машиностроении и ремонтном производстве [Текст] : учеб. пособие для вузов / С. И. Богодухов, В. Ф. Гребенюк, А. Д. Проскурин . - М. : Машиностроение, 2005. - 256 с. - Библиогр.: с. 255-256.
36 Богодухов С. И. Курс материаловедения в вопросах и ответах [Текст] : учеб. пособие для вузов / С. И. Богодухов, В. Ф. Гребенюк, А. В. Синюхин .- 2-е изд. испр. и доп. - М. : Машиностроение, 2005. - 288 с.
37 Анурьев В. И. Справочник конструктора [Текст]/ В. И. Анурьев. – М.: Машиностроение, 1978. – т. 1 – 3.
38 Методические указания к курсовой работе по экономике, организации и планированию производства [Текст]: Бабин М. Г., Гореликова-Китаева О. Г. Оренбург, 2003.
39 Безопасность жизнедеятельности в машиностроении : Учеб. пособие для средн. проф. учебных заведений [Текст]: В. Г. Еремин, В. В. Сафронов, А. Г. Схиртладзе, Г. А. Харламов. Под ред. Ю. М. Соломенцева. – М.: Высш. шк., 2002. – 310 с.
40 Безопасность жизнедеятельности: учебник для вузов [Текст]: С. В. Белов, А. В. Ильницкая, А. Ф. Козьяков и др.; Под общ. ред. С. В. Белова. – 4-е изд., перераб. и доп. – М.: Высш. шк., 2004. – 606 с.
41 Справочная книга по охране труда в машиностроении [Текст]: Под ред. Русака О.Н. – М.: Машиностроение, 1983. – 293 с.
42 Егель А. Э., Корчагина С. Х. Методические указания к выполнению раздела «БЖД при дипломном проектировании». Расчет воздухообмена [Текст]/ А. Э. Егель [и др.]. –Чертежи
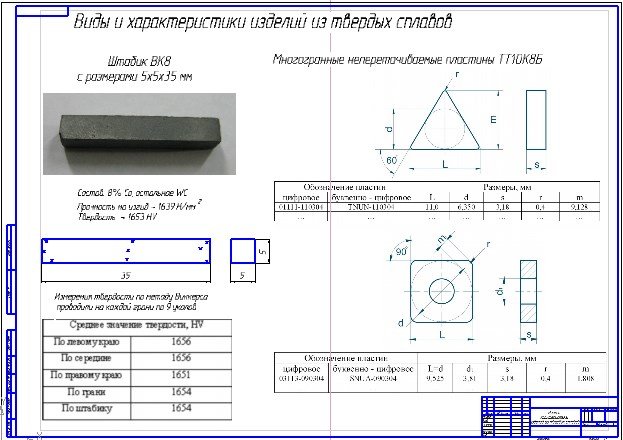
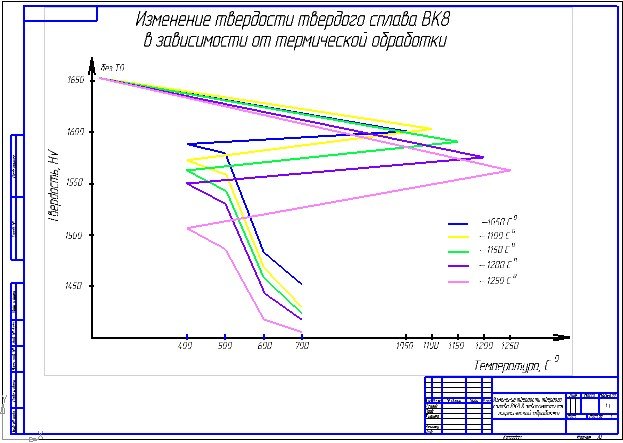
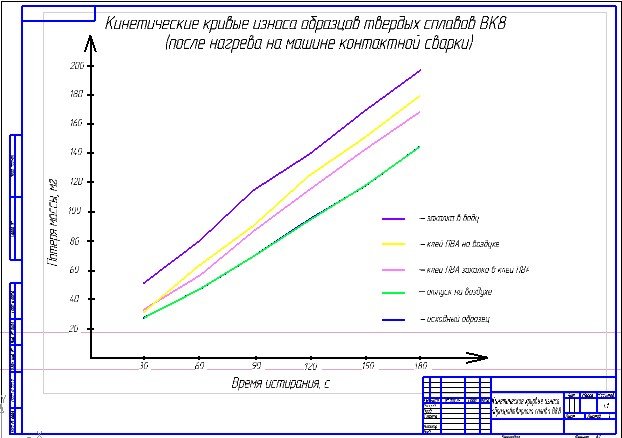
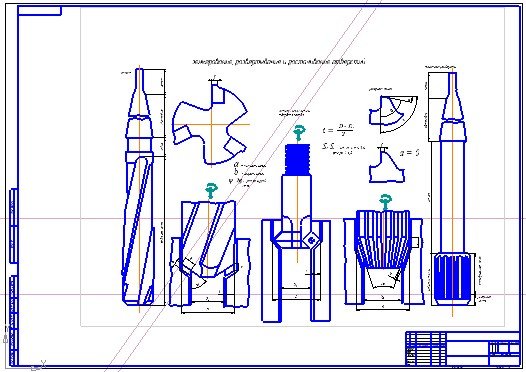
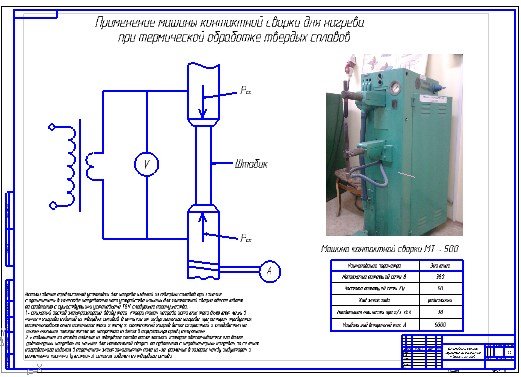
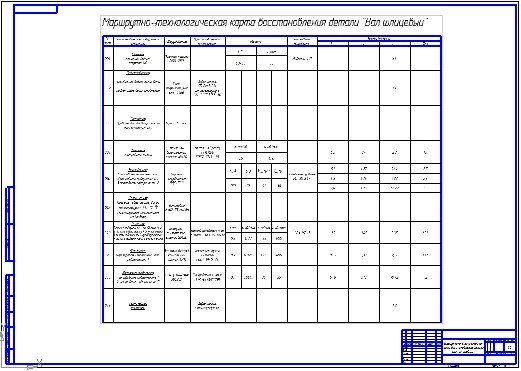
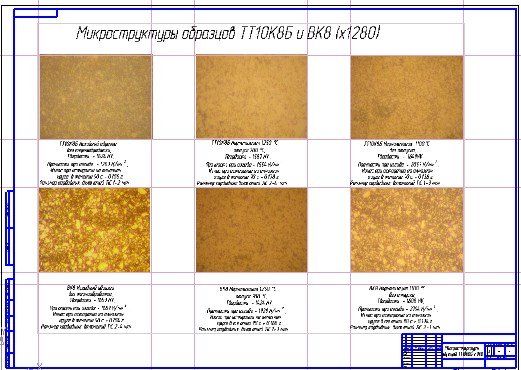
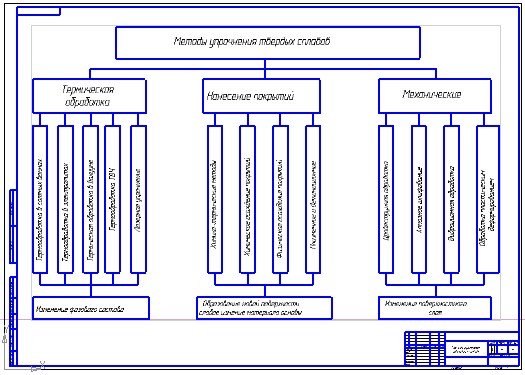
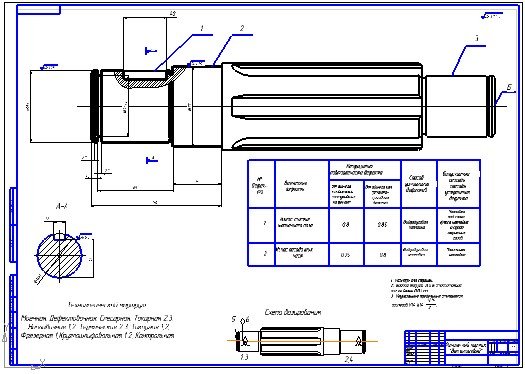
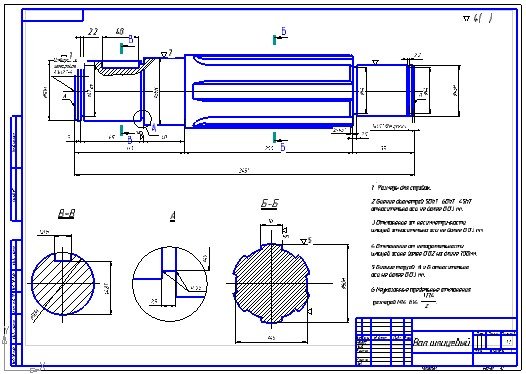
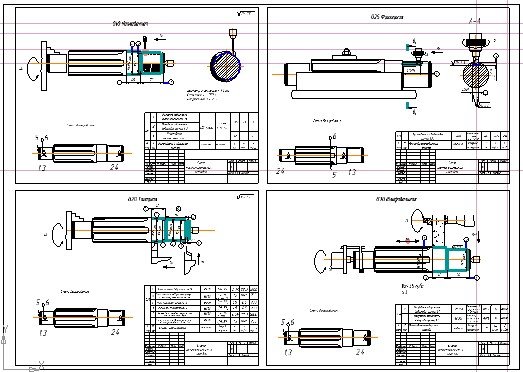
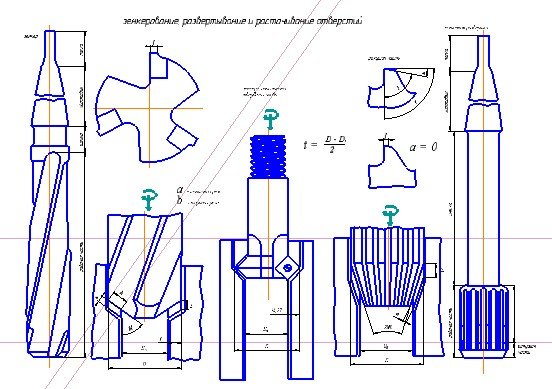
Скачать: