Производство стеклоцементных конструкций состоит из трех основных технологических процессов:
1. Приготовление цементной или полимерцементной суспензии, 2. Изготовление стеклоцемента и конструкций из него одним из выбранных приемов, 3. Уход за твердеющим стеклоцементом.
Для приготовления цементной суспензии любого состава используют строительные растворомешалки, как правило, малой емкости (50...80 л). Объясняется это, во-первых, тем, что изделия тонкостенные, следовательно, материалоемкость их невелика, во-вторых, цемент необходимо как можно быстрее уложить в дело, не допуская его схватывания.
Качество стеклоцемента прямо зависит от приготавливаемой цементной или полимерцементной суспензии. Поэтому необходим строгий контроль активности используемого цемента, качества добавок и водоцементного отношения, которое обычно составляет 0,4...0,6. По возможности следует снижать В/Ц, но без ущерба для качества пропитки стекловолокна.
При уменьшении В/Ц увеличивается прочность цементного камня в стеклоцементе, но ухудшается пропитка стекловолокнистых материалов. Для повышения пластичности цементной суспензии при низком В/Ц в состав можно вводить пластификаторы, что повышает удобство работы со стеклоцементом и качество склеивания волокон между собой. Добавки и пластификаторы вводят и состав цементной суспензии с водой затворения.
Основные методы изготовления стеклоцемента: смешивание компонентов с последующей укладкой смеси в форму;
контактное формование;
напыление компонентов стеклоцемента па форму; намотка;
центрифугирование; вибропогружеиие волокна; виброэкструзия; мокрое формование.
Каждый из перечисленных методов можно заканчивать прессованием, вакуумированием, вибрированием, гнутьем сырого стеклоцемента для придания нужной конфигурации, экструзией. Выбор того или иного технологического приема зависит от трех основных факторов: вида армирующего стекловолокнистого компонента; конфигурации стеклоцементной конструкции; назначения ее и требуемых физико-механических показателей стеклоцемента.
Метод смешивания
Метод смешивания компонентов (стекловолокна и суспензии) применяют при использовании коротких стеклянных волокон: штапельного волокна или рубленого стеклоровинга. Трудность его реализации заключается в равномерном распределении волокон в цементной матрице и сохранении их прямолинейности в композиции.
Обычные приемы перемешивания тонких стеклянных волокон с цементной суспензией (подобно тому как смешивают компоненты бетона) не приводят к обеспечению дисперсной структуры армирования. Волокна скатываются в комки-гранулы, связь между которыми осуществляется только за счет склеивания в местах поверхностного контакта гранул. Чем длиннее волокна, тем интенсивнее происходит их комкообразование, и наоборот — диспергирование коротких волокон упрощает эту задачу. Комкование исключено при использовании грубых волокон диаметром более 100 мкм. Однако такие волокна очень хрупкие и в процессе перемешивания интенсивно дробятся, что отрицательно сказывается на прочности композиционного материала при изгибе и растяжении.
В промышленных масштабах отработаны два способа смешивания стеклянных волокон и цементной суспензии.
Первый заключается в том, что штапельные волокна вводят в цементную пеномассу, а не в обычный цементный раствор. Наличие пузырьков воздуха, вовлеченных пенообразователем в цементную суспензию, обеспечивает диспергирование волокон с ориентацией их в трех направлениях. Для этой цели необходимо использовать высокооборотистые лопастные смесители (более 100 об/мин).
Затвердевшая масса представляет собой ячеистый цементный камень, дисперсно армированный волокном. Для получения плотного конструкционного стеклоцемента на основе штапельных волокон и пеномассы необходимо по окончании перемешивания вводить в смеситель осадители пены или интенсивно вибрировать стеклоцементную массу в форме.
Второй способ — рубленое стекловолокно (отрезки стеклоровинга длиной 25...30 мм) диспергируют перемешиванием с полусухой цементной массой (В/Ц=0,2...0,25) в быстроходных смесителях. После перемешивания сырую стеклоцементную композицию прессуют в форме. Если прессование невозможно, то ее разжижают водой до требуемой пластичности и укладывают в форму, после чего уложенную массу виброуплотняют.
