КУРСОВОЙ ПРОЕКТ
Производство пива из светлого и карамельного солода
Аннотация
Пояснительная записка содержит 80 страниц, в том числе 22 таблиц, приложения 4 листа А4, 12 источников, 4 листа формата А1.
Графическая часть выполнена на листах формата А1. В данном проекте изложены основные положения о технологии производства темного пива, произведен расчет необходимого сырья и подбор оборудования, указаны основные показатели качества готового продукта, разработана принципиально-технологическая схема производства пива. Выполнена машино-аппаратурная схема производства и план здания на отм. 0,0.
Содержание
|
Введение…………………………………………………………………… |
6 |
|
1 Характеристика сырья ………………………………………………….. |
9 |
|
1.1 Вода…………………………………………………………………….. |
9 |
|
1.2 Ячмень………………………………………………………………… |
12 |
|
1.3 Солод………………………………………………………………….. |
21 |
|
1.4 Хмель………………………………………………………………….. |
25 |
|
1.5 Ферменты и ферментные препараты………………………………… |
29 |
|
1.6 Дрожжи ………………………………………………………………. |
29 |
|
2 Принципиально-технологическая схема производства пива…………. |
32 |
|
2.1 Водоподготовка………………………………………………………… |
32 |
|
2.2 Подработка солода и дробление……………………………………… |
35 |
|
2.3 Затирание……………………………………………………………… |
36 |
|
2.4 Фильтрование затора ………………………………………………….. |
38 |
|
2.5 Кипячение сусла с хмелем……………………………………………. |
39 |
|
2.6 Отделение сусла от хмелевой дробины…………………………….. |
41 |
|
2.7 Осветление и охлаждение сусла……………………………………… |
42 |
|
2.8 Сбраживание пивного сусла ………………………………………….. |
42 |
|
2.9 Дображивание и созревание пива…………………………………….. |
46 |
|
2.10 Осветление пива………………………………………………………. |
48 |
|
2.11 Карбонизация и пастеризация пива…………………………………. |
50 |
|
2.12 Розлив пива……………………………………………………………. |
50 |
|
2.13 Укупорка и этикетирование………………………………………….. |
51 |
|
2.14 Бракераж………………………………………………………………. |
51 |
|
2.15 Упаковка……………………………………………………………… |
51 |
|
2.16 Хранение………………………………………………………………. |
52 |
|
3 Продуктовый расчёт……………………………………………………... |
53 |
|
3.1 Расчёт сырья и вспомогательных продуктов……………………….. |
54 |
|
3.1.1 Расчет масс…………………………………………………………… |
54 |
|
3.1.2 Определение количества промежуточных продуктов и готового пива…………………………………………………………………………. |
56 |
|
3.1.3 Определение расхода хмеля……………………………………….. |
59 |
|
3.1.4 Определение количества отходов………………………………….. |
59 |
|
3.1.5 Расчет тары и вспомогательных материалов……………………… |
60 |
|
3.2 Подбор оборудования…………………………………………………. |
61 |
|
3.2.1 Оборудование для воды……………………………………………... |
61 |
|
3.2.2 Оборудование для приема и хранение зерна……………………… |
61 |
|
3.2.3 Оборудование для очистки солода от примесей и пыли…………. |
61 |
|
3.2.4 Оборудование дробильно-полировочного отделения……………. |
62 |
|
3.2.5 Оборудование варочного цеха………………………………………. |
63 |
|
3.2.6 Оборудование для осветления и охлаждения сусла……………… |
64 |
|
3.2.7 Оборудование цеха брожения и дображивания………………….. |
65 |
|
3.2.8 Оборудование для розлива пива……………………………………. |
66 |
|
4 Описание машино-аппаратурной схемы……………………………….. |
68 |
|
5 Дефекты готового пива и его стойкость в процессе хранения………. |
70 |
|
Заключение………………………………………………………………… |
75 |
|
Список использованных источников…………………………………….. |
76 |
|
Приложение А……………………………………………………………… |
77 |
|
Приложение Б………………………………………………………………. |
78 |
Введение
Пиво представляет собой игристый, освежающий напиток с характерным хмелевым ароматом и приятным горьковатым вкусом, насыщенный углекислым газом (диоксидом углерода), образовавшемся в процессе брожения. Оно не только утоляет жажду, но и повышает общий тонус организма человека, способствует лучшему обмену веществ. Вкус и аромат пива обусловливают содержащиеся в нем экстрактивные вещества, извлеченные из зернового сырья, горькие и ароматические вещества хмеля, а также алкоголь, диоксид углерода и другие продукты брожения. Насыщенность пива диоксидом углерода придает ему свойство хорошо утолять жажду. Благодаря этим свойствам пиво пользуется повышенным спросом, и производство его постоянно возрастает.
Пивоварение является одним из древних производств. История пивоварения уходит корнями в незапамятные времена, и только благодаря археологическим исследованиям и сохранившимся историческим свидетельствам можно смело утверждать, что уже много тысячелетий назад древние народы из злаков диких либо специально выращенных растений получали напиток, по процессу приготовления напоминающий пиво. Немецким археологом Е. Хубером были найдены на территории Месопотамии в храмовом инвентаре 111-го тысячелетия высеченные на камне рецепты шумерского пива, насчитывающие не менее 15 сортов этого чудесного напитка, отличающихся вкусом, цветом и другими свойствами. Даже поговорка древних шумеров - «не знать пиво - не знать радости» - говорит о популярности и качестве приготовляемого пива уже в те времена.
Позаимствовавши секреты пивоварения от шумеров, в Древнем Египте так же в совершенстве владели искусством приготовления пива. Свидетельством этому является подробное описание процесса пивоварения, изображенное на рельефе в гробнице Тии. Судя по рисункам, приготовление пива было тесно связано с хлебопечением: пивовар использовал аналогичные формы для выпечки хлебов, только немного шире, чем в хлебопекарне.
Археологические раскопки, проводимые в Египте, указывают на то, что секреты приготовления пива были известны египтянам уже в 2800 г. до н.э. Пиво являлось излюбленным напитком как крестьян, так и господ, благодаря своим вкусовым качествам, тонизирующему свойству и способности быстро утолять жажду. В начале XX века французскими археологами в Сузах был найден один из удивительных памятников Древнего Востока - подробный сборник законов древневавилонского рабовладельческого общества, высеченный на поверхности двухметрового каменного столба из черного базальта. Эта знаменитая колонна с кодексом Хаммурапи (1792-1750 г.г. до н.э.), которая и по сей день хранится в Лувре, содержит два параграфа, касающихся непосредственно изготовления и продажи пива.
Европейской родиной пива принято считать Германию. Собственно от старогерманского названия этого напитка, а именно Реог или Вгог (есть мнение, что это слово образовалось от латинского birer, что означает «напиток»), происходит современное немецкое Bier и английское - Beer. Из того же языка еще одно старогерманское название пива Alu или Alo удержалось в знаменитом английском названии Ale (эль).
Что касается неотъемлемой в современном пивоварении составляющей пива, такой незаменимой добавки, как хмель, придающей пенному напитку горьковатый привкус и улучшающей его вкусовые качества, то до его использования предшественниками были различные травы и пряности. А вот сам хмель произвел революционный переворот в пивоварении. Выяснить, кто же первым стал применять его в изготовлении пива, практически невозможно.
А на Руси уже в IX веке пивоварение имело широкое распространение, и согласно археологическим раскопкам в Новгороде, ячменный напиток был очень популярным и изготавливался почти в каждой семье. Очередным прорывом в истории пивоварения было открытие Луи Пастером зависимости между брожением и дрожжевыми клетками, о которой он сделал свои заключения в книге «Очерки о пиве» в 1876 году, а чуть позднее, в 1881 году получение датчанином Эмилем Кристианом Хансеном чистой культуры пивных дрожжей.
Важнейшим началом для развития промышленного пивоварения стало изобретение паровой и холодильной машин. К концу 19 века примерно треть заводов была оснащена паровыми машинами, а затем некоторые из них стали пользоваться электричеством.
Различают светлые и темные сорта пива. Каждый сорт характеризуется определенными цветом, содержанием экстрактивных веществ и алкоголя, предусмотренными стандартом.
Сортовые различия обусловливаются главным образом типом использованного солода, количеством и видом добавляемых несоложеных зернопродуктов. Светлые сорта пива готовят из светлого солода с добавлением дробленого ячменя, обезжиренной кукурузной муки, рисовой сечки, сахара. Вследствие низкого содержания в светлом солоде ароматических веществ, светлые сорта пива обладают менее выраженным солодовым ароматом и вкусом, чем темные; в них преобладают аромат и вкус хмеля, добавляемого в больших количествах в пивное сусло. Темные сорта пива готовят из темного солода с добавкой соответствующих количеств карамельного и красящего солода, чем и достигает их более интенсивная окраска, солодовый аромат и сладковатый вкус.
Концентрация начального сусла в типичных сортах пива находится в пределах 11 – 20 %. В светлом пиве 10 – 18 %, в темных 12 – 21 %.
В готовом пиве содержится около 90 % воды, 2,8 – 6 % спирта, 0,3 % диоксида углерода, 5,5 – 10 % экстактивных веществ.
Существует четыре основных вида пива - простое, разливное, цельное и крепкое. Отличие между ними заключается в плотности основного сусла.
Простое пиво - имеет плотность не превышающую 7%. При этом крепость пива составляет 0,5-1,5% об. Оно бывает темное или светлое и специфическими отличиями не обладает.
Разливное пиво - имеет плотность порядка 7-10 %, и его крепость при этом составляет 0,5-2,8 % об. Ярким примером этого вида пива может послужить Berliner Weisse (Берлинское белое).
В настоящее время на многих предприятиях устанавливается современное высокопроизводительное оборудование. Особое внимание уделяется совершенствованию осветления и разлива пива.
При приготовлении пива протекает многие физико-химические, биохимические и другие процессы, обуславливающие качественное и вкусовые показатели готового продукта. Управление этими процессами и получение напитка высокого качества требует от рабочих знания технологии и оборудования, передовых приемов работы, высокой ответственности за порученное дело. Объемы производства янтарного напитка в России возросли за последние пять лет, большей частью благодаря привлечению иностранных инвестиций, модернизации оборудования, маркетинговой политике.
В условиях современной, жесткой конкуренции способность пива сохраняться достаточно долго стала обязательным условием его успешной реализации. В этом пивоварам обычно помогают качественная фильтрация и, как дополнение к ней, пастеризация. К сожалению, оба этих способа искажают исходную органолептику пива. Необходимая степень прозрачности пива традиционно достигается за счет качественной фильтрации. Под фильтрацией, в данном случае, понимается отделение от пива взвешенных частиц, дрожжевых клеток и микроорганизмов.
1 Характеристика сырья
1.1. Вода
Вода – основное сырье, которое во многом обуславливает как протекание технологических процессов, так и качество готового продукта. Пиво представляет собой водный раствор экстрактивных веществ солода, не претерпевших изменения в ходе его брожения и дображивания, этилового спирта и вкусоароматических веществ, являющихся либо вторичными метаболитами дрожжей, либо происходящими из хмеля. В состав экстрактивных веществ входят несброженные углеводы (а- и б-глюканы), фенольные вещества (антоцианогены, олиго- и полифенолы), меланоидины и карамели. Их содержание в пиве в зависимости от массовой доли сухих веществ в начальном сусле, состава сусла, технологических режимов брожения и штаммовых особенностей дрожжей колеблется от 2,0 до 8,5 г/100 г пива. С этими же показателями процесса связано содержание спирта, массовая доля которого в пиве может составлять от 0,05 до 9,4 %, и вкусоароматических веществ (высших спиртов, эфиров, альдегидов и т. п.), синтез которых зависит как от состава сусла и особенно от режимов брожения и природы дрожжей. Как правило, для получения пива, при сбраживании которого используют низовые дрожжи, концентрация вторичных продуктов метаболизма дрожжей не превышает 200 мг/л, в то время как для пива верхового брожения их уровень превышает 300 мг/л. Еще меньшую долю в пиве составляют горькие вещества хмеля, количество которых в пиве не превышает 45 мг/л. Таким образом, основным компонентом пива, содержание которого превышает 90 % его массы, - вода и поэтому ее следует отнести к основному виду технологического сырья. Кроме того, вода используется для замачивания зерна, мойки оборудования и тары и др. Общий расход воды на 1 м3 конечного продукта составляет 20 – 25 м3 в производстве пива. Поэтому к качеству воды предъявляются повышенные требования. Вода должна строго разделяться на воду, потребляемую для технологических целей и воду, расходуемую для промышленных целей (питание котлов, отопление помещений, охлаждение или нагревание полуфабрикатов или готовой продукции). На предприятиях должен быть организован сбор и многократное использование воды для промышленных целей. В зависимости от назначения воды к ее качеству предъявляются различные требования, что определяет характер и степень ее подработки.
При этом необходимо иметь в виду, что вода, используемая в производстве пива, не является чистым химическим веществом; она характеризуется определенными органолептическими и физико-химическими свойствами, которые существенно изменяются в зависимости от места нахождения предприятия. Между тем с ионным составом воды связаны характерные свойства некоторых типов пива таблица 1.
Таблица 1 – Типичный ионный состав воды для производства различных сортов пива.
|
Типы пива |
Концентрация ионов, мг/дм3 |
||||||
|
Na- |
K+ |
Mg+ |
Ca2+ |
Cl- |
SO42- |
HCO3- |
|
|
Лагерное |
18 |
2 |
3 |
20 |
25 |
33 |
18 |
|
Горькое |
35 |
4 |
20 |
170 |
150 |
260 |
20 |
|
Мягкое |
50 |
4 |
20 |
75 |
250 |
120 |
20 |
|
Стаут |
12 |
4 |
10 |
30 |
200 |
15 |
20 |
Источники водоснабжения делятся на воды подземных месторождений (артезианские и грунтовые) и воды открытых водоемов.
Артезианские воды залегающие в недрах земли на значительной глубине, не подвергаются воздействиям внешней среды и поверхностных стоков, не содержат органических веществ, биологически чисты и обладают постоянным солевым составом.
Грунтовые воды, образующиеся главным образом из инфильтрующихся вод, просачивающихся атмосферных осадков и вод открытых водоемов, имеют менее постоянный и менее устойчивый солевой состав по сравнению с артезианскими водами. Минерализация их колеблется в пределах 100 …200 мг/л, а содержание органических примесей – до 8 мг/л.
Открытые водоемы – наиболее распространенный источник промышленного водоснабжения, солевой состав воды и характер примесей, как правило, непостоянен и в течении года меняется в течении года в зависимости от атмосферных осадков и паводковых вод. Содержание солей в большинстве речных вод 40…700 мг/л, хотя вода отдельных рек характеризуется высокой минерализацией. Содержание органических примесей в водах открытых водоемов довольно велико – 2…150 мг/л.
Требования предъявляемые к воде
Вода, используемая в приготовлении пива, прежде всего должна соответствовать требованиям СаНПиН 2.1.4.1074-01. Учитывая влияние на физико-химические и биохимические процессы, к ней предъявляются дополнительные требования, указанные в технологической инструкции по водоподготовке для производства пива и безалкогольных напитков.
Основные ограничения для воды, применяемой непосредственно в производстве пива, касаются таких показателей как величина рН, жесткость, соотношения между концентрацией ионов Са+2 и Мg+2, которое в питьевой воде вообще не регламентируется. В воде для пивоварения должно быть меньше ионов железа, кремния, меди, нитратов, хлоридов, сульфатов. Не допускается наличие нитритов. В два раза меньше должно быть минеральных компонентов и в 2,5 раза ниже показатель химического потребления кислорода или окисляемость.
Величина рН оказывает влияние на скорость ферментативных реакций как во время затирания солода, так и во время брожения сусла на органолептические свойства напитка.
Повышению массовой доли сухих веществ в сусле при затирании благоприятствует величина рН 5,3 – 5,8, для интенсификации амилолитических и протелитических ферментов следует поддерживать величину рН в пределах 5,2 – 5,4. Величина рН оказывает влияние на интенсивность обменных процессов в клетках дрожжей, на диссоциацию кислот и основании, снижение рН способствует большему проникновению кислот в клетку. На вкус величина рН влияет незначительно, только при рН выше 8, ощущение вязкости и щелочного вкуса, кислый привкус при рН ниже 3.
Кислотность и величина рН взаимосвязаны между собой. Снижение кислотности вызывает такие же негативные процессы что и при высоких значениях рН.
Различают жесткость общую, карбонатную и некарбонатную. Общая жесткость обусловлена содержанием в ней общего количества ионов кальция и магния. Карбонатной женскостью называют жесткость, которая характеризуется наличием в воде хлоридов, сульфатов и других солей кальция и магния, которые при кипячении не выпадают в осадок. Некарбонатная жесткость объясняется наличием в ней хлоридов, сульфатов, и других солей кальция и магния, которые при кипячении не выпадают в осадок. Общая жесткость равна сумме карбонатной и некарбонатной жесткости. Для производства пива очень важен солевой состав, и от него в значительной мере зависит вкус пива. Содержание солей можно скорректировать соответствующей обработкой. Соли, содержащиеся в воде, влияют на вкус, аромат, цвет, органолептические показатели пива, то есть они химически активны или химически неактивны в зависимости от их способности реагировать с солями солода. Соли, содержащиеся в воде, влияют на вкус, аромат, цвет, органолептические показатели пива, то есть они химически активны или химически неактивны в зависимости от их способности реагировать с солями солода.
Окисляемость показывает количество окислителя, израсходованное на окисление содержащихся в ней примесей и определяется количеством мг О2, необходимым для окисления примесей, находящихся в 1 л воды. Окисляемость производственной воды не должна превышать 2 мг О2 на 1 л воды.
Из природных вод наименьшую окисляемость имеют артезианские воды, около 2 мг О2 на 1 л, грунтовые незагрязненные до 4 мг/л, озерные – 5 – 8 мг/л, речные – 1 – 60 мг/л.
Вода должна быть безопасна в эпидемическом и радиационном отношении, безвредна по химическому составу и обладать качествами питьевой воды: быть прозрачной, бесцветной, без запаха и привкуса.
Общее микробное число, то есть число микроорганизмов в 1 см3, не должно превышать 50, бактерии группы кишечных палочек в 100 см3 должны отсутствовать.
Микробиологические показатели, согласно СаНПиН 2.1.4.1074-01, безопасность питьевой воды в эпидемическом отношении определяется в соответствии с нормами, указанными в таблице 2.
Таблица 2 – нормативные показатели безопасности питьевой воды
|
Показатели |
Единицы измерения |
Нормативы |
|
Термоталерантные колиформные бактерии |
число бактерии в 100 мл |
отсутствие |
|
Общие колиформные бактерии (БГКП) |
число бактерии в 100 мл |
отсутствие |
|
Общее микробное число не более |
число образующих колоний бактерии в 1 мл |
50 |
|
Колифаги |
число бляшкообразующих единиц в 100 мл |
отсутствие |
|
Споры сульфитредуцирующих клостридии |
число спор в 20 мл |
отсутствие |
|
Цисты лямблий |
число цист в 50 мл |
отсутствие |
Для приготовления светлых сортов пива используют в основном мягкую воду. Некоторые специалисты считают, что для светлого пива вода должна иметь карбонатную жесткость около 0,4 и некарбонатную 0,2 – 0,4 ммоль/дм3. В жесткой воде хмель дает более грубую горечь, цвет сусла получается более темным.
1.2 Ячмень
Ячмень относится к семейству злаковых, роду Гордеум (Hordeum salivum), в котором есть два вида: двухрядный и многорядный (шестирядный). Двухрядные ячмени бывают в основном яровыми, а шестирядные - озимыми и яровыми.
Колос двухрядного ячменя состоит из двух правильных рядов зерен. Колос шестирядного ячменя в поперечном разрезе имеет вид шестилучевой звезды с шестью обособленными рядами зерен, отстоящими друг от друга на угол в 60 ºС, и ячмень имеет неодинаковую величину и форму и используются на корм скоту, их называют фуражными, а двухрядные – для производства пива, поэтому их называют пивоваренными. У пивоваренных сортов ячменя оболочка зерна более тонкая, содержание экстракитных веществ (в основном крахмала) больше, а белка меньше, чем у кормовых ячменей.
Селекция новых пивоваренных ячменей идет в направлении увеличения урожайности культуры; повышения крупности, выравненности, экстрактивности; содержания белка. Одной из задач является повышение иммунитета к заболеваниям, вызываемым грибами, вирусами и бактериями.
В России для производства солода используют сорта двухрядных ячменей. Абава, Ауксиняй 3, БИОС-I, Визит, Волгарь, Гонар, Дворин,Джин, Зазерский 85, Зерноградский 584, Имула, Карина, Мареси, Московский 2, Московский 3, Носовский 9, Нутанс 642. Все сорта ячменя районированы.
Под сортом понимают определенную разновидность культурного растения, выращенного путем селекции и характеризующуюся определенными биологическими признаками и свойствами.
Многие copra не обладают хорошими качествами во всех районах возделывания. Поэтому согласно, Государственному реестру селекционных достижений, допущенных к использованию Минсельхозпродом РФ, сорта пивоваренного ячменя рекомендуется высевать в некоторых областях и республиках определенных регионов: Северном, Северо-Западном, Центральном, Волго-Вятском, Центрально-Черноземном, Северо - Кавказском, Нижневолжском, Уральском, Западно -Сибирском, Восточно - Сибирском, Дальневосточном. Но в настоящее время разрешена заготовка ячменя пивоваренных сортов в других районах страны при условии получения в таком регионе ячменя, удовлетворяющего требованиям ГОСТ 5060.
С технологической точки зрения лучшими являются ячмени, легко прорастающие и теряющие при этом наименьшее количество питательных веществ. Равномерно замачиваться, и прорастать будет ячмень с зернами примерно одинаковой величины. Ячмень принято разделять на фракции по толщине зерна: более 2,8; 2,5 и 2,2 мм.
Цвет зерна должен быть светло-желтым, желтым или серовато-желтым, недоспелые зерна обычно имеют зеленоватый оттенок. Темные кончики свидетельствуют о том, что зерно было подмочено во время уборки или хранения. Такой ячмень хуже проращивается. У зерна должен быть свежий запах. Наличие плесневелого, солодового или затхлого запаха свидетельствует о непригодности ячменя к солодоращению.
Сорная примесь подразделяется на минеральную — это земля, песок, камешки, частицы шлака; органическую — части стеблей и стержней колоса, ости пленки, семена культурных растений, не отнесенных к зерновой примеси, испорченные зерна ячменя, пшеницы, полбы, ржи. К сорной относится и вредная примесь: спорынья, головня, зерна, пораженные нематодой. К зерновой примеси относят зерна битые, щуплые, недоспелые, проросшие, поврежденные самосогреванием или сушкой с измененным цветом оболочки и эндоспермом от кремового до светло-коричневого цвета.
Ячмень, поступающий на приготовление солода, должен быть одного сорта, так как зерна различных сортов замачиваются по-разному. Крупность зерна ячменя сильно зависит от формы, характерной для каждого сорта и условий произрастания.
Для солодоращения большое значение имеют крупность и однородность зерна по размеру, а также спелость, влажность, содержание белковых веществ, продолжительность хранения и др. Однородное по размеру, составу и свойствамзерно равномерно поглощает воду при замачивании и прорастает, образуя свежепроросший солод с одинаковым биохимическим составом.
В качестве характеристики ячменя принята его толщина: зерна толщиной 2,8 мм и выше относят к I сорту; 2,8-2,5 мм – ко II сорту; 2,5-2,2 – к III сорту.
При приготовлении светлых сортов пива оболочка зерна не должна быть толстой, так как дубильные вещества, содержащиеся в ней, придают пиву грубый вкус. Содержание оболочки должно быть 7 – 9 %. Для приготовления темных сортов пива допускается наличие оболочки до 13 %, так как содержащиеся в ней вещества улучшают специфические цвет и вкус темного пива.
Для оценки технологических качеств ячменя применяют показатели: натура зерна (масса 1 дм3 зерна, выраженная в граммах), масса 1000 зерен воздушно-сухого ячменя в г или абсолютная масса зерна, то есть масса сухого вещества в 1000 зерен; способность прорастания, водочувствителыюапъ, мучнистость, содержание белка, пленчатость.
Натура пивоваренных ячменей колеблется от 600 до 750 г/дм3. Масса 1000 зерен хорошего двухрядного ячменя равна примерно 40 г. Ячмени, имеющие массу 1000 зерен до 40 г, считаются легкими, до 44 г – средними, более 45 г – тяжелыми. Тяжелые ячмени более экстрактивны из-за высокой удельной массы основного компонента – крахмала.
Способность прорастания (процент проросших зерен) определяют на 5 сутки проращивания в лаборатории. Этот показатель свидетельствует о степени пригодности ячменя к солодоращению.
Жизнеспособность – потенциальная возможность зерна к прорастанию. Ее определяют у ячменя, не прошедшего послеуборочное дозревание.
Водочувствительность характеризует снижение способности к прорастанию даже при небольшом избытке воды. Водочувствительность чаще проявляется для ячменя, выращенного в неблагоприятных, более влажных климатических условиях. Водочувствительность выражается разницей между количеством проросших зерен при оптимальных и избыточных количествах воды. Если разница менее 25 %, то ячмень маловодочувствптедьный, при 26-45 % - водочувствительный, при разнице более 45 % - у зерна значительная водочувствительность и требуется строгое соблюдение специальной технологии замачивания.
Мучнистость характеризует состояние эндосперма. Зерна могут быть мучнистыми, стекловидными и полустекловидными. Стекловидный ячмень получается в том случае, если на стадии созревания зерна в период от молочной до полной спелости была сухая, жаркая погода. Различают постоянную (остающуюся) и временную (проходящую) стекловидность. Ячмень с постоянной стекловидностью, как правило, содержит повышенное количество белка, трудно перерабатывается и дает солод пониженного качества.
Другим важным технологическим показателем является содержание белка. Чем больше его в зерне, тем труднее проращивается зерно. Пиво, приготовленное из таких ячменей, нестойкое. При солодоращении зерно с высоким содержанием белка самосогревается, эндосперм плохо разрыхляется, увеличиваются потери экстрактивных веществ. Содержание белка в зерне должно быть 9 – 11,5 %. Для приготовления темного пива могут быть использованы ячмени с содержанием белка до 12,5 %, так как в этом случае продукты распада белка участвуют в образовании цвета и аромата пива.Следует принимать во внимание, что увеличение содержания белка на 1 % приводит к снижению экстрактивности на 0,8 %. Содержание белка ниже 7,5 % может привести к недостаточному сбраживанию сусла, плохой пеностойкости, пустому вкусу пива. Содержание белковых веществ связано с содержанием крахмала. При увеличении содержания крахмала на 1 % экстрективность ячменя возрастает на 0,5 %.
Большое значение и технологическом процессе имеет пленчатость зерна, т. е. содержание цветочных пленок, состоящих из веществ, нерастворимых в воде и поддающихся ферментативному гидролизу. Чем выше пленчатость, тем ниже экстрактивность. Пленчатость у различных сортов ячменей 8 - 17 %. В пивоварении используют ячмени с пленчатостью не более 9 % (на абсолютно сухое вещество).
Важнейшим технологическим показателем ячменя является экстрактивность– это количество веществ, которые могут раствориться и при затирании перейти в сусло. В основном экстрактивность зерна обусловлена содержанием крахмала, некрахмальных полисахаридов и белковых веществ. В пивоваренном двухрядном ячмене содержание крахмала составляет 56 – 70 %, а экстрактивность 76 – 82 %. Чем выше экстрактивность, тем меньше расход сырья на производство пива.
Встречаются трудноразрыхляемые ячмени, которые в обычных условиях солодорашения не достигают разрыхления эндосперма, поэтому свежепроросший солод, полученный из него, имеет «резино-подобный» эндосперм и обладает слабой ферментативной активностью. Такие ячмени по анатомо-морфологичеекпм характеристикам: массе зародыша, толщине алейронового слоя и цветочных пленок не отличаются от ячменей с хорошими пивоваренными свойствами. Содержание белка в зерне не всегда большое, но в эндосперме его содержание в 2 раза выше, а на стенках крахмальных зерен в 1,5 раза больше прочно прикрепленного белка, чем у хорошего ячменя. Активность протеолитических ферментов не отличается, цитолитических на 25 % ниже, дыхательного фермента каталазы в 2 раза ниже, чем у хороших пивоваренных ячменей.
Строение ячменного зерна. Ячменное зерно состоит из зародыша, эндосперма (мучнистого тела) и оболочек.
Зародыш находится у нижнего конца зерна. Состоит из зародышевого листа, почечки и зародышевого корешка. Зародыш является основной частью зерна, ответственной за его проращивание. От эндосперма зародыш отделен щитком, через клетки которого при прорастании подводятся питательные вещества.
Эндосперм – мучнистая часть зерна. Основная масса эндосперма – крупные клетки, заполненные крахмальными зернами и белком. Тонкие стенки клеток состоят из гемицеллюлозы. Наружная часть эндосперма представляет собой алейроновый слои, который состоит из трех слоев толстостенных клеток, содержащих белок и жир. По мере приближения к зародышу толщина слоя уменьшается, а вблизи зародыша алейроновый слой исчезает. Клетки эндосперма, расположенные рядом с зародышем, не содержат крахмала, так как он был и расходован зародышем при созревании и хранении зерна. В этом слое во время прорастания зерна образуется большая часть ферментов. Клетки алейронового слоя живые (также как у зародыша), а остальные клетки эндосперма являются резервными для развития зародыша. Оболочки. Зерно окружено оболочками, которые располагаются в следующем порядке: наружная — цветочные пленки под ними находится, плодовая, зачем семенная оболочка. Если цветочные пленки срослись с зерновкой (эндосперм), такой ячмень называется пленчатым, если не срослись, то голозерным. В пивоварении используется пленчатый ячмень. Оболочки защищают зерно от повреждения, пропускают внутрь воду, но задерживают соли. В большом количестве в них содержится целлюлоза, не имеющая значении в пивоварении. Некоторые вещества оболочек (полифенольные, азотистые, жир, кремниевая кислота, горькие вещества) влияют на качество пива.
Химический состав зерна ячменя зависит от сорта, агротехнических и метеорологических условий при культивировании ячменя, а так же агротехнологии. Сухое вещество ячменя представлено в основном органическими веществами, содержание которых достигает 85 % массы зерна и 2 – 4 % неорганических соединений. Сведения по химическому составу пивоваренного ячменя приведены в таблице 3.
Таблица 3 – Химический состав ячменя
|
Вещества входящие в состав злака |
г/100 г продукта с содержанием 86 % сухих веществ (по Скурихину) |
г/100 г сухих веществ (по Кунце) |
|
|
max |
min |
||
|
Вода |
14,0 |
- |
8,0 |
|
Крахмал |
48,1 |
65,0 |
50,0 |
|
Целлюлоза |
4,3 |
6,0 |
4,0 |
|
Гемицеллюлоза |
6,7 |
5,0 |
4,0 |
|
Пентозаны |
- |
10,0 |
5,0 |
|
Аминокислоты |
10,1 |
- |
- |
|
Белок |
10,3 |
16,0 |
8,0 |
|
Жиры |
2,4 |
5,0 |
2,0 |
|
Моно-, ди- и трисахариды |
1,45 |
2,0 |
1,0 |
|
Гуммиобразные вещества |
- |
1,4 |
0,6 |
|
Минеральные вещества |
2,4 |
3,0 |
2,0 |
|
Дубильные вещества (полифенолы) |
- |
0,3 |
0,1 |
Средний химический состав ячменного зерна, % на сухое вещество: Крахмал 45-70; белок 7 – 26; сахароза 1,7 – 2,0; целлюлоза 3,5 – 7,0; жир 2 – 3; зольные элементы 2 – 3.
В массе зерна компоненты распределяются неравномерно. Наибольшее количество углеводов находится в эндосперме, жиры, азотистые и минеральные вещества — в зародыше, целлюлоза — в оболочке.
Углеводы, находящиеся в зерне, представлены моносахаридами, дисахаридами, трисахаридами, полисахаридами.
Моносахариды это глюкоза и фруктоза, у которых химическая формула одинаковая (C6H12O6), но структура молекул разная, и ксилоза. Дисахариды в зерне в основном находятся в виде сахарозы и мальтозы. Трисахариды – представлены раффинозой. Моно-, ди- и трисахариды находятся в зародыше и в эндосперме, хорошо растворяются в воде. Они, являясь питанием для зародыша, благотворно влияют на прорастание зерна.
Полисахариды зерна это крахмал, гемицеллюлозы, целлюлоза, гумми и пектиновые вещества. Но основную часть полисахаридов ячменя составляет крахмал. Крахмальные зерна величиной 5 – 30 мкм, входят в состав эндосперма. В крахмале содержится около 3 % примесей (белки, жиры, минеральные вещества). Молекула крахмала состоит из остатков молекулы глюкозы, повторяющихся в молекуле крахмала х раз. У ячменей с хорошими пивоваренными свойствами крахмальные зерна крупнее.
Крахмал – это смесь полисахаридов: амилозы и амилопектина. В ячменном крахмале приблизительно 20 % амилозы и 80 % амилопектина. Под действием кислот оба полисахарида расщепляются и образуют глюкозу. В холодной воде крахмал не растворяется, но набухает, а при 65 – 80 °С он клейстеризуется. С йодом крахмал образует адсорбционный комплекс и дает синее окрашивание.
Целлюлоза входит в состав оболочки зерна, значение, в воде не растворяется. Под действием кислот целлюлоза распадается до глюкозы. В технологическом процессе остается неизменной.
Гемицеллюлоза располагаются в оболочке зерна и стенках клеток эндосперма. От крахмала и целлюлозы она отличаются продуктами распада, так как кроме глюкозы под действием кислот образуются пентозы (арабиноза и ксилоза) и уроновые кислоты. Гемицеллюлозы на 80 – 90 % состоят из нерастворимых β-глюканов и на 10 – 20 % из пентозанов, частично расщепляющихся при солодоращении. β-глюканы растворимы в воде, обусловливают вязкость сусла и пива, пентозаны в значительно меньшей мере влияют па технологический процесс. В воде гемицеллюлозы нерастворимы.
Гемицеллюлозы оболочек зерна и эндосперма содержат 6 и 77 % глюкана соответственно, ксилана 76 и 17 %, арабана 15 и 6 %.
Такое же строение, как и гемицеллюлозы, имеют гумми-вещества, но у них меньшая молекулярная масса и они растворяются в воде.Однако растворы имеют большую вязкость, что в ходе технологических процессов замедляет фильтрование заторов.
Азотистые вещества ячменя – это белки, свободные аминокислоты; продукты распада белков. Белок, кроме углерода, водорода и кислорода всегда содержит азот. Азот, содержащийся в ячмене во всех формах называют общим азотом, который состоит из белкового и небелкового. Небелковый азот включает в себя аминный (азот аминокислот), аммиачный (содержаний соли органических кислот), минеральный (содержащий соли азотной кислоты), амидный (когда в органической кислоте гидроксил заменяется на аминогруппу, и образуется coединение, имеющее группу —CONH). Для технологической оценки ячменя важны растворимый азот - азот водорастворимых белков и продуктов их распада, азот аминокислот, амидов, и коагулируемый, а также часть азота, входящего в белковые вещества, коалирующие при нагревании.
Молекулы белка построены из остатков аминокислот, содержащих одну или две аминогруппы (—NH,) одну или две карбоксильные группы ( -- СООН). Всего в природе известно около 150 аминокислот, но при построении молекул белка ячменя участвуют только 20 аминокислот: глицин, аланин, валин. лейцин, аспарагиновая и глютаминовая кислоты, лизин и др.
Белки находятся в алейроновом слое зерна и в эндосперме. Они разделяются на четыре группы: растворимые в воде и в разбавленных солевых растворах – альбумины (лейкозин); растворимые в paзбавленных солевых растворах, но нерастворимые в чистой воде – глобулины (эдестин); растворимые в спирте – проламины (гордеин); растворимые в слабощелочных растворах – глютелины. Молекулярная масса белков колеблется от 26000 до 66000.
Кроме простых белков (протеинов), которых в ячмене около 92 %, в зерне содержатся сложные белки (протеиды) – соединение белков с веществами небелковой природы, например фосфорной или нуклеиновой кислотой и др.
При прорастании белки подвергаются расщеплению до аминокислот и пептидов, которые используются прорастающим зерном в обмене веществ и построении новых тканей. Содержание белков в зерне связано с содержанием крахмала: чем больше крахмала, тем меньше белков, и наоборот.
Жиры ячменя составляют 2 – 3 %. Находятся в основном в зародыше и в алейроновом слое. Часть жира расходуется при проращивании зерна. Жиры представляют собой сложные эфиры глицерина и жирных кислот (олеиновой, линолевой, пальмитиновой, стеариновой и др.). Жиры имеют большую поверхностную активность, но низкую поверхностную прочность, поэтому являются пеногасителями, отрицательно влияя на пеностойкость. Большая часть жиров при приготовлении сусла остается в дробине и удаляется из технологического процесса.
Полифенольные (дубильные) вещества содержатся, в основном, в оболочке зерна и являются нежелательным компонентом экстракта солода, так как имеют неприятный терпкий вкус и могут отрицательно влияют на пеностойкость пива.
Минеральные вещества. В ячмене много фосфатов, входящих в состав фитина, фосфатидов, нуклеиновых кислот, участвующих в создании буферности пива.
Ферменты – это биологически активные вещества белковой природы. Все процессы при развитии зерна, его хранении и проращивании происходят под действием ферментов. Действуют ферменты как катализаторы, т. е. ускоряют химические реакции, а сами остаются неизменными.Все ферменты являются активными белками, при нагревании они денатурируют и теряют активность.
Ферменты были открыты в 1814 Кирхгофом (Петербург). Он обнаружил превращение крахмала в сахар в ячменном солоде под влиянием амилолитических ферментов.
В ячмене содержится комплекс основных ферментов: амилолитические (α-амилаза, β-амилаза), под действием которых крахмал превращается в сахар и декстрины; протеолитические ферменты, расщепляющие белки; цитолитические, разрушающие стенки клеток эндосперма. При хранении зерна активность ферментов невысокая, но при проращивании зерна она значительно повышается. Однако в плодовой оболочке ячменя содержится полифенолоксидаза, относящаяся к классу оксидоредуктаз, которая имеет более высокую активность, чем в солоде. Она окисляет антоцианогены.
Витамины – это органические вещества, необходимые для развития зародыша при проращивании зерна. В ячмене найден и витамины Е (токоферол), В1 (тиамин), В2 (рибофлавин), В6(пиридоксин), РР (никотиновая кислота), С (аскорбиновая кислота), провитамин А (каротиноид), витамин Н (биотип), фолиевая и пантотеновая кислоты и др. Содержатся они в зародыше и в алейроновом слое, а витамин В – в периферийных частях зерна. В ходе технологического процесса витамины частично разрушаются.
Свежеубранный ячмень нельзя использовать для приготовления солода, так как в нем еще не закончились биохимические процессы дозревании. Такой ячмень обладает пониженной всхожестью или вовсе не прорастает. Поэтому после приемки ячменя на заводе и отделения грубых примесей его направляют на послеуборочное дозревание. В среднем зерна перед переработкой на солод должно отлежаться и дозреть в течение двух месяцев. За это время происходит послеуборочное дозревание, зерно достигает полной физиологической зрелости. При дозревании уменьшается влажность, продолжается синтез крахмала из сахаров и образование белков из аминокислот, снижается содержание аминного азота, других водорастворимых веществ. Ингибиторы прорастания окисляются и распадаются.
Существует два основных способа хранения зерна: напольный и силосный.
Ячмень обладает определенной гигроскопичностью, т. е. способностью поглощать влагу из воздуха, поэтому при хранении в зерне устанавливается равновесная влажность (процентное содержание влаги в зерне при данной влажности и температуре воздуха), которая зависит от относительной влажности окружающей среды. Чем выше относительная влажность воздуха в зернохранилище, тем выше и равновесная влажность зерна.
С увеличением равновесной влажности зерна усиливается его дыхание: оно быстрее согревается и увлажняется, так как при дыхании в результате частичного превращения сложных компонентов происходит выделение тепла, воды и диоксида углерода.
Показателем процесса дыхания является его интенсивность, характеризуемая количеством диоксида углерода, выделяемого в единицу времени из единицы объема зерна.
После уборки зернохранилища ремонтируют: заделывают щели и выбоины, помещения белят свежегашеной известью, проветривают, просушивают. Ремонтируют оборудование, аспирационную и вентиляционную сеть.
Вредители пивоваренного ячменя и методы борьбы с ними. Амбарные вредители – грызуны, клещи, долгоносики и др. – причиняют большой вред производству, уничтожая, повреждая и загрезняя зерно на складе.
Клещи - это наиболее распространенные вредители размером не более 1 мм. Они любят тепло и влагу. Благоприятная температура для их размножения 18-30 0 С. При влажности зерна до 12 % деятельность клещей прекращается, а при низкой минусовой температуре клещи погибают. Клещи повреждают главным образом зародыш, как наиболее мягкую часть зерна. Различают три степени зараженности:
Первая – в 1 кг зерна насчитывают от 1 до 20 клещей, вторая в 1 кг более 20 клещей, третья – в зерне образуется сплошная войлочная масса. Допускается переработка на солод ячменя с первой степенью зараженности.
Амбарный долгоносик – наиболее опасный вредитель. Он и его личинки выедают внутренность зерна. Размер долгоносика без хоботка – 2,2-4,1 мм, а длина хоботка равна 1/4 длины тела. Самка долгоносика выедает ямку в зерне и откладывает в нее яйцо. Личинка долгоносика развивается внутри зерна. Оптимальная температура размножения 22 – 25 0С.
Бороться с долгоносиком очень трудно, поэтому ячмень любой степени зараженности долгоносиком для пивоварения непригоден. Меры борьбы с амбарными вредителями состоят в следующем:
- перед приемкой ячменного урожая склады тщательно очищают и дезинфицируют: провидят обеззараживание газовой дезинфекцией фумигантами или опрыскиванием водным раствором ядохимикатов;
- ячмень влажностью более 15,5 %, зараженный амбарными вредителями, заводы принимать, не должны;
- во время хранения не допускать повышения температуры и влажности;
- при обнаружении вредителей зерно необходимо проветрить и очистить на зерноочистительных машинах;
- партии, зараженные клещом, складируют в отдельном помещении и используют в первую очередь;
- для уничтожения грызунов применяют газовую обработку и приманки с ядом.
1.3 Солод
Солодом называется зерно, проросшее в искусственных условиях при определенной температуре и влажности. Основная цель солодоращения – накопление в зерне максимального количества активных ферментов, главным образом амилолитических. Кроме амилолитических в солоде значительно возрастает активность протеолитических, цитолитических и других ферментов. В спиртовом производстве солод используется в качестве осахаривающего средства для гидролиза крахмала сырья до сбраживаемых сахаров, а в пивоварении и производстве хлебного кваса – в качестве основного сырья и источника ферментов и экстрактивных веществ.
|
Лист |
|
22 |
В результате проращивания зерно превращается в полупродукт, называемый свежепроросшим солодом. В спиртовом производстве из солода готовят солодовое молоко, в пивоварении и производстве кваса его сушат с целью накопления в нем ароматических и красящих веществ.
Для получения солода на спиртовых заводах применяют ячмень, рожь, овес и просо; на пивоваренных – ячмень, редко пшеницу и тритикале; для производства кваса – рожь, ячмень и тритикале.
Основное требование, предъявляемое к солоду, – способность как можно быстрее и полнее осахарить крахмал, для чего он должен накопить три фермента: α- и β-амилазу и декстриназу. В солоде, приготовленном из зерна различных злаков, содержатся неодинаковые количества каждого из ферментов. Исходя из этого, все злаки делят на четыре большие группы: ячмень, просо, овес и кукуруза.
В группу ячменя входят ячмень, рожь, тритикале и пшеница. Солод, полученный из этой группы злаков, отличается высокой α- и β-амилолитической и относительно низкой декстринолитической активностью.
Группа проса, включающая его разновидности, – могар, чумизу, гаолян, пайдзе и др., дает солод с очень слабой β-амилолитической, средней α-амилолитической и очень сильной декстринолитической активностью. Декстриназа в заметных количествах содержится даже в непроросшем зерне – в ядре и цветочных пленках.
Группа овса, в которую входит только этот злак, занимает промежуточное положение между предыдущими группами.
Группа кукурузы, также состоящая только из одного злака, дает солод, совершенно не обладающий β-амилолитической активностью, имеющий слабую α-амилолитическую, но значительную дек-стринолитическую активность.
На спиртовых заводах с целью более полного осахаривания крахмала, а следовательно, и максимального выхода спирта из перерабатываемого сырья применяют смесь, состоящую из солодов зерна групп ячменя и проса.
Технологическая схема получения свежепроросшего солода для пивоварения включает следующие стадии: очистку и сортирование зерна, замачивание зерна, проращивание, сушку и отделение ростков и выдержку сухого солода. Солод готовят из различных сортов ячменя.
С помощью физико-химических методов в солоде изучают содержание массовой доли влаги, белка, экстракта в сухом веществе тонкого помола. При затирании оценивают продолжительность осахаривания. В соответствии с полученными данными солод относят либо к солоду высокого качества, либо к солоду 1 и 2 классов (ГОСТ 29294-92).
|
Лист |
|
23 |
Для выработки отечественных сортов пива получают солод следующих видов: светлый, темный, карамельный и жженый. Основные качественные различия этих типов аромат, вкус и цвет – достигаются в процессе сушки. Накопление же веществ, необходимых для образования ароматических и красящих веществ, в основном происходит во время солодоращения ячменя.
В данной курсовой рассматривается производства пива из светлого и карамельного солода.
Светлый солод должен иметь высокую ферментативную активность, хорошее растворение эндосперма, умеренное количество аминокислот и сахаров, Поэтому попользуют хорошо прорастающий ячмень с низким содержанием белка. Замачивают его да влажности 42 – 46 %. Проращивание проводят при возможно более низкой температуре (в пределах 13 – 18 0 С) и хорошей аэрации. В этих условиях идет интенсивное накопление ферментов, происходит умеренный распад белков и полисахаридов, не ведущий к накоплению избытка аминокислот и сахаров. Светлый солод получают высушиванием проросшего ячменя в течение 16 ч при постепенном повышении температуры с 25—30 до 75—80 °С. В зависимости от качества светлый солод делят на три класса: высокого качества с влажностью меньше 4,5 %, первого класса с влажностью меньше 5 % и второго класса с влажностью меньше 6 %. Содержание белка в солоде первого класса и высокого класса должна быть меньше 11,5 %, для второго класса – меньше 12 %. Экстрактивность солода высокого качества – 79 % на сухое вещество, 78 % для солода первого класса, 76 % для второго класса. В готовом виде он имеет светлую окраску, сладковатый вкус, солодовый аромат, рыхлый мучнистый эндосперм и высокую осахаривающую способность. Используют его для большинства сортов пива.
Для получения темного во время солодоращения необходимо накопить большое количество аминокислот и сахаров. Поэтому выбирают ячмень с высоким содержанием белка. Замачивают его до влажности не менее 45 – 47 %. Проращивание в первые дни проходит при температуре 15 – 17 °С, а затем допускается повышение до 22 – 23 °С; продолжительность солодоращения 8 – 9 суток. Сушку производят в течение 24—48 ч при более высокой температуре, достигающей 105 °С в конце процесса. Темный солод на классы не подразделяют, влажность не более 5 %, экстрактивность 74 %. Помимо коричнево-желтой окраски темный солод отличается от светлого хрупкостью эндосперма и меньшей осахаривающей способностью. Используют его для темных сортов пива.
Карамельный солод применяют для придания пиву характерного солодого аромата и более темной окраски, а также для увеличения стойкости пива, так как он богат редуцирующими веществами – редуктонами и меланоидинами. Готовят его из свежепроросщего солода четырех-пятисуточного ращения.
|
Лист |
|
24 |
Приготовление карамельного солода состоит из двух стадий: подготовка к термической обработке и обжаривание. Подготовка к термической обработке заключается в медленном нагревании (1 0С в минуту) предварительно увлажненного солода (до влагосодержания 46 % ) сначала до температуры 50 0С и выдержке при этой температуре 1 ч. Затем солод медленно нагревают до 70 0С и выдерживают при этой температуре 1 ч. Такой температурный режим обеспечивает накопление в солодовых зернах максимального количества продуктов гидролиза белков (аминокислот и низких пептидов) и углеводов (сахаров) как исходные продуктов для образования меланоидинов. После осахаривания влажность солода повышают до 50 – 55 % путем орошения его водой температурой около 90 0С. По достижении указанной солод выдерживают еще 1 ч до полного разжижения («растворения») эндосперма. Подготовленный таким образом солод поступает на обжаривание.
Обжаривание производят для образования в накопления в солоде ароматические и красящих веществ – меланоидинов и карамелей. Наиболее благоприятная температура дли обжаривания 130 – 140 0С, когда скорость обезвоживания достаточно высока, а опасность термического разложения углеводов практически отсутствует.
В зависимости от температуры и продолжительности термической обработки получают карамельные солода, различные по цвету и аромату. Для получения светлого карамелыюго солода термическую обработку ведут при 120 0С в течение 3 ч, средней цветности – при температуре 130 – 150 0С 2,5 ч, темного (применяемого только при производстве темных сортов пива) – при 150 – 170 0С 3,5 – 4 ч.
Карамельный солод в зависимости от качества делят на два класса: первый и второй. Влажность первого и второго класса не более 6 %, экстрактивность первого класса не мене 70 %, второго класса – 75 %. По окраске он может быть от светло желтого до буроватого с глянцевым отливом. Для этого вида солода не допускается обугливание зерна.
Жженый солод— это темнокоричневые зерна, без черного цвета. Жженый солод применяют для повышения цветности и придания специфического вкуса темным сортам пива (Украинское, Мартовское, Портер). Готовят такой солод из сухого светлого солода, который предварительно увлажняют в воде температурой 70 0С в течение 12 ч. Увлажненный солод загружают в специальный обжарочный барабан и в течение 30 мин повышают температуру до 160 – 70 0С. Затем медленно в течение 1,5 ч температуру повышают до 220 0С. По достижении указанной температуры солод быстро становится коричневым. Дальше производят отсушку его до тех пор, пока не получится определенный вкус и нужная окраска, которую проверяют но разрезу фарипатомом образцов солода, отбираемых часто и быстро. В результате формируются вкус и запах, напоминающий кофейный, без привкуса горелого и горечи. Вид зерна на разрезе представляет собой темнокоричневую, но не черную массу.
|
Лист |
|
25 |
После обжаривания солод выгружают из барабана и быстро охлаждают, а затем передают на хранение. Влажность не более 6 %, экстрактивность 70 %.
Диафарин – солод с высокой амилолитической активностью, применяемый в пивоварении при переработке солода с недостаточной осахаривающей способностью и несоложеных зернопродуктов.
Солодоращение ведут при низкой температуре (15 – 16 °С) в течение 9 – 10 сут. Свежепроросший солод загружают и сушилку тонким слоем. Температуру поднимают медленно при сильной аэрации солода.
Отсушку солода ведут при 50 0С в течение 5 ч до влагосодержания в нем 4 – 5 %. Продолжительное проращивание зерна и сушка солода при низкой температуре обеспечивают максимальное накопление в нем ферментов и сохранение их высокой активности.
1.4 Хмель
Хмель – вьющееся многолетнее растение, относящееся к семейству коноплевых (Caimabaceae). Является двудомным растением: мужские и женские соцветия находится на разных растениях. В пивоваренном производстве от хмеля используют только шишки - женские неоплодотворенные соцветия. Хмель придает пиву приятные специфические горький вкус и аромат, повышает биологическую стоикость, пенообразование и пеностоикость. При возделывании хмеля мужские хмелевые растения с плантаций удаляют.
Хмель, как источник специфических горьких и ароматических веществ, впервые стали применять за несколько столетий до нашей эры. Собирают хмель в период технической спелости, когда шишки приобретают золотисто - зеленый цвет и наибольшее количество горьких веществ. С наступлением физиологической спелости цвет становится буроватым и теряются пивоваренные свойства. Свежеубранный хмель содержит 75 – 80 % воды. С учетом оценки его качества для пивоварения хмель подразделяют на 2 группы: тонкие сорта, с содержанием горьких веществ около 15 % и α-кислот от 3 до 5 %, и грубые сорта, с содержанием горьких веществ более 20 % и α-кислот 8-12 %. Тонкие сорта используют непосредственно в пивоварении для охмеления сусла, а грубые - для приготовления экстрактов, концентратов, лупулиновых порошков и гранул.
Некоторые сорта хмеля накапливают преимущественно горькие, а другие - ароматические вещества. Урожайность ароматного хмеля, как правило, ниже горького.
|
Лист |
|
26 |
Пивоваренное качество хмеля оценивают по содержанию в нем α-кислот. Обычно их 4-7 %, но может быть 10 % и выше. В ароматных сортах содержание α-кислот ниже, но такие сорта ценят за аромат.
Наиболее распространен сорт Клон 18 горькие вещества около 15 %; α – кислоты 1,4 - 4,9 %; эфирные масла 0,3-0,9 %; полифенольные вещества 2,9 - 4,1 целлюлоза 12-16, азотистые вещества 15-24, безазотистые экстрактивные вещества 25-30, зола 6-9, хмелевые смолы 10-20 (α-кислоты 2-9, β-фракция 6-8, γ-твердые смолы 2- 3), полифенольные вещества 2-5, эфирные масла 0,2-1,7.
В небольшом количестве в хмеле содержатся жир, красящие вещества, сахар (глюкоза, фруктоза), пентозаны и органические кислоты (яблочная, лимонная, янтарная) и воски.
Шишка хмеля состоит из 40-80 цветков, расположенных на изогнутом стерженьке, покрытом волосками, с цветоножкой. Мелкие цветки (на стерженьке) имеют сверху кроющие листики-зеленые лепестки-чешуйки в форме шишки, у основания цветков расположены золотисто-желтые зернышки лупулина размером 0,15-0,25 мм, содержащие смолистые (горькие и ароматические) вещества, которые придают аромат готовому пиву. Лупулиновые зерна легко оделяются от ножки, к которой крепятся. В хмелевой шишке лупулин составляет 19,8 %; чешуйки – 66,8 %; стержень – 7,4 %; цветоножка – 6,0 % .
Средний химический состав хмеля (%): вода – 9 – 14; горькие вещества – 12 – 22; эфирные масла – 0,4 – 2,0; полифенольные вещества – 2 – 8; целлюлоза – 10 – 17; углеводы – 2 – 4; азотистые вещества – 13 – 24; пектиновые вещества – 5 – 15; минеральные – 7 – 10.
В пивоварении большое значение имеют горькие и полифенольные вещества и эфирные масла.
Горькие вещества представлены мягкими и твердыми смолами. Мягкие смолы это α-кислота (гумулон), β-кислота (лупулон), α- и β- смолы. Горькие смолы состоят из смеси гомологов, отличающихся структурой. α-кислота (гумулон) обеспечивает 90 % горечи пива.ее содержание колеблется от 2,5 – 5,5 %.
Эфирные масла представляют собой сложную смесь углеводородов терпенового ряда (65 – 75 %) и кислородсодержащих соединений (25 – 35 %). Полифенольные вещества благоприятно влияют на формирование вкуса пива, способствуют выделению высокомолекулярных белковых веществ, повышая коллоидную стойкость пива.
Для приготовления качественного пива нужен хмель с содержанием полифенолов не менее 4,5 %, но при большом содержании их в пиве появляется Мирцен придает аромату остроту и может быть причиной резкого аромата. В «тонком» хмеле его не более 50 %. Содержание же гумулена положительно сказывается на аромате, поэтому в «тонких» сортах его больше.
|
Лист |
|
27 |
Хмелевое масло легко подвергается окислению, причем запах окисленных веществ резко изменяется, частично они приобретают чесночный оттенок, который передается пиву и значительно снижает его органолептические свойства.
При образовании семян в хмеле содержание эфирного масла снижаеться.
Во время хранения хмеля его составные части подвержены процессам окисления, чему способствует присутствие кислорода, что является существенной причиной фасования хмеля и хмелепродуктов в плотную упаковку, препятствующую воздействию окислителя.
При длительном хранении компоненты эфирного масла окисляются, поэтому изменяется и аромат шишек хмеля. Хмелевое масло не имеет антисептических свойств.
Другие вещества, содержащиеся в хмеле. К ним можно отнести азотистые вещества, углеводы, липиды. кислоты, витамины, фитогормоны, минеральные и красящие вещества.
Хмель собирают в период технической спелости, когда шишки закрыты и лупулин имеет светло-желтый цвет. При полной спелости шишки раскрываются, и лупулин может высыпаться, что изменяет состав горьких веществ и приводит к снижению технологических качеств хмеля.
Свежеубранный хмель содержит 75 – 81 % влаги, поэтому перед хранением его сушат до влажности 11 – 12 %. Температура при сушке в сушилках непрерывного действия повышается от 25 – 30 до 60 – 70 0С, а в одноярусных сушилках периодического действия – до 55 – 65 0С.
После сушки хмель подвергают кондиционированию для повышения влажности до 12-13 % для равномерного распределении влаги в хмеле и повышения прочности шишек. Для подавления жизнедеятельности микроорганизмов и лучшей сохранности α-кислот, мягких смол, цветности одновременно с сушкой хмель окуривают серой.
Высушенный хмель плотно прессуют и упаковывают и тканевые мешки, массой не более 170 кг. Такие упаковки называют балотами.
На каждый мешок черной не пахнущей краской наносят маркировку: наименование продукции и предприятия-изготовителя, номер партии и упаковки, год урожая, массу брутто и нетто и массу при влажности 13 %.
В соответствии с требованиями действующего ГОСТа 21947 к прессованному сульфитированному хмелю, предназначенному для использования в пивоваренной промышленности, предъявляются следующие требовании: шишки должны быть одинаковые по размеру, закрытые; цвет от светло - желто-зеленого до золотисто-зеленого, шишки могут быть с покрасневшими кончиками лепестков; содержание α-кислоты в пересчете на абсолютно сухое вещество – 3,5 %, влажность до 13 %.
Ограничительные нормы хмеля следующие: цвет зеленый, желтовато - зеленый, зеленовато - желтый, желтый с коричневыми пятнами, бурый; содержание α - кислоты в пересчете на абсолютно сухое вещество не менее 2,5 содержание хмелевых примесей для хмеля машинного сбора не более 10 %, для хмеля ручного сбора - не более 5 %; содержание золы в пересчете на абсолютно сухое вещество – не более 14 %; влажность – не выше 13 % и не ниже 11 %; содержание семян – не более 4 %; содержание сернистого ангидрида на абсолютно сухое вещество – не более 0,5 %.
|
Лист |
|
28 |
Для использования в пивоваренном производстве не допускается хмель с прелым, затхлым, сырым, дымным и другими посторонними запахами, не свойственными хмелю, а также хмель, пораженный плесенью, сельскохозяйственными вредителями и болезнями, содержащий посторонние (нехмелевые) примеси. Для использования в пивоваренном производстве не допускается хмель с прелым, затхлым, сырым, дымным и другими посторонними запахами, не свойственными хмелю, а также хмель, пораженный плесенью, сельскохозяйственными вредителями и болезнями, содержащий посторонние (нехмелевые) примеси.
Хмель принимают партиями. Партией считают любое количество хмеля одинакового качества, одного района произрастания, оформленное одним документом о качестве.
Хмель хранят в чистых продезинфицированных темных и сухих складских помещениях при температуре 0-2 °С, на поддонах без соприкосновения со стенами хранилищ.