Вследствие использования коротких волокон и их хаотического расположения метод смешивания компонентов не позволяет достичь столь высоких показателей прочности стеклоцемента на растяжение и изгиб, как при использовании непрерывного волокна в виде тканей, сеток, холстов. Вместе с тем, при равных количествах диспергированного волокна прочность на сжатие стеклоцемента, приготовленного в смесителе, выше, чем полученного другими методами. Волокна в нем ориентированы в трех плоскостях.
Контактный метод
Контактное формование — наименее поддающийся механизации процесс изготовления стеклоцемента. Он заключается в последовательной укладке в форму слоев стекловолокнистого материала и цементной суспензии с уплотнением каждого слоя торцеванием или прокатыванием резиновым рифленым валиком. Этот метод прост, не требует высокой квалификации рабочих, больших затрат на оборудование и технологическую оснастку, обеспечивает высокие показатели прочности стеклоцемента. Однако он малопроизводителен. При формовании занято большое число рабочих. Особенно это проявляется при изготовлении крупногабаритных конструкций.
Применяют метод при индивидуальном и мелкосерийном изготовлении стеклоцементных конструкций и деталей, а также при изготовлении большеразмерных конструкций сложной конфигурации, когда механизация технологического процесса затруднена.
На поверхность формы, покрытой антиадгезионной смазкой, сначала наносят цементную суспензию, а затем — слой армирующего стекловолокнистого материала, после чего происходит их уплотнение торцеванием или укаткой. Количество волокна и цемента должно быть в таком соотношении, чтобы волокна пропитывались полностью, но без излишка суспензии. Толщина одного слоя стеклоцемента 0,8...1,5 мм. Необходимая толщина изделия достигается укладкой соответствующего числа слоев.
При наличии в конструкции гофров, резких выступов или впадин начинают укладывать стеклоцемент в опалубку именно с этих участков небольшими порциями. Первоочередное заполнение стеклоцементом углов и впадин, обрамление отверстий позволяет не допустить образования в этих местах воздушных пузырей и отслаивания, а также уменьшает трудность укладки в углах рулонных стекловолокнистых материалов.
В некоторых случаях в связи со сложной конфигурацией изделия возможна укладка стеклоцемента в форму следующим образом. Стекловолокнистый материал (отрезки стеклоровинга, стеклоткани, холста) окунают в цементную суспензию, вручную пропитывают ею, отжимают избыток суспензии и полученный таким образом сырой стеклоцемент укладывают в форму, где его разравнивают и уплотняют. Необходимо стремиться, чтобы лицевая поверхность изделия при формовании была обращена к форме.
Метод напыления
Этот метод — вариант контактного формования, когда механизирован процесс укладки стекловолокна (стеклоровинга) и цементной суспензии. Он исключает ручные операции раскроя армирующих материалов и укладки их в форму, механизирует операцию нанесения цементного связующего. Все это обеспечивает повышение производительности труда и снижение стоимости изделий из стеклоцемента по сравнению с изготовленными контактным методом.
Процесс изготовления стеклоцемента этим методом состоит в том, что на форму при помощи инжекционного сопла наносят цементную суспензию, а затем при помощи пневматическое го пистолета-напылителя (ППН) наносят рубленый на отрезки длиной 30...60 мм стеклоровинг.
Работа ППН заключается в том, что подаваемый с бобины стеклоровинг ложится на резиновый валик и рубится на отрезки, которые попадают в струю сжатого воздуха и выбрасываются из механизма на только что нанесенную цементную суспензию. ППН представляет собой пневматический двигатель с редуктором и специальной приставкой для резки и распыления стеклоровинга. Двигатель с редуктором от пневмоинструмента (пневмодрели) с частотой вращения более 2000 об/мин.