Препараты и экстракты хмеля. Для сохранения ценных компонентов хмеля, более эффективного использования его в пивоварении используют хмелевые препараты и экстракты хмеля. Молотый, брикетированный, гранулированный хмель готовят путем сушки, измельчения, прессования с последующей упаковкой в полимерную пленку под вакуумом.
Экстракты хмеля получают при обработке шишкового хмеля растворителями, которые используются для извлечения наиболее ценных компонентов. Экстракт хмеля готовят экстрагированием с использованием этилового спирта. Основное преимущество это длительное время хранения и сохранения качества, сокращение потерь сусла с хмелевой дробины, повышается степень извлечения горьких веществ хмеля, уменьшение расходов на транспортировку.
Гранулированный тип 90, гранулируется в специальном аппарате не допуская повышения температуры более 50 ºС, затем охлаждают.
Гранулированный тип 45, обогащен лупулином, содержание α-кислоты повышено, этот тип применяют когда необходимо добиться уменьшения осадка белкового отстоя.
|
Лист |
|
29 |
1.5 Ферменты и ферментные препараты
Ферменты – это вещества белкового происхождения, которые, являясь биологическими катализаторами, значительно ускоряют реакции превращения веществ. Они широко распространены в растительных, микробных и животных клетках. Все биохимические процессы, протекающие в живом организме и связанные с ростом, развитием и обменом веществ, катализируются ферментами, вырабатываемыми клетками самого организма. Вещества, подвергшиеся под действием ферментов химическим превращениям, называют субстратами. Ферменты (экзимы) специфичны, то есть они действуют только на один или несколько одинаковых по структуре субстратов.
Когда при переработки зернового сырья ферментов недостаточно, то дополнительно вводят ферменты микроорганизмов. Для этого выращивают биомассу микроорганизмов (продуцентов), используя твердую или жидкую питательную среду. На твердой сыпучей питательной среде или на поверхности твердого слоя жидкой среды выращивают культуры только аэробных микроорганизмов. Этот метод культивирования микроорганизмов называют поверхностным (П). Глубинным методом (Г) выращивают микроорганизмы в глубине жидкой питательной среды. Он пригоден как для аэробных, так и для анаэробных микроорганизмов. Выращенную биомассу применяют или непосредственно, или выделяют из нее ферментные препараты. Ферментный препарат, помимо основного активного белка, называемого ферментом, содержит комплекс других ферментов и баластные вещества.
В технологии пива основным источником ферментов является проросшее зерно (ячмень, пшеница, рожь). К важнейшим ферментам этих культур относятся амилазы, протеазы, гемицеллюлазы (цитазы), фосфатазы.
В пивоварении применяют ферментные препараты Амилоризин 1 Пх и ПОх, содержащий амилолитические, протеолитические и цитолитические ферменты.
В последнее время в нашей стране широкое распространение получили ферментные препараты зарубежного производства. Например, Церемикс, содержащий α-амилазу, β-глюканазу, протеазу, Термамил, Фунгамил.
1.6 Дрожжи
Дрожжи – одноклеточные организмы, относящиеся к классу сумчатых грибов. Форма дрожжевых клеток бывает овальной, эллиптической, округлой.
Среди дрожжей вида Saccharomyces serevisiae, применяемых преимущественно в пивоварении как культурные дрожжи, различают многочисленные штаммы. В пивоваренной практике эти штаммы делят на две большие группы – дрожжи верхового и низового брожения. Между ними существуют морфологические, физиологические и технологические различия.
|
Лист |
|
30 |
Верховые дрожжи в процессе брожения в основном поднимаются на поверхность, тогда как низовые по окончании брожения опускаются на дно.
Верховые дрожжи так же опускаются на дно по окончании брожения, но значительно позже низовых. К моменту сбора дрожжей в конце главного брожения они еще находятся наверху и продолжают размножаться. Другим признаком низовых дрожжей является особенность хлопьеобразования, по этому признаку низовые дрожжи разделяют на пылевидные и хлопьевидные. У пылевидных дрожжей клетки тонко распределены в бродящем сусле и медленно опускаются на дно лишь в конце брожения. Клетки хлопьевидных дрожжей через некоторое время собираются в большие хлопья и быстро оседают на дно. Верховые дрожжи хлопья не образуют. Способность образовывать хлопья имеет большое практическое значение. Хлопьевидные дрожжи дают пиво лучше осветленное, чем пылевидные и верхового брожения.
Верховые и низовые дрожжи различаются также по применяемым температурам брожения. Низовыми дрожжами сбраживают сусло при температуре от 4 до 12 ºС, а с верховыми штаммами дрожжей работают при температуре от 14 до 25 ºС.
Дрожжи низового брожения отличаются от дрожжей верхового брожения тем, что они полностью сбраживают рафинозу, имеют оптимальную температуру для роста 25 – 27 °С и минимальную 2 – 3 °С, а при 60 – 65 °С отмирают. Максимальное размножение низовых дрожжей происходит при рН 4,8 – 5,3.
Кислород, растворенный в сусле, способствует размножению дрожжей, в то время как продукты брожения (этиловый спирт, диоксид углерода, высшие спирты, ацетальдегид, кислоты), а также повышенная концентрация сахара угнетают развитие дрожжей.
В России для пивоварения используют как отечественные штаммы дрожжей (776, 11, 44, 41, S-Львовская, 8а(М), 70, 129, 140, 145, 146, 148, Н, 919, М-И-Х1, М-И-ХП), так и зарубежные (P, F – чешские, 34, 308, 69 – немецкие). Также используются штаммы Rh, He-Bru, 42, 221 – дрожжи низового брожения; 127 и 68 – для пшеничного пива, 160 – для старого пива. Эти штаммы хранятся в коллекциях ВНИИ ПБ и ВП (Москва).
Бродильная активность дрожжей – важный технологический признак дрожжей, определяющий длительность главного брожения, физико-химические свойства пива, биологическую стойкость. Она оценивается по таким показателям, как скорость потребления сахаров, количество выделившегося при этом диоксида углерода, и величина конечной степени сбраживания сусла. По степени сбраживания все штаммы делят на три группы: низкосбраживающие, среднесбраживающие и высокосбраживающие. Например, для дрожжей штамма 8а(М) конечная степень сбраживания – 74,9 %, количество диоксида углерода 2,05 г СО2/100 мл они являются среднесбраживающими, как и 776, 44, 41, Р, 69. Высокую бродильную активность имеют дрожжи штаммов 11, 129, 145, 148, 34, 199 и Н.
|
Лист |
|
31 |
Пивные дрожжи должны отвечать следующим требованиям: быстро сбраживать сусло, придавать пиву чистый вкус и приятный аромат, активно образовывать хлопья, осветляя таким образом пиво в ходе брожения.
Дрожжи низового брожения не переходят в поверхностный слой пива – пену, а по окончании брожения быстро оседают и образуют плотный слой на дне бродильного аппарата.
Дрожжи расы f-чешская хорошо осветляют пиво, придают ему приятный аромат, устойчивы к инфекции и автолизу. Дрожжи штамма 8аМ имея повышенный коэффициент размножения, хорошо оседают, а дрожжи штамма Ф-2 способны сбраживать мальтотетрозу и низкомолекулярные декстрины, поэтому глубоко выбраживают сусло. Использование дрожжей этих двух рас дает возможность сократить длительность главного брожения с 7 до 5 суток и получить пиво с хорошим вкусом.
|
Лист |
|
32 |
2 Принципиально-технологическая схема производства пива
2.1 Водоподготовка
Фильтрование проводят с целью удаления из воды грубодисперсных примесей с частицами размером более 1 мкм. Для фильтрования используются открытые самотечные или закрытые напорные фильтры. В открытые фильтры вода поступает самотеком, в закрытые подается насосом или из накопительных баков под давлением необходимым для преодоления сопротивления фильтрующего слоя.
Для удаления взвешенных частиц воду фильтруют на песочных и угольно – песочных фильтрах. Керамические и фильтр - пресс используют в основном для биологической очистки.
Песочный фильтр представляет собой стальной цилиндрический сосуд, внутри которого укреплена решетка с отверстиями диаметром 1 мм. На решетку уложен слой мелкого гравия (5 – 7 см), слой крупного песка (5 – 10 см) и слой мелкого песка (около 40 см). Песок предварительно тщательно отмывают от глины.
Воду подают в фильтр через распределительную головку, она проходит сверху вниз через слой песка, фильтруется и отводится по патрубку. К патрубку закреплен воздушник для удаления воздуха при заполнении фильтра водой. Для обеспложивания притока под постоянным давлением воду на фильтр подают из водонапорного сборника.
Обезжелезивание воды. Вода со значительным содержанием железа имеет неприятные вкус и запах. Железо выпадает в осадок. Методы обезжелезивания предусматривают фильтрование воды через фильтр с кварцевой загрузкой без добавления реагентов или с дополнительной обработкой кварцевого песка модифицирующими реагентами. Соединения железа удаляют из воды аэрированием, коагулированием, известкованием, катионированием. Наиболее эффективным способом является хлорирование воды.
Обезжелезивание воды проводят фильтрованием ее через песочный фильтр, в котором песок предварительно модифицируют. Модификация заключается в нанесении на поверхность песка пленки из гидроксида железа и диоксида марганца. Для этого кварцевый песок обрабатывают 1 % - ным раствором сульфата железа (II) в течение 2 – 3 ч. Затем сливают раствор сульфата железа и на 4 – 5 ч заливают песок 0,5 % - ным раствором перманганата калия. Затем песок отмывают водой до прозрачной промывной воды.
Умягчение воды. Наиболее распространенный способ умягчения воды – ионообменный. При этом способе достигается не только умягчение, но и удаление нежелательных примесей. Метод основан на способности труднорастворимых веществ поглощать из растворов один катион или анион и отдавать взамен другие.
|
Лист |
|
33 |
При ионообменном способе для умягчения воды используют высоко- эффективные синтетические ионообменные смолы, которые представляют собой высокополимерные, нерастворимые в воде органические вещества – гранулы полимерной смолы размером 0,5 – 2 мм, обладающие способностью поглощать из раствора ионы растворимых веществ и отдавать в раствор эквивалентное количество своих ионов. Они состоят из трехмерной пространственной сетки (матрицы), содержащей иногенные группы. В воде активные группы ионитов диссоциируют на неподвижные, связанные с матрицей ионы и подвижные противоионы.
В зависимости от знака заряда противоиона иониты подразделяются на катиониты, анеониты и амфолиты. В катионитах обменивающими ионами является катион, в анеонитах - анион, в амфолитах - ионы обоих знаков зарядов.
Катионы в основном применяют для умягчения воды и удаления других катионов, которые содержатся в небольших количествах, а анионитами удаляются из воды кислоты и кислотные остатки. Для умягчения воды используют Н - и Na - катиониты, в которых катионы натрия и водорода обмениваются на катионы кальция и магния солей жесткости.
В результате Н - катионирования соли карбонатной жесткости разрушаются. При этом выделяется свободный углекислый газ, а вместо солей некарбонатной жесткости образуются соответствующие анионам кислоты и повышается кислотность умягченной воды.
Обеззараживание воды. Вода, недостаточно чистая в бактериальном отношении, должна обязательно подвергаться обеззараживанию. Для этих целей применяют дизенфекцию воды при помощи хлора (хлорирование), озона (озонирование), воздействие ультрафиолетовых лучей и ионов серебра.
Хлорирование воды химический способ обеззараживания воды основан на бактерицидном действии кислорода. Для хлорирования используют газообразный хлор или водный раствор хлорной (белильной) извести, представляющей собой смесь гипохлорита кальция Са(ОСl)2, хлорида кальция СаСl2 и гашенной извести Са(ОН)2. При распаде гипохлорита кальция выделяется свободный хлор.
При растворении хлора в воде образуются хлорноватистая и соляные кислоты, а при распаде хлорноватистой кислоты отщепляется атом кислорода.
Соляная кислота взаимодействует с бикарбонатами, образуя нейтральные соли, в результате возрастает постоянная жесткость воды.
Доза хлора зависит от количества микроорганизмов, а так же от рН, жесткости воды и содержания в ней органических веществ и колеблется от 0,33 до 2 мг хлора на 1 дм2 воды. Продолжительность контакта хлора с обеззараживаемой водой должна быть не менее 1 ч. При наличии микроорганизмов, образующих споры, дозу хлора и продолжительность обработки воды увеличивают.
|
Лист |
|
34 |
Хлорирование воды газообразным хлором осуществляют дозированием его с помощью газодозаторов и последующего введения в водопроводную трубу. При использовании хлорной извести ее вначале растворяют в небольшом количестве воды, затем полученный раствор добавляют ко всей массе воды, перемешивают и выдерживают.
Преимуществом хлорирования воды является быстрое действие хлора и простота оборудования, недостатком, то, что остаточный хлор придает воде характерный привкус, а продукты его реакции с веществами типа фенолов – хлорфенольный запах. Кроме того, воду с высоким содержанием хлора нельзя использовать для обработки пивных дрожжей.
Для полного удаления остаточного хлора воду подвергают дехлорированию, пропуская ее через фильтр с активным углем.
В результате адсорбции активным углем из воды ряда веществ одновременно улучшается цвет и вкус воды, устраняя запах. Аналогичное бактерицидное действие оказывает озон.
Технологическую воду в производстве пива для удаления болезнетворных бактерий, содержащихся в ней, обеззараживают фильтрованием через керамические обеспложивающие фильтры; воздействием ультрафиолетовых лучей, обработкой ионами серебра. Ультрафиолетовое обеззараживание воды – метод, обеспечивающий экологическую безопасность, высокую эффективность и экономичность.
Технология ультрафиолетового обеззараживания имеет ряд преимуществ:
- отсутствие побочных явлений и вторичных продуктов, оказывающих негативное влияние на здоровье человека, водную среду;
- отсутствие необходимости в организации специальных мер безопасности при работе с токсичными материалами (хлор, хлорсодержащие реагенты, озон);
- компактность ультрафиолетового оборудования, отсутствие специального обслуживающего персонала.
Требования к воде после водоподготовки. Вода, предназначенная для пивоварения, должна соответствовать следующим требованиям (показатели в ммоль/дм3, не более):
– жесткость общая 1 – 2;
– щелочность 0,25 –0,75, кальций 1 – 2, магний – следы;
– показатели в мг/дм3, не более: сухой остаток 500, железо и марганец по 0,1, алюминий 0,5, хлориды 100-150, сульфаты 100 - 150, нитраты 10, и цинк 5, кремний 2, медь 0,5;
– окисляемость не более 2 мг О2/дм3 ;
– рН 6-6,5.
|
Лист |
|
35 |
В воде не должно содержаться нитритов, а сероводорода и аммиака может содержаться ничтожно малое количество, точно не устанавливаемое принятыми методами анализа.
Общее микробное число не должно превышать 20 микроорганизмов в 1 см3 для воды, предназначенной для пива.
2.2 Подработка солода и дробление
Перед переработкой, после хранения при поступлении в варочный цех, солод обеспыливают и пропускают через камнеотборник. Несмотря на интенсивную очистку в солодовне, мелкие камешки попадают в готовый солод. Они повреждают рифли вальцов дробилок и сокращают срок эксплуатации. Далее идет удаление всех металлических примесей с помощью магнитов.
Дробление солода является важной технологической операцией, влияющей в дальнейшем на процесс приготовления сусла, в том числе на продолжительность осахаривания и фильтрования, а также на выход экстракта. Составные вещества солода, находящиеся в раздробленном состоянии, более тесно соприкасаются с водой, что облегчает и ускоряет их растворение.
Зерно ячменя во время соложения растворяется неравномерно, потому и структура эндосперма (мучнистого тела) зерна солода неодинакова. В зародышевой части структура эндосперма рыхлая, и он легко дробится, а кончики зерна солода, обычно не подвергающиеся ферментативной обработке, трудно измельчаются.
Дробленый солод состоит из частиц различной величины, которые по размеру и внешнему виду делятся на шелуху, крупную, мелкую крупку и муку. Эти фракции дробленого солода отличаются друг от друга по химическому составу и при затирании ведут себя различно. Степень дробления солода имеет большое значение для затирания и дальнейшего протекания технологического процесса приготовления сусла, выщелачивания дробины и фильтрования затора.
При размоле зерна оболочка должна быть по возможности сохранена, так как она служит фильтрующим слоем при отделении сусла от дробины. Она состоит в основном из целлюлозы, в которой содержатся разнообразные органические и неорганические вещества, легко переходящие в раствор и ухудшающие вкусовые качества пива. Чем тоньше помол, тем полнее извлекаются экстрактивные вещества. Однако при очень тонком помоле происходит значительное измельчение оболочки зерен, что затрудняет фильтрование и извлечение экстрактивных веществ из дробины. Для хорошо растворенного солода рекомендуется следующий состав помола (%): шелуха – 15 – 18, крупная крупка – 18 – 22, мелкая крупка – 30 – 35 и мука – 25 – 35.
|
Лист |
|
36 |
Весьма целесообразно дробить увлажненный солод, так как это позволяет сохранить оболочку зерна, а эндосперм измельчить более тонко. Солод дробят на вальцовых солододробилках. Использование дробилок для увлажненного солода позволяет устранить потери на распыл, характерные при дроблении сухого солода, увеличить выход экстракта на 2,5 – 3,0 %. Солод дробят на вальцовых солододробилках.
2.3 Затирание
Затирание включает смешивание дробленого солода с водой, ферментными препаратами, нагревание и выдержку полученной смеси при определенном температурном режиме. Смесь дробленых зернопродуктов с водой, подвергаемых затиранию, называют затором, массу зернопродуктов, загружаемых в заторный аппарат, – засыпъю, количество воды, расходуемой на приготовление затора, – наливом.
Цель затирания состоит в экстрагировании растворимых веществ солода и превращении под действием ферментов большей части нерастворимых веществ в растворимые. Вещества, перешедшие при затирании в раствор, называют экстрактом.
Основными аппаратами для приготовления пивного сусла являются заторные, фильтрационный и сусловарочный аппараты, которые соединены между собой трубопроводами в единую систему, называемую варочным агрегатом.
Солод как основное сырье для сусла и пива является не только источником получения экстрактивных веществ, но и источником ферментов, под действием которых нерастворимые вещества самого солода и несоложеных материалов переходят в раствор. В солоде хорошего качества активность ферментов высокая, позволяющая провести необходимые биохимические изменения в заторе при использовании до 15 % несоложеного сырья. При большем расходе несоложеных материалов применяют ферментные препараты, содержащие амилолитические, протеолитические и цитолитические ферменты.
Основным процессом затирания является гидролиз крахмала, расщепляющийся амилолитическими ферментами до сбраживаемых сахаров (глюкозы, мальтозы) и декстринов различной молекулярной массы, обеспечивающих полноту вкуса пива. На скорость ферментативных реакций оказывают влияние температура, рН и концентрация затора.
На активность ферментов значительно влияет также рН затора. Оптимум рН для действия амилаз и других ферментов солода лежит в пределах 5,5 – 5,7. Величина рН затора зависит от перерабатываемого зернового сырья и применяемой воды. Для пивоварения оптимальной является вода общей жесткостью 0,7 – 1,1 мгэкв/дм3. Для создания оптимального значения рН в затор добавляют молочную кислоту или гипс. На действие ферментов и экстрагирование растворимых веществ зернового сырья влияет гидромодуль затирания. С увеличением концентрации затора скорость ферментативных реакций замедляется, что заметно при увеличении концентрации свыше 16 %. Поэтому обычно при затирании используют соотношение дробленых зернопродуктов к воде 1:4, чтобы концентрация первого сусла не превышала 16 %.
|
Лист |
|
37 |
Основной процесс расщепления белков протекает при солодоращении, а при затирании процесс распада их под влиянием протеолитических ферментов проходит не так глубоко. Главными продуктами расщепления белков являются растворимые в воде белки, пептоны и полипептиды; аминокислот образуется сравнительно мало.
При производстве пива используют два способа затирания: настойный и отварочный.