ППН можно укомплектовать соплом для синхронной с волокном подачи цементной суспензии.
Напыление компонентов сопровождают уплотнением каждого слоя путем торцевания или прокатыванием резиновым рифленым уплотняющим валиком. Производительность напыления можно увеличить за счет одновременной рубки двух-трех ровингов одним ППН и соответствующим увеличением производительности инжекционного сопла для цементной суспензии. Изготовление стеклоцемента напылением механизирует процесс формования, позволяет использовать наиболее дешевую разновидность конструкционного стекловолокнистого материала — стеклоровинга.
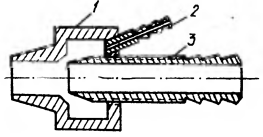
Рис. 1. Инжекционное сопло для нанесения цементной суспензии:
1 — корпус; 2 — штуцер для подвода сжатого воздуха; 3 — подвод цементной суспензии.
Метод намотки
Изделия и конструкции, имеющие форму тела вращения, изготовляют методом намотки. С его помощью можно получить также конструкции, образующиеся после разрезки тела вращения на несколько частей.
Метод заключается в наматывании на вращающуюся форму, определяющую внутреннюю конфигурацию и размеры изделия, рулонных стекловолокнистых материалов (стеклоровинга, стеклосеток, стеклотканей, стеклохолстов, стеклонитей) и пропиткой их суспензией. Пропитывают стекловолокнистые рулонные материалы в цементной суспензии перед укладкой на вращающуюся форму либо в момент прикосновения к форме. Этот технологический прием производителен и обеспечивает прочность стеклоцемента при растяжении и изгибе. Достоинство метода — возможность точного учета содержания стекловолокна в стеклоцементе и ориентировании волокон в требуемом направлении, что обеспечивает необходимую и стабильную прочность стеклоцемента во всех сечениях конструкции.
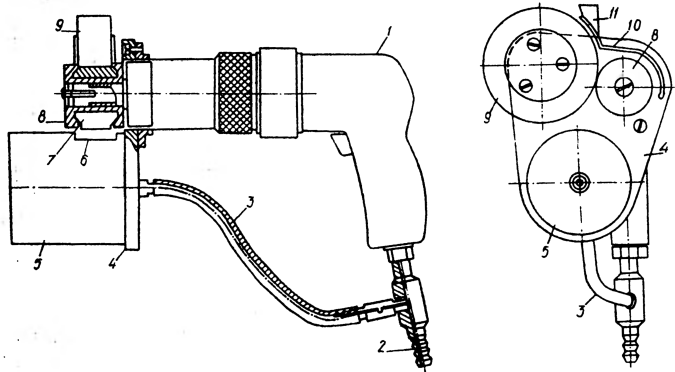
Рис. 2. Пневматический пистолет-напылитель стекловолокна:
1—пневмопривод; 2 —штуцер для подвода сжатого воздуха; 3 — отвод сжатого воздуха в диффузор; 4 — панель крепления диффузора и механизма резки стеклоровинга; 5 — диффузор; 6 — вырез в диффузоре, куда падает рубленый стеклоровинг; 7 — нож для резки стеклоровинга; 8 — барабан с ножами; 9 — резиновый бандаж, на котором ножи рубят стеклоровинг; 10 — предохранительный щиток; 11 — трубка, направляющая стеклоровинг в режущее устройство.
Недостаток этого метода — в зависимости качества материала от квалификации рабочего, ибо количество укладываемого волокна оценивают визуально. Сравнительно небольшое содержание волокна (около 3 %), небольшая длина стеклянных волокон и их хаотическое расположение в плоскости армирования не обеспечивают максимальной прочности стеклоцемента. Вместе с тем, этот метод широко распространен при устройстве гидроизоляпионнных и антикоррозионных покрытий, для изготовления многих изделий.
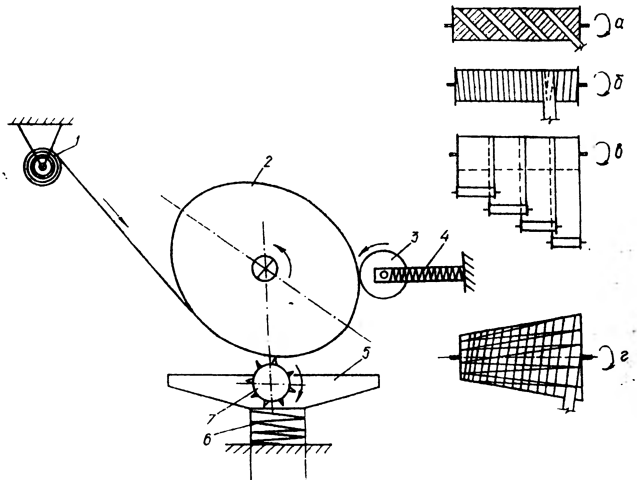
Рис. 3. Схема изготовления стеклоцементных изделий методом намотки:
а — спиральная намотка; б — продольная намотка от полюса к полюсу; в — намотка перпендикулярно оси вращения; г — намотка в двух взаимно перпендикулярных направлениях;
1 — рулонный стекловолокнистый материал; 2 — вращающийся пуансон; 3 — прижимной ролик; 4 — поджимающее устройство прижимного ролика; 5 — ванна с цементной суспензией; 6 — поджимное устройство; 7 — резиновым питатель.
Особенность метода намотки — необходимость предотвращения обвисания сырого стеклоцемента (под собственным весом) в нижней части формы вращения, а также возможность обрыва пропитанного цементной суспензией стекловолокнистого материала пути от пропиточной ванны до формы в случае применения, слабых материалов (например, холстов на водорастворимой смазке). Обвисание сырого стеклоцемента в нижней части формы увеличивается по мере утолщения конструкции. Его ликвидируют путем обжатия сырого изделия полиэтиленовой пленкой, резиновой лентой либо установкой сырого изделия в соответствующую форму-кондуктор. Обрыв предварительно пропитанного стекловолокнистого материала можно предотвратить применением устройств, устраняющих возникновение усилий в пропитанном материале.
В зависимости от направления, соотношения скорости вращения формы и скорости намотки различают четыре системы намотки: спиральную (двухосевую), продольную от полюса к полюсу перпендикулярную оси вращения и намотку в двух взаимно перпендикулярных направлениях.
При спиральной системе угол намотки изменяется в пределах от 15 до 90°. Рулонному стекловолокнистому материалу сообщают возвратно-поступательное перемещение вдоль формы на величину обеспечивающую сплошное покрытие формы. При продольной намотке стеклонити, стеклоровинг или рулонные материалы укладывают на форму от полюса к полюсу с очень малым углом к продольной оси вращения.
При намотке перпендикулярно оси вращения используют рулонные материалы, разматываемые с закрепленных рулонов В этом случае стекломатериал укладывают на вращающуюся форму с постоянным перехлестом одного полотнища другим, с утолщением в местах перехлеста смежных полотнищ. При намотке во взаимно перпендикулярных направлениях разматываемый стекломатериал из бобины или рулона укладывают на поверхность конической формы поперек и вдоль образующей конуса.
Систему намотки выбирают в зависимости от конфигурации изделия, его размеров, требуемой прочности, используемого стекловолокнистого материала. Каждая система требует специальных намоточных станков определенной конструкции, обеспечивающих укладку стекломатериалов в требуемом направлении.