Отварочные способы характеризуются тем, что часть затора (называемая отваркой) подвергается кипячению с целью клейстеризации крахмала, что облегчает воздействие на него ферментов и увеличивает выход экстракта. По количеству отварок различают одно-, двух- и трехотварочный способы. Наиболее распространенными в промышленности являются одно- и двухотварочный способы.
При использовании несоложеного сырья применяют способы совместного затирания с солодом или предварительной раздельной подготовки его с последующим соединением с солодовым затором, а также применяют очищенные отечественные и зарубежные комплексные ферментные препараты двух типов с различным соотношением бактериальных и грибных ферментов, содержащие термостойкую а-амилазу, β-глюканазу, глюкоамилазу и протеазу. Дозировка их зависит от количества несоложеного сырья, качества солода и активности ферментных препаратов. Использование препаратов обеспечивает ускорение технологических процессов, повышает выход экстракта, качество и стойкость готового пива. Технологические режимы затирания отварочных способов разнообразны и зависят от состава и качества используемого зернового сырья.
В нашей технологии применяется двухотварочный способ затирания, он дает возможность перерабатывать солод различного качества, изменяя температурный режим затирания.
В заторном аппарате готовят затор, выдерживают белковую паузу 15 – 30 мин при 40 – 45 0С. Далее в отварочный котел подают 1/3 – 1/2 затора (густая часть) – первую отварку. Ее медленно подогревают до 61 – 63 °С, выдерживают 20 – 30 мин, затем осахаривают 15 – 30 мин при 70 – 72 0С, после чего доводят до кипения и кипятят в течение 20 – 30 мин.
|
Лист |
|
38 |
Первую отварку медленно возвращают в основной затор, чтобы повысить температуру до 61 – 63 °С, и выдерживают мальтозную паузу 15 – 20 мин. Затем отбирают вторую отварку в количестве 1/3 густой заторной массы, которую нагревают до 70 – 72 °С, выдерживают 15 – 20 мин, нагревают до кипения и кипятят 7 – 10 мин. Готовую отварку медленно перекачивают к основному затору. При этом температура затора поднимается до 70 – 72 0С и проводится осахаривание крахмала, контролируемое по йодной пробе (обычно 20-30 мин).
При использовании солодов пониженного качества сроки выдержки при температуре осахаривания могут быть увеличены до полного осахаривания затора, но продолжительность выдержки не должна превышать 1 час.
После полного осахаривания затор подогревают до 75-77 °С и передают на фильтрование. во время подогрева заторной массы в аппаратах работают мешалки с большой частотой вращения, при выдержке при различных температурных паузах — с небольшой частотой вращения для предотвращения перехода в раствор высокомолекулярного β-глюкана. Быстро - со скоростью 3,8 м/с - при большом диаметре мешалки с двумя лопастями и при использовании ранее вальцевой дробилки; медленно - 50 % от скорости быстрой. При температуре выше 55 °С мешалку на температурных паузах, если это возможно, следует выключать или снижать скорость до минимума.
При перекачке отварки в отварочном котле мешалка вращается медленно, а в заторном - быстро. Перекачка затора на фильтрацию должна осуществляется при медленном вращении мешалки, при этом затор перекачивают со скоростью не более 1,5 м/с.
2.4 Фильтрование затора
Фильтрованием называется процесс разделения неоднородных систем с твердой дисперсной фазой с помощью пористой перегородки, пропускающей жидкость и удерживающей взвешенные в ней частицы. В пивоварении затор при фильтровании разделяют на сусло и твердую фазу (дробину).
Целью является: отделение жидкой фазы (сусла) от твердой (дробины) с последующим вымыванием водой экстракта удерживаемого дробиной. Фильтрование проводят для возможно полного и быстрого отделения сусла от нерастворимых частиц затора. Перед фильтрованием в заторе, имеющим температуру 76 – 77 ºС все ферменты практически инактивированы, кроме α-амилазы, которая действует в процессе фильтрования затора в фильтрационном аппарате и доосахаривает остатки крахмала. При фильтровании и промывании дробины, температуру фильтрующего слоя сохраняют не более 78 ºС. Дальнейшее повышение не желательно, т.к. это приводит к потере активности α-амилазы в результате чего крахмал трудно разрыхляемых кончиков зерна остается не гидролизованным, что снижает выход экстрактивных веществ и затрудняет фильтрование. Возможно появление клейстерной мути в сусле. Повышение температуры в фильтрующем слое способствует увеличению растворимости некоторых веществ, расщепление белков и снижение белковой стойкости пива, переход в раствор полифенольных веществ, кремниевой, фосфорной кислот, оксида К, формирования фильтрующего слоя проходит быстро в менее концентрированном заторе. Вначале оседают крупные частицы, оболочки с остатками эндосперма и крупка, затем оседают мелкие частицы, на осаждение влияет температура и плотность затора и состав дробины. Большое значение имеет рН, наибольшая скорость фильтрования при рН=5,5, на первой стадии отделяется 65 – 70 % всего сусла, называется первым суслом, а остальное при промывании дробины горячей водой. При промывании дробины, кроме разделения жидкой и твердой фазы протекают химические процессы: коагуляция белков, извлечение полифенольных веществ. Имеет значение качество воды используемой для выщелачивания.
|
Лист |
|
39 |
При использовании фильтр-прессов фильтрование длиться 100 – 110 мин.
Фильтрование проводят в фильтрационном чане или в фильтре-прессе через твердую фазу затора. Для формирования фильтрующего слоя в фильтрационном чане служит ситчатое дно, а в фильтре-прессе – хлопчатобумажная ткань. Процесс фильтрования затора подразделяют на две стадии: фильтрование первого сусла, т. е. сусла, получаемого при фильтровании затора, и промывание дробины водой с целью извлечения экстрактивных веществ. Скорость фильтрования зависит от структуры и толщины осадка, качества и степени дробления солода и несоложеных материалов, давления при фильтровании и вязкости сусла.
На скорость фильтрования существенно влияет температура, которая должна быть не выше 78 оС во избежание инактивации фермента α-амилазы. Она завершает доосахаривание остатков крахмала. Кроме того, более высокая температура способствует увеличению растворимости продуктов гидролиза белка, полифенольных и других веществ, что влияет на стойкость пива.
В щелочной воде легко растворяются дубильные и горькие вещества оболочек. Но при длительном экстрагировании даже вода нормального состава извлекает из оболочек вещества, способствующие появлению неприятного вкуса пива.
2.5 Кипячение сусла с хмелем
Отфильтрованное сусло и промывные воды собирают в сусловарочный котел, где и кипятят с хмелем. С момента, когда поступающее из фильтрационного чана сусло покроет дно сусловарочного котла, и до конца поступления промывных вод температуру жидкости поддерживают на уровне 73 – 75 °С. После спуска всех промывных вод проверяют полноту осахаривания и начинают кипятить сусло с хмелем.
|
Лист |
|
40 |
При кипячении с хмелем сусло упаривается до нужного содержания сухих веществ. Одновременно происходят стерилизация сусла, инактивирование ферментов, коагуляция (свертывание) некоторой части растворенных белков, выщелачивание и растворение горьких и ароматических веществ хмеля.
Содержание сухих веществ в сусле вместе с промывными водами обычно ниже требуемой величины для данного сорта пива, поэтому при кипячении в результате испарения влаги повышается содержание сухих веществ сусла.
Для проведения дальнейших стадий технологического процесса приготовления пива требуется биологическая чистота сусла от которой зависит стойкость конечного продукта – пива. Для этой цели достаточна длительность кипячения 20 – 25 мин, однако на практике сусло кипятят около 1,5 – 2 ч. Только длительное кипячение сусла позволит закрепить нужное соотношение отдельных фракций белковых веществ, свертывание некоторых неустойчивых белковых веществ в виде крупных хлопьев, которые в дальнейшем выпадут в осадок и приведут к осветлению сусла.
На образование хлопьев при свертывании белков и осветлении сусла кроме кипячения значительно влияют дубильные вещества хмеля.
Большое количество высокомолекулярных продуктов распада белков в сусле может привести к образованию мути в готовом пиве и повлиять на биологическую стойкость. После кипячения сусло должно хорошо осветляться, т. е. свернувшиеся крупными хлопьями белки должны быстро осаждаться на дне пробного стаканчика, а сусло должно быть прозрачным.
Хмель задают в сусло в два или три приема, причем последнюю порцию – незадолго до конца кипячения.
При внесении хмеля в два приема всю порцию делят на две части: первую задают в сусловарочный котел после того, как в него поступило первое сусло, вторую – за 40 – 30 мин до конца кипячения. При трехкратной подаче 50 % хмеля добавляют после набора первого сусла, 30 % - за час и последние 20 % - за 20 мин до конца кипячения. для улучшения вкуса пива рекомендуется сначала кипятить сусло без хмеля, тогда на белки будут действовать только дубильные вещества солода. При добавлении хмеля к суслу, частично освобожденному от белков, оно приобретает сильный хмелевой аромат, но без грубой горечи. Если же в сусло добавлять хмель в начале кипячения, то дубильные вещества солода, как более слабые, не взаимодействуют с белками и остаются в растворе, придавая суслу грубоватый вкус.
|
Лист |
|
41 |
Окончание процесса кипячения сусла определяют по содержанию сухих веществ в нем, свертыванию белково-дубильных веществ, образованию хлопьев и прозрачности горячего сусла.
Количество задаваемого хмеля зависит от сорта пива, качества и способа внесения хмеля. Количество хмеля тем больше, чем выше концентрация сусла, чем больше должна быть стойкость пива и чем короче продолжительность кипячения с хмелем.
Светлые сорта пива охмеляются сильнее, чем темные, и хмелевая горечь их больше. При охмелении пива, приготовленного на мягкой воде, требуется больший расход хмеля, чем при использовании жесткой воды.
Из перешедших в сусло горьких веществ хмеля большое значение имеет α-горькая кислота, так как она обусловливает горечь пива.
Режимы охмеления Останкинского пива. Для охмеления расходуется 20 г хмеля I сорта на 1 дал пива. Хмель вводят в сусло в три приема: 30 % - в конце фильтрации первого сусла; 50 % после получасового кипения; 20 % после полуторачасового кипения.
2.6 Отделение сусла от хмелевой дробины
Сразу после кипячения сусло освобождают от хмеля в хмелеотборном аппарате, который устнавливают под сусловарочным аппаратом.
Хмелеотборный аппарат представляет собой цилиндрический сосуд с коническим дном и крышкой с люком, установленный на стойках. Мешалка приводится в движение от привода через муфту. Герметичность корпуса при вращении вала мешалки обеспечивается сальником. Кран предназначен для поочередного спуска из хмелеотборного аппарата профильтрованного сусла и хмелевой дробины. Хмелеотборный аппарат снабжен также смесителем, оросителем воды, указателем уровня, краном для отбора проб.
Разделение смеси происходит следующим образом. Сусло с хмелевой дробиной стекает из сусловарочного аппарата и хмелеотборный аппарат через штуцер при работающей мешалке. Хмелевая дробина остается на сите, а сусло проходит сквозь сито и насосом через разгрузочный кран и распределительный кран перекачивается на охлаждение.
В хмелевой дробине остается 6 – 7 дм3 сусла на 1 кг хмеля, поэтому 1-е промывают горячей водой и промывную воду присоединяют к суслу. Затем аппарат заполняют водой, смешивают с хмелевой дробиной и смесь удаляют насосом в отходы. Вместе с хмелевой дробиной удаляется значительная часть скоагулировавших белков.
Хмелевую дробину промывают горячей водой, которую присоединяют к суслу. Воды следует использовать столько, на сколько объем сусла уменьшился за счет испарения во время перекачивания и охлаждения. Последнюю промывную воду можно использовать на затирание.
|
Лист |
|
42 |
2.7 Осветление и охлаждение сусла
Цель этой стадии – понизить температуру до благоприятной для процессов брожения, удалить взвешенные частицы из сусла и насытить его кислородом воздуха.
В зависимости от методов брожения (низовое или верховое) сусло охлаждают до 6 – 7 или 14 – 16 °С. Охлаждение сусла проводят для того, чтобы снизить опасность инфицирования. Охлаждение проводят в две стадии: сначала сусло охлаждают сравнительно медленно до 60 – 70 0С, а затем быстро до начальной температуры брожения.
При охлаждении сусла содержащиеся в нем взвешенные частицы под действием силы тяжести выпадают в осадок. Различают грубые и тонкие взвеси. Грубые взвеси образуются во время кипячения сусла с хмелем; образующийся при этом осадок называют горячим или грубым осадком. Основное количество этого осадка задерживается в хмелеотделителе. Прошедшее через слой хмелевой дробины горячее сусло прозрачно. На второй стадии выделяются вещества, растворимые в горячем и нерастворимые в холодном сусле. Осадок, образующийся на второй стадии, называется «холодным» или тонким осадком. Осаждение взвешенных частиц – осветление сусла – положительно влияет на протекание последующего процесса брожения и улучшает качество пива. В горячем сусле кислород растворяется незначительно; с понижением температуры сусла растворимость кислорода (как и других газов) увеличивается. Окислительные процессы за счет поступающего кислорода энергичнее протекают при более высокой температуре: сусло темнеет, резко понижаются хмелевые аромат и горечь. Эти процессы ухудшают качество сусла. Однако кислород содействует коагуляции белков и образованию хорошего осадка в сусле, благодаря чему оно лучше осветляется.
Чтобы сократить нежелательные окислительные процессы до минимума, общая продолжительность осветления и охлаждения сусла не должна превышать 100 мин. Для осветления сусла применяют отстойные чаны, гидроциклонные аппараты, сепараторы. Охлаждение проводят в теплообменниках, причем более эффективными и распространенными являются пластинчатые холодильники, устраняющие возможность инфицирования сусла.
2.8 Сбраживание пивного сусла
Брожение – сложный биохимический процесс, во время которого под действием ферментов пивных дрожжей сбраживается основное количество углеводов сусла. Существуют верховое и низовое брожение. Они отличаются применяемыми расами дрожжей и температурным режимом.
|
Лист |
|
43 |
Низовое брожение протекает обычно при 6 – 10 °С, верховое – при 14 – 25 °С. Оба типа брожения протекают в две стадии: первую принято называть главным брожением, вторую – дображиванием. Главное брожение характеризуется более или менее интенсивным сбраживанием большей части сахаров сусла; дображивание – медленным сбраживанием оставшихся сахаров, осветлением, созреванием пива и насыщением его диоксидом углерода. В процессе брожения происходит размножение дрожжей. В пивном сусле содержаться все питательные вещества, необходимые для дрожжей. Наиболее интенсивное размножение дрожжей происходит на начальной стадии главного брожения. Подготовка чистой культуры дрожжей к брожению сводится к накоплению их биомассы в количестве, необходимом для начала процесса брожения. Процесс разведения состоит из двух стадий: лабораторной и производственной.
Первая стадия начинается с пересева чистой культуры дрожжей из пробирки. При последовательном пересеве культуры объем сусла увеличивается каждый раз примерно в 5 раз: 20 см3 — 100 см3 — 500 см3 — 2,5 дм3 — 12 дм3 — 60 дм3 — 300 дм3.
Производственная стадия осуществляется в установке Грейнера, состоящей из стерилизатора сусла, бродильных цилиндров, сосудов для посевных дрожжей и резервуара для предварительного брожения.
Чистую культуру разводят следующим образом. В стерилизатор набирают горячее охмеленное сусло, кипятят и охлаждают до 8-12 °С. Долее сусло направляют в бродильный цилиндр, куда переносят разводку чистой культуры дрожжей после пятого пересева.
Сбраживание сусла продолжают в течение 3 сут. При этом дрожжи размножаются и их биомасса увеличивается. После брожения из цилиндра отбирают часть разводки дрожжей (10 дм3) в сосуд для посевных дрожжей, где она хранится до следующего пересева. Основную часть разводки дрожжей из цилиндра перекачивают в резервуар предварительного брожения, куда подают заводское охмеленное сусло температурой 9 оС. В резервуаре предварительного брожения дрожжи размножаются также в течение 3 сут.
На следующих циклах бродильные цилиндры, освобожденные от дрожжей, заполняют стерильным суслом из стерилизатора и засевают дрожжами, хранящимися в сосудах (10 дм3). Процесс размножения дрожжей в аппарате конструкции Грейнера повторяют многократно до обнаружения в дрожжах посторонней микрофлоры.
Весь процесс проходит в ЦКБА. Осевшие при брожении семенные дрожжи снимают, промывают холодной водой и используют в производстве.
Каждый оборот дрожжей называется генерацией. На практике семенные дрожжи после предварительной подготовки используются до 10 генераций.
|
Лист |
|
44 |
Повторно используемые генерации дрожжей должны удовлетворять следующим требованиям: количество мертвых дрожжевых клеток должно быть не выше 5 %; наличие посторонних бактериальных клеток — не выше 0,5 %; упитанность дрожжевых клеток по гликогену — не ниже 70 %; наличие диких клеток дрожжей — не допускается.
Семенные дрожжи после брожения направляются в дрожжевое отделение, где их обрабатывают на вибросите для отделения крупных хлопьев белковых веществ и хмелевых смол, а затем тщательно промывают холодной водой температурой 1-2 оС. В результате освобождения от слизистых веществ, обволакивающих поверхность клеток, повышается проницаемость клеточных оболочек.
Ежедневный уход за дрожжами заключается в смене воды и поддержании в сборнике температуры 1-2 °С. В таких условиях под слоем холодной воды дрожжи могут сохраняться в хорошем состоянии в течение 3-4 сут.
Для удаления посторонней микрофлоры дрожжи обрабатывают слабым раствором серной, молочной, фосфорной или др. кислот.
При использовании для введения в сусло семенных дрожжей предварительно производят так называемое разбраживание дрожжей. Для этого отобранные для введения семенные дрожжи смешивают в специальном аппарате с холодным пивным суслом из расчета от 2 до 6 л сусла на 1 дм3 дрожжей. Сусло с дрожжами перемешивают мешалкой или продувают стерильным воздухом.
В условиях ведения главного брожения одновременно осуществляется как размножение дрожжей, так и брожение. Но при нормальном брожении размножение дрожжей заканчивается задолго до конца брожения. Биомасса дрожжей увеличивается в 3 – 4 раза.
Основным биохимическим процессом является превращение сбраживаемых сахаров в этанол и диоксид углерода.
Процесс главного брожения длится около 7 суток с момента введения дрожжей для сортов пива с начальным содержанием экстракта в сусле 11 – 13% и 8 – 10 сут для сортов с большим содержанием экстракта.
Этанол и диоксид углерода – основные конечные продукты спиртового брожения. Из вторичных продуктов спиртового брожения в сбраживаемом сусле находятся глицерин, уксусный альдегид, пировиноградная, уксусная, янтарная, лимонная и молочная кислоты, ацетоин (ацетилметилкарбонал), 2,3-бутиленгликоль и диацетил. В основном преобладают такие кислоты, как уксусная и янтарная, а также 2,3-бутиленгликоль и уксусный альдегид и в незначительных количествах – ацетоин и лимонная кислота.
Процессом, сопутствующим спиртовому брожению, является образование из аминокислот высших спиртов, которые оказывают влияние на аромат и вкус пива. Высшие спирты являются своеобразными побочными продуктами брожения. Под действием эстераз дрожжей происходит образование сложных эфиров, главным образом из альдегидов. Высшие спирты, а также все кислоты, находящиеся в сбраживаемом сусле, также участвуют в процессах эфирообразования.
|
Лист |
|
45 |
В результате сбраживания сахаров пивное сусло превращается в молодое пиво. Все находящиеся в нем вещества обусловливают его аромат и вкус. Так, высший спирт тирозол (образуется из тирозина) обладает интенсивным горьким вкусом и является одним из главных компонентов, определяющих букет пива. Все высшие спирты (пропиловый, изобутиловый, изоамиловый, амиловый, тирозол, триптофол) обладают характерным запахом и дают сложные эфиры, которые приобретают приятные, смягченные запахи, влияющие на образование аромата и вкуса пива. С изменением концентрации некоторых веществ запахи изменяются и, входя в композицию в необходимом количестве, существенно улучшают общий аромат.