Существенное влияние на прочность стеклоцемента оказывает не только качество пропитки стекловолокна, но и качество его укладки. Поэтому устройство для укладки ровинга или рулонных материалов должно обеспечивать их расположение на вполне определенных участках изделия с некоторым натяжением. Этого легко добиться при намотке цилиндров, но гораздо больше трудностей возникает при намотке изделий сложной конфигурации. В этом случае приходится применять устройства с копирующими и программными элементами управления. Для того чтобы изделия имели равномерную толщину и прочность, возвратно-поступательное движение наматываемого стекловолокнистого материала должно соответствовать диаметру формы-оправки при постоянной скорости её вращения. Формы-оправки, на которые наматывают изделия и стеклоцемента, могут быть жесткими и эластичными. Жесткие оправки изготовляют из металла, дерева, пластмассы, стеклоцемента, бетона. Конструкция должна обеспечивать возможность их извлечения из затвердевшего стеклоцементного изделия за счет разъемности или соответствующих технологических уклонов.
Перёд началом формования оправку покрывают антиадгезионным покрытием.
Эластичные формы-оправки представляют собой надуваемые воздухом или заполняемые жидкостью резиновые емкости, которые в наполненном состоянии образуют форму будущего стеклоцементного изделия. Распалубку изделия осуществляют за счет опорожнения эластичной формы-оправки.
Метод основан на послойной укладке цементной суспензии и рубленого стеклоровинга в ложковый питатель и подаче этой смеси во вращающуюся форму при изготовлении центрифугированных стеклоцементных труб. Попадая на стенки вращающейся формы, стеклянные волокна распределяются во всех направлениях по поверхностным, параллельным поверхности трубы. Загрузка и распределение формовочной смеси осуществляется при угловой скорости формы 7..об/мин, уплотнение — при скорости 200 об/мин. Время уплотнения 5...6 мин.
Центрифугирование стеклоцемента осуществляется в оснастке для изготовления железобетонных центрифугированных труб и позволяет получить плотный трещиностойкий материал. Толщина стенок при этом может быть в 1,5...2 раза меньше, чем железобетонных труб.
Метод вибропогружения стекловолокна
Пропитка стекловолокна цементным связующим возможна с помощью вибрации, что реализуется как технологический прием изготовления стеклоцемента. Метод применим для получения плоских стеклоцементных элементов. Заключается в следующем. На подготовленную к работе опалубку равномерно укладывают заранее рассчитанное количество цементной суспензии, поверх которой также равномерно раскладывают необходимое количество стекловолокна (рулонные стекломатериалы, рубленый стеклоровинг). Затем на опалубку поверх стекловолокна устанавливают пригруз, создающий давление, необходимое для прижатия стекловолокна к связующему. После этого форму вибрируют на вибростоле навесными вибраторами или вибропригрузом. Под действием вибрации стекловолокно погружается в подвижное цементное связующее, армируя формуемое изделие.
Этот метод удобен при необходимости обеспечения большого содержания (20...25 %) стекловолокна в стеклоцементе и позволяет работать при пониженном водоцементном отношении связующего (0,4...0,45).
Вибропогружение волокна — технологически простой метод. Однако он не универсален, так как не пригоден для погружений волокна на вертикальных или наклонных поверхностях, где под действием вибрации будет происходить оползание стеклоцемента. Затруднен в этом случае и контроль за равномерностью распределенния стекловолокна по толщине стеклоцементного изделия.
Метод разработан для изготовления конструкционного базальтоцемента, представляющего собой портландцементный камень дисперсно армированный грубым (диаметром более 100 мкм) штапельным волокном. Суть метода в следующем. На транспортерную ленту из бункера подается цементно-песчаный раствор, а из вибробункера дозируется грубое штапельное волокно. Такой «пирог» поджимается валиком, втапливающим волокно в раствор, после чего масса попадает в вибробункер и оттуда — в опалубку. Заполненная массой опалубка поступает в зону естественного или ускоренного твердения.
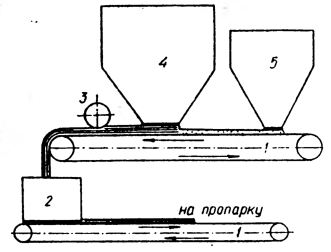
Рис. 4. Схема изготовления конструкционного базальтоцемента методом виброэкструзии:
1— транспортерная лента; 2 —смесь грубого базальтового волокна и цементнопесчаного раствора; 3 — прижимной валик; 4 — вибробункер с грубым базальтовым волокном; 5 — бункер с цементнопесчаным раствором.