Сбраживание сусла сопровождается изменением рН. Начальное сусло при введении в него дрожжей имеет рН 5,3 – 5,6 и даже 6,0, а молодое пиво-рН 4,2 – 4,6. Понижение рН происходит вследствие образования углекислоты и органических кислот, главным образом янтарной и молочной.
Из других физико-химических процессов важное значение для брожения имеют коагуляция белковых веществ и ценообразование. Образование спирта, эфиров и понижение рН сбраживаемого сусла способствуют коагуляции белковых веществ. Белковые вещества частично денатурируют, частично теряют свой заряд и флоккулируют.
Пенообразование обусловлено выделением пузырьков диоксида углерода. Образующийся в ходе брожения диоксид углерода сначала растворяется в сбраживаемом сусле, а по мере насыщения сусла выделяется в виде газовых пузырьков. На поверхности газовых пузырьков появляется адсорбционный слой поверхностно-активных веществ (белки, пектин, хмелевые смолы). При слипании отдельных пузырьков появляется пена, постепенно покрывающая поверхность сусла. В процессе брожения сусла внешний вид пены изменяется: в определенный период она напоминает завитки. Основу для образования завитков создают коагулируемые белки и выделяемые хмелевые смолы, а их формирования – диоксид углерода.
Процесс проводят в бродильных танках. Бродильные танки бывают закрытые, открытые, прямоугольной и цилиндрической формы, из нержавеющей стали, алюминия и железобетона. Наибольшее распространение получили закрытые танки цилиндрической формы. В таких бродильных танках вся дека при перекачивании пива в лагерные танки остается на верхней сферической части и стенках.
Под ведением главного брожения понимают регулирование условий брожения: температуры, степени сбраживания, способа введения семенных дрожжей факторами влияющими на брожение, являются применяемые расы дрожжей и температура брожения. Главное брожение протекает в несколько стадий. Они отличаются друг от друга и характеризуются изменением внешнего вида поверхности бродящего сусла, изменением температуры, понижением экстрактивности сусла и степенью осветления пива.
|
Лист |
|
46 |
Первая стадия характеризуется образованием на поверхности сусла нежно-белой пены, называемая забелом. Через 15 – 20 ч после подачи дрожжей появляются первые признаки брожения. Становиться заметно выделение углекислого газа в виде белых пузырьков пены.постепенно вся поверхность затягивается пеной, образуется забел. К концу первой стадии в пене начинают появляться незначительные выделения хмелевых смол и белковых веществ.
Начальная стадия продолжается 1 – 1,5 сут и характиризуется главным образом размножением дрожжей, убыль экстракта составляет 0, - 0,5 % за сутки.
Вторая стадия – период низких завитков. Пена приобретает форму красивых завитков. За счет смол завитки окрашиваются в желто-коричневый цвет. Период низких завитков продолжается 2 – 3 суток. Брожение протекает равномерно, экстрактивность понижается на 0,5 - 1,0 %.
Третья стадия, называется периодом высоких завитков. На четвертые сутки брожения температура достигает максимума и пенообразование увеличивается, экстрактивность понижается на 1,0 - 1,5 %. Происходит интенсивное выделение углекислого газа. Пена становиться рыхлой, поднимается вверх, завитки достигают большей величины, период продолжается 3 – 4 суток.
Четвертая стадия, называется периодом опадания завитков, характеризуется постепенным опадением пены, хлопьеобразованием дрожжей и осветлением пива. Выделение пузырьков прекращается, завитки исчезают, в конце брожения завитки опадают и слой пены становиться тонким, он называется декой. Опадание продолжается около 2 суток. Полученный к концу этой стадии брожения продукт называют молодым пивом.
Главное брожение считается законченным при понижении экстрактивности сбраживаемого сусла на 0,1 – 0,2 % в течение суток. Полученный к концу этой стадии брожения продукт называют молодым пивом.
2.9 Дображивание и созревание пива
Если в технологии используются целиндро-конические аппараты, то процесс брожения и дображивания проводят в одном аппарате.
После главного брожения молодое пиво перекачивают в танки лагерного цеха для дображивания и выдержки.
Дображивание и выдержка пива имеют решающее значение для вкуса, пенистости и стойкости пива. В этот период протекают те же процессы, что и при главном брожении, но более медленно. Уменьшение скорости биохимических процессов обусловлено в основном более низкой температурой и меньшим количеством дрожжевых клеток в единице объема сбраживаемого продукта, так как основная масса дрожжей удаляется из него после окончания главного брожения. По мере дображивания окислительно-восстановительный потенциал пива понижается: через 2 – 3 недели дображивания гН2 пива с 22 снижается до 10 – 11. В этот период происходят внутримолекулярное окисление многих неустойчивых веществ и образование тонкой окислительной мути, трудно удаляемой методом фильтрования. Поэтому стремятся удалить эту муть естественным путем, т. е. осветлением. Осветление является второй фазой дображивания и выдержки пива и заключается в том, что оседающие дрожжи сорбируют белковую муть и другие взвеси, увлекая их на дно лагерного танка.
|
Лист |
|
47 |
Цель дображивания – карбонизация пива, т. е, насыщение пива СО2 – важнейшей составной частью пива, которая придает пиву приятный и освежающий вкус, способствует пенообразова-нию, предохраняет пиво от соприкосновения с кислородом воздуха, служит консервантом, подавляя развитие посторонних и вредных микроорганизмов.
Молодое пиво после главного брожения содержит около 0,2 % растворенной углекислоты, а готовое пиво – не менее 0,35 – 0,40 %.
В шпунтованном пиве большая часть углекислоты находится в пересыщенном состоянии. Пересыщение раствора газа в пиве достигается при длительной выдержке пива в спокойном состоянии. Связывание и накопление углекислоты в пиве возможно благодаря тому, что дображивание происходит в закрытых емкостях под избыточном давлением.
В среднем при нормальных условиях дображивания пересыщение пива углекислотой достигает 30 – 40 %.
Важным процессом при дображивании и выдержке является осветление пива. Молодое пиво поступает в лагерный танк со взвешанными дрожжевыми клетками. Пиво охлаждабт до более низкой температуры (0 -1 ºС), чем в бродильном отделении (5 – 8 ºС). Происходит выделение веществ, вызывающих помутнение. Чем тоньше взвешенные частицы тем продолжительнее оседание. Важным процессом при дображивании и выдержке является формирование аромата и вкуса пива. При выдержке вкус пива улучшается, выраженный дрожжевой привкус и привкус хмелевой горечи исчезают. Уменьшение горького вкуса при выдержке пива объясняется коагуляцией и старением хмелевых смол. Это одна из причин перехода грубого, горького вкуса в благородный. Дрожжевой привкус исчезает в результате оседания дрожжей. Предполагают, что вследствие окислительных процессов исчезают вещества, которые обусловливают неприятный букет молодого пива.
При созревании происходят окислительно-восстановительные превращения таких соединений, как альдегиды, кислоты, спирты, полифенолы, ацетоин, диацетил и красящие вещества, а также химическое взаимодействие многочисленных компонентов пива. В результате в пиве увеличивается содержание эфиров на 25 – 35 %, высших спиртов на 15 – 25 %, уменьшается содержание альдегидов на 30 – 40 %, диацетила на 40 – 50 %.
|
Лист |
|
48 |
На вкус и аромат пива влияют также продукты распада белков дрожжевых клеток при их автолизе под действием протеолитичес-ких ферментов. Автолиз сопровождается выделением таких продуктов распада, как пентозы и аминокислоты, различные витамины, некоторые компоненты нуклеиновой кислоты. Вкус пива при выдержке становится легче и нежнее.
Дображивание пива проводят при температуре 1 – 2 0С в закрытых аппаратах без контакта с воздухом, под давлением диоксида углерода 0,04 – 0,06 МПа. Для проведения выдержки пива под определенным постоянным давлением применяют специальные регуляторы давления, называемые шпунтаппаратами.
На ряду с периодическим способом брожения и дображивания применяют непрерывные и ускоренные методы. Для получения пива эффективно используют целиндроконические бродильные аппараты большой вместимости. В нем совмещены процессы главного брожения, дображивания и созревания пива. Разработанные технологические режимы и конструкция аппаратов позволяют сократить общую продолжительность брожения и дображивания пива для сусла экстрактивностью 11 % до 12 – 14 суток, для 12 % до 18 – 20, для 13 % до 22 – 25 суток.
2.10 Осветление пива
Важным процессом при дображивании и выдержке является формирование аромата и вкуса пива. При выдержке вкус пива улучшается, выраженный дрожжевой привкус и привкус хмелевой горечи исчезают. Уменьшение горького вкуса при выдержке пива объясняется коагуляцией и старением хмелевых смол. Это одна из причин перехода грубого, горького вкуса в благородный. Дрожжевой привкус исчезает в результате оседания дрожжей. Предполагают, что вследствие окислительных процессов исчезают вещества, которые обусловливают неприятный букет молодого пива.
При созревании происходят окислительно-восстановительные превращения таких соединений, как альдегиды, кислоты, спирты, полифенолы, ацетоин, диацетил и красящие вещества, а также химическое взаимодействие многочисленных компонентов пива. В результате в пиве увеличивается содержание эфиров на 25 – 35 %, высших спиртов на 15 – 25 %, уменьшается содержание альдегидов на 30 – 40 %, диацетила на 40 – 50 %.
Сепарирование пива. Это высокопроизводительный способ с минимальными потерями и затратами. Однако сепараторы обладают невысокой эффективностью осветления: плохо выделяются частицы высокой степени дисперсности. Поэтому сепарированное пиво не имеет блеска. При сепарировании хорошо выделяются дрожжи, поэтому его применяют для предварительного осветления пива при высоком содержании плохо флокулирующих дрожжевых клеток (более 1,5 млн в 1 см3).
|
Лист |
|
49 |
Осветление пива этим способом основано на использовании центробежной силы. Сепаратор для осветления пива отличается от сепаратора для осветления сусла конструкцией барабана: для осветления сусла применяют камерный барабан, а для пива – тарельчатый.
При осветлении пива на сепараторах повышается его температура, поэтому перед сепарированием пиво рекомендуется охлаждать до 0,5 0С.
Один раз в неделю сепараторы разбирают и подвергают полной очистке и мойке на специальных моечных машинах с применением дезинфицирующих веществ – содового раствора и раствора четвертичных аммонийных оснований.
Преимущества сепарирования: снижение производственных потерь пива, более легкий переход от пива одного сорта к пиву другого сорта.
Фильтрование пива. Наиболее эффективным является фильтрование через намывной слой фильтрующего материала, а также через фильтр-картон. В намывных фильтрах в качестве фильтрующего материала чаще всего используют диатомитовые порошки.
Диатомитовые порошки механически задерживают частицы мути (смолы, белковые вещества и др.). Их готовят из сырого диатомита, который представляет собой остатки кремнистых панцирей одноклеточных микроскопических водорослей – диатомий.
Диатомит не должен изменять вкус, цвет, рН пива. Установка для диатомитового фильтрования состоит из наполнителя; дозатора для смешивания пива с порошком; фильтра, в котором создается фильтрующий слой; пивного насоса и насоса для принудительного суспендирования порошка в ток (струю) пива. Отфильтрованное пиво перекачивают в сборники, работающие под избыточным давлением 0,05 МПа.
Для фильтрования используют фильтры различной конструкции, но с одинаковым принципом работы. Сначала на фильтрующие элементы намывают опорный слой из грубого дисперсного диатомита толщиной 0,5 – 1,5 мм, а затем фильтрующий слой из тонкого диатомита толщиной 2 – 2,5 мм.
Затем на фильтр подают пиво. В течение всего процесса фильтрования в поток подаваемого на фильтр пива насосом-дозатором вносится определенное количество диатомитовой суспензии. Расход диатомита составляет 80 – 200 г/дм3 в зависимости от качественного и количественного состава твердой фазы пива. По достижении максимального давления, обусловленного для данного типа фильтра (для большинства фильтров оно составляет 0,6 МПа), прекращают фильтрование, удаляют осадок, моют и периодически дезинфицируют фильтр. Диатомитовые фильтры обеспечивают хорошее фильтрование и высокую производительность при содержании дрожжевых клеток 0,15 – 0,3 млн в 1 см3 нефильтрованного пива. При большем содержании дрожжей производительность фильтра снижается, поэтому рекомендуется использовать сепараторы для предварительного осветления пива.
|
Лист |
|
50 |
Для осветляющего и стерильного фильтрования применяют картон. Размер пор картона для осветляющего фильтрования 10 – 15 мкм, для стерильного – 3 – 5 мкм. Картон изготовляют из древесной и хлопковой целлюлозы с добавлением асбеста. Во избежание попадания волокон асбеста в фильтр одна сторона картона имеет пористое полимерное покрытие.
2.11 Карбонизация и пастеризация пива
Иногда пиво, профильтрованное любым из описанных выше способов, перед розливом недостаточно насыщено углекислотой. В этом случае его подвергают карбонизации – искусственному дополнительному насыщению диоксидом углерода. Перед карбонизацией пиво охлаждают до 1 °С.
Карбонизацию пива осуществляют следующим образом. Пиво, охлажденное до 1°С, поступает по продуктопроводу в нижнюю часть колонки карбонизатора, где смешивается с СО2, поступающим из распылителя. Затем пиво проходит через решетчатые диски в колонку карбонизатора, заполненную фарфоровыми шариками, где дополнительно насыщается газом. Пиво, насыщенное CO2, из карбонизатора поступает в сборник фильтрованного пива, где его выдерживают в течение 4 – 12 ч при температуре не выше 2 0С и давлении не ниже 0,05 МПа.
Пиво пастеризуют для увеличения биологической стойкости, более полного освобождения его от дрожжей и других микроорганизмов. Однако пастеризацией не обеспечивается стерильность пива, для достижения которой необходима более высокая температура. При пастеризации возрастает внутреннее давление в бутылке, что приводит к ее разрыву. Поэтому бутылки после розлива должны иметь свободное пространство в горлышке в пределах 3-4 %.
Режим пастеризации зависит от сорта и типа пива, применяемой тары и должен устанавливаться в зависимости от условий его производства и последующего хранения.
2.12 Розлив пива
Это сложный технологический процесс, включающий разнообразные операции: подготовку тары, розлив пива, укупорку, оформление, бракераж и хранение готовой продукции.
Пиво разливают в новые и оборотные бутылки вместимостью 0,5 и 0,33 дм3, изготовленные из прозрачного стекла, оранжевого или зеленого цвета, способствующего сохранению качества пива; в новые полимерные бутылки вместимостью 0,5 – 2 дм3; в бочки, кеги, автотермоцистерны. Бутылки должны быть стандартными, с гладкой поверхностью, со стенками равномерной толщины, термостойкими. Они должны выдерживать внутреннее давление не менее 0,08 МПа. Пиво разливают в бутылки на автоматических линиях производительностью 3, 6, 12, 24 и 36 тыс. бут/ч. Во избежание потерь СО2 используют изобарический принцип розлива.
|
Лист |
|
51 |
2.13 Укупорка и этикетирование
Бутылки с пивом герметично укупоривают кроненпробкой на укупорочном аппарате. А затем транспортером они направляются на этикетирование.
Этикетирование. Наполнение и укупоренные бутылки непрерывным потоком подаются по транспортеру к этикетировочному автомату для приклеивания этикеток. На этикетках должо быть напечатано наименование сорта пива, название завода и отмечено время розлива. Этикетки должны быть целыми и наклеиваться аккуратно.
Бутылки с пивом маркируют путем наклеивания на каждую бутылку этикетки, контрэтикетки и кольеретки на горлышко бутылки. Для этого используют раствор специально приготовленного клея. Перед этикетированием бутылки подвергают слабому нагреванию, чтобы лучше приклеилась этикетка.
2.14 Бракераж
Укупоренные бутылки с пивом и наклеенными этикетами транспортером перемещаются в бракеражную установку, где осуществляется проверка бутылок на наличие дефектов и отбор брака. Бутылки подвергают визуальному осмотру перед световым экраном. При этом контролируют герметичность укупорки, прозрачность, отсутствие недолива, правильность наклеивания этикеток и контрэтикеток, наличие посторонних включений, трещин в бутылках. Отбракованные бутылки отбираются на удаление, а прошедшие бракераж поступают в автоматический упаковщик.
2.15 Упаковка
Упаковывают бутылки с пивом в дощатые ящики по ГОСТ 13360, 18575, в ящики из гофрированного картона по ГОСТ 13516 с применением полимерных материалов и термопленки. Упаковка осуществляется автоматическим упаковщиком, а затем готовую продукцию отгружают на склад для хранения и реализации.
|
Лист |
|
52 |
2.16 Хранение
Пиво, разлитое в бутылки, хранят в затемненном помещении, при температуре, от 10 до 12 ° С, в случае, если оно пастеризовано.
Гарантийный срок хранения пастеризованного пива, приготовленного с применением стабилизаторов, - 6 месяцев, без применения стабилизаторов – 3 месяца со дня розлива.
|
Лист |
|
53 |
3 Продуктовый расчет
Определение количества продуктов производства пива состоит в расчете расхода сырья, количества промежуточных продуктов, готовой продукции и отходов производства.
Исходные данные для расчета продуктов включают: качественные показатели сырья, технологическую схему, ассортимент выпускаемой продукции, нормы потерь по стадиям производства к годовому выпуску пива.
Вначале выполняется расчет количества промежуточных продуктов, готового пива и отходов производства, получаемых из 100 кг зернового сырья. Полученные данные позволяют определить расход сырья, количество промежуточных продуктов и отходов на 1 дал и годовую выработку пива.
Качественные показатели сырья, используемого при производстве Останкинского пива, принимаются в соответствии с нормами технологического проектирования, таблица 4.
Таблица 4 – Характеристика сырья, используемого в производстве пива
|
Сырье |
Влажность, % |
Экстрактивность, % на сухое вещество |
Насыпная плотность, кг/м3 |
|
Солод светлый |
5,6 |
76 |
530 |
|
Солод карамельный |
6 |
72 |
530 |
Величины потерь по стадиям производства принимают в расчете из таблицы 5.
Таблица 5 – Потери при производстве пива
|
Потери |
Останкинское |
|
В варочном цехе экстракта при затирании, % к массе сырья |
2,7 |
|
В варочном цехе в солодовой, хмелевой дробине, на стадии охлаждения и осветления сусла, % к объему горячего сусла |
6 |
|
В отделении главного брожения, % к объему холодного сусла |
2,3 |
|
Лист |
|
54 |
Продолжение таблицы 5
|
В отделениях дображивания и фильтрования, % к объему молодого пива в том числе при фильтровании |
2,7
1,7 |
|
В отделении брожения и дображивания пива в ЦКБА, % к объему холодного сусла в том числе при фильтровании |
4,65
1,55 |
|
При розливе пива в бутылки, % к объему фильтрованного пива |
2 |
|
При пастеризации пива в бутылках, % к объему пива, подлежащего пастеризации |
2 |
3.1 Расчет сырья и вспомогательных материалов
Таблица 6 – рецептура и физико-химические показатели пива
|
Сорт пива |
Расход на 1 дал |
Физико-химические показатели |
Примечание |
||||||||
|
Зернопродуктов, кг |
Хмеля, кг |
Концентрация начального сусла, %мас |
Содержание алкоголя , % масс не менее |
Кислотность, в мл 1 н. раствора NaOH На 100мл пива |
Цветность, мл на 0,1н Раствора йода на 100мл пива |
Содержание оксида Углерода(IV) , % мас не менее |
Стойкость, сут, не менее |
Срок выдержки ,сут. |
Действенная степень сбраживания, % |
||
|
Останкинское |
Солод светлый 78% Солод карамельный 22% |
20 |
17,0 |
4,5 |
2,8-4,3 |
6,0 |
0,35 |
8 |
45 |
54,0 |
темное |
3.1.1 Расчет масс. Темное пиво «Останкинское» готовится из 78 % светлого солода и 22 % карамельного солода. Следовательно, масса светлого солода , карамельного . Потери солода при полировке Пп = 0,5 % к массе находим для светлого солода, т.к. карамельный солод не полируют по формуле: 3.1
, (3.1)
|
Лист |
|
55 |
где : - масса солода светлого, кг;
Количество полированного солода, рассчитываем по формуле 3.2
, (3.2)
где : - масса солода светлого после полировки, кг.