Метод позволяет получить на грубом базальтовом волокне базальтоцемент прочностью, МПа:
При сжатии.............60...100
При изгибе..............Около 16
При растяжении............7
Метод мокрого формования
Если из-за тонкостенности или малых размеров фасонных изделий опалубка не может быть заполнена стеклоцементом, изготовляемым уже описанными выше методами, ее заполняют прядями стекловолокна, предварительно пропитанными цементной суспензией. Эту операцию выполняют вручную. Пучок срезов однонаправленного волокна окунают в цементную суспензию, расправляют его там так, чтобы не осталось сухих волокон. Затем над емкостью со связующим отжимают излишек последнего скользящим движением сжатых пальцев. Укладывают пропитанные пряди вдоль волокон так, чтобы их стыки перекрывались. Необходимо также следить за тем, чтобы между прядями не оставались воздушные пузыри.
Этот технологический прием нельзя рекомендовать для серийнoro производства конструкций, тем более крупноразмерных, но в сочетании с другими методами он удобен для заполнения ребер, создания местных утолщений. Наиболее часто мокрое формование используют в гидроизоляционных работах при герметизации полостей вокруг трубопроводов, пронизывающих стенки резервуаров, а также в малых архитектурных формах и скульптуре.
Метод гнутья конструкций в сыром состоянии
Некоторые виды стеклоцементных конструкций сложной формы можно создать путем изготовления плоских элементов с последующим гнутьем их в сыром состоянии. Такие элементы изготовляют на горизонтальной поверхности опалубки одним из вышеуказанных методов. После гнутья они приобретают требуемую форму. Изгибают их до того как цемент схватился путем изменения формы опалубки, в которой формовался плоский элемент. В опалубке должна быть сохранена измененная форма до тех пор пока стеклоцемент не наберет прочность, позволяющую разопалубить изделие. В зависимости от вида конструкции опалубка может быть гибкой (тонкий лист металла, пластика или пленки) или жесткой. Деформирование последней достигается за счет устройства шарниров. Этот прием позволяет исключить сложный процесс укладки слоев стеклоцемента на вертикальные, наклонные и «потолочные» плоскости опалубки.
Гнутьем целесообразно изготовлять профили типа уголков, швеллеров, гофрированных, волнистых, коробчатых элементов. Метод индустриален и перспективен.
Метод вторичного формообразования
Суть метода в том, что требуемые форма и габариты стеклоцементной конструкции достигаются в результате деформирования (изгибания или разгибания) стеклоцементного полуфабриката после его полного затвердения. Метод основан на свойстве стеклоцемента при определенном проценте армирования переносить, большие деформации в упругой стадии без разрушения. Процесс, формообразования осуществляется в два этапа. В течение первого, изготовляют стеклоцементный полуфабрикат, обычно в виде листа или элемента вращения. После полного затвердевания стеклоцементного полуфабриката осуществляют второй этап — полуфабрикат подвергают вторичному формообразованию. Под деиствием механических усилий, но в пределах упругих деформаций, его реформируют, придавая требуемую форму конструкции, и фиксируют в таком состоянии.
Пример промышленного использования этого метода—технология изготовления стеклоцементных гидро- и атмосферозащитных оболочек тепловой изоляции трубопроводов и других производственных агрегатов. Для этой цели в течение первого технологического этапа методом намотки на обечайку стеклоткани или стеклосетки, пропитанных водоцементной или водополимерцементной пензией, изготовляют полуфабрикат в виде непрерывной стеклоцементной ленты шириной около 1 м и толщиной 1,5...2 мм.
Во избежание склеивания слоев стеклоцементной ленты между ними в процессе намотки вводят пленочный разделительный слой. После наматывания должного количества слоев (50...100 и более) обечайку вместе с многослойным рулоном намотанной стеклоцементной ленты снимают с наматывающего устройства и отправляют в камеру твердения. Производительность установки 300 тыс. м2 стеклоцемента в год.
В течение второго технологического этапа затвердевшую стеклоцементную ленту превращают в конструкцию. Для этого разрезают весь рулон фрезой по образующей и снимают с обечайки стеклоцементные незамкнутые цилиндры-оболочки разного диаметра или, разматывая весь рулон, режут стеклоцементную ленту на отрезки нужной длины. После этого приступают к изготовлению стеклоцементной конструкции на месте ее монтажа. Например, для устройства защитных конструкций тепловой изоляции трубопроводов стеклоцементные незамкнутые цилиндры-оболочки разгибают, изменяя их диаметр в 1,5...2 и более раза, а затем надевают на защищаемую трубу с перехлестом краев оболочки по образующей и закрепляют их самонарезными винтами. В результате такого вторичного формообразования полуфабрикат приобретает требуемую форму стеклоцементной конструкции. Подобным способом можно изготовлять конструкции другого назначения из стеклоцементной ленты или плоских листов путем их деформирования после полного затвердевания цементной матрицы.
Производство оеклоцементных конструкций методом вторичного формообразования получило промышленное развитие на предприятиях Минмонтажспецстроя РФ для производства описанных выше гидро- и атмосферозащитных стеклоцементных оболочек вместо ранее применяемых конструкций из листового металла, асбестоцемента, стеклопластика или асбестоцементной штукатурки по стальной сетке.
Дополнительное упрочнение стеклоцемента
Существует два приема, позволяющих дополнительно повысить прочность стеклоцемента после его формовки, а следовательно, и увеличить несущую способность стеклоцементной конструкции. Оба они сводятся к уменьшению пористости конструкционного стеклоцемента.
Первый вариант решения этой задачи — подпрессовка сырого (незатвердевшего) стеклоцемента или его вакуумирование для удаления лишней влаги и воздуха. Плоские стеклоцементные элементы можно оставлять твердеть под пригрузом. Однако для изделий объемной конфигурации этот прием не всегда пригоден. В этом случае целесообразно уплотнять сырое изделие с помощью «резинового мешка», как это принято в технологии стеклопластиков. Закачиваемый в «резиновый мешок» воздух, вода
или пар обеспечивают равномерное давление по всей поверхности изделия. Одновременно исключается его пересыхание. Избыточное давление, подаваемое на эластичную диафрагму, достигает 0,01...0,2 МПа, что обеспечивает получение высокопрочных изделий. Если давление создается теплой средой (горячий воздух, вода, пар), то. одновременно сокращаются сроки набора прочности изделиями и увеличивается оборачиваемость технологической оснастки.
Недостаток формования с применением повышенного давления — необходимость использования форм прочной и жесткой конструкции, способных его выдержать. Однако при массовом производстве стеклоцементных изделий этот метод оправдывает себя экономически.
Второй вариант уменьшения пористости стеклоцемента, а следовательно, его упрочнения — заполнение пор затвердевшего материала путем пропитки его полимерами.
Стабилизация структуры цементного камня в результате его пропитки способствует улучшению физикомеханических показателей стеклоцемента, в том числе его долговечности. При пропитке стеклоцемента полимерами значительно улучшается сцепление волокон с цементным камнем, что особенно важно при большом проценте армирования (более 15...20 %).
Существенный результат пропитки стеклоцемента полимерами— уменьшение водопоглощения материала до 0,3...1 %, а также повышение износостойкости при истирании в 5...8 раз. Прочность при сжатии и изгибе пропитанных полимером стеклоцементных образцов в 3...5 раз выше чем непропитанных. Так, например, образцы, изготовленные на портландцементе методом напыления при содержании волокна 3 % и В/Ц=0,42 через 12 сут нормального твердения, пропитанные метилметакрилатом (привес полимера 25 %), увеличили прочность по сравнению с непропитанными: при сжатии с 26,3 до 135 МПа, при изгибе с 11,6 до 31,7 МПа [6]. Кроме этого, резко возросла долговечность стеклоцемента.
Технология пропитки стеклоцементных изделий включает процесс их сушки, т. е. освобождение порового пространства от влаги с целью заполнения пор пропитывающим составом. Для удаления влаги изделия можно подвергать естественной или искусственной сушке одним из способов: контактным, конвективным, радиационным, вакуумным, токами высокой частоты и их сочетанием. Сушить стеклоцементное изделие перед пропиткой допускается только по достижении 100 %-ной прочности стеклоцемента. Недопустима сушка свежеотформованного материала. При сушке необходимо стремиться к равномерному удалению влаги во избежание коробления изделий и возникновения деструктивных явлений в цементном камне. В связи с этим сушить стеклоцемент следует при плавных, подъемах и понижениях температуры. Температура прогрева не должна превышать 60 °С.
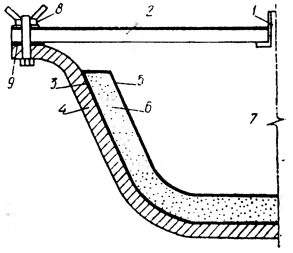
Рис. 5. Уплотнение сырого стеклоцемента с помощью «резинового мешка»:
1— подача и спуск сжатого воздуха; 2 — крышка формы; 3 — антиадгезионная смазка; 4 —форма; 5 — эластичная диафрагма; 6 — сырой стеклоцемент; 7 — полость, заполненная сжатым воздухом; 8 — запирающее устройство; 9 — герметизирующая прокладка.
Пропитка стеклоцемента полимером — важная технологическая операция. И от того, насколько глубоко и полно удастся пропитать стеклоцемент, зависят свойства конечного продукта. В зависимости от габаритов изделия, технических возможностей производства, свойств пропитывающих веществ и требований, предъявляемых к изделию, изделия пропитывают, погружая их в ванну с полимером, разливая полимер по поверхности изделия или путем многократного нанесения пропитывающего вещества па поверхность изделия помощью кисти, краскопульта и други приспособлений. В зависимости от толщины изделия, метода пропитки и проникающих Свойств полимера пропитка может быть полная (нa всю толщину изделия) или неполная (поверхностная) — лишь на некоторую глубину от поверхности изделия. Необходимо, чтобы пропитывающие Материалы были низкой вязкости. Для пропитки обычно применяют растворы некоторых смол в стироле. В результате сополимеризации стирола с мономерами получают модифицированные полимерные материалы, введенные в структуру стеклоцемента. Для поверхностной пропитки стеклоцементных изделий можно применять эпоксидные смолы, разжиженные до требуемой вязкости ацетоном, а также лаки — этинолевый, фенольный, кремний-органические.
Для повышения гидроизоляционных свойств стеклоцемента или снижения водопоглощения его поверхность пропитывают жидкими составами на основе переработки нефти и каменного угля (нефтяные битумы, каменноугольный пек, озокерит, петролатум, парафин). В этом случае пропиточный состав проникает в поры и капилляры стеклоцемента, но на сравнительно небольшую глубину, так как обладает, как правило, высокой вязкостью. Заполнение пop и капилляров поверхностного слоя понижает водопоглощение стеклоцемента. Однако их прочность не изменяется, ибо сам пропиточный состав обычно небольшой прочности.
Чаще всего для улучшения пропитки вязкость пропиточных составов на основе нефтепродуктов понижают нагреванием до определенной температуры или разжижением растворителями, а изделия предварительно высушивают и, если возможно, вакуумируют.
Используемая литература: Бирюкович К. Л. и др.
Б64 Стеклоцемент в строительстве / К. Л. Бирюкович, Ю.
Бирюкович, Д. Л. Бирюкович.— К.: Буд1вельник, 1986.— 96
ил.— Библиогр.: с. 96.
Скачать реферат:
Пароль на архив: privetstudent.com