При влажности светлого солода , карамельного солода количество сухих веществ в солоде рассчитывают по формуле 3.3, 3.4.
В светлом солоде:
, (3.3)
В карамельном солоде:
, (3.4)
где : - масса сухих веществ солода светлого, кг;
- масса сухих веществ солода карамельного, кг;
Экстрактивность светлого солода , карамельного солода . Содержание экстрактивных веществ рассчитывают по формуле 3.5, 3.6.
|
Лист |
|
56 |
В светлом солоде:
, (3.5)
В карамельном солоде:
, (3.6)
где : - содержание экстрактивных веществ в солоде светлом, кг;
- содержание экстрактивных веществ в солоде карамельном, кг.
Общее количество экстрактивных веществ:
, (3.7)
.
Общее количество сухих веществ:
, (3.8)
.
Потери экстракта в варочном цехе к массе зернопродуктов в кг, или:
(3.9)
где : - масса потери экстракта, кг.
Количество экстрактивных веществ, перешедших в сусло:
|
Лист |
|
57 |
, (3.10)
где : - количество экстрактивных веществ, перешедших в сусло, кг;
- масса потери экстракта, кг;
- общее количество экстрактивных веществ.
3.1.2 Определение количества промежуточных продуктов и готового пива. В горячее сусло в соответствии с расчетом переходит следующее количество экстрактивных веществ (в кг) для Останкинсокго пива 68,06 кг.
Масса сусла определяется отношением количества экстрактивных веществ к массовой доле сухих веществ в начальном сусле, деленной на 100. Массовая доля сухих веществ в начальном сусле (э) для Останкинсокго пива 17 %, и плотность сусла при равна 1,0590 кг/л.
Масса сусла:
, (3.11)
где : - количество экстрактивных веществ, перешедших в сусло, кг;
- масса сусла, кг.
Объем сусла при :
, (3.12)
где : - оббьем сусла, дал;
- масса сусла, кг.
Коэффициент объемного расширения при нагревании сусла до равен 1,04. С учетом этого коэффициента объем горячего сусла равен:
|
Лист |
|
58 |
Потери сусла в варочном цехе с солодовой дробиной, на стадии осветления и охлаждения сусла 6% объема горячего сусла.
Объем холодного сусла:
, (3.13)
где : - потери сусла с солодовой дробиной, дал;
- объем холодного сусла, кг.
Количество не фильтрованного и фильтрованного пива зависит от способа сбраживания пивного сусла.
Сбраживание пива в ЦКБА. Потери в отделении брожения и дображивания пива в ЦКБА и отделении фильтрования для пива с массовой долей сухих веществ в начальном сусле 13 % равна и составляет 4,65 % объема холодного сусла, в том числе потери при фильтровании
Потери при бражении и дображивании:
, (3.14)
Объем нефильтрованного пива:
, (3.15)
.
А объем фильтрованного пива:
, (3.16)
.
Потери товарного пива при розливе в бутылки равны 2% к объему фильтрованного пива. Количество товарного пива:
|
Лист |
|
59 |
, (3.17)
.
Общие видимые потери в дал по жидкой фазе определяются по разности между объемом горячего сусла и товарного пива и составляют:
.
Или по отношению к объему горячего сусла:
.
3.1.3 Определение расхода хмеля, ферментных препаратов и молочной кислоты. Расход хмеля определяют одним из двух способов: по единым нормам без учета содержания в хмеле горьких веществ и не нормам, рассчитанным с учетом массовой доли в хмеле кислот и влаги.
При расчете по единым нормам расход хмеля на 1 дал готового пива умножается на количество пива, получаемого из 100 кг сырья. Норма расхода хмеля на 1 дал пива 24 часа.
, (3.18)
где : - масса хмеля на 1 дал готового пива, кг;
- количество товарного пива, кг;
- норма расхода хмеля на 1 дал пива, кг
Второй способ расчета принимают, если показатели хмеля отличается от базисных. В данном случае он не требуется.
3.1.4. Определение количества отходов. Количество дробины солодовой и хмелевой, шлама сепараторного в расчете на 100кг. зернопродуктов берутся из таблицы 13 (4).
При брожении сусла по переодической схеме получается 0,8л избыточных дрожжей влажностью 88 % на 10 дал сбраживаемого, а при брожении и дображивании в ЦКБА – 2 л. Исходя из этого, количество избыточных дрожжей на 100 кг сырья для Останкинского пива по периодической схеме составим:
|
Лист |
|
60 |
, (3.19)
.
На 1 дал готового пива при главном брожении выделяется 150 г диоксида углерода, который может утилизироваться. Годовое количество :
, (3.20)
где: – объем товарного пива за год – (1000 дал/сут 238 дн. раб = 238000 дал/год);
- годовое количество затрачиваемого .
Исправимый брак пива из цеха разлива составляет 2 % по всем сортам пива. Его объем за год:
, (3.21)
где: – объем товарного пива за год, дал/год;
– объем исправимого брака пива, дал/год.
Кормовые отходы при производстве пива:
дробина солодовая, , 34,5 кг на 100 кг зернопродуктов;
дробина хмелевая, , 3,7 кг на 100 кг зернопродуктов;
шлам сепараторный, , 1,75 кг на 100кг зернопродуктов;
дрожжи избыточнее, , 0,8 кг на 10 дал сбраживаемого сусла.
л. – избыточных дрожжей необходимо добавить при главном брожении.
3.1.5 Расчет тары и вспомогательных материалов при производстве пива: потери бутылок в производстве - 2 %; потери бутылок при выдуве 1-2 %.
|
Лист |
|
61 |
Таблица 7 - Расход вспомогательных материалов на производстве пива
|
Операция |
Материал |
Единица измерения |
Норма |
|
Фильтрование пива |
Картон опорный |
г/дал |
1,4 |
|
|
Кизельгур (диатомит) |
г/дал |
25 |
|
Подкисление затора |
Кислота молочная |
кг на 100кг сырья |
0,08 |
|
Укопорка бутылок с пивом |
Пластиковая пробка |
% в количеству готовой продукции |
104,5 |
|
Этикетировка |
Этикетки |
шт/дал для бутылок на 1,5л. |
20,9 |
|
Наклейка этикеток |
Декстрин |
г/дал |
5,5 |
|
Дезинфекция оборудования и коммуникаций (приготовление антифорина) |
Известь хлорная |
кг/тыс дал |
1,6 |
|
Помещений |
-//- |
кг/ площади в год |
0,5 |
|
Территории (особо загрязненных мест) |
|
кг/ площади в год |
18 |
3.2 Подбор оборудования
3.2.1 Оборудование для воды. Для получения исправленной воды используют фильтры марки ПФ-20-30, для умягчения воды - катионитовую колонку КУ-2. Для обеззараживания воды применяют ультрафиолетовую установку УФО-1-30.
3.2.2 Оборудование для приема и хранения солода. Доставку зерна осуществляют железнодорожным транспортом. Для выгрузки зерна из обычных вагонов используют разгрузчики ВГК и ВРГ с наклоняющейся платформой и механические лопаты, шнековые транспортеры марки ТСМ 8-6. Для хранения зернопродуктов используют зернохранилища силостного типа марки СКМ 6-12, вместимость 7,7 тыс. т. Характеристика шнекового транспортера ТСМ 8-6 приведена в таблице 8.
Таблица 8 – Техническая характеристика шнекового транспортера ТСМ 8-6
|
Показатели |
Значение |
|
Производительность по зерну, т/ч |
8 |
|
Длина, м |
6 |
|
Мощность электродвигателя, кВт |
1,5 |
3.2.3 Оборудование для очистки солода от примесей и пыли
|
Лист |
|
62 |
Для удаления примесей используют воздушно-ситовые, магнитные сепараторы. Типа 3СМ. характеристика сепаратора представлена в таблице 9.
Таблица 9 – Техническая характеристика сепараторов типа 3СМ
|
Показатели |
Значение |
|
Производительность по ячменю, т/ч |
8,3 |
|
Расход воздуха на аспирацию, м3/ч |
10400 |
|
Габаритные размеры, мм: длина ширина высота |
2700 2790 2670 |
|
Мощность электродвигателя, кВт |
1,1 |
3.2.4 Оборудование дробильно-полировочного отделения
Такое оборудовании устанавливается в отдельном помещении.
Вначале взвешивают солод, для этого используют автоматические весы типа ДМ-20. Характеристика автоматических весов ДМ-20 приведена в таблице 10.
Таблица 10 – Техническая характеристика автоматических весов ДМ-20
|
Показатели |
Значение |
|
Предел взвешивания, кг |
15 – 20 |
|
Производительность, т/ч |
0,50 – 1,98 |
|
Габаритные размеры, мм |
955×1025×1185 |
|
Масса, кг |
30 |
Полировочная машина предназначена для очистки солода от остатков ростков, примесей, пыли. Продолжительность очистки солода для одной варки составляет 1,5 – 2 ч. техническая характеристика полировочной машины РЗ - ВППС приведена в таблице 11.
Таблица 11 – Техническая характеристика полировочной машины РЗ-ВППС
|
Показатели |
Значение |
|
Производительность, т/ч |
5 |
|
Расход воздуха на аспирацию, м3/мин |
46,00 |
|
Габаритные размеры, мм |
1684×1466×2110 |
|
Потребляемая мощность, кВт |
2,2 |
|
Масса, кг |
1200 |
Дробилка для измельчения солода должна обеспечивать за 1,5 – 2 ч работы, дробленным сырьем на одну варку.
|
Лист |
|
63 |
Используется одна четырехвальцовая солододробилка марки БДА-1М, техническая характеристика которой приведена в таблице 12.
Таблица 12 – Техническая характеристика солодробилки БДА-1М
|
Показатели |
Значения |
|
Производительность, кг/ч |
1500 |
|
Вместимость бункера, м2 |
0,1 |
|
Габаритные размеры, мм |
1890×1166×1690 |
|
Масса, кг |
1720 |
3.2.5 Оборудование варочного цеха. Варочный агрегат подбирают в соответствии с проектируемой мощностью завода. Используем один четырехаппаратный агрегат.
Техническая характеристика четырехаппаратного агрегата в который включены: два заторных аппарата ВКЗ – 5, фильтрационный аппарат ВФЧ – 5 и сусловарочный котел ВКС – 5, приведена в таблицах 13, 14, 15.
Таблица 13 – Техническая характеристика заторного аппарата ВКЗ – 5
|
Показатели |
Значения |
|
Вместимость, м3 |
33 |
|
Единовременная засыпь, кг |
500 |
|
Рабочее давление, МПа |
0,245 |
|
Частота вращения мешалки, с-1 |
0,5 |
|
Габаритные размеры, мм |
5300×5300×4890 |
|
Масса, кг |
19500 |
Таблица 14 – Техническая характеристика фильтрационного аппарата ВФЧ– 5
|
Показатели |
Значение |
|
Вместимость, м3 |
37,5 |
|
Площадь фильтрации, м2 |
26,8 |
|
Частота вращения мешалки, об/мин |
960/1420 |
|
Габаритные размеры, мм |
5000×4750×3955 |
|
Масса, кг |
13720 |
|
Лист |
|
64 |
Таблица 15 – Техническая характеристика сусловарочного котла ВКС – 5
|
Показатели |
Значение |
|
Вместимость, м3 |
45,6 |
|
Рабочее давление, МПа |
0,245 |
|
Частота вращения мешалки, об/мин |
0,5 |
|
Габаритные размеры, мм |
7000×5600×600 |
|
Масса, кг |
20000 |
Электронасосы центробежные серии ОНЦ – 1 предназначены для перекачивании слабоалкогольных жидкостей, и нейтральных легковоспламеняющихся жидкостей с температурой не выше 90 ºС. Характеристика центробежного насоса ОНЦ – 1 приведена в таблице 16.
Таблица 16 – Техническая характеристика центробежного насоса ОНЦ -1
|
Показатели |
Значение |
|
Производительность, м3/ч |
12,5 |
|
Давление нагнетания, МПа |
0,2 |
|
Мощность, кВт |
2,2 |
|
Габаритные размеры, мм |
420×298×360 |
|
Масса, кг |
29 |
3.2.6 Оборудование для осветления и охлаждения сусла. На стадии осветления сусло охлаждают до начальной температуры брожения, освобождается от взвесей и насыщается кислородом воздуха.
Для отделения взвесей и хмеля от горячего сусла используют гидроциклонный аппарат представляющий собой цилиндрический резервуар с конической крышкой и плоским слегка наклонным днищем. Техническая характеристика гидроциклонного аппарата РЗ – ВГЧ – 1,5 приведена в таблице 17.
Таблица 17 – Техническая характеристика гидроциклонного аппарата РЗ – ВГЧ – 1,5
|
Показатели |
Значение |
|
Производительность, дал/сут |
5230 |
|
Вместимость, м3 |
13,5 |
|
Скорость подачи сусла в аппарат, м/с |
20 – 25 |
|
Габаритные размеры, мм |
2667×2559×3753 |
|
Масса, кг |
1068 |
|
Лист |
|
65 |
3.2.7 Оборудование цеха брожения и дображивания. Главное брожение и дображивание ускоренным способом проводят в одном цилиндроконическом бродильном аппарате. Длительность процесса в ЦКБА сокращается примерно вдвое. Использование ЦКБА позволяет уменьшить потери при брожении и дображивании. Техническая характеристика ЦКБА приведена в таблице 18.
Таблица 18 – Техническая характеристика ЦКБА Ш4 – ВЦН – 50Г4
|
Показатели |
Значение |
|
Вместимость, м3 |
50 |
|
Давление, МПа |
0,07 |
|
Площадь поверхности охлаждения, м3 |
17,4 |
|
Габаритные размеры, мм |
13595×2650×12335 |
|
Масса, кг |
5400 |
В настоящее время в мире существует несколько компаний, производящих кизильгуры для фильтрования пива. Кизельгуры Celatom состоят на 90 % из панцирей диатамита Melosira Granulata, что отличает их структуру от других кизильгуров.
В настоящее время кизельгуры Celatom широко используются для фильтрования пива во всем мире. В России также эти материалы внедрены и работают на предприятиях пивоваренной промышленности.
Техническая характеристика кизельгурового фильтра SMBTOP – 4 приведена в таблице 19.
Таблица 19 – Техническая характеристика кизельгурового фильтра SMBTOP – 4
|
Показатели |
Значение |
|
Площадь фильтрующей поверхности, м2 |
3,4 |
|
Производительность, л/ч |
5100 |
|
Габаритные размеры, мм |
1300×900×1500 |
|
Мощность привода, кВт |
2,6 |
|
Масса, кг |
24 |
Пиво насыщается диоксидом углерода в непрерывном потоке в карбонизаторе. Пиво смешивают с газом и насыщают до массового содержания СО2 = 0,35 – 0,4 %. Техническая характеристика карбонизатора Ш4 – ВКП – 12 приведена в таблице 20.
|
Лист |
|
66 |
Таблица 20 – Техническая характеристика карбонизатора Ш4 – ВКП – 12
|
Показатели |
Значение |
|
Производительность, л/ч |
1200 |
|
Рабочее давление, МПа |
0,1 – 0,3 |
|
Содержание СО2 в пиве на выходе (по массе) |
0,35 – 0,4 |
|
Габаритные размеры, мм |
650×320×114 |
|
Масса, кг |
15 |
Сборник фильтрованного пива представляют собой вертикальные цилиндрические резервуары, оборудование мерными стеклами. Они выполняются из стали с покрытием из нержавеющей стали. Общая вместимость сборника фильтрованного пива должна обеспечивать запас на суточный розлив. Техническая характеристика сборника фильтрованного пива приведена в таблице 17.
Таблица 21 – Техническая характеристика сборника фильтрованного пива
|
Показатели |
Значение |
|
Вместимость, м3 |
10 |
|
Габаритные размеры, мм |
2200×3825 |
|
Масса, кг |
2655 |
3.2.8 Оборудование для розлива пива. Оборудование для розлива подбирается в зависимости от количества производимых бутылок в час.
, (3.26)
где: Vбут – объем готового выпуска бутылочного пива, дал;
20 – количество бутылок по 1,5 л в 1 дал;
Краз – коэффициент, учитывающий потери пива при розливе;
Кист – коэффициент использования оборудования;
r а – количество часов в смену;
rсут – количество смен в сутки.
бут/час.
|
Лист |
|
67 |
Техническая характеристика моечной машины для стеклянной бутылки приведена в таблице 22.
Таблица 22 – Техническая характеристика моечной машины для стеклянных бутылок
|
Параметры |
БЗ-СМВ6 - 05 для ПЭТ |
ЛПМ – 1 для стеклотары |
|
Производительность, бут/час |
2200 |
2000 |
|
Установленная мощность электропривода, кВт |
7 |
6 |
|
Габаритные размеры, мм |
4625×2370×2170 |
4100×780×2100 |
|
Число гнезд в бутылконосителе |
8 |
6 |
|
Масса |
4100 |
4500 |
|
Лист |
|
68 |
4 Описание машинно-аппаратурной схемы
После поступления солода на производство его выдерживают в хранилище не менее 4 – 5 недель. Во время хранения солода в силосах температура воздуха должна быть не более 20 ºС, влажность после хранения не должна превышать 5 – 6 %.
Из вагонов солод ссыпают в приемный бункер 1. Затем сырье поступает в башмак нории 2, из норий шнековым транспортером 3 распределяется по силосам 4.1 – 4.2.
Из силосов солод пневматическим транспортом 5 солод подается на полировочную машину 6, после полировки солод подается на весы 7.1, самотеком на воздушно-ситовой сепаратор 8. С сепаратора отходы подаются на весы 7.2 и в бункер для отходов 12. Затем проходит через магнитную ловушку 9 и поступает на четырехвальцовую дробилку 10 и бункер дробленного солода 11.
Вода из скважины поступает в сборник 13 подается на песочный фильтр 14, насосом 15.1, затем насосом 15.2 перекачивается на керамические фильтры 16.1 – 16.2, из них насосом 15.3 подается для умягчения на Na-катионитовую установку 17 и насосом 15.4 перекачивается в УФ – трубку 18 для обеззараживания. После обеззараживания подается в технологический процесс насосом 15.5 в заторные аппараты 19.1 – 19.2 и бутылкомоечную машину 42.
Далее дробленный солод и исправленная вода подаются в заторные аппараты 19.1 -19.2 насосом 15.5, после приготовления затора и проведения процесса затирания содержимое подается в фильтрационный аппарат 20, насосом 15.7. Начальный фильтрат возвращают в фильтрационный аппарат 20, насосом 15.8, прозрачное сусло через регулятор давления 21 спускается в сусловарочный котел 22, куда из емкости для хмеля 23 подается хмель.
Промытую солодовую дробину из фильтрационного аппарата 20 перекачивают насосом 15.9 в раздаточный бункер 24. Промывная вода из фильтрационного аппарата стекает в сборник 25. Горячее охмеленное сусло после кипячения спускают из сусловарочного котла 22 в хмелеотделитель 26, а затем насосом 15.10 перекачивают в сборник 27.
Сусло из сборника 27 насосом 15.11 подается в гидроциклонный аппарат 28. Очищенное от взвешенных частиц сусло нагнетается в пластинчатый теплообменник 29.1 для охлаждения до 5 – 7 ºС.
Приготовление дрожжей. Питательной средой для размножения дрожжей чистой культуры служит охмеленное пивное сусло. Это сусло стерилизуют в стерилизаторе 30, затем сусло поступает в емкость для холодного сусла 31. Сусло из емкости 31 поступает в аппарат для роста дрожжей 32 куда из емкости 33 подается ЧКД. Готовые дрожжи поступают в накопительный аппарат 34.
|
Лист |
|
69 |
Главное брожение и дображивание проводится в ЦКБА. Сусло охлаждается до 5 – 7 ºС, затем из отделения охлаждения сусла подается в ЦКБА 35.1 – 35.4, насосом 15.12. Сначала аппарат заполняют на 2 – 3 % неаэрированным суслом, затем насосом 15.13 вводят все дрожжи. После введения дрожжей ЦКБА заполняют до рабочего объема аэрированным суслом. Воздух очищают на фильтре 35. Воздух поступает в аэратор 36, где сусло насыщается кислородом до содержания растворимого кислорода в сусле 5 – 6 мг/л. После заполнения емкостей температура в течение двух суток самопроизвольно повышается до 12 – 14 ºС. В этих условиях сусло выдерживается трое суток. После достижении конечной степени сбраживания (через 7 – 8 сут.) проводят резкое охлаждение конечной части аппарата до -2 ºС, в результате дрожжи осаждают. Длительность созревания пива после достижения конечной степени сбраживания составляет 5 – 7 сут. На десятые сутки дрожжи направляют на регенерацию.
По окончании брожения пива из ЦКБА, насосом 15.14 нагнетается на сепаратор 38, в сепараторе пиво освобождается от взвешенных частиц. Затем пиво фильтруют на кизельгуровом фильтре 39, чтобы придать ему полную прозрачность и блеск. Затем пиво охлаждают в пластинчатом теплообменнике 29.2 до 0 – 2 ºС, насыщают диоксидом углерода на карбонизаторе 40.1 и сливают в сборник готовой продукции 41.1 – 41.2, насосом 15.15 подается в карбонизатор 40.2, затем на розлив в бутылки. Бутылки с накопительного столика 42.1 подаются для мойки в бутылкомоечную машину 43 и на световой экран 44.1.
Из сборников 41.1 – 41.2 пиво для розлива в стеклянную тару подается в розливочно-укупорочную машину 45. Разлитые бутылки поступают в этикетировочную машину 46, проходят бракераж через световой экран 44.2. Пропечатывается информация о партии на принтере 47. Оформленные бутылки формируются на картонном донышке и упаковываются в термоусадочную пленку в термоусадочной машине 448. Упакованные бутылки накапливаются на накопительном столике 42.2 и поступают на склад готовой продукции.
|
Лист |
|
70 |
5 Дефекты готового пива и его стойкость в процессе хранения
При производстве пива могут возникнуть различные дефекты связанные с нарушением технологии.
Дефекты связанные с технологией.
Пустой вкус, имеет пиво не достаточно сброженное, пиво с высоким содержанием декстринов и низкой конечной степенью сбраживания. Пустой вкус иногда встречается также у пива из перешпунтованного или у пива из перерастворенного солода, он может появиться также в результате чрезмерного расщепления белков при затирании, излишнего окисления, например, в отстойно-холодильном чане, и при слишком резкой фильтрации.
Незрелый вкус имеет пиво, которое дображивалось короткое время или медленно. Причиной незрелого вкуса пива является, с одной стороны, присутствие меркаптанов и некоторых альдегидов и, с другой — присутствие летучих сернистых соединений. При холодном и достаточно продолжительном дображивании эти летучие вещества удаляются с углекислым газом, выходящим через шпунтаппарат. У молодого пива этот процесс протекает лишь частично и пива сохраняет «незрелый» вкус.
Неприятная горечь пива связана с недостаточным осаждением и удалением горьких взвесей на тарелочных холодильниках или в отстойно-холодильных чанах и в процессе главного брожения, или неправильный съем бродильных дек. Горьким бывает пиво из плохо растворенного солода, в результате влияния окисления. В пиве в бутылках причиной этого бывает высокое содержание кислорода воздуха в горлышке бутылки, который, отрицательно влияет на вкус и коллоидную стабильность пива, главным образом при пастеризации.
Так же причиной горького вкуса бывает неправильная дозировка хмеля или переработка лежалого хмеля.
Терпкий или пригорелый привкус темного пива происходит от некачественного цветного солода или из карамели неподходящего качества и т. д.
Пастеризационный (хлебный) привкус имеет почти все пастеризованное пиво. Его интенсивность различна и возрастает с температурой и временем, в течение которого действует температура пастеризации. Поэтому стремятся достичь требуемого действия пастеризации при возможно низкой температуре, дающей эффект пастеризации и за короткое время. При пастеризации появляется также окисление пива кислородом воздуха из горлышка бутылки. Кислый привкус встречается у пива при ведении главного брожения и дображивания при повышенной температуре и у пива молодого, невыдержанного. Кроме того, несколько раз использованные дрожжи, дегерировавшие и частично подвергшиеся автолизу, сохраняемые при высоких температурах под водой, могут стать причиной дрожжевого привкуса. Дрожжевой привкус может иметь пиво с большой добавкой завитков.
|
Лист |
|
71 |
Подвальный привкус - это различные отклонения от нормального чистого вкуса, которые встречаются у пива некоторых заводов в связи с каким-либо производственным недостатком. Чаще всего причинами бывают различные отклонения в чистоте производственного оборудования или среды. Достаточно редко причиной бывает постоянная ошибка в технологических операциях.
Солнечный привкус очень неприятный. Он образуется в пиве в бутылках (и пиве в стакане) при относительно быстром действии прямых солнечных лучей или при продолжительном воздействии рассеянного дневного света или света из светового источника.
Этот дефект является результатом фотохимического воздействия ультрафиолета на сульфгидрильные группы экстрактивных веществ с образованием этилмеркантана.
При соприкосновении пива с другими материалами могут также образовываться дефекты. Вкус смолы появляется при смолении смолой, плохо очищенной, содержащей много летучих веществ. Вкус древесины, образуется при прямом соприкосновении пива с незащищенной специальным покрытием древесиной, главным образом с новой, не бывшей в соприкосновении с пивом. Вкус керосина имеет пиво из бродильных чанов, покрытых свежим парафином, если был использован парафин с низкой точкой плавления, содержащий летучие фракции керосина. Вкус лака может встречаться у пива из бродильных чанов, покрытых пивным лаком плохого качества. Некачественными бывают пивные лаки из некоторых заменителей натурального шеллака. Металлический и чернильный привкус образуется при реакции дубильных веществ пива с незащищенной поверхностью железного оборудования. Такое пиво имеет при этом пену коричневатого цвета. Фенольный (карболовый, больничный) привкус образуется по различным причинам. В первую очередь он проявляется у пива из производственной воды с высоким содержанием нитратов. Его может вызвать также свободный хлор, если ячмень замачивается в воде с добавкой хлорной извести, или фильтромасса стерилизуется хлорной известью и при этом остатки хлора не удаляются химическим путем (сульфитом).
Существуют так же дефекты биологического происхождения, возникающие в результате жизнедеятельности микроорганизмов.
Дрожжевое помутнение обусловлено развитием культурных и диких дрожжей. Если в сусле при охлаждении размножатся так называемые термобактерии, образуется характерный привкус, напоминающий вкус сельдерея. Этот привкус в сусле очень сильный и он остается в пиве. Также он встречается в пиве, изготовленном на небольших пивоваренных заводах, где сусло оставляют на тарелках на ночь и сбраживают с опозданием. Если пиво имеет дрожжевой привкус после фильтрации, то этот недостаток возник при дображивании в результате автолиза мертвых дрожжевых клеток.
|
Лист |
|
72 |
Сарциновый вкус — это комбинация кислого вкуса со вкусом диацетила, который является продуктом метаболизма пивной сарцины (Pediococcus cerevisiae). Молочнокислые бактерии (Lactobacillus pastorianus) способствуют образованию молочной кислоты и других органических кислот. Если превзойдена предельная граница по их содержанию, то пиво становится непригодным.
Привкус плесени вызывается различными вида плесени, распространенными в лагерных помещениях. Пиво очень восприимчиво к посторонним запахам и легко воспринимает запах плесени или подвальный привкус.
Стойкость пива Важный показатель качества пива - его стойкость. Под стойкостью понимают число суток, в течение которых в пиве не наблюдаются появления помутнения и осадка. Для определения стойкости бутылки с пивом помещают в шкаф-термостат при температуре 20 °С и ежедневно наблюдают за изменением прозрачности. Пиво должно храниться при температуре не ниже 2 °С и не выше 12 °С. Различают два основных типа помутнения пива: биологическое и коллоидное.
Существует несколько видов коллоидного помутнения: «холодное», металлобелковое, оксалатное, окислительное, клейстерное, смоляное.
«Холодное» помутнение появляется при охлаждении и может быть обратимым и необратимым. Обратимое помутнение, или помутнение от охлаждения, образуется при снижении температуры пива до 0 °С. Если температура повышается до 20 °С, то помутнение в большинстве случаев исчезает. Необратимое, или постоянное, помутнение, часто называемое окислительным, образуется медленно и остается при обычной температуре; оно характерно для пастеризованного пива.
Обратимая и необратимая муть представляет собой непрочное соединение высокомолекулярных продуктов распада белка с полифенольными веществами, к которым присоединяется небольшое количество углеводов и минеральных веществ, прежде всего солей тяжелых металлов.
Металлобелковое помутнение наблюдается при образовании нерастворимого комплекса белковых веществ и металла. Наиболее активно вызывают помутнения олово, медь, железо.
Оксалатное помутнение встречается при наличии щавелевокислого кальция (оксалата кальция) - основного компонента пивного камня, осаждаемого на стенках бродильного аппарата.
Клейстерное помутнение образуется при недостаточном гидролизе крахмала ферментами при затирании.
Смоляное помутнение появляется при плохом осаждении хмелевых веществ при производстве пива.
|
Лист |
|
73 |
Образование коллоидной мути можно предотвратить или очень сильно замедлить, если принимать следующие меры: предотвращать образование многих комплексных продуктов разрушения белка в процессе производства пива; удалять из пива части комплексных продуктов разрушения белка; исключать ферментативное расщепление комплексных продуктов расщепления белка; частично удалять полифенолы во время производства пива и удалять полифенолы из готового пива; проводить ферментативное разрушение полифенолов; дображивать пиво при низкой температуре; предотвращать поступление кислорода и удалять его; исключать поступление в пиво тяжелых металлов и их солей. Для улучшения коллоидной стойкости необходимо добавлять в пиво стабилизирующие средства.
С этой целью пиво обрабатывают ферментными препаратами, химическими веществами или адсорбентами.
Одним из наиболее эффективных способов повышения коллоидной стойкости пива является обработка стабилизаторами, содержащими в качестве активного компонента протеолитические ферменты. В основном стабилизаторы применяют после предварительной обработки пива осадителем или адсорбентом, которые эффективно снижают концентрацию высокомолекулярной фракции белка в пиве и тем самым создают более благоприятные условия для расщепления полипептидов ферментными препаратами с протеолитической активностью.
Добавляют антиокислитель в любой стадии производства после главного брожения. Наиболее эффективно вводить антиокислители раньше, чем пиво будет находиться в контакте с кислородом воздуха, при этом целесообразно дозирование в два приема: вначале в отделении дображивания и после фильтрования перед розливом. Под действием адсорбентов и осадителей снижается концентрация белковых и полифенольных веществ.
В качестве осадителей и адсорбентов в производстве пива применяют танин, бентониты, активный уголь, силикагельные препараты. Танин осаждает высокомолекулярные белки и оказывает значительное стабилизирующее действие. Бентониты - это силикаты группы монтмориллонитов, их основная составляющая - силикат алюминия. Недостатком применения бентонитов является то, что для обеспечения существенного стабилизирующего эффекта необходимы сравнительно большие дозировки этого средства (100-300 г/гл). В течение неполных 24 ч действия бентонит адсорбирует весь азот, который способен адсорбироваться. Бентонит оставляют на 5-6 сут, чтобы образованные комплексы и адсорбенты образовали плотный осадок и не осложняли фильтрование пива. Активный уголь адсорбирует азотистые вещества, но с меньшей эффективностью. Он адсорбирует полифенолы, горькие и красящие вещества, и его стабилизирующее действие объясняется прежде всего адсорбцией полифенолов. При дозировке активного угля более 10 г/гл отмечается изменение качества пива, так как активный уголь адсорбирует также вещества, обусловливающие вкус пива.
|
Лист |
|
74 |
Для повышения стойкости пива используют адсорбенты белковых веществ на базе силикагелей. Работать с силикагельными препаратами легче, чем с бентонитами, так как они не набухают, но при внесении в пиво они распыляются.
Биологическое помутнение. Горячее готовое сусло стерильно. На последующих этапах производства в пиво попадают дрожжи и бактерии, которые вследствие их сильного размножения и образования продуктов обмена могут вызвать помутнение пива и сделать его непригодным во вкусовом отношении.
Дрожжевое помутнение пива обусловлено размножением культурных и диких дрожжей.
При повышенной температуре и в присутствии воздуха начинается жизнедеятельность культурных дрожжей, содержащихся в отфильтрованном пиве, что приводит к образованию мути. Дикие дрожжи наиболее часто попадают на производство в период цветения и созревания плодов. Эти дрожжи являются причиной помутнения, образования пленки на поверхности и изменения вкуса и аромата пива.
Устраняют дрожжевое помутнение микрофильтрованием и ультрафильтрованием.
Бактериальное помутнение пива могут вызвать присутствующие в нем пивные сарцины, уксуснокислые, молочнокислые бактерии и термобактерии.
Пивные сарцины быстро образуют муть, а при наличии кислорода продуцируют диацетил, придающий пиву неприятный сладкий привкус.
Молочнокислые бактерии создают помутнение с отличительным шелковистым блеском. Далее количество мути уменьшается и образуется белый осадок. В процессе хранения повышается кислотность пива, вкус его становится неприятным.
Уксуснокислые бактерии редко встречаются при низовом брожении. Присутствие их приводит к повышению кислотности и неприятному привкусу пива.
Термобактерии, присутствующие в пивном сусле, вызывают ухудшение процесса брожения и помутнение пива.
Низкая биологическая стойкость возникает из-за недостаточной чистоты на производстве; перегрузки фильтра при фильтрации пива; слишком большой разницы между конечной степенью сбраживания и степенью сбраживания готового пива; аэрации пива, прежде всего во время розлива; высокой температуры хранения; длительного движения пива.
Для удаления микроорганизмов пиво пастеризуют или подвергают стерилизующей фильтрации.
|
Лист |
|
75 |
Заключение
В данном курсовом проекте рассмотрено производство пива с использованием светлого и карамельного солодов. На листах формата А1 представлены показатели качества готового продукта, принципиально-технологическая схема, машинно-аппаратурная схема, план на отм. 0,00. На основании продуктового расчета и подбора оборудования описана машинно-аппаратурная схема производства пива. На четвертом листе представлен план на отм. 0,00, где показано отделение водоподготовки, силосное отделение, отделение подготовки солода и хмеля, отделение брожения, дображивания, розлива пива, склад готовой продукции.
В рассмотренной технологии предусматривается применение оборудования позволяющего снизить трудоемкость производства, себестоимость товарной продукции, повысить производительность труда, обеспечить прибыль от продаж, улучшить качество готового пива и может в полном объеме удовлетворить потребности потребителя.
|
Лист |
|
76 |
Список использованных источников
- Драгилев, А.И., Дроздов В.С. Технологическое оборудование предприятий перерабатывающих отраслей АПК / А.И. Драгилев. –М.: Колос, 2001. – 352с.
- Ермолаева, Г.А., Колчева Р.А. Технология и оборудование производства пива и безалкогольных напитков / Г.А. Ермолаева. –М.: ИРПО; Изд. Центр «Академия», 2000. – 416с.
- Калунянц, К.А. Технология солода, пива и безалкогольных напитков / К.А. Калунянц. –М.: Пищевая промышленность, 1992. – 367с.
- Ковальская, Л.П. Технология пищевых производств / Л.П. Ковальская, И.С. Шуб, Г.М. Мелькина. – М.: Колос, 1997. – 752 с.
- Мальцев, П.М. Технология солода и пива / П.М. Мальцев. – М.: Пищевая промышленность, 1964. – 525с.
- Мальцев, П.М. Технология бродильных производств / П.М. Мальцев. – 2-е изд., перераб. и доп. – М.: Пищевая пром-сть, 1980.- 560 с.
- Меледина, Т.В. Сырье и вспомогательные материалы в пивоварении / Т.В. Меледина. – СПб.: Ппрофессия, 2003. – 304 с.
- Николаева, М.А. Товарная экспертиза / М.А. Николаева. – М.: Издательский дом «Деловая литература», 1998. – 288 с.
- Позняковский, В.М. Гигиенические основы питания и экспертизы продовольственных товаров / В.М. Позняковский. – Новосибирск: Издательство Новосибирского университета, 1996. – 232 с.
- Покровская, Н.В. Биологическая и коллоидная стойкость пива / Н.В. Покровская, Я.Д. Казанер. – М.: Пищевая промышленность, 1978. – 315 с.
- Сапожник, И.И. Изменение качества пива во время хранения / И.И. Сапожник // Товароведение. – 1986. – Вып. № 19. – 281 с.
- Фараджева, Е.Д. Общая технология бродильных производств / Е.Д. Фараджева, В.А. Федоров. – М.: «Колос», 2002. – 408 с.
Чертежи:
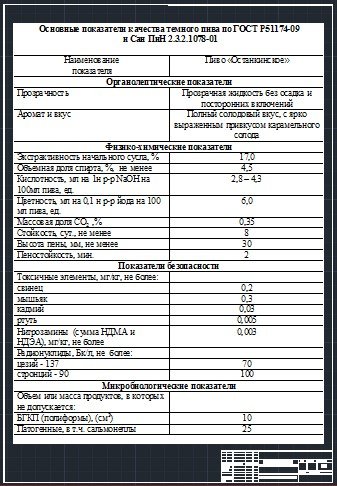
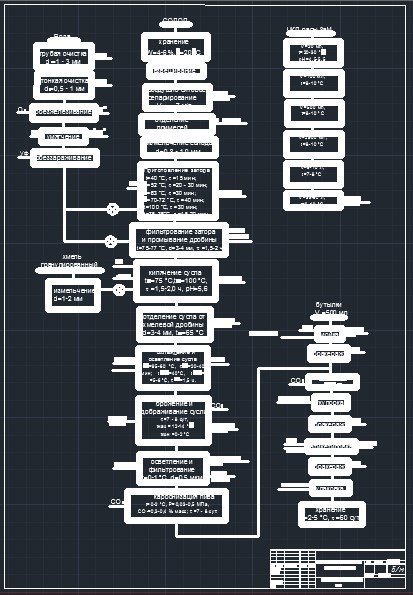
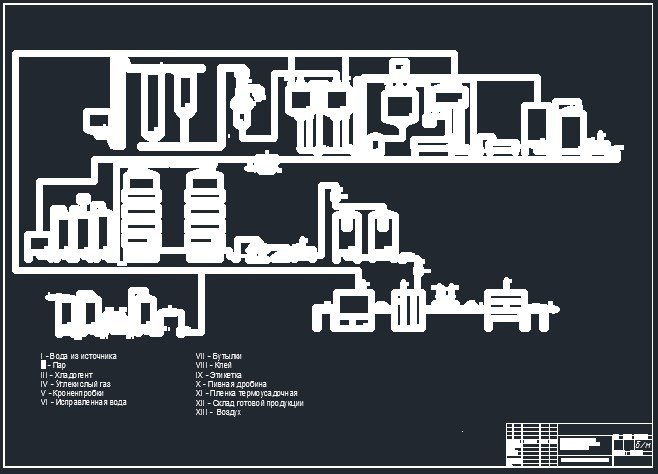
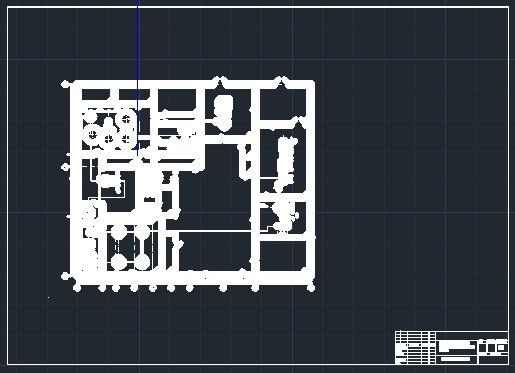
Скачать: