Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Тюменский государственный нефтегазовый университет»
Институт промышленных технологий и инжиниринга
Кафедра переработки нефти и газа
ДОПУСТИТЬ К ЗАЩИТЕ
Зав. кафедрой ПНГ
__________________________
Фамилия И.О.
«____»______________2016 г.
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ МАУ- 4 НИЖНЕВАРТОВСКОГО ГПК до 2,6 млрд. м3 в год по сырью
пояснительная записка
к бакалаврской работе
БР.18.03.01.250/119а.415.2015.00.ПЗ
НОРМОКОНТРОЛЕР: РУКОВОДИТЕЛЬ:
____________________ ____________________
должность, ученая степень должность, ученая степень
____________________ Таранова Л.В.
Фамилия И.О.
РАЗРАБОТЧИК:
студент группы__________
Мустафин Р. А
Бакалаврская работа
защищена с оценкой__________
Секретарь ГЭК_______________
Фамилия И.О.
Тюмень, 2016
ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ
Кафедра переработки нефти и газа
«УТВЕРЖДАЮ»:
Зав.кафедрой_____________А.Г.Мозырев
ЗАДАНИЕ
на выпускную квалификационную работу
Ф.И.О. студента: Мустафин Роберт Азатович
Тема ВКР: Повышение производительности МАУ-4 Нижневартовского ГПК до 2,6 млрд м3 в год по сырью.
Тема утверждена приказом по институту от «____» ________________ 20____ г. № ____
Срок представления законченной ВКР на кафедру - 15 июня 20____ г.
Исходные данные к ВКР: производственные и литературные.
Перечень подлежащих разработке вопросов в расчетно-пояснительной записке:
Реферат.
Содержание.
Введение.
Список сокращений и условных обозначений.
- Литературный обзор.
- Технологическая часть.
- Выбор и обоснование технологической схемы производства.
- Характеристика сырья и готовой продукции.
- Принципиальная технологическая схема производства с описанием.
- Материальный баланс производства.
- Расчёт основного оборудования (с расчётом материальных и тепловых балансов
аппаратов, их технологических характеристик и параметров).
- Расчёт вспомогательного оборудования производства.
- КИП и автоматизация производства.
- Механическая часть
Заключение.
Список использованных источников.
Приложения – графическая часть проекта на листах формата А3.
Перечень обязательного графического материала на листах формата А3:
- Технологическая схема производства.
- КИП и автоматизация основного аппарата установки.
- Механический чертёж основного аппарата.
Дата выдачи задания: «_____»____________ 2016 г.
Руководитель работы:__________________________________________________
Задание принял к исполнению:
__________________________________________________
СОДЕРЖАНИЕ
|
Введение…………………………………………...………………………. |
6 |
|
Перечень сокращений и условных обозначений....................................... |
9 |
|
1. Литературный обзор................................................................................. |
12 |
|
1.1. Месторождение газа и газового конденсата........................................ |
12 |
|
1.2. Переработка углеводородных газов..................................................... |
13 |
|
1.3. Характеристика первичных углеводородных газов и конечных продуктов их переработки........................................................................... |
14 |
|
1.4. Технологические процессы на газоперерабатывающих заводах...... |
16 |
|
1.5. Требования и показатели качества....................................................... |
22 |
|
1.6. Особенности проектирования и эксплуатации газоперерабатывающих установок и заводов............................................ |
28 |
|
1.7. Извлечение тяжелых углеводородов из газа....................................... |
29 |
|
1.8. Технологические схемы установок НТК и НТР................................. |
35 |
|
2. Технологическая часть............................................................................. |
45 |
|
2.1. Выбор и обоснование технологической схемы производства........... |
45 |
|
2.2. Характеристика сырья и готовой продукции...................................... |
47 |
|
2.3. Описание технологической схемы производства............................... |
51 |
|
2.4. Материальный баланс производства................................................... |
65 |
|
2.5. Расчет основного оборудования.......................................................... |
69 |
|
2.5.1. Расчет сепаратора охлажденного газа С-1....................................... |
69 |
|
2.5.1.1. Материальный баланс сепаратора охлажденного газа................ |
69 |
|
2.5.1.2. Технологический расчет сепаратора С-1...................................... |
73 |
|
2.5.2. Расчет сепаратора – газоотделителя................................................. |
74 |
|
2.5.2.1. Материальный баланс сепаратора – газоотделителя................... |
75 |
|
2.5.2.2. Технологический расчет сепаратора С – 2.................................. |
77 |
|
2.5.3. Технологический расчет деметанизатора........................................ |
78 |
|
2.5.3.1 Технологический расчет сепарационной части деметанизатора.. |
79 |
|
2.5.3.1.1. Материальный баланс сепарационной части............................ |
79 |
|
2.5.3.2. Технологический расчет отгонной части деметанизатора.......... |
83 |
|
2.5.3.2.1. Материальный баланс отгонной части....................................... |
83 |
|
2.5.3.2.2. Расчет температуры и давления в отгонной части колонны.... |
83 |
|
2.5.3.2.3. Материальный потоки секции питания...................................... |
85 |
|
2.5.3.2.4. Число тарелок в колонне.............................................................. |
87 |
|
2.5.3.2.5. Тепловая нагрузка кипятильника колонны................................ |
89 |
|
2.5.3.2.6. Диаметр колонны.......................................................................... |
91 |
|
2.5.3.2.7. Высота колонны............................................................................ |
95 |
|
2.5.3.2.8. Расчет основных диаметров штуцеров....................................... |
96 |
|
2.5.4. Технологический расчет деэтанизатора К-2..................................... |
100 |
|
2.5.4.1. Материальный баланс аппарата...................................................... |
100 |
|
2.5.4.2. Расчет температуры и давления..................................................... |
100 |
|
2.5.4.3. Материальный потоки секции питания......................................... |
107 |
|
2.5.4.4. Число тарелок в колонне................................................................. |
109 |
|
2.5.4.5. Тепловая нагрузка конденсаторов колонны.................................. |
111 |
|
2.5.4.6. Тепловая нагрузка кипятильника колонны................................... |
113 |
|
2.5.4.7. Диаметр колонны............................................................................. |
115 |
|
2.5.4.8. Высота колонны............................................................................... |
121 |
|
2.5.4.9. Расчет основных диаметров штуцеров.......................................... |
122 |
|
2.6. Расчет вспомогательного оборудования............................................. |
126 |
|
2.6.1. Расчет и подбор емкости орошения колонны К – 2......................... |
126 |
|
2.6.2. Расчет и подбор насосов..................................................................... |
127 |
|
2.6.3. Расчет и подбор теплообменников................................................... |
128 |
|
3. КИП и автоматизация производства...................................................... |
131 |
|
3.1. Задача автоматизации производства................................................... |
131 |
|
3.2. Автоматизации установки переработки нефтяного газа.................... |
131 |
|
3.2.1. Блок программирующего устройства............................................... |
131 |
|
3.2.2. Органы управления............................................................................. |
132 |
|
3.3. Описание схемы управления деэтанизации углеводородного конденсата...................................................................................................... |
135 |
|
3.4. Спецификация КИП и регулирующих клапанов................................ |
136 |
|
4. Механическая часть.................................................................................. |
138 |
|
4.1. Описание конструкции аппарата.......................................................... |
138 |
|
4.2. Исходные данные и описание аппарата.............................................. |
138 |
|
4.3. Расчеты на прочность основных узлов и деталей аппарата............... |
139 |
|
4.3.1. Выбор материала................................................................................. |
139 |
|
4.3.2. Толщина стенки аппарата.................................................................. |
139 |
|
4.3.3. Толщина стенки днищ аппарата........................................................ |
142 |
|
4.3.4. Проверка напряжений в нижней части стенки аппарата и в нижнем днище при проведении гидравлических испытаний................... |
143 |
|
4.4. Расчет фланцевого соединения............................................................. |
145 |
|
4.4.1. Выбор типа фланца и уплотнительной поверхности....................... |
145 |
|
4.4.2. Расчет болтов (шпилек)...................................................................... |
146 |
|
4.4.3. Расчет фланца...................................................................................... |
148 |
|
Заключение.................................................................................................... |
151 |
|
Список использованной литературы........................................................... |
152 |
|
Приложение А............................................................................................... |
154 |
|
Приложение Б................................................................................................ |
|
|
Приложение В................................................................................................ |
|
Реферат
Выпускная квалификационная работа 115 с., 5 рисунков, 26 таблицы, 3 приложения, 11 листов презентации.
Ключевые слова: модернизация, ГПК, сепаратор, деэтанизатор, материальный баланс, производительность.
Объектом исследования является МАУ-4 ООО “Нижневартовский ГПК”.
Цель работы – исследовать, как изменится режим работы системы НТК, а также что необходимо изменить для стабильной работы при повышении производительности.
В результате исследования было установлено, что на основании приведённых расчётов по данному проекту можно сделать следующие выводы: проект отбензинивания попутного нефтяного газа по схеме низкотемпературной конденсации с турбодетандером имеет преимущество перед другими схемами, представленными в разделе «литературный обзор», так как добиваются большего процента выделения целевого компонента из попутного нефтяного газа от общего его содержания в сырье при меньших капитальных затратах на строительство установки и её обслуживание, в сравнении, например, с установкой низкотемпературной абсорбции; при данной производительности необходимо изменить температурный режим и давление, а также произвести модернизацию деэтанизатора.
Введение
Природные газы, нефть и каменный уголь - основные источники углеводородов. По запасам природного газа первое место в мире принадлежит нашей стране, где известно более 200 месторождений.
Продукты переработки нефти, газа и каменного угля применяются практически во всех отраслях промышленности, на всех видах транспорта, в военном и гражданском строительстве, сельском хозяйстве, энергетике, в быту и т. д. Особенно важное значение в последние годы приобрели нефть и газ в качестве сырья для химического синтеза, в больших количествах вырабатывают различные химические материалы: пластмассы, синтетические волокна, каучуки, лаки, краски, моющие средства, минеральные удобрения и многое другое.
В природном газе кроме основного компонента – метана - содержатся углеводородные газы, которые также являются вместе с нефтью исходным сырьем для получения топливных компонентов, а также для химических синтезов.
На данный момент углеводородные газы нефтяного происхождения делят на три группы:
- природные газы, которые образуют самостоятельные месторождения;
- попутные, сопровождающие добываемую нефть;
- заводские газы, образуются в результате различных процессов деструктивной переработки нефти.
В природном газе содержатся углеводороды с небольшой относительной молекулярной массой. Он имеет следующий примерный состав (по объему): 80...90% метана, 2...3% его ближайших гомологов — этана,
пропана, бутана и небольшое содержание примесей — сероводорода, азота, благородных газов, оксида углерода (IV) и паров воды.
К природным газам относятся и так называемые попутные газы, которые обычно растворены в нефти и выделяются при ее добыче. В попутных газах содержится меньше метана, но больше этана, пропана, бутана и высших углеводородов. Кроме того, в них присутствуют в основном те же примеси, что и в других природных газах, не связанных с залежами нефти, а именно: сероводород, азот, благородные газы, пары воды, углекислый газ.
Раньше попутные газы не находили применения и при добыче нефти и сжигались факельным способом. В настоящее время их стремятся улавливать и использовать как в качестве топлива, так и главным образом в качестве ценного химического сырья. Из попутных газов, а также газов крекинга нефти путем перегонки при низких температурах получают индивидуальные углеводороды. Из пропана и бутана путем дегидрирования получают непредельные углеводороды — пропилен, бутилен и бутадиен, из которых затем синтезируют каучуки и пластмассы.
Попутные газы могут быть отделены от нефти ее стабилизацией
непосредственно на промысле или на заводе при атмосферной перегонке нефти.
Природные газы широко используются для газификации промышленных районов и населенных пунктов, и, кроме того, служат исходным сырьем для производства ряда химических продуктов: водорода, сажи, ацетилена, формальдегида, и др.
Практически все процессы деструктивной переработки нефтяного сырья протекают с образованием газа. По углеводородному составу заводские газы, полученные в различных процессах, значительно различаются. Так, газ термического крекинга под давлением богат метаном и содержит умеренное количество непредельных углеводородов. Наибольшая концентрация наблюдается в газе высокотемпературных
процессов. Напротив, газы каталитического риформинга и гидрокрекинга характеризуются полным отсутствием непредельных углеводородов, так как получены в среде с высоким парциальным давлением водорода [1, с.293-294].
Разработано много способов переработки природных газов. Главная задача этой переработки — превращение предельных углеводородов в более активные — непредельные, которые затем переводят в синтетические полимеры (каучук, пластмассы). Кроме того, окислением углеводородов получают органические кислоты, спирты и другие продукты.
На современных ГПЗ из попутного нефтяного газа и конденсатного сырья производят многие виды ценнейшей продукции, такой как сухой газ коммунально-бытового назначения, этановая фракция, широкая фракция
лёгких углеводородов (ШФЛУ), стабильный газоконденсат и меркаптаны.
Для получения продукции из известного сырья можно использовать разные технологические процессы, которые в свою очередь, могут иметь множество вариантов схемного и аппаратного оформления. К примеру, извлечение из газа пропан - бутановой фракции можно произвести с применением процессов абсорбции и низкотемпературной концентрации (НТК).
В процессе НТК сжатый газ охлаждается до низких температур специальными хладоагентами (пропаном, аммиаком), в результате чего значительная часть газа конденсируется. Углеводородный конденсат, содержащий все углеводороды, входящие в состав исходного газа, отделяется в сепараторе, а затем подается в ректификационную колонну - деэтанизатор. Сверху колонны отводится метан и этан, а снизу - нестабильный газовый бензин.
Целью выпускной квалификационной работы является разработка мероприятий по повышению производительности маслоабсорбционной установки № 4 Нижневартовского ГПК до 2,6 млрд м3 в год по сырью.
Перечень сокращений и условных обозначений
НВ ГПК – Нижневартовский газоперерабатывающий комплекс;
МАУ - маслоабсорбционная установка;
ЦПГ – цех переработки газа;
ГФУ – газофракционирующая установка;
АГФУ – абсорбционная газофракционирующая установка;
УОВ – установка осушки воздуха;
КСУ – комплексная сепарационная установка;
НТК – низкотемпературная конденсация;
НТА – низкотемпературная абсорбция;
НТР – низкотемпературная ректификация;
НТКР – низкотемпературная конденсация и ректификация;
ПНГ – попутный нефтяной газ;
СОГ – сухой отбензиненный газ;
ШФЛУ – широкая фракция легких углеводородов;
ЦПУ – центральный пульт управления;
ЦПС – центральный пункт сбора;
ТДА – турбодетандер;
АВО – аппарат воздушного охлаждения;
УГ – углеводородные газы;
ГПУ – газоперерабатывающая установка;
СГ – сжиженные газы;
УСК – установка стабилизации конденсата;
УКПГ – установка комплексной подготовки газа;
НТС – низкотемпературная конденсация;
Ci – содержание по сырью в моль;
Fi – расход сырья кмоль/час;
– степень извлечения;
– доля отгона;
Р – давление соответственно в кг/час или Мпа;
Di – данные по дистилляту кмоль/час;
Ri – данные по остатку кмоль/час;
Хi – содержание жидкой фазы кмоль/час;
YDi – содержание газовой фазы кмоль/час;
Кi – константа фазового равновесия;
Мi – молекулярная масса;
МD – средняя молекулярная масса дистиллята;
Мg0 – средняя молекулярная масса орошения;
rmin – флегмовое число;
аi – относительная летучесть компонента;
t,T – температура соответственно в °С и в К;
Qk – тепловая нагрузка в кДж/час;
Н – энтальпия в кДж/моль;
D – диаметр в м;
Vсек – объем в м3/сек;
Z – коэффициент сжимаемости;
р – плотность в кг/м3;
w – скорость в м/сек;
– поверхностное натяжение в Н/м;
С – коэффициент скорости;
ЛЭП – линия электропередач;
МПа – мега паскаль;
РТ – датчик давления;
РIC – регулятор давления;
РV – регулирующий клапан (исполнительный механизм);
PI – показывающие приборы местного монтажа;
PSV – предохранительный клапан;
TIC – регулятор температуры;
TV – регулирующий клапан ( исполнительный механизм от TIC);
TI – многоточечный указатель температуры;
LT – датчик уровня;
LY – преобразователь;
LIC – регулятор уровня;
LV – регулирующий клапан (исполнительный механизм от LIC);
FI – индикатор расхода;
FT – датчик расхода;
FIC – регулятор расхода;
FR – регистратор расхода;
FV – регулирующий клапан (исполнительный механизм от FIC);
FC – регулятор расхода прямого действия;
HV – ручной клапан.
- Литературный обзор
- Месторождение газа и газового конденсата
Газонефтяные - попутные газы, сопровождающие нефть и выделяющиеся при ее добыче. Месторождения этих газов генетически связаны с месторождениями нефти.
Характерной особенностью состава нефтяных попутных газов является наличие в них, кроме метана, этана, пропана бутанов и паров более тяжелых углеводородов. Во многих попутных нефтяных газах присутствует сероводород, негорючие компоненты: азот, углекислый газ, а также редкие газы - неон и аргон. Последние содержатся в малых количествах, но являются полезными и нужными для народного хозяйства газами и их выделение представляет промышленный интерес.
В России на нефтяных промыслах сжигается более 20 млрд. кубометров газа. Это сравнимо с уничтожением 16 миллионов тонн нефти или 3,5 процентов от ежегодной добычи.
Попутный газ – резерв для увеличения поставок газа населению и сырья для производства целого спектра продуктов нефтехимии. Помимо экономических и социальных нужд решение задачи утилизации попутного газа позволит сократить объемы вредных выбросов в окружающую среду, а также снизить ущерб для здоровья населения.
Для дальнейшего использования и транспортировки газа необходимо его подготовить. В подготовку газа входит очистка газа от механических примесей, отделение от него жидкости, осушка, а также извлечение из него высокомолекулярных соединений (С6+в) до такой глубины, чтобы при перекачке под высоким давлением не образовалась закупорка трубопровода выпавшим углеводородным конденсатом.
На современных ГПК из попутного нефтяного газа и конденсатного сырья производят ценную продукцию: сухой газ коммунально - бытового назначения, широкая фракция лёгких углеводородов (ШФЛУ), стабильный газоконденсат, меркаптаны [2,с3].
- Переработка углеводородных газов
Углеводородные газы (УГ) делят по происхождению на две большие группы - первичные и вторичные.
Первичные УГ - это газы, добываемые непосредственно из земных недр. По условиям залегания они могут быть разделены на: природные и попутные (нефтяные) УГ. К природным УГ относят легкие по составу газы
чисто газовых месторождений и газы газоконденсатных месторождений, которые выносят на поверхность в сконденсированном виде в небольших количествах (50 - 500 г/нм3 газа) более тяжелые углеводороды (конденсаты), кипящие до 200 - 300 °С.
Попутные УГ - это газы, добываемые вместе с нефтью на нефтяных месторождениях.
|
Вторичные УГ - это легкие углеводороды, образовавшиеся при переработке нефти за счет деструкции природных углеводородов нефти.
Углеводородные газы включают насыщенные и ненасыщенные углеводороды.
Насыщенные (предельные) - это газы, содержащие только насыщенные углеводороды, образующиеся при первичной дистилляции нефти (как результат десорбции остатков растворенного в нефти попутного газа) и в каталитических процессах, протекающих в атмосфере избытка водорода (гидрокрекинг, гидроочистка, изомеризация, каталитический риформинг).
Ненасыщенные вторичные УГ - это газы, содержащие олефиновые углеводороды, они образуются в деструктивных процессах с недостатком
водорода, например: каталитический крекинг, термический крекинг, коксование, пиролиз [3, с 290].
- Характеристика первичных углеводородных газов и конечных продуктов их переработки
Общие мировые запасы природного газа составляют около 90 трлн. м3 (65 - 70 млрд. т), что соразмерно с извлекаемыми запасами нефти (90 - 95 млрд. т). Ежегодное мировое потребление природного газа составляет около 1800 млрд. м3/год, в том числе в нашей стране - около 850 млрд. м3/год.
Крупнейшие отечественные месторождения природного газа в настоящее время находятся в северных районах Западной Сибири (Уренгой, Медвежье) и в Заполярье (полуостров Ямал), а также в Оренбургской области и Прикаспии (Астрахань, Карачаганак). Основное количество природного газа добывается в труднодоступных отдаленных районах и одновременно с ростом добычи газа наращивается пропускная способность и протяженность газопроводов, достигающая примерно 135 тысяч километров при максимальной дальности транспортирования до 5000 км.
Состав природных газов характеризуется высоким содержанием метана [85 - 99% (об.)] и соответственно высокой теплотой сгорания. Содержание тяжелых углеводородов (ZCs+) невелико [0,02 - 0,20% (об.)], лишь в отдельных случаях достигает 1,5 и 4,0% (об.). Большинство газов содержит 1 - 5% (об.) неуглеводородных примесей инертных газов (азот и диоксид углерода) и сероводород. Также природные газы содержат в небольших количествах сероуглеродные соединения (COS и CS2) и сероорганические меркаптаны (R-SH).
Природные газы чаще или не содержат сероводород, или в нем обнаруживаются лишь его следы. Однако газы трех крупных газоконденсатных месторождений Оренбургского, Карачаганакского и Астраханского содержат повышенное количество [от 1,7 до 14% (об.)].
Это серьезно осложняет как добычу, так и переработку газов, хотя эти газы являются источником получения ценного и дефицитного продукта серы, производство которой только из астраханского газа достигает около 5% мирового.
Газ многих месторождений в определенных количествах (от 5 до 400 г/м3) выносит газовый конденсат, содержащий углеводороды от CsHn до С20Н42. Эти месторождения называют газоконденсатными. Газовые конденсаты выкипают в пределах 40 - 350°С, но в отдельных случаях они более тяжелые температура начала кипения 103 и 210°С, а в других - более легкие, температура конца кипения 200 - 230°С.
Конденсаты разных месторождений сильно различаются по групповому химическому составу и содержанию серы.
Газовые конденсаты являются существенным ресурсом углеводородного сырья. Суммарная добыча достигает 25 - 28 млн. т/год, что в среднем по стране составляет около 40г на 1м3 добываемого газа.
В отличие от природных состав нефтяных (попутных) газов сложнее: большинство из них содержит углеводороды C6H14 и выше. Доля метана и этана в этих газах колеблется от 33% (об.) до 92%, хоть и обычно суммарное содержание этих двух углеводородов составляет 60 - 75% (об.) и суммарное содержание углеводородов от пентанов и выше в них от 1,5 до 3,0% (об.). Углеводороды от пропана и выше (С3+) считаются для газов конденсируемыми и обычно при переработке газов удаляются. В нефтяных газах содержание этой группы углеводородов составляет примерно от 300 до 1200 г/м3, в то время как в природных газах в основном от 20 до 100 г/м3.
Нефтяные газы содержат инертные компоненты - азот и диоксид углерода [1 - 10% (об.)], в отдельных случаях сероводород.
Продукты переработки природных и нефтяных газов:
- товарный природный газ, направляемый по газопроводам в качестве газового промышленного и бытового топлива;
- широкая фракция легких углеводородов (ШФЛУ) от С3 до Q, выделенных из состава газа в процессе его переработки;
- сжиженный газ - концентрат углеводородов С3 и С4, выделенный из ШФЛУ; стабильный газовый конденсат;
- одорант - смесь тиолов (меркаптанов), выделенная из состава сернистых примесей природного газа и используемая для одорирования газа в газовых сетях.
Остаточная фракция ШФЛУ - газовый бензин, содержащий в основном углеводороды от пентана и выше. Нормами установлены два основных показателя температура начала кипения (не ниже 30°С), и давление насыщенных паров, характеризующее наличие в нем легких углеводородов [3, с 273].
1.4. Технологические процессы на газоперерабатывающих заводах
Tехнология газопереработки на ГПЗ включает: подготовку газа к переработке (очистка от механических примесей и осушка); компримирование газа до давления, необходимого для его переработки; очистку газа от сернистых соединений и углекислоты, производство серы, этана и гелия, глубокую осушку газа; разделение нестабильного бензина, вырабатываемого на заводе и поступающего извне (напр., c промысловых нефтестабилизационных установок), на стабильный газовый бензин и индивидуальные технически чистые углеводороды (этан, пропан, бутаны, пентаны, гексаны); компримирование газа, прошедшего все стадии переработки (сухого газа), для его транспортирования по магистральным газопроводам
Большинство из этих процессов - физические, основанные на различных свойствах компонентов, из которых состоит нефтяной газ или ШФЛУ: температура кипения, растворимость, и т.д.
Только очистка газа и производство серы основаны на химических процессах с превращением одних веществ и другие.
Сепарация газа. Поступивший на завод газ проходит сепарацию, где отделяется от выпавшей влаги, углеводородного конденсата и механических примесей. Вода вместе с механическими примесями - песком, продуктами коррозии из сепарационной установки дренируется в канализацию. Выпавший конденсат направляется в емкость или на установку очистки, или на установку отбензинивания, или на установку фракционирования.
Если отсепарированный газ не содержит кислых компонентов, то он подвергается компримированию.
В том случае, если в газе содержится и диоксид углерода, он непосредственно после сепарации подвергается под небольшим избыточным давлением процессу очистки от кислых компонентов, а затем компримированию.
Очистка газов от кислых компонентов на ГПЗ производится в основном абсорбционным способом.
Абсорбент - раствор монодиэтаноламина, контактируя с газом в тарельчатой колонне, растворяет все кислые компоненты, вступает с ними в обратимые химические реакции и затем при нагревании насыщенного раствора реакции идут в обратном направлении: кислые компоненты восстанавливаются, выпариваются из адсорбента. Отделившийся кислый газ поступает на установку производства элементарной серы.
Компримирование газа. Очищенный газ или нефтяной газ, не содержащий сероводорода, поступает на компрессорные станции (установки) завода, где сжимаются до заданного давления, необходимого для процесса отбензинивания и дальнейшего транспорта товарного газа по трубопроводу.
Компримирование производят в несколько степеней (до трех). После каждой ступени газ подвергается охлаждению в водяных или воздушных
холодильниках. Выделившийся при сепарации газа углеводородный конденсат отводится на фракционирование.
Осушка газа. В последние годы отбензивание газа (процесс извлечения из газа фракции С3 и выше) и выработка этана производится на установках низкотемпературной абсорбции или низкотемпературной конденсации. Для предупреждения гидратообразования при низких температурах и высоких давлениях газ должен быть осушен до точки росы от -30 до -100 °С.
Осушка газа производится абсорбционным или адсорбционным способом.
Адсорбентами по извлечению влаги из газа являются моно-, ди- и триэтиленгликоли. Извлечение влаги при десорбции в виде водяного пара выбрасывается в атмосферу или в жидком виде дренируются в канализацию.
В качестве твердого поглотителя влаги в адсорбционных процессах используют силикагель, активированный оксид алюминия или цеолиты -молекулярные сита.
Абсорбционный процесс осушки - процесс непрерывный, адсорбционный.
При адсорбционном процессе с применением цеолитов достигается более глубокая осушка газа (до -80; -100 °С).
Способы отбензинивания газа. На ГПЗ с полным (законченным) технологическим циклом существуют пять основных технологических процессов:
- прием, замер и подготовка нефтяного газа к переработке, т.е. сепарация, очистка, осушка;
- компримирование газа до давления, необходимого для переработки и транспортирования по магистральным газопроводам до потребителей;
- отбензинивание газа, т. е. извлечение из него нестабильного газового бензина;
- разделение нестабильного бензина, вырабатываемого на заводе и поступающего извне, например, с промысловых
- нефтестабилизационных установок или с других ГПЗ, на газовый бензин и индивидуальные технически чистые углеводороды пропан, изобутан, бутан (а в некоторых случаях, кроме того, этан, изопентан, н-пентан и м-гексан);
- прием, хранение и отгрузка железнодорожным транспортом или по трубопроводам жидкой продукции завода.
Кроме того, некоторые заводы по переработке нефтяного газа в своем составе имеют установки по извлечению гелия и выработке элементарной серы из сероводорода, содержащегося в газе.
Основным технологическим процессом газоперерабатывающего завода является процесс отбензинивания. В зависимости от объемов перерабатываемого нефтяного газа, содержания в этом газе целевых компонентов, заданной глубины извлечения целевых компонентов и от местных промысловых условий и других факторов применяют четыре способа отбензинивания:
- компрессионный;
- низкотемпературные конденсация и ректификация;
- абсорбционный;
- адсорбционный.
Компрессионный способ отбензинивания. Основан на сжатии и последующем охлаждении газа в воздушных и водяных холодильниках; при этом некоторая часть тяжелых углеводородов и паров воды, входящих в состав газа, конденсируется и отделяется в сепараторах.
Компрессионный способ применяют крайне редко и только для отбензинивания очень «жирных» газов с содержанием СвНв+высшие от 1000 г/м3 и выше. Способ этот не обеспечивает достаточной глубины извлечения целевых компонентов из газа и обычно сочетается с другими способами отбензинивания.
Процесс низкотемпературной конденсации (НТК). В этом процессе сжатый газ охлаждается до низких (минусовых) температур специальными
хладоагентами (пропаном, аммиаком), в результате чего значительная часть газа конденсируется. Углеводородный конденсат отделяется в сепараторе и затем подается в ректификационную колонну деэтанизатор. Сверху колонны отводится метан и этан, а снизу - нестабильный газовый бензин.
Применение способа низкотемпературной конденсации целесообразно, когда в сырьевом газе содержание СзНн+высшие превышает 300 г/м3 и из газа извлекают гелий.
Установки НТК по своему технологическому оформлению и эксплуатации более просты, чем абсорбционные установки.
Низкотемпературная ректификация (HТР) отличается от процесса НТК тем, что процесс НТР происходит при более низкой температуре и в ректификационную колонну поступает двухфазная смесь: охлажденный газ и выпавший из него углеводородный конденсат. Сверху колонны уходит отбензиненный газ, снизу - деметанизированный углеводородный конденсат. Этан из конденсата отделяют во второй колонне - деэтанизаторе.
Абсорбционный способ отбензинивания - основан на различной растворимости компонентов газа в жидких нефтепродуктах, применяемых в качестве абсорбентов - поглотителей.
Процесс отбензинивания проводят в цилиндрической колонне, называемой абсорбером. Абсорбер по высоте разделен поперечными перегородками - барботажными тарелками, в которых происходит контактирование восходящего снизу вверх потока газа и стекающего сверху вниз абсорбента. По мере подъема газа от нижней тарелки до верхней содержащиеся в газе тяжелые углеводороды постепенно растворяются в абсорбенте и сверху абсорбера отводится отбензиненный газ, почти не содержащий тяжелых углеводородов.
Снизу абсорбера отводится насыщенный абсорбент, который направляется на следующую стадию - десорбцию. На этой стадии
благодаря нагреву и снижению давления происходит отпарка из абсорбента поглощенных из газа углеводородов, которые, покидая десорбер сверху, проходят через конденсаторы - холодильники, где конденсируются и образуют нестабильный газовый бензин.
Регенерированный или «тощий» абсорбент по выходе из нижней части десорбера охлаждается и вновь поступает на абсорбцию, т. е. абсорбент циркулирует по замкнутой системе.
Применение абсорбционного способа наиболее рационально для отбензинивания газов, содержащих от 200 до 300г углеводородов С3Н8+высшие в 1 м3.
Чем ниже температура процесса абсорбции, тем выше поглощающая способность абсорбентов. В последние два десятилетия все большее распространение получает процесс абсорбции нефтяных газов при низких температурах.
По сравнению с процессом абсорбции при температуре окружающего воздуха применение процессов низкотемпературной абсорбции с одинаково заданными величинами извлечения целевых компонентов. Это приводит к значительному сокращению энергетических расходов, уменьшению конструктивных размеров аппаратов и в целом к снижению эксплуатационных расходов.
При переработке тощих нефтяных газов с содержанием С3Н8+высшие от 50 до 100г/м3 применяют адсорбционный способ отбензинивания. Он основан на свойстве твердых пористых материалов (адсорбентов) поглощать пары и газы. В качестве адсорбента обычно используют активированный уголь, который поглощает из газа преимущественно тяжелые углеводороды и постепенно насыщается ими. Для отгонки поглощенных углеводородов и восстановления адсорбционной способности насыщенный уголь обрабатывают перегретым водяным паром.
Смесь водяных и углеводородных паров, отогнанных из адсорбента, охлаждается и конденсируется.
Полученный нестабильный бензин легко отделяется от воды.
Недостаток адсорбционных процессов, применяемых как для отбензинивания, так и для осушки и очистки, периодичность их работы [4, с 20].
1.5. Требования и показатели качества газопереработки
Показатели качества продукции газопереработки. Разделение пластовой продукции газоконденсатных месторождений на фракции производится на газоперерабатывающих заводах (ГПЗ) и промысловых установках с применением абсорбционных, адсорбционных, хемосорбционных, конденсационных, а также других процессов.
Продукция ГПЗ и промысловых установок подразделяется на 5 групп.
В первую группу входят газовые смеси, используемые как топливо. Их основным компонентом является метан. Эти газы содержат несколько процентов других углеводородов, диоксид углерода, азот и незначительные количества сернистых соединений. Одним из основных отличий продукции этой группы является то, что концентрация отдельных углеводородов в них не регламентируется.
Необходимо отметить - незначительное количество продукции этой группы используется как сырье для производства метанола, аммиака и т. д.
Вторая группа включает в себя газообразные технически чистые углеводороды и гелий, а также газовые смеси с заданным составом.
Третья группа объединяет жидкие углеводороды, в том числе широкую фракцию легких углеводородов (ШФЛУ), смеси сжиженного пропана, сжиженные изо- и н - бутаны, жидкий гелий и т. д. Общим признаком этой
группы является то, что в жидком состоянии при 20°С эти углеводороды находятся при определенном избыточном давлении.
В четвертую группу входят продукты, находящиеся в нормальных условиях в жидком состоянии, например газовый конденсат и продукты его переработки.
К пятой группе относятся твердые продукты: канальная сажа, технический углерод, а также газовая сера.
Все продукты, входящие в состав вышеперечисленных групп, отличаются углеводородным составом, содержанием в них воды, механических примесей, диоксида углерода и сернистых соединений, температурами кипения и застывания и т. д.
Параметры, влияющие на потребительские свойства продуктов, включая способы их доставки к потребителям, принято называть показателями качества. Практически на все виды продукции установлены показатели качества, которые зафиксированы в государственных общесоюзных стандартах (ГОСТ).
Технические условия (ТУ), отражают договоренность отдельных предприятий с производителем продукции.
Общими принципами установления показателей качества продукции газоперерабатывающих заводов являются: обеспечение бесперебойной подачи к потребителям; рациональное использование ресурсов сырья; возможность контроля в условиях производства и потребителя; отсутствие показателя, вытекающего как производное из других показателей; выражение показателя через конкретные числа.
Установленные на продукты показатели качества наряду с потребительскими свойствами в косвенной форме отражают также уровень развития техники и технологии в данной отрасли.
Так, при проектировании ныне действующих ГПЗ концентрация H2S в товарном газе по ГОСТ 51.40 - 83 установлена не более 20 мг/м3. Это связано с тем, что в настоящее время более глубокая очистка газа от H2S сопряжена
со значительными дополнительными затратами. В настоящее время на крупнейших ГПЗ достигается очистка газа от H2S до его остаточного содержания в газе 5 - 10 мг/м3 практически при тех же эксплуатационных затратах, что и при очистке по требованиям отраслевого стандарта.
Одной из особенностей ГПЗ является изменение состава перерабатываемого в них сырья в зависимости от пластовых параметров нефтяного или газоконденсатного месторождений. Для ряда основных видов продукции не регламентируется компонентный состав как показатель качества. К ним можно отнести в первую очередь товарный газ и газовый конденсат и моторные топлива, получаемые при переработке конденсата или нефтей.
Благодаря этому при относительно низких эксплуатационных затратах удается произвести переработку газожидкостных смесей с получением товарной продукции.
Изменение состава добываемой продукции в первую очередь отражается на показателях сырья поставляемого из нефтяных, газоконденсатных и газовых месторождений на ГПЗ. Например из газоконденсатного месторождения (ГКМ) на ГПЗ в качестве сырья подаются нестабильный конденсат и отсепарированный газ. Со снижением пластового давления и при изменении режима промысловых установок изменяются составы нестабильного конденсата и газа. Практически эти изменения происходят беспрерывно. Поэтому установление в ТУ таких показателей: температура начала и конца кипения, плотность, давление насыщенных паров, компонентный состав и т. д., сделали бы соблюдение требований ТУ невозможным.
Учитывая изложенное, в ТУ на сырье, поставляемое из ГКМ на ГПЗ, должны устанавливаться такие показатели: содержание в сырье механических примесей, различных ингибиторов, воды и т. д. Перечисленные показатели отражают эффективность работы промыслового оборудования, воздействуя на ряд режимных показателей.
Требования к качеству товарных газов. Основной продукцией промысловых и заводских установок по переработке газа является товарный газ, используемый в основном в качестве топлива. Потребители товарного газа находятся на большем расстоянии от районов расположения ГПЗ. Поэтому обеспечение бесперебойной подачи газа к потребителям является определяющим при разработке документов, которые регламентируют его качественные показатели.
Наряду с этим от показателей качества газа в значительной степени зависят также капиталовложения на установки промысловой, заводской обработки газа и эксплуатационные расходы на них.
При установлении показателей качества газов приняты следующие условия:
- газ при транспортировании не должен вызывать коррозию арматуры, трубопроводов, приборов и т. д.;
- качество газа должно обеспечить его транспортирование в однофазном состоянии, т. е. в газопроводе не должны образовываться углеводородная жидкость, водяной конденсат и газовые гидраты;
- товарный газ не должен вызывать осложнений у потребителя при его использовании.
Из сернистых соединений в ГОСТ указаны только H2S и меркаптаны (тиолы). Поскольку в природных газах ряда месторождений наряду с H2S и тиолами содержатся также другие сернистые соединения (COS, CS2 и др.), также рекомендуется при разработке новой редакции ГОСТ установить общее количество всех серосодержащих компонентов.
Важным показателем газа, который влияет на надежность работы газоперекачивающих агрегатов и износ трубопроводов - содержание механических примесей. Исходя из опыта эксплуатации газотранспортных систем оно должно составлять не более 3 мг на 1 м3 газа.
До середины 70 - х годов в отрасли отсутствовал стандарт, регламентирующий показатели транспортируемого газа. В результате этого
в ряде случаев для одних, и тех же условий при подготовке газа применялись разные технологические схемы и процессы.
Разработка отраслевого стандарта на качество газа позволила унифицировать ряд технологических схем, и оборудования установок промысловой, и заводской обработки газа и осуществить переход на индустриальные методы строительства объектов газовой промышленности.
Показатели качества ШФЛУ - широкой фракции легких углеводородов. ШФЛУ является сырьем для производства сжиженного газа. При переработке ШФЛУ получают также стабильный газовый конденсат или газовый бензин, и газ низкого давления.
ШФЛУ, получаемый из продуктов переработки природного газа, может несколько отличаться по показателям качества в зависимости от состава сырья. К примеру, природный газ и газовый конденсат Оренбургского месторождения содержат значительное количество сернистых соединений. В ШФЛУ, получаемый из указанного сырья, содержание H2S допускается 0,03% (масс), что в 10 раз больше, чем в ШФЛУ.
Содержание легких углеводородов - метана и этана, в первую очередь устанавливают, исходя из необходимости ограничить давление насыщенных паров ШФЛУ, что связано с условиями ее транспортирования и хранения. Этот показатель влияет также на потери ШФЛУ.
Содержание пентана или же гексана и высших углеводородов регламентируется с учетом цели переработки ШФЛУ.
Ранее сжиженные газы выпускались по ГОСТ 10196 - 62, согласно которому содержание пропана и пропилена в сжиженных газах должно было составлять не менее 93%(масс). Такое топливо по эксплуатационным свойствам намного лучше сжиженных газов, выпускаемых по ГОСТ 20448 - 75.
Однако ГОСТ 10196 - 62 не стимулировал использование бутанов и бутиленов в составе сжиженных газов. В виду этого на многих газо- и
нефтеперерабатывающих заводах имеющиеся ресурсы бутанов и бутиленов использовались нерационально. Внедрение нового ГОСТ на сжиженный газ позволило повысить эффективность использования ресурсов углеводородов С4 и увеличить выпуск товарной продукции.
Концентрация этана в ШФЛУ и сжиженных газах устанавливается таким образом, чтобы обеспечить их товарную характеристику и свести к минимуму потери при хранении и транспорте. Последнее прямо связано с содержанием в них этана. Значит продукт, не содержащий этан, имел бы наилучшую товарную характеристику. Однако производство ШФЛУ и сжиженных газов, не содержащих этана, связано с большими энергетическими затратами. С учетом этого установлены оптимальные нормы на содержание этана в указанных продуктах.
Содержание пентана и высших углеводородов в сжиженных газах устанавливается таким образом, чтобы они могли испаряться при использовании сжиженных газов как топливо. Увеличение их количества в СГ приводит к росту остатка Cs+ и высших в бытовых баллонах, снижая надежность и эффективность использования топлива.
Показатели качества стабильного конденсата. Согласно ГОСТ 51.65 - 80 для товарных конденсатов устанавливают две группы: 1 - для установок стабилизации конденсата, II - для промыслов.
Нормы на содержание воды и механических примесей в конденсате устанавливают исходя из требований нормального хранения, и перекачки продукта, а также с учетом его дальнейшей переработки.
При полной оценки товарных качеств конденсатов необходимо также определить такие показатели, как фракционный состав, содержание сернистых соединений, ароматических углеводородов и высококипящих парафинов, температура застывания и т. д.
В настоящее время единых международных норм на допустимое содержание сероводорода, диоксида углерода, сероорганических соединений, азота, воды, механических примесей и т. д. не существует.
Величина допустимых концентраций этих веществ в разных странах устанавливается в зависимости от уровня развития техники и технологии обработки газа и от объектов его использования.
1.6. Особенности проектирования и эксплуатации газоперерабатывающих установок и заводов
Основное назначение ГПЗ - разделение газовых, газожидкостных и жидких смесей, получаемых при добыче природных газов и нефти. Под термином «разделение» в данном случае подразумевается как выделение из них отдельных углеводородных фракций, так и очистка их от сернистых соединений. Процессы эти осуществляют на газоперерабатывающих установках (ГПУ).
В целом ГПУ имеют завершенный технологический цикл по тому или иному процессу. Материальными потоками ГПУ могут быть как товарные продукты, так и сырье других газоперерабатывающих установок и заводов.
Основными процессами ГПЗ и ГПУ являются процессы сепарации, адсорбции, абсорбции, а также хемосорбции.
На установках обработки природных и нефтяных газов в ряде случаев в одном цикле объединены два или более процессов.
При очистке газов от кислых компонентов водными растворами аминов извлечение H2S и СО2 происходит благодаря химической реакции между компонентами газа и поглотителем и за счет растворимости тех же компонентов в поглотителе (поскольку очистка газа производится в основном за счет химической реакции, такие процессы называются хемосорбционными).
Процессы переработки газа делятся на две группы: вспомогательные и основные. К вспомогательным относятся процессы очистки газов от механических примесей и извлечение из них влаги, а к основным -
выделение из сырья кислых компонентов и отдельных углеводородных фракций.
Газоперерабатывающая под отрасль по сравнению с нефтехимической и химической отраслями промышленности имеет ряд специфических особенностей: в газопереработке практически беспрерывно происходит изменение состава исходного сырья.
На основании обобщения большего опыта эксплуатации ГПУ и ГПЗ можно выделить следующие специфические особенности предприятий, перерабатывающих природные и нефтяные газы.
Уменьшение значения пластового давления приводит к снижению давления сырьевого газа, и нестабильного конденсата на входе на перерабатывающие установки. Для обеспечения нормальной работы перерабатывающих установок потребуется ввод дополнительных мощностей (дожимных компрессоров, насосов, сепарационного оборудования и т. д.).
При изменении состава сырья в зависимости от пластового давления, происходит уменьшение концентрации в добываемом газе тяжелых фракций природных газоконденсатных смесей. При этом снижается как конденсатный фактор, так и количество нестабильного конденсата, получаемого при обработке газа.
На данный момент вводятся в эксплуатацию крупнейшие газоконденсатные месторождения Крайнего Севера. Этот процесс сопровождается строительством новых установок по переработке конденсата по схеме производства моторного топлива. При этом надо иметь в виду, что снижение пластового давления одновременно приводит также к изменению фракционного состава конденсата. С падением пластового давления с 38 до 8 МПа содержание бензиновых фракций в составе конденсата увеличилось в два раза, а содержание фракции, соответствующей дизельному топливу, уменьшилось в 1,8 раза. Следовательно, проектирование установок переработки газового конденсата должно быть осуществлено с учетом этих факторов.
Непостоянство режима эксплуатации установок, связанное с изменением состава сырья, приводит к изменению состава и качества материальных потоков, и к изменению давления и температуры в отдельных
аппаратах. Вследствие облегчения конденсата имеет место снижение температуры низа дебутанизаторов установок стабилизации конденсата (УСК). В ряде случаев возможно также уменьшение количества газов дегазации (из-за изменения растворимости легких углеводородов в жидкой фазе), что приводит к снижению надежности работы компрессоров, предназначенных для дожатия газов дегазации, уменьшению выхода продукции на установках их переработки и т. д.
Ряд качественных показателей продукции зависит от климатических зон районов добычи и транспортирования и времени года. И поэтому близкие по составу газы и нестабильные конденсаты перерабатывают как по разным, так и однотипным технологическим процессам на разных режимах по давлению и температуре.
Необходимость высокого давления и низкой температуры в одном технологическом цикле (например, абсорбции, низкотемпературной конденсации) и, напротив, низкого давления и высокой температуры в другом технологическом цикле (например, десорбции) для одной и той же установки обусловливает наличие в схемах установок большого теплообменного оборудования.
Процессы разделения требуют незначительного расхода химических реагентов и повышенного расхода тепла.
Одни и те же компоненты распределяются во многих видах продукции.
В начальный период эксплуатации месторождения характеризуются благоприятными условиями. В это время имеется возможность охлаждения газа путем дросселирования его избыточного давления. Кроме того, содержание тяжелых углеводородов (Cs+) в газе максимально (за редким исключением). Таким образом, выделение из газов целевых компонентов
возможно при минимальных эксплуатационных расходах на промысловых и заводских установках.
Наличие объективных факторов, снижающих технико-экономические показатели газоперерабатывающих установок на поздней стадии эксплуатации месторождения, обеспечивающего сырьем ГПЗ, к каким можно отнести в первую очередь снижение давления сырья и удельного содержания тяжелых углеводородов в газе, обусловливающих строительство и ввод в эксплуатацию дожимных компрессоров и холодильных установок, резко увеличивает эксплуатационные расходы на ГПЗ.
В результате совокупности воздействия указанных факторов в начальный период эксплуатации ГПУ и ГПЗ отмечается самая высокая производительность труда, и низкая себестоимость продукции. Со временем часто имеет место снижение технико - экономических показателей.
На каждом отдельном объекте в той или иной степени возникают и следующие трудности:
- коррозия оборудования и коммуникаций из-за наличия в продуктах сероводорода, диоксида углерода и ряда других примесей;
- содержание в продуктах минеральных солей и механических примесей, которые откладываются на поверхности труб и оборудования;
- отложение твердых парафиновых углеводородов на поверхностях коммуникаций и оборудования;
- низкая эффективность работы оборудования, в первую очередь сепарационного;
- появление сероводорода в составе газа на поздней стадии разработки месторождения.
Указанные выше особенности эксплуатации ГПУ и ГПЗ обусловливают необходимость большого количества исходных данных для их проектирования. В отличие от химической, нефтехимической или микробиологической промышленностей, здесь недостаточно знать состав
сырьевых потоков только в год пуска установок. Эти данные необходимы на весь период их эксплуатации.
Необходимо иметь информацию также о плане ввода в эксплуатацию других нефтяных, газоконденсатных и газовых месторождений и о составе их продукции и схемах их обработки.
С учетом указанных особенностей и большого разнообразия состава природных газов как по углеводородам, так и по примесям, выбор схемы и технологии переработки газов - задача неоднозначная и сложная.
Этот выбор является обычно итогом большой предварительной технико - экономической проработки. Однако общим принципом этих схем является их двухступенчатость.
На первой ступени газ из скважин поступает на установку комплексной подготовки газа (УКПГ), на второй - проходит комплекс технологических установок по выделению из него вредных (сернистые соединения) и нежелательных (азот, диоксид углерода, влага) примесей, газового конденсата (углеводородов от пропана и выше), стабилизации этого конденсата с отделением ШФЛУ и газового бензина и выделением гелия из сухого газа. [3, с 279]
1.7. Извлечение тяжелых углеводородов из газа
В составе природных газов присутствуют углеводороды от метана до пентана, причем если метан и частично этан - это целевые составляющие газа, используемого в быту и в промышленности как газовое топливо, то пропан, бутаны и пентаны в газовом топливе нежелательны, хотя сами они являются ценными соединениями и могут быть использованы для других нужд. Поэтому до подачи природного газа в транспортные магистральные сети из него должны быть удалены углеводороды от этана (частично) до пентанов включительно (называемые в данном случае тяжелыми). Извлеченная сумма тяжелых углеводородов C1 - С5 называется обычно
газовым бензином и направляется на установки ЦГФУ для разделения на отдельные углеводороды и стабильный бензин.
К основным технологическим методам извлечения тяжелых углеводородов из газа относятся: низкотемпературная сепарация (НТС), низкотемпературная конденсация (НТК), низкотемпературная ректификация (НТР).
Сущность процесса низкотемпературной сепарации (НТС) состоит в однократной конденсации углеводородов при понижении температуры газа до минус 25 - минус 30°С за счет его дросселирования (эффект Джоуля -Томсона). Вместо дросселирования через клапан (изоэнтальпийный процесс) может быть использовано расширение газа в турбодетандере (изоэнтропийный процесс), что позволяет более эффективно использовать перепад давления газа. Принципиальная схема НТС показана на рис. 1.1.
Рис 1.1. Принципиальная схема процесса низкотемпературной сепарации (НТС):
1,2 - сепараторы 1-й и 2-й ступеней; 3 - сепараторы сырого конденсата, 4 - дроссельные клапаны (детандеры); 5 - холодильная машина; 6 - блок стабилизации конденсата; 7 - блок регенерации ингибитора гидратообраэования; 8 - теплообменники; І и ІІ - исходный и отсепарированный газ, ІІІ - газовый бензин; IV - конденсат сырого газа, V- раствор ингибитора гидратообразования.
Газ под большим (8 - 12 МПа) давлением поступает в сепаратор 1-й ступени, где от него отделяется тяжелый газовый конденсат. Затем газ через рекуперативные теплообменники 8, охлаждаемые газом и конденсатом 2-й ступени сепарации, поступает в дроссельное устройство 4. В дросселе давление газа снижается на 4 - 5 МПа, за счет чего его температура резко падает и высококипящие углеводороды конденсируются. Выпадающий конденсат отделяют в сепараторе 2-й ступени, а газ, очищенный от тяжелых углеводородов, направляют потребителю.
При температуре -40°С достигается почти полная конденсация бутанов и пентанов. Этан и пропан при этом конденсируются лишь на 50 и 79%.
В связи с тем, что процесс НТС протекает при низких температурах, в поток газа вводят ингибитор гидратообразования - это позволяет предотвратить образование гидратов. В качестве ингибитора используют метанол или гликоли, которые связывают влагу из газа и после регенерации (дегидратации) в блоке 6 (см. рис. 1.3.) возвращаются в процесс. Важнейший параметр НТС - исходное давление газа из скважины. Вначале это давление высоко за счет повышенного пластового давления, но с течением времени пластовое давление снижается (и одновременно снижается содержание в газе тяжелых углеводородов) и потенциал природной энергии для реализации процесса НТС существенно падает. В этом случае перед сепаратором первой ступени устанавливают дожимной компрессор, который повышает давление газа, или же в точке дросселирования газа помещают холодильную машину 5.
Извлечение углеводородов из газа процессом НТС в значительной мере определяется составом исходного газа (например, выражаемым средней молярной температурой его кипения).
Для поддержания нужного уровня извлечения жидких углеводородов из все более облегчающегося по составу газа (по мере выработки его месторождения) нужно понижать температуру сепарации, что сделать крайне трудно из - за одновременного снижения пластового давления. В
этом заключается один из крупных недостатков процесса НТС, несмотря на его технологическую простоту. И поэтому в большинстве случаев процесс НТС заменен процессом НТК, отличающимся более низкими температурами охлаждения газа (-90 -120°С).
Процесс НТК начал развиваться в 1960-е годы, когда повысился спрос на этан - один из основных мономеров в ассортименте сырьевых ресурсов нефтехимии. Это потребовало перейти на низкие температуры охлаждения газа, с тем чтобы увеличить степень извлечения из него этана (и соответственно - более тяжелых углеводородов). Это в свою очередь потребовало наряду с эффектом дросселирования применять искусственное охлаждение с использованием пропанового холода (для охлаждения до -70°С) или каскадного холодильного пропан-этанового цикла, с помощью которого стало возможным извлечь из газа 85 - 87% этана, почти полностью (92%) - пропан и 100% всех остальных углеводородов.
1.8. Технологические схемы установок НТК и НТР
Рассмотрим существующие два процесса: низкотемпературная конденсация и низкотемпературная ректификация. Процесс состоит из четырех стадий:
а) компримирование газа до относительно высоких давлений - 3,5; 5,7 и 7,5 МПа;
б) осушка газа жидкими или твердыми поглотителями влаги;
в) последующее охлаждение сжатого и осушенного газа до низких температур в пределах до -10 до -100°С;
г) разделение образовавшейся газожидкостной смеси углеводородов на деэтанизированный конденсат (нестабильный газовый бензин или ШФЛУ) и несконденсировавшийся газ. Такое разделение может быть осуществлено на одноколонной или двухколонной установке.
Три первоначальные стадии процесса - общие как для НТК, так и для НТР. Отличие между ними заключается в четвертой стадии. В схеме НТК в первую ректификационную колонну поступает только отсепарированный конденсат, в схеме НТР в колонну поступает вся газожидкостная смесь.
Жирный газ, поступающий на установку НТК (рис. 1.2) под давлением 3 - 4 МПа, сначала охлаждается в последовательной цепочке рекуперативных теплообменников 1 - 4 обратными потоками газа и конденсата и затем дополнительно (испаряющимися пропаном или аммиаком) в испарителе 5 до температуры - 20 - 35°С.
Рис. 1.2. Схема установки низкотемпературной конденсации газа:
I – сырьевой газ; II – отбензиненный газ; III – этановая фракция; IV - вторую или третью (считая с верху) тарелку деэтанизатора
Образовавшийся в результате умеренного охлаждения углеводородный конденсат отделяется от остаточного газа в сепараторе 6. Газ направляется в газопровод, а конденсат - в деэтанизатор 7. В конденсате будут преобладать высококипящие углеводороды (Сз+выше).
Однако в его составе будут метан и этан. Они отгоняются из углеводородного конденсата в деэтанизаторе 7 в качестве товарной этановой фракции марки Б.
Пары орошения конденсируются в пропановом холодильнике 8, откуда газожидкостная смесь поступает в рефлюксную емкость 9. Жидкость орошения подается в колонну насосом 10 и продукт из верхней части колонны отводится в газовой фазе в магистральный этанопровод.
Тепло подводится в нижнюю часть деэтанизатора через кипятильник 11. Теплоносителем является водяной пар.
Деэтанизированный нестабильный газовый бензин из нижней части колонны направляется в товарный парк. Метан и этан, если их концентрация (молярная) в выпавшем из нефтяного газа конденсата невелика (в сумме около 10%), могут быть удалены в деэтанизаторе, работающем на холодном сырье без орошения. В этом случае холодный углеводородный конденсат непосредственно из сепараторов 6, минуя теплообменники 2 и 4.
Режим колонны (деэтанизатора) в зависимости от состава углеводородного конденсата регулируется изменением давления, температуры верхней и нижней частей колонны.
На рис. 1.3 представлена схема установки НТР. Сырьевой газ охлаждается обратным потоком остаточного газа в теплообменнике 3. Образовавшаяся газожидкостная смесь поступает в ректификационную
колонну, в которой в результате подачи холодной флегмы (орошения) происходит конденсация основной массы высококипящих углеводородов и отчасти метана и этана, но подвод тепла в нижнюю часть колонны обеспечивает их выпаривание. В колонне сырье подразделяется на товарный газ и деэтанизированную ШФЛУ, которая отводится с нижней части колонны на газофракционирующую установку или в товарный парк.
Рис. 1.3. Схема установки низкотемпературной ректификации:
1 - деэтанизатор; 2 - пропановый холодильннк; 3 - теплообменник газ - газ; 4 - рефлюксная емкость; 5 - насос; 6 - кипятильник; I - сырьевой газ;
II - отбензиненный газ; Ш - деэтанизированная ШФЛУ
Процесс НТК в отличие НТР имеет следующие преимущества:
- после сепаратора из системы выводится основная масса нескон-денсировавшихся газов, которые в дальнейшем процессе на этой установке не участвуют, из - за этого ректификационная колонна и другие аппараты имеют относительно небольшие размеры;
- вследствие относительно небольшого содержания метана и этана в сырье деэтанизатора конденсацию паров орошения в холодильниках можно проводить при сравнительно высоких температурах (от - 5 до - 3О°С).
Установка проста в эксплуатации. Аппаратура изготовляется из углеродистой стали. Процесс НТК нашел применение на ряде отечественных ГПЗ (Отрадненском, Нефтегорском и др.).
К недостаткам схемы НТК следует отнести то, что сепарация конденсата от газа происходит только после однократной конденсации, поэтому часть целевых компонентов теряется с остаточным газом.
Рассмотренные выше схемы НТК и НТР были применены в технических проектах ГПЗ в 50-60-х годах для отбензинивания жирных газов, содержащих Сз+выше от 400 до 600 г/нм3.
Для отбензинивания более тощих нефтяных газов (Сз+выше в пределах 300 г/нм3) эти технологические схемы явно непригодны. В 70-80-е годы были разработаны и внедрены в производство новые технологические схемы НТР и НТК с использованием глубокого холода, т. е. криогенной технологии на основе применения как внешних, так и внутренних холодильных циклов.
Рис. 1.4. Технологическая схема установки низкотемпературной
ректификации нефтяного газа с глубоким охлаждением, включая детандирование: I, П - сырьевой и отбензиненный газ; III - деэтанюированная ШФЛУ
На рис. 1.4 приведена технологическая схема установки НТР с глубоким охлаждением газа. Такие установки имеются на Белозерном Нижневартовском и Сургутском ГПЗ.
Осушенный адсорбционным способом до точки росы - 100°С газ поступает на установку НТР, где делится на два потока. Первый поток сырьевого газа в теплообменнике 1 охлаждается обратным потоком отбензиненного газа, затем в теплообменнике 2 - испаряющимся пропаном и в теплообменнике 3 - обратным потокам остаточного газа. Пройдя все эти теплообменные аппараты, первый поток сырьевого газа в газожидкостной
фазе при давлении 5,3 МПа и температуре - 50 - 54°С поступает в сепаратор 4.
Второй поток последовательно проходит через теплообменник 10, где охлаждается за счет подогрева сырья деэтанизатора, и теплообменник деметанизатора 11 и при температуре - 50 - 54°С поступает в тот же сепаратор 4 в виде газожидкостной смеси.
Углеводородный конденсат из сепаратора 4 дросселируется в разделитель жидкости 5, в котором поддерживается давление 2,45МПа. В результате резкого снижения давления (с 5,3 до 2,45МПа) часть легких углеводородов (метан и этан), содержащихся в углеводородном конденсате, испаряется, вследствие чего температура в разделителе жидкости понижается до - 70 -75°С.
Далее оставшаяся в разделителе 5 жидкость перетекает в деметанизатор 8 на пятую тарелку (считая снизу).
Несконденсировавшийся газ из сепаратора 4 под давлением 5,3 МПа поступает в турбодетандер 6, где он расширяется - давление газа падает до 2,4 МПа. Работа расширения газа используется для вращения компрессора 7, установленного на общем валу с турбодетандером. В результате расширения газа температура его понижается от -50 до -80(-84)°С, при этом часть газа конденсируется.
Двухфазный поток, выходящий из турбодетандера, направляется в деметанизатор 8 на верхнюю (шестую) тарелку (считая снизу). Деметанизатор представляет собой ректификационную колонну с шестью тарелками и предназначен для удаления из углеводородного конденсата основной массы метана. Верхняя часть колонны служит сепаратором, где выделившаяся из двухфазного потока жидкость стекает вниз в качестве холодного орошения.
Несконденсировавшиеся пары, или иначе остаточный газ уходит с верхней части деметанизатора. Он объединяется с потоком газов из гаэоотделителя 5, и затем этот суммарный поток последовательно проходит
по межтрубному пространству теплообменников 3 и 1, в которых он нагревается от - 80 до +34°С, на вход компрессора 7. В компрессоре газ сжимается с 2,2 до 2,5МПа, далее поступает в дожимной компрессор 18, его давление доводится до 5,3МПа и затем через воздушный холодильник 19 выводится в магистральный газопровод.
Жидкость с самой нижней (первой) тарелки деметанизатора сливается в поддон и оттуда под действием гидростатического давления перетекает через межтрубное пространство теплообменника 12 в кубовую часть деметанизатора. При этом часть жидкости испаряется и образовавшиеся пары создают паровой поток в колонне. Теплоносителем в кипятильнике служит второй поток охлаждаемого сырьевого газа.
Температурный режим деметанизатора, °С: питания - 70 (-75); верхней и нижней частей колонны - 80 (- 84) и - 54 (- 58) соответственно.
Нижний продукт деметанизатора забирается насосом 9, прокачивается через теплообменник 10 на 25 тарелку деэтанизатора 12, который представляет собой ректификационную колонну. Температурный режим деэтанизатора, °С: питания +27; верхней и нижней частей колонны - 2 +2°С и +107°С соответственно. Пары, отходящие из верхней части деэтанизатора, охлаждаются и частично конденсируются в пропановом холодильнике 13 и при температуре -30°С в виде парожидкостной смеси поступают в рефлюксную емкость 14, откуда жидкая фаза насосом 15 подается в качестве орошения, а несконденсировавшиеся пары отводятся на смешение с остаточным газом, выходящим из межтрубного пространства
теплообменника 3.
Температура нижней части деэтанизатора поддерживается изменением расхода теплоносителя, поступающего в кипятильник 16.
Теплоносителем служит горячее масло (дизельное топливо), циркулируемое насосом через трубчатую печь (система циркуляции теплоносителя в схеме не приводится). Расход горячего масла в
кипятильнике регулируется с помощью индикатора температуры-регулятора, контролирующего температуру на шестой тарелке (считая снизу).
Образовавшиеся в межтрубном пространстве кипятильника пары возвращаются в кубовую часть колонны, они создают восходящий поток в колонне. Неиспарившийся остаток из кипятильника, а также кубовой части колонны, представляющий собой ШФЛУ, отводится через воздушный холодильник 17 в товарный парк.
Уровень жидкости в рефлюксной ёмкости деэтанизатора и межтрубном пространстве пропановых холодильников регулируется изменением расхода хладагента, поступающего в пропановые холодильники 2 и 13.
Если уровень в сепараторе 4 становится настолько высоким, что возникает опасность попадания жидкости во входной патрубок турбодетандера, то системой защиты предусмотрена незамедлительная остановка турбодетандера, с дросселированием газа через байпасный клапан.
Уровень жидкости в разделителе жидкой среды 5 регулируется автоматическим регулятором путем отвода выделившейся газовой фазы с этого аппарата.
На установке температура регулируется на следующих потоках и точках:
- температура нижней части деметанизатора, температура питания и на шестой тарелке деэтанизатора;
- температура ШФЛУ, отводимого в товарный парк.
Температуры питания деэтанизатора и нижней части деметанизатора регулируются изменением расхода сырьевого газа второго потока, проходящего трубные пространства аппаратов 10 и 11.
Повышение температуры питания деэтанизатора вызывает увеличение расхода сырьевого газа первого потока, т. е. по трубным пучкам аппаратов 1-3 и, наоборот
.
При измененном составе газа степень его отбензинивания на установках НТР и НТК зависит от давления и температуры в процессах охлаждения и ректификации и теплового режима деметанизатора. Чем выше давление, тем больше, при прочих равных условиях, будет количество жидкой фазы, поступающей в деметанизатор. Однако повышение давления возможно до определенной величины, соответствующей технической характеристике сырьевых компрессоров.
При понижении температуры процесса конденсации выход конденсата повышается. Прежде всего, повышается степень извлечения из газа целевых углеводородов: пропана, изобутана и н-бутана. При понижении температуры в конденсате также увеличиваются концентрации метана и этана.
Нужно учитывать, что в процессах НТК и НТР газа максимального извлечения пропана можно достигнуть при одновременной конденсации значительного количества этапа и метана.
Для поддержания заданной температуры конденсации важно обеспечить нормальную работу теплообменной и холодильной аппаратуры. Прежде всего необходимо, чтобы температура газа, поступающего из предыдущей стадии процесса (в частности, с установок осушки и очистки), не превышала значения, заданного по технологической карте. Кроме того, газ должен быть осушен до определенной точки росы. При недостаточной осушке газа работа установок НТК и НТР может быть нарушена в результате образования гидратов, закупорки труб, забивки аппаратуры, арматуры и т. д.
Для разрушения уже образовавшихся гидратов в систему НТК вводится метанол, который, вступая в контакт с гидратом, образует спиртоводный раствор с низкой температурой застывания. Должен быть тщательно осушен и пропан, циркулирующий в системе охлаждения. Нормальная работа установки НТР зависит от устойчивости теплового режима деметанизатора.
Недостаточное выпаривание метана в деметанизаторе (вследствие чрезвычайно низкой температуры в кубе колонны) и превышение заданной
температуры верхней части деэтанизатора могут быть причиной уноса значительного количества пропана с несконденсировавшимися парами, отходящими с верхней части деэтанизатора. К этому может привести и повышение температуры в нижней части деэтанизатора
При понижении температуры в нижней части деэтанизатора увеличивается содержание этапа.
- Технологическая часть
2.1. Выбор и обоснование технологической схемы производства
В данном проекте были проанализированы технологические схемы низкотемпературных способов отбензинивания газ с целью определения наиболее экономичного из них, а также увеличение производительности маслоабсорбционной установки № 4 Нижневартовского ГПК до 2,6 млрд. м3 в год по сырью.
Проанализированы следующие способы и технологические схемы отбензинивания газа:
1) низкотемпературная абсорбция (НТА);
2) низкотемпературная конденсация (НТК) с использованием только хладагентов;
3)низкотемпературная конденсация и ректификация (НТКР) с комбинированной системой охлаждения и использованием хладагента (первая ступень охлаждения) и турбодетандера (вторая ступень охлаждения).
Попутный нефтяной газ, подлежащий переработке, по содержанию целевых компонентов следует относить к разряду «сухих», суммарное содержание С3+в в нём меньше 309 г/м3.
Согласно проекта, извлечение целевого компонента должно составить не менее 92% от потенциального содержания в сырьевом газе.
- Отбензинивание попутного нефтяного газа по НТА – процесс относительно сложный, так как число аппаратов технологического оборудования и приборов автоматического регулирования приблизительно в 2 раза больше, чем в других схемах, потребление электротепловой энергии довольно значительное.
Сравнение процессов НТА, НТК и НТКР показывает, что НТА экономически нецелесообразна как с точки зрения капитальных вложений, так и эксплуатационных затрат на единицу выпускаемой продукции.
- По способу НТК с использованием только хладагентов требуется несложное оборудование, однако, для извлечения 92% целевых компонентов из сырьевого газа, нужно иметь каскадную систему охлаждения с большой суммарной мощностью, для привода компрессоров, циркулирующих хладагенты, что является недостатком. Существенным недостатком, так же, является невозможность приспособить данную установку к изменению состава сырья.
Процесс НТК с расширением газа с производством внешней работы (детандирование) простой и гибкий. Для достижения наиболее полной конденсации, необходима система, состоящая из двух последовательно работающих турбодетандеров. При этом следует значительно снизить давление газа за детандерами. Но тогда для повторного компримирования газа с целью подачи в магистральные газопроводы, требуются большие энергетические затраты, что экономически не выгодно. Таким образом, основные преимущества – простота, гибкость и малые капитальные вложения – сводятся на нет в результате больших энергозатрат.
- НТКР с комбинированной пропановой и турбодетандерной холодильной системой, по сравнению с выше перечисленными схемами, обладает следующими преимуществами:
1) требуется простая охлаждающая система, обеспечивающая экономию суммарной мощности, расходуемой на охлаждение;
мощность, на повторное сжатие газа, значительно меньше, чем у турбодетандерной системы;
2) данная установка способна переработать сырьевой газ, бедный по содержанию целевых компонентов, в этом случае турбодетандер автоматически
регулирует его температуру до требуемой величины, при которой обеспечивается эффективное извлечение целевого компонента;
3) охлаждающую систему можно ремонтировать без отключения отбензинивающей установки. Кроме того, данную установку можно эксплуатировать с выключенным турбодетандером, дросселирование газа будет осуществляться с помощью перепускного клапана, при прохождении через который газ будет охлаждаться (эффект Джоуля - Томсона).
Из всех рассмотренных технологических процессов наиболее экономична НТКР.
Вспомогательные системы, такие как: осушка и очистка газа с применением молекулярных сит, очистка газа регенерации, нагрев и охлаждение масел выбирают с учётом следующих условий: процессы надёжны, эффективны и обеспечивают требуемые результаты; удобны в обслуживании; узлы и детали взаимозаменяемые.
Вывод: из всех выше приведённых видов схем, схема НТКР имеет явное преимущество, поэтому для данного проекта я принимаю именно эту схему, как наиболее выгодную и оптимальную для отбензинивания попутного нефтяного газа.
2.2. Характеристика сырья и готовой продукции
Сырье
Маслоабсорбционная установка № 4 (МАУ-4) предназначена для осушки сырого газа раствором этиленгликоля, выработки отбензиненного газа и широкой фракции легких углеводородов (ШФЛУ) методом низкотемпературной абсорбции с применением хладоагента – пропана высокой чистоты.
Сырьем для МАУ-4 является попутный нефтяной газ нефтяных месторождений, поступающий с КС-2 и КС-3.
Нефтяной газ состоит из смеси углеводородов метанового ряда с незначительным содержанием неуглеводородных компонентов: сероводород, меркаптаны, углекислый газ, азот, кислород и вода. Обладает слабым специфическим запахом, слабо растворим в воде. Предельно допустимая концентрация в воздухе рабочей зоны – 300 мг/м3 (здесь и далее в пересчете на углерод). Пределы взрываемости в смеси с воздухом – 1,5 – 15 % объемных.
Температура газа на входе в установку изменяется в зависимости от времени года от минус 4 до плюс 20 оС. Давление газа на входе в установку до 0,85 кгс/см2. Компонентный состав газа представлен в таблице 2.1.
Таблица 2.1 – Компонентный состав газа
|
Наименование компонентов |
Химическая формула |
Газ ПНГ, мольн.доли |
|||||
|
зима |
лето |
||||||
|
Азот |
N2 |
0,01240 |
0,01470 |
||||
|
Углекислый газ |
CO2 |
0,00485 |
0,00500 |
||||
|
Метан |
CH4 |
0,84395 |
0,80465 |
||||
|
Этан |
C2H6 |
0,03750 |
0,03610 |
||||
|
Пропан |
C3H8 |
0,05050 |
0,05970 |
||||
|
Изобутан |
i-C4H10 |
0,01245 |
0,02090 |
||||
|
н- Бутан |
n-C4H10 |
0,02200 |
0,03435 |
||||
|
Изопентан |
i-C5H12 |
0,00550 |
0,00870 |
||||
|
н-Пентан |
n-C5H12 |
0,00570 |
0,00775 |
||||
|
Гексан +выс. |
C6+ |
0,00480 |
0,00740 |
||||
Сероводород, г/м3 |
H2S |
0,034 |
|||||
|
Меркаптановая сера, г/м3 |
RSH |
0,003 |
|||||
Готовая продукция
Продукцией МАУ-4 является сухой отбензиненный газ и широкая фракция легких углеводородов (ШФЛУ).
Сухой отбензиненный газ
Основным компонентом отбензиненного газа является, метан, содержание которого в газе более 80 % об. В небольшом количестве содержится этан (3,0 - 4,0) % объёмных. Примерно 1,5 % объёмных составляют не углеводородные компоненты, остальная часть приходится на углеводороды С3 -С6. Отбензиненный газ должен отвечать требованиям ГОСТа 5542-87 «Газы природные топливные для коммунально-бытового назначения». Компонентный состав сухого отбензиненного газа представлен в таблице 2.2.
Таблица 2.2 – Компонентный состав сухого отбензиненного газа
|
Наименование компонентов |
Химическая формула |
Содержание компонентов, мольн. доли |
|
|
зима |
лето |
||
|
Азот |
N2 |
0,0127 |
0,0123 |
|
Метан |
CH4 |
0,9421 |
0,9374 |
|
Углекислый газ |
CO2 |
0,0053 |
0,0058 |
|
Этан |
C2H6 |
0,0333 |
0,0344 |
|
Пропан |
C3H8 |
0,0046 |
0,0091 |
|
Изобутан |
i-C4H10 |
0,0001 |
0,0000 |
|
Нормальный бутан |
n-C4H10 |
0,0002 |
0,0000 |
|
Изопентан |
i-C5H12 |
0,0003 |
0,0001 |
|
н-Пентан |
n-C5H12 |
0,0004 |
0,0002 |
|
Гексан +выс. |
C6 H14+высшие |
0,0010 |
0,0007 |
|
Массовая концентрация сероводорода, г/м3, не более |
H2S |
0,00007 |
|
|
Массовая концентрация меркаптановой серы, г/м3, не более |
RSH |
0,00016 |
|
|
Массовая концентрация общей серы г/м3, не более |
|
0,00030 |
|
Широкая фракция легких углеводородов
ШФЛУ, вырабатываемая на установке переработки газа, отвечает требованиям ТУ 38-101524-93, изложенным в таблице 2.3.
Таблица 2.3 – Требования по ШФЛУ
|
Наименование показателя |
Норма по маркам |
|
|
А |
Б |
|
|
1.Массовая доля компонентов, % сумма углеводородов С1-С2, не более пропан, не менее сумма углеводородов С4-С5, не менее сумма углеводородов С6 и выше, не более |
3,0 15,0 45,0 15,0 |
5,0 - 40,0 30,0 |
|
2. Массовая доля метанола,% |
Не нормир. |
Не нормир. |
|
3. Массовая доля сероводорода и меркаптановой серы, %, не более в том числе сероводорода, не более |
0,025 0,003 |
0,050 0,003 |
|
4. Содержание свободной воды и щелочи |
Отс. |
Отс. |
|
5. Внешний вид |
Бесцветная прозрачная жидкость |
Бесцветная прозрачная жидкость |
ШФЛУ – бесцветная прозрачная жидкость. Представляет собой смесь предельных углеводородов С2–С6. Соотношение изомерических и нормальных углеводородов соответствует соотношению их в исходном сырье. ШФЛУ применяется в качестве сырья газофракционирующих установок с целью получения индивидуальных углеводородов. С МАУ-4 ШФЛУ поступает на МАУ-2 для получения стабильного бензина или в ТП.
ШФЛУ относится к сжиженным углеводородным газам и представляет собой легкокипящую и легковоспламеняющуюся жидкость, пожаро- и взрывоопасную, малотоксичную. По степени воздействия на организм человека относится к веществам 4 класса опасности. Пары ШФЛУ образуют с воздухом взрывоопасные смеси с пределами взрываемости 1,3 - 9,5 % объемных при 98066 Па (1ат.) и 15 - 20 оС. Предельно допустимая концентрация паров ШФЛУ в воздухе рабочей зоны 300мг/м3.
ШФЛУ применяется в качестве сырья газофракционирующих установок с целью получения индивидуальных углеводородов.
2.3. Описание технологической части
Технологическая схема МАУ-4 включает в себя следующие последовательные процессы:
1) осушку газа от влаги охлаждением с впрыском ингибитора гидратообразования – этиленгликоля. Данный метод осушки газа охлаждением основан на изменении влажности газа в зависимости от температуры. При охлаждении насыщенного влагой газа происходит конденсация паров влаги, для исключения льдо- и гидратообразования в поток газа впрыскивается ингибитор гидратообразования, который с водой образует водный раствор;
2) низкотемпературную абсорбцию. низкотемпературную абсорбцию. Процесс основан на различии в растворимости компонентов газа в жидкой фазе при низких температурах и последующем выделении извлеченных компонентов в десорберах, работающих по полной схеме ректификации. Абсорбция – поглощение газов или паров из газовых (паровых) смесей жидкими поглотителями, называемыми абсорбентами за счет диффузии. Процесс абсорбции избирательный и обратимый. Процесс абсорбции основан на различии парциальных давлений поглощаемого компонента в газе и жидкости. Чем больше разность парциальных давлений компонента в газе и жидкости, тем интенсивнее поглощение (абсорбция). При уменьшении этой разницы поглощение идет менее интенсивно и совсем прекращается, когда величины парциального давления компонента в газе и жидкости станут одинаковыми. Если же парциальное давление компонента в жидкой фазе больше, чем в газовой (паровой), то происходит десорбция – процесс, обратный абсорбции. При десорбции поглощенный компонент переходит из жидкой фазы в паровую. Переходу целевого продукта (извлеченного из газа) из жидкой в паровую фазу способствует высокая температура и низкое парциальное давление этого компонента. Высокая температура достигается предварительным нагревом насыщенного абсорбента, а низкое парциальное
давление десорбируемых газов под жидкой фазой обеспечивается низким давлением и подачей отпаривающего агента (водяного пара или низкомолекулярных углеводородов). Наиболее распространен процесс масляной абсорбции. Коэффициент извлечения пропана (считается ключевым компонентом) составляет 0,6¸0,9, бутанов – 0,8¸0,98, а газового бензина – 0,94¸0,99. Коэффициент извлечения углеводородов зависит от давления, температуры абсорбции, предварительного насыщения абсорбента и предварительного отбензинивания сырого газа, качества абсорбента, соотношения между количествами контактирующих абсорбента и газа, от числа тарелок в абсорбере, их конструкции и скорости газа в абсорбере. Чем выше давление в процессе абсорбции, тем при прочих равных условиях выше коэффициент извлечения пропана и более тяжелых углеводородов. Также с повышением давления возрастает растворимость метана и этана в абсорбенте, что приводит к значительным потерям тяжелых углеводородов со сбросными газами, отходящими из абсорбционно-отпарной колонны. В зависимости от состава газа на основании технико-экономических расчетов выбирают давление процесса при обеспечении необходимой степени извлечения. При понижении температуры уменьшаются величины констант равновесия углеводородов, увеличивается фактор абсорбции и соответственно коэффициент извлечения.
Попутный нефтяной газ (ПНГ) поступает на осушку и отбензинивание на МАУ-4. Технологическая схема включает в себя процесс осушки газа (низкотемпературной сепарации) с последующей низкотемпературной абсорбцией (выделения ШФЛУ), регенерацию насыщенного абсорбента, систему охлаждения пропаном, секцию регенерации этиленгликоля (СРЭГ), систему утилизации факельных сбросов и сбора углеводородного конденсата.
Узел осушки газа
Сырой газ с компрессорных станций КС-2, КС-3 с температурой 20- 40 оС и давлением 29-37 кгс/см2 (изб.) через ручную задвижку №1а и шаровой кран №1 проходит последовательно расположенные теплообменники Т-501, Т-502, Т-503 и пропановый холодильник Х-501, где охлаждается обратными
технологическими потоками сбросного газа из колонны К-502, отбензиненного газа из колонны К-501, углеводородного конденсата из разделителя Р-501 и кипящим пропаном, соответственно, и поступает в трехфазный разделитель Р-501 для отделения углеводородного конденсата и насыщенного водой этиленгликоля.
Для осушки газа и предотвращения гидратообразования в поток сырого газа перед теплообменником Т-501 через задвижки №293, 294, перед теплообменником Т-502 через задвижки №295, 296, перед теплообменником Т-503 через задвижки № 297,298 и холодильником Х-501 через задвижки №299, 300, через форсунки впрыскивается регенерированный этиленгликоль концентрацией 83-92 % масс.
Для защиты теплообменников Т-501, Т-502 от превышения давления выше допустимых пределов на линии между теплообменниками установлен предохранительный клапан с установочным давлением 4,0 МПа и сбросом на свечу рассеивания.
В процессе охлаждения газа в Х-501 до температуры минус 30 - минус
25 оС большая часть углеводородов конденсируется, и парожидкостная смесь вместе с насыщенным раствором этиленгликоля поступает в трехфазный разделитель Р-501.
В разделителе Р-501 за счет гравитационного отстаивания происходит разделение жидкой и газовой фаз. Газ направляется на абсорбцию в колонну К-501, а жидкость разделяется на углеводородный конденсат и насыщенный водой раствор этиленгликоля. Углеводородный конденсат из Р-501 через задвижку №94 подается в межтрубное пространство теплообменника Т-503. Углеводородный конденсат из Т-503 через задвижки №.13,14, регулирующий клапан LSV-805, задвижки №15,20,159 поступает в межтрубное пространство теплообменника Т-504, где отдает свой холод, и через задвижку №135, объединяясь с насыщенным абсорбентом из К-501, поступает в колонну К-502 на деэтанизацию. Насыщенный водой раствор этиленгликоля собирается в
отстойник разделителя Р-501 и далее через задвижки №334, 132 направляется на регенерацию в секцию регенерации этиленгликоля (СРЭГ).
Для защиты разделителя Р-501 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 3,68 МПа (36,8 кгс/см2) со сбросом в факельный сепаратор С-505 и 4,0 МПа (40 кгс/см2 изб.) со сбросом на свечу рассеивания.
Для освобождения от избыточного давления аппарата Р-501 и продувки предусмотрен сброс газа на свечу рассеивания и на факел через байпасы ППК.
Для дренирования жидкости из аппарата Р-501 предусмотрена линия в дренажную емкость Е-507/4.
Процесс низкотемпературной абсорбции (К-501)
Охлажденный до температуры минус 30 - минус 25 оС осушенный газ после разделителя Р-501 поступает в нижнюю часть абсорбера К-501 под глухую тарелку.
Двигаясь снизу вверх по колонне К-501, газ проходит 29 клапанных тарелок, контактируя с предварительно насыщенным абсорбентом, подаваемым на орошение колонны насосами Н-501/1, Н-501/2.
Для защиты колонны К-501 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 3,68 МПа (36,8 кгс/см2 изб.) и сбросом в факельный сепаратор С-505 а также с установочным давлением 4,0 МПа (40 кгс/см2 изб.) со сбросом на свечу рассеивания .
Для освобождения от избыточного давления колонны К-501 и продувки предусмотрен сброс газа на свечу рассеивания и на факел через байпасы ППК.
Для дренирования жидкости из колонны К-501 предусмотрена линия в дренажную емкость Е-507/4.
Абсорбент, контактируя с газом на тарелках и, насыщаясь уловленными из газа целевыми (C3+в) углеводородами, стекает вниз колонны на глухую тарелку, затем в испаритель И-501, где нагревается потоком «тощего» абсорбента из К-503 и подается под глухую тарелку в куб колонны К-501.Из
куба колонны насыщенный абсорбент через задвижки № 6,7, регулирующий клапан поз. LSV-810, задвижку №8 направляется в Т-505/1,2 для утилизации холода и далее через задвижку №429 в колонну К-502.
Отбензиненный газ с верха К-501 поступает на охлаждение в Х-503.
В сепараторе С-502, газ отделяется от жидкости, проходит межтрубное пространство Т-502 для утилизации холода и через задвижку №401, клапан поз. PSV-809, регулирующий давление в К-501, задвижку №402 и шаровой кран №305 с электроприводом направляется на дожимную компрессорную станцию (ДКС).
Отделившаяся в сепараторе С-502 жидкость через задвижки №419, клапан поз. LV-807,420,20,150 совместно с конденсатом из Р-501 через теплообменник Т-504 направляется в колонну К-502.
Процесс деэтанизации насыщенного абсорбента
Деэтанизация абсорбента происходит в абсорбционно - отпарной колонне К-502 с клапанными тарелками. Колонна состоит из двух частей разного диаметра, и имеет две полуглухих тарелки. В нижней части колонны производится отпарка легких углеводородов, а верхней – абсорбция целевых углеводородов предварительно насыщенным абсорбентом, подаваемым в качестве орошения. Подвод тепла в отпарную часть колонны производится промежуточным (И-503) и основным (И-502) испарителями.
Питанием колонны К-502 является конденсат, выделившийся в разделителе Р-501, конденсат с С-502, и насыщенный абсорбент из куба К-501. Конденсат из Р-501, отдав свой холод сырому газу в теплообменнике Т-503 и нагревшись в теплообменнике Т-504 до температуры 40-50 оС объединяется с насыщенным абсорбентом из К-501, прошедшим теплообменники Т-505/1, Т-505/2 и имеющим температуру 25-31 оС, общим потоком с температурой 30-37 оС поступает на загрузку колонны К-502.
Загрузка колонны К-502 осуществляется тремя потоками на 22 тарелку в низ абсорбционной части колонны, на 21 тарелку в верх отпарной части через задвижки №481, 482, и на 10 тарелку отпарной части под верхнюю полуглухую
тарелку через задвижку №480. Соотношение потоков зависит от состава сырья и режима работы колонны.
Температурный режим колонны К-502 поддерживается испарителями И-502 и И-503 перетоком с полуглухих тарелок и подачей подогретого абсорбента под тарелки. Подвод тепла обеспечивается подачей в трубные пучки испарителей «тощего» абсорбента после теплообменника Т-506 из куба колонны К-503. Кроме этого в отдельный пучок испарителя И-502 подается горячий абсорбент с выкида насосов Н-506 с возвратом в емкость Е-505. Также возможна подача «горячей струи» с выкида насосов Н-506 в межтрубное пространство И-502.
С верха колонны К-502 газы деэтанизации (метан, этан) с незначительным содержанием пропан-бутановой фракции через задвижку №66 поступают в пропановый холодильник Х-502, предварительно смешиваясь с «тощим» абсорбентом, подаваемым насосом Н-505 через задвижки № 69,264, регулирующий клапан поз. LSV-817, задвижки №265, 66а из емкости Е-501.
Деэтанизированный насыщенный абсорбент из куба колонны К-502 через задвижки №34, 35, регулирующий клапан поз. LSV-818, задвижки № 36, 24 с температурой 100…125 оС направляется через теплообменник Т-506, где подогревается кубовым продуктом К-503 до 130-190 оС и через задвижки №28, 23 направляется на загрузку колонны К-503.
Для защиты колонны К-502 от превышения давления выше допустимых пределов установлено 6-ть предохранительных клапанов: 3- с установочным давлением 1,78 МПа (17,8 кгс/см2 изб.) со сбросом в факельный сепаратор С-505 и 3- с установочным давлением 2,0 МПа (20 кгс/см2 изб.) со сбросом на свечу рассеивания.
Для продувки и освобождения колонны К-502 от избыточного давления, предусмотрены байпасы на ППК со сбросом на свечу рассеивания и на факел, через ручные задвижки.
Для дренирования жидкости из колонны К-502 предусмотрена линия в дренажную емкость Е-507/4.
В холодильнике Х-502 происходит охлаждение газожидкостной смеси и предварительное насыщение абсорбента газами деэтанизации, после чего смесь поступает в емкость Е-502, где происходит отделение газа от жидкости.
Газ из Е-502 через задвижки №406, 407 и клапан поз. PSV-819, регулирующий давление в колонне К-502, подается в межтрубное пространство Т-501, где охлаждает сырой газ. Из Т-501 газ через задвижки №479, 478 направляется в емкость Е-512, далее часть газа через задвижки №500, 138, регулирующий давление клапан поз. PSV-801, задвижки №139, 240 поступает в топливную сеть завода. Излишки газа из Е-512 сбрасываются в приемный коллектор КС-2 через клапан поз. PSV-2626, установленный на ПОЗиС-2.
Для защиты емкости Е-502 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 2,0 МПа (20 кгс/см2 изб.) и сбросом на свечу и 1,78 МПа (17,8 кгс/см2) со сбросом в факельный сепаратор С-505.
Для освобождения от давления емкости Е-502 и продувки предусмотрен сброс газа через байпасы ППК на свечу рассеивания и на факел через ручные задвижки.
Для дренирования жидкости из емкости Е-502 предусмотрена линия в дренажную емкость Е-507/4.
Предварительно насыщенный абсорбент из Е-502 через задвижки №405, 75 и 74 подается соответственно на прием насосов Н-501/1,2 и Н-502/1,2 и далее через задвижки №164 и №74 соответственно на орошение колонны К-501 и К-502.
Емкость Е-512 работает по принципу «сухого дна», отделяемый конденсат отводится в дренажную емкость Е-507/4. Уровень в емкости Е-512 не более 285 мм замеряется датчиками поз. LT-499 и LS-499A с выводом показаний на монитор оператора поз. LIA-499 и LA-499A (дискретный). При превышении уровня выше 285 мм от датчиков поз. LT-449 и LS-499A (дискретный) на монитор оператора поступает предупредительный сигнал.
На линии газа из Е-512 в топливную сеть завода установлен клапан поз. PV-801, поддерживающий давление газа в заводской сети в диапазоне 3,5-5,0 кгс/см2.
Процесс десорбции
Процесс происходит в десорбере К-503, представляющим собой ректификационную колонну разных диаметров с 41 клапанными тарелками. Часть колонны большего диаметра является отгонной частью, а другая, меньшего диаметра – концентрационной.
Насыщенный абсорбент из куба К-502 через теплообменник Т-506 с температурой 130-190 оС двумя потоками подается на питание колонны.
Паровая фаза питания подается в нижнюю часть концентрационной части, а жидкая фаза в верхнюю часть отгонной части.
Флегма, стекающая по тарелкам сверху вниз, накапливается на полуглухой тарелке и в сообщающейся с тарелкой буферной емкости Е-505.
Для защиты колонны К-503 от превышения давления выше допустимых пределов установлено десять предохранительных клапанов:
- два ППК-100х40 с установочным давлением 1,41 МПа (14,1 кгс/см2 изб.) со сбросом в факельный сепаратор С-505;
- два ППК-100х40 с установочным давлением 1,6 МПа (16 кгс/см2 изб.) со сбросом на свечу рассеивания;
- три ППК-200х16 с установочным давлением 1,41 МПа (14,1 кгс/см2) со сбросом в факельный сепаратор С-506;
- три ППК-200х16 с установочным давлением 1,6 МПа (16 кгс/см2) со сбросом в атмосферу на свечу рассеивания.
Для освобождения от давления колонны К-503 и продувки предусмотрен сброс на факел и в атмосферу через байпасы ППК.
Для дренирования жидкости из колонны К-503 предусмотрена линия в дренажную емкость Е-507/4.
Пары ШФЛУ с верха колонны К-503 через задвижку №40, регулирующий клапан PV-824, задвижки №41,17 поступают в воздушные холодильники ВХ-502/1…12, где охлаждаются до температуры не более 45 оС, конденсируются и накапливаются в емкости Е-503.
Из емкости Е-503 через задвижки №87, 158/1, 158/2 ШФЛУ поступает на прием насосов Н-503 и подается на орошение колонны К-503. Излишек ШФЛУ через задвижку №254, регулирующий клапан поз. LSV-826, задвижки №255, 194 поступает в холодильник воздушного охлаждения ВХ-503/1, где охлаждается до температуры не выше 35 оС, замеряемую датчиком поз. ТТ-827/7 с выводом показаний на монитор оператора поз. TIR-827/7, и через задвижку №195, электроприводную задвижку №46 направляется в товарный парк №2 или на МАУ-2.
Для освобождения от давления емкости Е-503 и продувки предусмотрен сброс на свечу рассеивания и на факел через байпасы ППК.
Для дренирования жидкости из емкости Е-503 предусмотрена линия в дренажную емкость Е-507/4.
Из Е-505 продукт через задвижки №79, 157 забирается насосами Н-506/4-6 и через задвижки №89,97, регулирующий клапан поз. FV-825, задвижку №98, электроприводную задвижку №47, задвижки №212, 213, 214, 215 подается в змеевики трубчатого подогревателя П-501/4 для нагрева.
Часть потока с нагнетания Н-506 через задвижки №89, 102, регулирующий клапан поз. FV-820, задвижки №92, 58 направляется в качестве теплоносителя в трубный пучок испарителя И-502 колонны К-502 и возвращается через задвижку №52 в Е-505.
Из трубчатого подогревателя нагретый абсорбент через задвижки №198,199, электроприводную задвижку №95 возвращается в куб колонны К-503. Из куба колонны К-503 абсорбент проходит последовательно Т-506, И-502, И-503, Т-504, ВХ-501, Т-505/2, Т-505/1, И-501, где отдает свое тепло и с температурой минус 14...0 оС поступает в емкость Е-501.
Для защиты емкости Е-501 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 1,38 МПа (13,8 кгс/см2 изб.) и сбросом в факельный сепаратор С-505, а также с установочным давлением 1,6 МПа (16 кгс/см2 изб.) и сбросом на свечу.
Для освобождения от давления емкости Е-501 и продувки предусмотрен сброс через байпасы ППК на свечу рассеивания и на факел. Для дренирования жидкости из емкости Е-501 предусмотрена линия в дренажную емкость Е-507/4.
Из Е-501 «тощий» абсорбент насосами Н-505 подается на предварительное насыщение газами деэтанизации и охлаждение в Х-502. После Х-502 предварительно насыщенный абсорбент поступает в емкость Е-502, откуда насосами поз. Н-501/1,2 и Н-502/1,2 подается на орошение колонн К-501и К-502.
Трубчатый подогреватель П-501/4
Трубчатый подогреватель П-501/4 – печь с излучающими панелями и беспламенными горелками служит для обеспечения режима десорбции теплом, для чего абсорбент забирается из Е-505 насосами поз. Н-506/4-6 и направляется в змеевики печи, где его температура поднимается на 20-30 оС и возвращается в куб колонны. На входе в печь поток абсорбента распределяется по четырем змеевикам печи.
Печь останавливается путем закрытия клапана-отсекателя поз. XV-830 и прекращением подачи топливного газа, закрываются электроприводные задвижки ZV-47, ZV-95 на входе и выходе абсорбента из печи, открываются эл. задвижки ZV-100, ZV-170 по пару в змеевики.
Пространство печи подразделяется на конвекционную часть, где подогрев змеевиков производится дымовыми газами, выходящими из печи, и радиантную часть, где подогрев змеевиков производится за счет теплового излучения панелей беспламенного горения.
Дымовые газы за счет естественной тяги из камеры сгорания проходят конвекционную шахту и удаляются в атмосферу через дымовые трубы. Предусмотрен дренаж продукта из коллектора на входе в печь и из змеевиков печи в емкость Е-511, находящуюся на установке МАУ-2. Также при необходимости можно подать пар в топочное пространство печи и во входной и выходной коллекторы подачи абсорбента в печь.
Топливный газ подается к П-501/4 из заводской сети через задвижку №193 и отсечной клапан поз. XV-830.
После клапана-отсекателя топливный газ двумя потоками подается для нагрева в конвекционную часть печи П-501/4. Через задвижки № 223, 243, регулирующий клапан давления поз. PSV-829, задвижки № 244, 200, 201, 202, 203, 204 топливный газ подается на горелки левой стороны печи, через задвижки №222, 246, регулирующий клапан давления поз. PSV-839, задвижки № 247, 206, 207, 208, 209, 210 – на горелки правой стороны печи.
Система охлаждения пропаном
Система включает в себя пропановые холодильники: Х-501 – захолаживание сырого газа, поступающего на установку; Х-502 – захолаживание газов деэтанизации из К-502 и «тощего» абсорбента из Е-501, подаваемого насосами Н-505/1,2; Х-503 – для захолаживания отбензиненного газа, поступающего с верха колонны К-501. Жидкий пропан поступает с ПХУ-2 через задвижку №242, клапан-отсекатель поз. XV-802 и подается в нижнюю часть холодильников Х-501, Х-502, Х-503: через задвижку №146, регулирующий клапан уровня поз. LSV-804, задвижку №147 (Х-501), задвижку 151, регулирующий клапан уровня поз. LSV-821, задвижку №152 (Х-502), задвижку 154, регулирующий клапан уровня поз.LSV-808, задвижку №155 (Х-503).
Для защиты пропановых холодильников Х-501, Х-502, Х-503 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 1,38 МПа (13,8 кгс/см2
изб.) и сбросом в факельный сепаратор С-505, а также с установочным давлением 1,6 МПа (16 кгс/см2 изб.) со сбросом на свечу.
Для освобождения межтрубного пространства от давления из пропановых холодильников Х-501, Х-502, Х-503 и продувки предусмотрен сброс на факел и на свечу через байпасы ППК. Для дренирования жидкости из пропановых холодильников Х-501, Х-502, Х-503 предусмотрена линия в дренажную емкость Е-507/4.
Газообразный пропан из холодильников по коллектору поступает в сепаратор С-508, где отделяется от капельной жидкости и направляется на ПХУ-2.
Для защиты сепаратора С-508 от превышения давления выше допустимых пределов установлены предохранительные клапаны с установочным давлением 1,38 МПа (13,8 кгс/см2 изб.) со сбросом в факельный сепаратор С-505 , а также с установочным давлением 1,6 МПа (16 кгс/см2 изб.) со сбросом на свечу.
Для освобождения от избыточного давления сепаратора С-508 и продувки предусмотрен сброс давления на факел и остаточного давления на свечу через байпасы ППК.
Секция регенерации этиленгликоля (СРЭГ)
Насыщенный раствор этиленгликоля из Р-501 с давлением до 37 кгс/см2 и температурой примерно минус 25 оС поступает в теплообменник Т-401, где нагревается встречным потоком регенерированного этиленгликоля из Е-401 до температуры примерно 20 оС поступает в дефлегматор, нагреваясь, примерно, до температуры 50 оС, а затем в сепаратор С-401 для выделения растворенных углеводородов.
После Т-401 на линии насыщенного раствора этиленгликоля находится регулирующий клапан поз. LSV-806 уровня в отстойнике Р-501.
Для освобождения от избыточного давления сепаратора С-401 и продувки предусмотрен сброс через байпас ППК на свечу рассеивания. Из сепаратора С-401 дегазированный насыщенный этиленгликоль через задвижки
№342, 343, 345, регулирующий клапан уровня в С-401 поз. LSV-831, задвижки №346, 328, фильтр Ф-401, задвижку №329, трубный пучок в емкости Е-401, где нагревается примерно до 90оС, поступает в верх колонны К-401.
В колонне К-401 с насадкой из колец Рашига происходит выпаривание воды, поглощенной этиленгликолем при контакте с сырым газом. Раствор подогревается в испарителе колонны подачей пара в трубный пучок испарителя. Пары воды, поднимаясь из испарителя наверх колонны, контактируют на кольцах Рашига с флегмой, стекающей с дефлегматора колонны и выходят с верха колонны через свечу в атмосферу.
Для приема этиленгликоля со склада и для подпитки системы предназначена емкость Е-402.
Система утилизации факельных сбросов и сбора
углеводородного конденсата
Сброс газа при освобождении аппаратов и трубопроводов от газа и срабатывании предохранительных клапанов через сепаратор факельных сбросов С-505 направляются в общезаводскую факельную систему. Выделившаяся жидкость сливается в подземную емкость Е-507/3, расположенную на площадке МАУ-3.
Сепаратор С-505 работает по принципу «сухого дна», отделяемый конденсат отводится в дренажную емкость Е-507/4. Для трех контрольных предохранительных клапанов диаметром 200 мм колонны
К-503 смонтирован отдельный факельный коллектор со входом в сепаратор С-506. Из сепаратора газ направляется в факельную систему завода.
Продувки аппаратов и трубопроводов на свечи и сбросы с аппаратов от рабочих предохранительных клапанов собираются в общий коллектор и направляются в сепаратор С-507 и далее на свечу. Выделившаяся жидкость сливается в подземную емкость Е-508, расположенную на площадке МАУ-3.
Для сбора углеводородного конденсата из аппаратов и трубопроводов служит подземная емкость поз. Е-507/3 и Е-507/4. В емкость Е-507/3 собирается конденсат из С-505, С-506. Емкость Е-507/4 предназначена для сбора жидких
углеводородов из системы аппаратов и трубопроводов установки МАУ-4 при их освобождении. Все сбросы направляются в общий коллектор, и далее в емкость.
При заполнении емкости в нее подается отбензиненный газ с линии от Т-502 до ДКС. Жидкость выдавливается в ТП-1. Возможна подача жидкости из Е-507/4 в какой-либо из аппаратов МАУ-4 по линии дренажа.
Для сброса избыточного давления из емкости Е-507/4 и продувки предусмотрена линия на свечу рассеивания и факел с ручной запорной арматурой.
Для защиты емкости Е-507/4 от превышения давления выше допустимых пределов установлен предохранительный клапан с установочным давлением 4,0 МПа (40 кгс/см2 изб.) и сбросом на свечу рассеивания.
2.4. Материальный баланс производства
Годовая производительность аппарата согласно заданию 2,6 млрд. м3/год по сырьевому газу. Эффективный рабочий фонд времени, по производственным данным, 8000 часов в год, следовательно, часовая производительность аппарата 325000 м3/ч.
Газ поступает на установку под давлением Р = 3,2 МПа и с молекулярной массой М = 21,4946 в соответствии с производственными данными. Температура сырья t = 270С. Составом сырья задаемся также на основе производственных данных (см. таб. 2.1). Для расчета используем усредненные значения зимних и летних показателей. Зная объемный расход, находим массовый расход по формуле:
(2.1)
Далее из массового расхода находим расход в кмолях:
(2.2)
Материальный баланс производства сведен в таблицу 2.4.
Рисунок 2.1 – Принципиальная схема блока низкотемпературного разделения нефтяного газа:
I - газожидкостная смесь; II - несконденсировавшийся газ через детандер в
деметанизатор; III - углеводородный конденсат на дросселирование;
IV - газовая фаза, выделившаяся при дросселировании углеводородного конденсата; V - углеводородный конденсат на загрузку деметанизатора;
VI - отбензиненный газ из деметанизатора; VII - сырье в деэтанизатор;
VIII - несконденсирующийся газ из деэтанизатора; IX - суммарный отбензиненный газ; X - деэтанизированная ШФЛУ; 4 – сепаратор охлажденного газа (С-1);
5 – газоотделитель охлажденной среды (С-2); 8 – деметанизатор (К-1);
12 – деэтанизатор (К-2).
Таблица 2.4 – Материальный баланс производства
|
№ потока |
I |
II |
||||
|
Наименование |
Очищенный сырьевой газ |
Паровые продукты сепаратора охлажденного газа |
||||
|
Компонент |
мольные доли |
кмоль/ч |
кг/ч |
мольные доли |
кмоль/ч |
кг/ч |
|
N2 |
0,01355 |
196,5959821 |
5509,798996 |
0,0192 |
171,6369101 |
4810,296042 |
|
CH4 |
0,82485 |
11967,68973 |
191985,6787 |
0,9425 |
8425,405612 |
135160,3568 |
|
CO2 |
0,004925 |
71,45647321 |
3144,799386 |
0,0044 |
39,33345856 |
1731,065511 |
|
C2Н6 |
0,0368 |
533,9285714 |
16054,16429 |
0,0196 |
175,212679 |
5268,294833 |
|
С3Н8 |
0,0551 |
799,4419643 |
35250,59397 |
0,0107 |
95,65181968 |
4217,671337 |
|
i-C4Н10 |
0,016675 |
241,9363839 |
14061,34263 |
0,0016 |
14,30307584 |
831,2947678 |
|
н-С4Н10 |
0,028175 |
408,7890625 |
23758,82031 |
0,0017 |
15,19701808 |
883,2506908 |
|
i-С5Н12 |
0,0071 |
103,0133929 |
7432,004241 |
0,0001 |
0,89394224 |
64,49435685 |
|
н-С5Н12 |
0,006725 |
97,57254464 |
7039,468806 |
0,0001 |
0,89394224 |
64,49435685 |
|
С6Н14 |
0,0061 |
88,50446429 |
7626,606696 |
0,0001 |
0,89394224 |
77,03279071 |
|
Итого |
1,0000 |
14508,9286 |
311863,616 |
1,0000 |
8939,4224 |
153108,252 |
|
№ потока |
III |
IV |
||||
|
Наименование |
Жидкие продукты сепаратора охлажденного газа |
Несконденсированные продукты газоотделителя |
||||
|
Компонент |
мольные доли |
кмоль/ч |
кг/ч |
мольные доли |
кмоль/ч |
кг/ч |
|
N2 |
0,0046 |
25,61972852 |
718,0185115 |
0,0124 |
21,201927 |
594,2051983 |
|
CH4 |
0,636 |
3542,205943 |
56824,06774 |
0,9605 |
1642,2944 |
26345,68684 |
Продолжение таблицы 2.4
|
Наименование |
Жидкие продукты сепаратора охлажденного газа |
Несконденсированные продукты газоотделителя |
||||
|
Компонент |
мольные доли |
кмоль/ч |
Компонент |
мольные доли |
кмоль/ч |
Компонент |
|
CO2 |
0,0058 |
32,30313596 |
1421,661014 |
0,0029 |
4,9585151 |
218,2242504 |
|
C2Н6 |
0,0644 |
358,6761993 |
10784,67596 |
0,0132 |
22,569793 |
678,6285347 |
|
С3Н8 |
0,1263 |
703,4286331 |
31016,98215 |
0,0072 |
12,310796 |
542,8322459 |
|
i-C4Н10 |
0,0408 |
227,235853 |
13206,94777 |
0,0012 |
2,0517994 |
119,2505788 |
|
н-С4Н10 |
0,0707 |
393,7640883 |
22885,56881 |
0,0015 |
2,5647492 |
149,0632235 |
|
i-С5Н12 |
0,0183 |
101,9219635 |
7353,261976 |
0,0008 |
1,3678662 |
98,68607775 |
|
н-С5Н12 |
0,0173 |
96,35245726 |
6951,444381 |
0,0002 |
0,3419666 |
24,67151944 |
|
С6Н14 |
0,0158 |
87,99819796 |
7582,980715 |
0,0001 |
0,1709833 |
14,7339712 |
|
Итого |
1,0000 |
5569,5062 |
158745,609 |
1,0000 |
1709,833 |
28785,9824 |
|
№ потока |
V |
VI |
||||
|
Наименование |
Жидкие продукты сепаратора- газоотделителя |
Верхний продукт деметанизатора |
||||
|
Компонент |
мольные доли |
кмоль/ч |
кг/ч |
мольные доли |
кмоль/ч |
кг/ч |
|
N2 |
0,0011 |
4,24564074 |
118,9883274 |
0,0201 |
162,6972712 |
4559,7537 |
|
CH4 |
0,4922 |
1899,731247 |
30475,48867 |
0,9700 |
7851,559852 |
125954,72 |
|
CO2 |
0,0071 |
27,40368114 |
1206,036007 |
0,0028 |
22,66429648 |
997,45569 |
|
C2Н6 |
0,0871 |
336,1775531 |
10108,18667 |
0,0070 |
56,6607412 |
1703,6752 |
|
С3Н8 |
0,1791 |
691,2675059 |
30480,74941 |
0,0001 |
0,80943916 |
35,69141 |
|
i-C4Н10 |
0,0584 |
225,4049266 |
13100,53433 |
0,0000 |
0,0000 |
0,0000 |
|
н-С4Н10 |
0,1013 |
390,9849154 |
22724,04328 |
0,0000 |
0,0000 |
0,0000 |
|
i-С5Н12 |
0,0261 |
100,7374757 |
7267,805925 |
0,0000 |
0,0000 |
0,0000 |
|
н-С5Н12 |
0,0249 |
96,10586766 |
6933,653928 |
0,0000 |
0,0000 |
0,0000 |
|
С6Н14 |
0,0227 |
87,61458618 |
7549,92412 |
0,0000 |
0,0000 |
0,0000 |
|
Итого |
1,0000 |
3859,6734 |
129965,411 |
1,0000 |
8094,3916 |
133251,3 |
Окончание таблицы 2.4
|
№ потока |
VII |
VIII |
||||
|
Наименование |
Жидкие продукты деметанизатора |
Остаточный газ, верхний продукт деэтанизатора |
||||
|
Компонент |
мольные доли |
кмоль/ч |
кг/ч |
мольные доли |
кмоль/ч |
кг/ч |
|
N2 |
0,0098 |
8,2813018 |
232,09177 |
0 |
0 |
0 |
|
CH4 |
0,679 |
573,77591 |
9204,5132 |
0,3707 |
1236,7924 |
19840,623 |
|
CO2 |
0,0193 |
16,309094 |
717,76325 |
0,0118 |
39,369166 |
1732,637 |
|
C2Н6 |
0,1408 |
118,98034 |
3577,5008 |
0,1092 |
364,3316 |
10954,723 |
|
С3Н8 |
0,1127 |
95,234971 |
4199,2908 |
0,2286 |
762,69418 |
33630,237 |
|
i-C4Н10 |
0,0172 |
14,53453 |
844,74687 |
0,0719 |
239,885 |
13942,116 |
|
н-С4Н10 |
0,0179 |
15,126051 |
879,1261 |
0,1218 |
406,36987 |
23618,217 |
|
i-С5Н12 |
0,0014 |
1,1830431 |
85,351829 |
0,0305 |
101,75929 |
7341,5254 |
|
н-С5Н12 |
0,0012 |
1,014037 |
73,158711 |
0,0291 |
97,088367 |
7004,5373 |
|
С6Н14 |
0,0007 |
0,5915216 |
50,972596 |
0,0264 |
88,080168 |
7590,0442 |
|
Итого |
1,0000 |
845,0308 |
19864,52 |
1,0000 |
3336,37 |
125654,7 |
|
№ потока |
IX |
X |
||||
|
Наименование |
Сухой отбензиненный газ |
Жидкие продукты деэтанизатора, ШФЛУ |
||||
|
Компонент |
мольные доли |
кмоль/ч |
кг/ч |
мольные доли |
кмоль/ч |
кг/ч |
|
N2 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
|
CH4 |
0,7535 |
1236,7912 |
19840,605 |
0,0000 |
0,0000 |
0,0000 |
|
CO2 |
0,0240 |
39,393482 |
1733,7072 |
0,0000 |
0,0000 |
0,0000 |
|
C2Н6 |
0,2086 |
342,39502 |
10295,133 |
0,0129 |
21,86517621 |
657,4421183 |
|
С3Н8 |
0,0139 |
22,815392 |
1006,0219 |
0,4366 |
740,0260413 |
32630,70827 |
|
i-C4Н10 |
0,0000 |
0,0000 |
0,0000 |
0,1415 |
239,8389484 |
13939,43968 |
|
н-С4Н10 |
0,0000 |
0,0000 |
0,0000 |
0,2397 |
406,2854835 |
23613,3123 |
|
i-С5Н12 |
0,0000 |
0,0000 |
0,0000 |
0,0600 |
101,698494 |
7337,139548 |
|
н-С5Н12 |
0,0000 |
0,0000 |
0,0000 |
0,0572 |
96,95256428 |
6994,739703 |
|
С6Н14 |
0,0000 |
0,0000 |
0,0000 |
0,0521 |
88,30819229 |
7609,693546 |
|
Итого |
1,0000 |
1641,395 |
32875,47 |
1,0000 |
1694,9749 |
92782,4752 |
2.5. Расчет основного оборудования
2.5.1. Расчет сепаратора охлажденного газа С-1
Сырой газ с компрессорных станций КС-2, КС-3 с температурой 27оС и давлением 3,2 МПа через ручную задвижку №1а и шаровой кран №1 проходит последовательно расположенные теплообменники Т-501, Т-502, Т-503 и пропановый холодильник Х-501, где охлаждается обратными технологическими потоками сбросного газа из колонны К-502, отбензиненного газа из колонны К-501, углеводородного конденсата из разделителя Р-501 и кипящим пропаном, соответственно, и поступает в трехфазный разделитель Р-501 для отделения углеводородного конденсата и насыщенного водой этиленгликоля. Исходные данные для расчета сепаратора приведены в табл. 2.5.
Таблица 2.5 – Исходные данные для расчета сепаратора
|
Компонент |
молекулярный вес |
Содержание Ci, мольные доли |
кмоль/ч |
кг/час |
массовые доли Ci=(с`*М)/Мср |
|
N2 |
28,0160 |
0,01355 |
196,5960 |
5507,8330 |
0,0177 |
|
СН4 |
16,0420 |
0,82485 |
11967,6897 |
191985,6787 |
0,6156 |
|
СО2 |
44,0100 |
0,004925 |
71,4565 |
3144,7994 |
0,0101 |
|
С2Н6 |
30,0680 |
0,0368 |
533,9286 |
16054,1643 |
0,0515 |
|
С3Н8 |
44,0940 |
0,0551 |
799,4420 |
35250,5940 |
0,1130 |
|
и-С4Н10 |
58,1200 |
0,016675 |
241,9364 |
14061,3426 |
0,0450 |
|
н-С4Н10 |
58,1200 |
0,028175 |
408,7891 |
23758,8203 |
0,0762 |
|
и-С5Н12 |
72,1460 |
0,0071 |
103,0134 |
7432,0042 |
0,0238 |
|
н-С5Н12 |
72,1460 |
0,006725 |
97,5725 |
7039,4688 |
0,0226 |
|
С6Н14 |
86,1720 |
0,0061 |
88,5045 |
7628,9107 |
0,0245 |
|
Итого |
- |
1,0000 |
14508,9286 |
311863,6161 |
1,0000 |
2.5.1.1. Материальный баланс сепаратора охлажденного газа
Расчет отделения газовой фазы от жидкой в сепараторах проводят с достаточной для практических целей точностью по закону Рауля – Дальтона:
у΄i = Ki·x΄i, (2.3)
где у΄i – мольная доля i-го компонента в образовавшейся газовой фазе, находящейся в равновесии с жидким остатком; x΄i – мольная доля этого же компонента в жидком остатке; Ki – константа фазового равновесия i-го компонента при условиях сепарации.
Для определения покомпонентного состава образовавшейся газовой (паровой) фазы используется уравнение:
(2.4)
где С΄i - мольная доля итого компонента в исходной эмульсии; е΄ - мольная
доля отгона. Поскольку , то по уравнению получим:
(2.5)
Уравнение используется для определения методом последовательного приближения доли отгона е΄, при заданном составе исходной смеси С΄i, давлении и температуре сепарации.
Состав жидкой фазы рассчитывается по уравнению:
(2.6)
Содержание углеводородов в газе, состав паровой фазы и константа фазового равновесия рассчитаны и приведены в таблице
Таблица 2.6 – Состав паровой фазы и константа фазового равновесия
|
Компо-нент |
Mi |
Содержание Ci, мольные доли |
Ki при t=-50С, Р=3,2МПа |
у΄i, при е΄= 0,6161. |
х΄i мольные доли |
Mvc=Mi·y΄i |
Mgc=Mi·xi |
|
N2 |
28,0160 |
0,01355 |
4,2100 |
0,0192 |
0,0046 |
0,5367 |
0,1275 |
|
СН4 |
16,0420 |
0,82485 |
1,4819 |
0,9425 |
0,6360 |
15,1196 |
10,2029 |
|
СО2 |
44,0100 |
0,004925 |
0,7501 |
0,0044 |
0,0058 |
0,1922 |
0,2562 |
|
С2Н6 |
30,0680 |
0,0368 |
0,3050 |
0,0196 |
0,0644 |
0,5902 |
1,9352 |
|
С3Н8 |
44,0940 |
0,0551 |
0,0850 |
0,0107 |
0,1263 |
0,4734 |
5,5694 |
|
и-С4Н10 |
58,1200 |
0,016675 |
0,0400 |
0,0016 |
0,0408 |
0,0949 |
2,3724 |
|
н-С4Н10 |
58,1200 |
0,028175 |
0,0240 |
0,0017 |
0,0707 |
0,0986 |
4,1076 |
|
и-С5Н12 |
72,1460 |
0,0071 |
0,0070 |
0,0001 |
0,0183 |
0,0092 |
1,3196 |
|
н-С5Н12 |
72,1460 |
0,006725 |
0,0067 |
0,0001 |
0,0173 |
0,0084 |
1,2505 |
|
С6Н14 |
86,1720 |
0,0061 |
0,0040 |
0,0001 |
0,0158 |
0,0054 |
1,3606 |
|
Итого |
- |
1,0000 |
|
1,0000 |
1,0000 |
17,1287 |
28,5018 |
Расчеты показали, что уравнение превращается в тождество при е΄=0,6161.
Составим материальный баланс сепаратора охлажденного газа (табл. 2.7).
Таблица 2.7 – Материальный баланс сепаратора охлажденного газа
|
Компонент |
Приход |
|||||||
|
Газовый конденсат |
||||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
|||||
|
N2 |
0,0136 |
196,5960 |
5507,8330 |
0,0177 |
||||
|
СН4 |
0,8249 |
11967,6897 |
191985,6787 |
0,6156 |
||||
|
СО2 |
0,0049 |
71,4565 |
3144,7994 |
0,0101 |
||||
|
С2Н6 |
0,0368 |
533,9286 |
16054,1643 |
0,0515 |
||||
|
С3Н8 |
0,0551 |
799,4420 |
35250,5940 |
0,1130 |
||||
|
и-С4Н10 |
0,0167 |
241,9364 |
14061,3426 |
0,0450 |
||||
|
н-С4Н10 |
0,0282 |
408,7891 |
23758,8203 |
0,0762 |
||||
|
и-С5Н12 |
0,0071 |
103,0134 |
7432,0042 |
0,0238 |
||||
|
н-С5Н12 |
0,0067 |
97,5725 |
7039,4688 |
0,0226 |
||||
|
С6Н14 |
0,0061 |
88,5045 |
7628,9107 |
0,0245 |
||||
|
Итого |
1,0000 |
14508,9286 |
311863,6161 |
1,0000 |
||||
|
Компонент |
Расход |
|||||||
|
Газовая фаза |
Жидкая фаза |
|||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
мольные доли |
кмоль/ч |
кг/час |
масс доли |
|
|
N2 |
0,0192 |
171,2527 |
4797,8161 |
0,0313 |
0,0046 |
25,3433 |
710,0170 |
0,0045 |
|
СН4 |
0,9425 |
8425,4300 |
135160,7473 |
0,8827 |
0,6360 |
3542,2598 |
56824,9314 |
0,3580 |
|
СО2 |
0,0044 |
39,0346 |
1717,9133 |
0,0112 |
0,0058 |
32,4219 |
1426,8861 |
0,0090 |
|
С2Н6 |
0,0196 |
175,4778 |
5276,2660 |
0,0345 |
0,0644 |
358,4508 |
10777,8983 |
0,0679 |
|
С3Н8 |
0,0107 |
95,9745 |
4231,8983 |
0,0276 |
0,1263 |
703,4675 |
31018,6957 |
0,1954 |
|
и-С4Н10 |
0,0016 |
14,5959 |
848,3112 |
0,0055 |
0,0408 |
227,3405 |
13213,0314 |
0,0832 |
|
н-С4Н10 |
0,0017 |
15,1631 |
881,2789 |
0,0058 |
0,0707 |
393,6260 |
22877,5414 |
0,1441 |
|
и-С5Н12 |
0,0001 |
1,1445 |
82,5742 |
0,0005 |
0,0183 |
101,8688 |
7349,4300 |
0,0463 |
|
н-С5Н12 |
0,0001 |
1,0381 |
74,8966 |
0,0005 |
0,0173 |
96,5344 |
6964,5722 |
0,0439 |
|
С6Н14 |
0,0001 |
0,5646 |
48,6525 |
0,0003 |
0,0158 |
87,9399 |
7577,9542 |
0,0477 |
|
Итого |
1,0000 |
8939,4224 |
153120,3543 |
1,0000 |
1,0000 |
5569,5062 |
158740,9577 |
1,0000 |
2.5.1.2. Технологический расчет сепаратора С-1
Расчет производится для того, чтобы определить основные размеры аппарата (объем, диаметр, длина).
Найдем объемный расход конденсата по формуле:
ё (2.7)
где Gk – массовый расход газового конденсата, кг/ч (см. табл. 2.7); ρж – плотность конденсата, определяется по графику [6,с 106].
Объемный расход (м3/с) газовой фазы определим по формуле:
(2.8)
где Gг – массовый расход газовой фазы, кг/ч (см. табл. 2.7); Мг – мольная масса газовой фазы (см. табл. 2.6); Р – давление в сепараторе, МПа; t – температура в сепараторе.
Зная объемный расход конденсата находим объем пространства сепаратора, занимаемый жидкостью:
(2.9)
где Qk – объемный расход газового конденсата; τот – время, в течении которого жидкость отстаивается в сепараторе (по производственным данным τот=110 сек.).
Согласно производственным данным объем, занимаемый жидкостью, составляет 60% от общего объема сепаратора, следовательно, общий объем сепаратора равен:
Диаметр сепаратора находится по формуле:
(2.10)
где Vc-1 – объем сепаратора; L – длина сепаратора, которую принимаем согласно производственным данным, L = 9215 мм.
Сепаратор охлажденного газа – это горизонтальный, цилиндрический аппарат, диаметром D =2220 мм, длиной L = 9215мм, объемом Vс-1 = 35,6417 м3/с.
2.5.2. Расчет сепаратора – газоотделителя
Конденсат из сепаратора С-1, третьим потоком под давлением 2,67 МПа и с температурой t = -65 0С, поступает в сепаратор – газоотделитель С-2, где происходит отделение газовой фазы. Сепаратор предназначен для предварительного отделения большого объема сухого газа, чтобы избежать больших нагрузок на деметанизатор. Исходные данные для расчета сепаратора приведены в табл. 2.8.
Таблица 2.8 – Исходные данные для расчета сепаратора – газоотделителя
|
Компонент |
молекулярный вес |
Содержание Ci, мольные доли |
кмоль/ч |
кг/час |
массовые доли Ci=(с`*М)/Мср |
|
N2 |
28,0160 |
0,0046 |
25,6197 |
717,7623 |
0,0045 |
|
СН4 |
16,0420 |
0,636 |
3542,2059 |
56824,0677 |
0,3581 |
|
СО2 |
44,0100 |
0,0058 |
32,3031 |
1421,6610 |
0,0090 |
|
С2Н6 |
30,0680 |
0,0644 |
358,6762 |
10784,6760 |
0,0679 |
|
С3Н8 |
44,0940 |
0,1263 |
703,4286 |
31016,9821 |
0,1954 |
|
и-С4Н10 |
58,1200 |
0,0408 |
227,2359 |
13206,9478 |
0,0832 |
|
н-С4Н10 |
58,1200 |
0,0707 |
393,7641 |
22885,5688 |
0,1442 |
|
и-С5Н12 |
72,1460 |
0,0183 |
101,9220 |
7353,2620 |
0,0463 |
|
н-С5Н12 |
72,1460 |
0,0173 |
96,3525 |
6951,4444 |
0,0438 |
|
С6Н14 |
86,1720 |
0,0158 |
87,9982 |
7582,9807 |
0,0476 |
|
Итого |
- |
1,0000 |
5569,5062 |
158745,3527 |
1,0000 |
2.5.2.1. Материальный баланс сепаратора – газоотделителя
Расчет отделения газовой фазы от жидкой в сепараторе С-2 проводят по той же методики, что и сепаратор охлажденного газа С-1.
Содержание углеводородов в газе, состав паровой фазы и константа фазового равновесия рассчитаны и приведены в таблице (2.9)
Таблица 2.9 – Состав паровой фазы и константа фазового равновесия
|
Компо-нент |
Mi |
Ci, мольные доли |
Ki при t=-65С, Р=2,67МПа |
у΄i, при е΄= 0,3070. |
х΄i мольные доли |
Mvc=Mi·yi |
Mgc=Mi·xi |
|
N2 |
28,0160 |
0,0046 |
11,0000 |
0,0124 |
0,0011 |
0,3483 |
0,0317 |
|
СН4 |
16,0420 |
0,6360 |
1,9516 |
0,9606 |
0,4922 |
15,4098 |
7,8960 |
|
СО2 |
44,0100 |
0,0058 |
0,4050 |
0,0029 |
0,0071 |
0,1265 |
0,3123 |
|
С2Н6 |
30,0680 |
0,0644 |
0,1510 |
0,0132 |
0,0871 |
0,3955 |
2,6190 |
|
С3Н8 |
44,0940 |
0,1263 |
0,0400 |
0,0072 |
0,1791 |
0,3158 |
7,8962 |
|
и-С4Н10 |
58,1200 |
0,0408 |
0,0200 |
0,0012 |
0,0584 |
0,0678 |
3,3917 |
|
н-С4Н10 |
58,1200 |
0,0707 |
0,0150 |
0,0015 |
0,1013 |
0,0884 |
5,8903 |
|
и-С5Н12 |
72,1460 |
0,0183 |
0,0300 |
0,0008 |
0,0261 |
0,0564 |
1,8802 |
|
н-С5Н12 |
72,1460 |
0,0173 |
0,0100 |
0,0002 |
0,0249 |
0,0179 |
1,7931 |
|
С6Н14 |
86,1720 |
0,0158 |
0,0050 |
0,0001 |
0,0227 |
0,0098 |
1,9603 |
|
Итого |
- |
1,0000 |
|
1,0000 |
1,0000 |
16,8362 |
33,6708 |
Составим материальный баланс сепаратора – газоотделителя (табл. 2.10).
Таблица 2.10 Материальный баланс сепаратора – газоотделителя
|
Компонент |
Приход |
|||||||
|
Газовый конденсат |
||||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
|||||
|
N2 |
0,0046 |
25,6197 |
717,7623 |
0,0045 |
||||
|
СН4 |
0,6360 |
3542,2059 |
56824,0677 |
0,3581 |
||||
|
СО2 |
0,0058 |
32,3031 |
1421,6610 |
0,0090 |
||||
|
С2Н6 |
0,0644 |
358,6762 |
10784,6760 |
0,0679 |
||||
|
С3Н8 |
0,1263 |
703,4286 |
31016,9821 |
0,1954 |
||||
|
и-С4Н10 |
0,0408 |
227,2359 |
13206,9478 |
0,0832 |
||||
|
н-С4Н10 |
0,0707 |
393,7641 |
22885,5688 |
0,1442 |
||||
|
и-С5Н12 |
0,0183 |
101,9220 |
7353,2620 |
0,0463 |
||||
|
н-С5Н12 |
0,0173 |
96,3525 |
6951,4444 |
0,0438 |
||||
|
С6Н14 |
0,0158 |
87,9982 |
7582,9807 |
0,0476 |
||||
|
Итого |
1,0000 |
5569,5062 |
158745,3527 |
1,0000 |
||||
|
Компонент |
Расход |
|||||||
|
Газовая фаза |
Жидкая фаза |
|||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
мольные доли |
кмоль/ч |
кг/час |
масс доли |
|
|
N2 |
0,0124 |
21,2574 |
595,5483 |
0,0207 |
0,0011 |
4,3623 |
122,2141 |
0,0009 |
|
СН4 |
0,9606 |
1642,4491 |
26348,1687 |
0,9153 |
0,4922 |
1899,7568 |
30475,8990 |
0,2345 |
|
СО2 |
0,0029 |
4,9140 |
216,2657 |
0,0075 |
0,0071 |
27,3891 |
1205,3953 |
0,0093 |
|
С2Н6 |
0,0132 |
22,4886 |
676,1862 |
0,0235 |
0,0871 |
336,1876 |
10108,4897 |
0,0778 |
|
С3Н8 |
0,0072 |
12,2477 |
540,0505 |
0,0188 |
0,1791 |
691,1809 |
30476,9317 |
0,2345 |
|
и-С4Н10 |
0,0012 |
1,9956 |
115,9858 |
0,0040 |
0,0584 |
225,2402 |
13090,9620 |
0,1007 |
|
н-С4Н10 |
0,0015 |
2,5993 |
151,0705 |
0,0052 |
0,1013 |
391,1648 |
22734,4983 |
0,1749 |
|
и-С5Н12 |
0,0008 |
1,3368 |
96,4430 |
0,0034 |
0,0261 |
100,5852 |
7256,8190 |
0,0558 |
|
н-С5Н12 |
0,0002 |
0,4250 |
30,6590 |
0,0011 |
0,0249 |
95,9275 |
6920,7853 |
0,0533 |
|
С6Н14 |
0,0001 |
0,1945 |
16,7592 |
0,0006 |
0,0227 |
87,8037 |
7566,2216 |
0,0582 |
|
Итого |
1,0000 |
1709,8328 |
28787,1368 |
1,0000 |
1,0000 |
3859,6734 |
129958,2160 |
1,0000 |
2.5.2.2. Технологический расчет сепаратора С-2
Расчет производится для того, чтобы определить основные размеры аппарата (объем, диаметр, длина).
Найдем объемный расход (м3/с) конденсата по формуле:
(2.11)
где Gk – массовый расход газового конденсата, кг/ч (см.табл. 2.10); ρж – плотность конденсата, определяется по графику [6,с 106].
Объемный расход (м3/с) газовой фазы определим по формуле:
(2.12)
где Gг – массовый расход газовой фазы, кг/ч (см. табл. 2.10); Мг – мольная масса газовой фазы (см. табл. 2.9); Р – давление в сепараторе, МПа; t – температура в сепараторе.
Зная объемный расход конденсата находим объем пространства сепаратора, занимаемый жидкостью:
(2.13)
где Qk – объемный расход газового конденсата; τот – время, в течении которого жидкость отстаивается в сепараторе (по производственным данным τот=150 сек.).
Согласно производственным данным объем, занимаемый жидкостью, составляет 60% от общего объема сепаратора, следовательно, общий объем сепаратора равен:
Диаметр сепаратора находится по формуле:
(2.14)
где Vc-1 – объем сепаратора; L – длина сепаратора, которую принимаем согласно производственным данным, L = 6065 мм.
Итак, сепаратор охлажденного газа представляет собой горизонтальный, цилиндрический аппарат, с диаметром D = 2094 мм, длиной L = 6065мм, объемом - Vс-1 = 20,875 м3/с.
2.5.3. Технологический расчет деметанизатора К-1
Деметанизатор представляет собой ректификационную колонну, с малым числом контактных тарелок и сконструированный таким образом, что верхняя часть аппарата служит как сепаратор, для отделения газа от конденсата, а (нижняя) отгонная часть содержит тарелки, на которых и происходит ректификация углеводородной смеси легких и тяжелых компонентов. В связи с этим расчет деметанизатора будем производить по частям (сепарационной и
отгонной). В сепарационную часть колонны поступает второй поток (см. рис. 2.2), а в отгонную часть – пятый поток.
2.5.3.1. Технологический расчет сепарационной части деметанизатора
2.5.3.1.1. Материальный баланс сепарационной части
Исходные данные для расчета сепарационной части колонны приведены в табл. 2.11.
Таблица 2.11 – Исходные данные для расчета сепарационной части колонны
|
Компонент |
молекулярный вес |
Содержание Ci, мольные доли |
кмоль/ч |
кг/час |
массовые доли Ci=(с`*М)/Мср |
|
N2 |
28,0160 |
0,0192 |
171,2527 |
4797,8161 |
0,0313 |
|
СН4 |
16,0420 |
0,9425 |
8425,4300 |
135160,7473 |
0,8828 |
|
СО2 |
44,0100 |
0,0044 |
39,0346 |
1717,9133 |
0,0112 |
|
С2Н6 |
30,0680 |
0,0196 |
175,4778 |
5276,2660 |
0,0345 |
|
С3Н8 |
44,0940 |
0,0107 |
95,9745 |
4231,8983 |
0,0276 |
|
и-С4Н10 |
58,1200 |
0,0016 |
14,5959 |
848,3112 |
0,0055 |
|
н-С4Н10 |
58,1200 |
0,0017 |
15,1631 |
881,2789 |
0,0058 |
|
и-С5Н12 |
72,1460 |
0,0001 |
1,1445 |
82,5742 |
0,0005 |
|
н-С5Н12 |
72,1460 |
0,0001 |
1,0381 |
74,8966 |
0,0005 |
|
С6Н14 |
86,1720 |
0,0001 |
0,5646 |
48,6525 |
0,0003 |
|
Итого |
- |
1,0000 |
8939,4224 |
153120,3543 |
1,0000 |
Расчет отделения газовой фазы от жидкой в сепараторах проводят с достаточной для практических целей точностью по закону Рауля – Дальтона:
у΄i = Ki·x΄i, (2.15)
где у΄i – мольная доля i-го компонента в образовавшейся газовой фазе, находящейся в равновесии с жидким остатком; x΄i – мольная доля этого же компонента в жидком остатке; Ki – константа фазового равновесия i-го компонента при условиях сепарации (при давлении 2,57 МПа и температуре t = - 80 0С).
Для определения покомпонентного состава образовавшейся газовой (паровой) фазы используется уравнение:
(2.16)
где С΄i – мольная доля итого компонента в исходной эмульсии; е΄ - мольная доля отгона. Поскольку , то по уравнению получим:
(2.17)
Уравнение используется для определения методом последовательного приближения доли отгона е΄, при заданном составе исходной смеси С΄i , давлении и температуре сепарации.
Состав жидкой фазы рассчитывается по уравнению:
(2.18)
Содержание углеводородов в газе, состав паровой фазы и константа фазового равновесия рассчитаны и приведены в таблице 2.12.
Таблица 2.12 – Состав паровой фазы и константа фазового равновесия
|
Компонент |
Mi |
Содержание Ci, мольные доли |
Ki при t=-80С, Р=2,57 МПа |
у΄i, при е΄= 0,9055. |
х΄i мольные доли |
|
N2 |
28,0160 |
0,0192 |
2,0511 |
0,0201 |
0,0098 |
|
СН4 |
16,0420 |
0,9425 |
1,4286 |
0,9700 |
0,6790 |
|
СО2 |
44,0100 |
0,0044 |
0,1457 |
0,0028 |
0,0193 |
|
С2Н6 |
30,0680 |
0,0196 |
0,0495 |
0,0070 |
0,1408 |
|
С3Н8 |
44,0940 |
0,0107 |
0,0008 |
0,0001 |
0,1127 |
|
и-С4Н10 |
58,1200 |
0,0016 |
0,0004 |
0,0000 |
0,0172 |
|
н-С4Н10 |
58,1200 |
0,0017 |
0,0000 |
0,0000 |
0,0179 |
|
и-С5Н12 |
72,1460 |
0,0001 |
0,0000 |
0,0000 |
0,0014 |
Продолжение таблицы 2.12
|
С6Н14 |
86,1720 |
0,0001 |
0,0000 |
0,0000 |
0,0007 |
|
Итого |
- |
1,0000 |
|
1,0000 |
1,0000 |
Расчеты показали, что уравнение превращается в тождество при е΄=0,9055.
Составим материальный баланс сепарационной части (табл. 2.13).
Таблица 2.13 – Материальный баланс сепарационной части
|
Компонент |
Приход |
|||||||
|
Газовый конденсат |
||||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
|||||
|
N2 |
0,0192 |
171,2527 |
4797,8161 |
0,0313 |
||||
|
СН4 |
0,9425 |
8425,4300 |
135160,7473 |
0,8828 |
||||
|
СО2 |
0,0044 |
39,0346 |
1717,9133 |
0,0112 |
||||
|
С2Н6 |
0,0196 |
175,4778 |
5276,2660 |
0,0345 |
||||
|
С3Н8 |
0,0107 |
95,9745 |
4231,8983 |
0,0276 |
||||
|
и-С4Н10 |
0,0016 |
14,5959 |
848,3112 |
0,0055 |
||||
|
н-С4Н10 |
0,0017 |
15,1631 |
881,2789 |
0,0058 |
||||
|
и-С5Н12 |
0,0001 |
1,1445 |
82,5742 |
0,0005 |
||||
|
н-С5Н12 |
0,0001 |
1,0381 |
74,8966 |
0,0005 |
||||
|
С6Н14 |
0,0001 |
0,5646 |
48,6525 |
0,0003 |
||||
|
Итого |
1,0000 |
8939,4224 |
153120,3543 |
1,0000 |
||||
|
Компонент |
Расход |
|||||||
|
Газовая фаза |
Жидкая фаза |
|||||||
|
мольные доли |
кмоль/ч |
кг/час |
масс. доли |
мольные доли |
кмоль/ч |
кг/час |
масс доли |
|
|
N2 |
0,0201 |
162,9607 |
4565,5068 |
0,0343 |
0,0098 |
8,2969 |
232,4452 |
0,0117 |
|
СН4 |
0,9700 |
7851,7206 |
125957,3013 |
0,9452 |
0,6790 |
573,9482 |
9207,2769 |
0,4634 |
|
СО2 |
0,0028 |
22,7383 |
1000,7144 |
0,0075 |
0,0193 |
16,2974 |
717,2476 |
0,0361 |
|
С2Н6 |
0,0070 |
56,4314 |
1696,7799 |
0,0127 |
0,1408 |
119,0513 |
3579,6357 |
0,1802 |
|
С3Н8 |
0,0001 |
0,7297 |
32,1740 |
0,0002 |
0,1127 |
95,2475 |
4199,8443 |
0,2114 |
|
и-С4Н10 |
0,0000 |
0,0557 |
3,2370 |
0,0000 |
0,0172 |
14,5406 |
845,0982 |
0,0425 |
|
н-С4Н10 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0179 |
15,1635 |
881,3039 |
0,0444 |
|
и-С5Н12 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0014 |
1,1446 |
82,5766 |
0,0042 |
|
н-С5Н12 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0012 |
1,0382 |
74,8987 |
0,0038 |
|
С6Н14 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0007 |
0,5646 |
48,6538 |
0,0024 |
|
Итого |
1,0000 |
8094,3916 |
133255,7134 |
1,0000 |
1,0000 |
845,0308 |
19868,9809 |
1,0000 |
2.5.3.2. Технологический расчет отгонной части деметанизатора
2.5.3.2.1. Материальный баланс отгонной части
Таблица 2.14 – Материальный баланс отгонной части
|
Компо-нент |
Данные по сырью |
Данные по остатку |
Данные по дистилляту |
||||
|
Содержа-ние Ci, мольные доли |
Количество Fi, кмоль/час |
Степень извлечения, ji |
Количест-во Ri=Fi·ji, кмоль/час |
Содержа-ние XRi, мольные доли |
Количество Di=Fi-Ri, кмоль/час |
уDi, мольные доли |
|
|
N2 |
0,0027 |
12,6592 |
0,0000 |
0,0000 |
0,0000 |
12,6592 |
0,0093 |
|
СН4 |
0,5258 |
2473,7050 |
0,5000 |
1236,8525 |
0,3707 |
1236,8525 |
0,9038 |
|
СО2 |
0,0093 |
43,6865 |
0,9000 |
39,3179 |
0,0118 |
4,3687 |
0,0032 |
|
С2Н6 |
0,0968 |
455,2390 |
0,8000 |
364,1912 |
0,1092 |
91,0478 |
0,0665 |
|
С3Н8 |
0,1672 |
786,4284 |
0,9700 |
762,8356 |
0,2286 |
23,5929 |
0,0172 |
|
и-С4Н10 |
0,0510 |
239,7808 |
1,0000 |
239,7808 |
0,0719 |
0,0000 |
0,0000 |
|
н-С4Н10 |
0,0864 |
406,3283 |
1,0000 |
406,3283 |
0,1218 |
0,0000 |
0,0000 |
|
и-С5Н12 |
0,0216 |
101,7298 |
1,0000 |
101,7298 |
0,0305 |
0,0000 |
0,0000 |
|
н-С5Н12 |
0,0206 |
96,9657 |
1,0000 |
96,9657 |
0,0291 |
0,0000 |
0,0000 |
|
С6Н14 |
0,0188 |
88,3683 |
1,0000 |
88,3683 |
0,0265 |
0,0000 |
0,0000 |
|
Итого |
1,0000 |
4704,8910 |
|
3336,3700 |
1,0000 |
1368,5210 |
1,0000 |
2.5.3.2.2. Расчет температуры и давления в отгонной части колонны
Температура сырья, подаваемого в колонну, на основе промышленных данных, принимаем равной t = -65 0C.
Расчет степени конденсации сырья при этой температуре и давлении Pf=2,55 МПа ведется по уравнению:
(2.19)
методом последовательного приближения, заданием нескольких числовых значений степени отгона е΄. Результаты расчета сведены в табл. 2.15.
Таблица 2.15 – Температуры и давления в отгонной части
|
Компо-нент |
Mi |
Содержание Ci, мольные доли |
Ki при t=-650С, Р=2,55МПа |
XFi, при е΄= 0,1654. |
Yi=Ki·XFi, мольные доли |
Mvc=Mi·Yi |
Mgc=Mi·XFi |
|
N2 |
28,0160 |
0,0027 |
14,0000 |
0,0009 |
0,0120 |
0,3350 |
0,0239 |
|
СН4 |
16,0420 |
0,5258 |
2,2620 |
0,4350 |
0,9839 |
15,7840 |
6,9779 |
|
СО2 |
44,0100 |
0,0093 |
0,1242 |
0,0109 |
0,0013 |
0,0594 |
0,4779 |
|
С2Н6 |
30,0680 |
0,0968 |
0,0138 |
0,1156 |
0,0016 |
0,0480 |
3,4764 |
|
С3Н8 |
44,0940 |
0,1672 |
0,0054 |
0,2001 |
0,0011 |
0,0476 |
8,8216 |
|
и-С4Н10 |
58,1200 |
0,0510 |
0,0019 |
0,0610 |
0,0001 |
0,0067 |
3,5477 |
|
н-С4Н10 |
58,1200 |
0,0864 |
0,0000 |
0,1035 |
0,0000 |
0,0000 |
6,0142 |
|
и-С5Н12 |
72,1460 |
0,0216 |
0,0000 |
0,0259 |
0,0000 |
0,0000 |
1,8691 |
|
н-С5Н12 |
72,1460 |
0,0206 |
0,0000 |
0,0247 |
0,0000 |
0,0000 |
1,7816 |
|
С6Н14 |
86,1720 |
0,0188 |
0,0000 |
0,0225 |
0,0000 |
0,0000 |
1,9393 |
|
Итого |
- |
1,0000 |
|
1,0000 |
1,0000 |
16,2808 |
34,9295 |
Давление в нижней части колонны (или в кипятильнике) на 0,02 МПа больше, чем в секции питания:
(2.20)
Температура в нижней части колонны (в кипятильнике) при найденном давлении определяется последовательным приближением по уравнению изотермы жидкой фазы остатка:
(2.21)
Расчет температуры представлен в табл. 2.16.
Таблица 2.16 – Расчет температуры
|
компонент |
Mi |
Xri, мольные доли |
MR=Mi·XRi |
Ki при t=-550С, Р=2,57МПа |
Yi=Ki·Xi, мольные доли |
MvR=Mi·YRi |
|
СН4 |
16,0420 |
0,3707 |
5,9471 |
2,9911 |
1,1089 |
17,7882 |
|
СО2 |
44,0100 |
0,0118 |
0,5186 |
0,0800 |
0,0010 |
0,0440 |
|
С2Н6 |
30,0680 |
0,1092 |
3,2822 |
0,3100 |
0,0445 |
1,3380 |
|
С3Н8 |
44,0940 |
0,2286 |
10,0818 |
0,0670 |
0,0205 |
0,9039 |
|
и-С4Н10 |
58,1200 |
0,0719 |
4,1770 |
0,0150 |
0,0008 |
0,0465 |
|
н-С4Н10 |
58,1200 |
0,1218 |
7,0783 |
0,0070 |
0,0008 |
0,0465 |
|
и-С5Н12 |
72,1460 |
0,0305 |
2,1998 |
0,0000 |
0,0000 |
0,0000 |
|
н-С5Н12 |
72,1460 |
0,0291 |
2,0968 |
0,0000 |
0,0000 |
0,0000 |
|
С6Н14 |
86,1720 |
0,0265 |
2,2824 |
0,0000 |
0,0000 |
0,0000 |
|
Итого |
- |
1,0000 |
37,6639 |
|
1,0000 |
20,1672 |
Итак, температура в кипятильнике колонны (низ колонны) равна tR = -55 0С.
2.5.3.2.3. Материальные потоки секции питания
Количество парового орошения над верхней отгонной тарелкой рассчитывается по формуле:
(2.22)
где s – паровое число над верхней отгонной тарелкой.
(2.23)
где r – минимальное флегмовое число, численно равное отношению количества орошения (в данном случае флегма, стекающая с тарелки сепарационной части колонны (см. табл. 2.15)) к количеству паров дистиллята, поступающих из отгонной части в сепарационную часть.
Паровое число наверху (над верхней тарелкой) отгонной части определяется из уравнения материального баланса (см. табл. 2.16) [7, c.381]:
(2.24)
Тогда имеем:
- количество парового орошения на верху отгонной части:
(2.25)
- количество флегмы с нижней укрепляющей тарелки:
(2.26)
- количество паров, поступающих под нижнюю тарелку укрепляющей части:
(2.27)
- количество паровой фазы сырья:
(2.28)
- количество жидкой фазы сырья:
(2.29)
- количество флегмы, стекающей на верхнюю отгонную тарелку:
(2.30)
- количество паров, поднимающихся с верхней отгонной тарелки:
(2.31)
Для проверки вычисляется количество паров, поступающих в укрепляющую часть:
(2.32)
2.5.3.2.4. Число тарелок в колонне
Минимальное число теоретических тарелок в колонне определяется по уравнению Фенске – Андервуда [7, c.357]:
(2.33)
где индекс 3 относится к этану, 4 – к пропану – ключевым компонентам.
.
Для определения числа теоретических тарелок в колонне используется уравнение [10, c.68]:
(2.34)
Откуда:
(2.35)
Соотношение числа теоретических тарелок Nr в укрепляющей и Ns – в отгонной частях колонны определяется по уравнению Керкбрайда [7, c.412]:
(2.36)
Откуда:
(2.37)
Поскольку
(2.38)
решение двух последних уравнений дает Ns = 1,1868 и Nr = 1,8132.
Число рабочих тарелок в колонне рассчитывается по формуле:
(2.39)
Примем к.п.д. ηср= 0,60
Следовательно, число теоретических тарелок равно:
(2.40)
(2.41)
всего в колонне:
(2.42)
Общее число тарелок в колонне равно 6, сырье подается на 4-ю тарелку. Расстояние между тарелками (hт) принимаем 0,6.
Дальнейший расчет колонны состоит в определении основных ее размеров и тепловой нагрузки кипятильника.
2.5.3.2.5. Тепловая нагрузка кипятильника колонны
Расчет производится с целью определить количество теплоты, вносимое парами остатка из рибойлера (кипятильника) и их расход (VR).
Количество паров внизу отгонной части может быть найдено, если известно тепло кипятильника Qp. Это тепло определяется из уравнения теплового баланса колонны [7, c.158]:
(2.43)
Откуда
(2.44)
где hf – энтальпия сырья, подаваемого в колонну при температуре tf = -65 0С, кДж/кмоль; hR – энтальпия остатка колонны при tR = -55 0С, кДж/кмоль; Qp – количество тепла, вносимое парами остатка из кипятильника (рибойлера); HD – энтальпия паров дистиллята, уходящих с верхней отгонной тарелки.
Мольные массы потоков рассчитаны и приведены в табл. 2.15; 2.16.
Энтальпия потоков находится по графику [5, c.10]:
Масса парового орошения VR, подаваемого из кипятильника под нижнюю отгонную тарелку колонны определяем из уравнения:
(2.45)
где ( HVR - hVR) – теплота испарения орошения, равная разности его энтальпии в паровой и жидкой фазах при tR = -55 0С, кДж/кмоль.
Мольная масса потоков рассчитана и приведена в табл. 2.16.
Энтальпия потоков находится по графику [5, c.10]:
количество парового орошения:
(2.46)
Паровое число внизу колонны равно:
(2.47)
2.5.3.2.6. Диаметр колонны
Диаметр колонны рассчитывается по формуле:
(2.48)
где Vсек – секундный объемный расход паров, м3/с; ω – допустимая скорость паров в свободном поперечном сечении над верхней тарелкой колонны, м/с.
Объем паров колонны определяется по формуле:
(2.49)
где (D+g) – количество паров, проходящих через рассматриваемое сечение колонны, кмоль/ч; z – коэффициент сжимаемости паров, определяемый по графику [7, c.15] в зависимости от приведенных температур Тпр и давления Рпр
Максимально допустимая скорость паров в свободном сечении рассчитывается по формуле:
, (2.50)
где С – коэффициент скорости, учитывающий поверхностное натяжение и расстояние между тарелками; ρж и ρп – соответственно плотность жидкой и паровой фаз, кг/м3.
Коэффициент скорости рассчитывается по формуле:
, (2.51)
где Сmax – максимальное значение коэффициента скорости; σ – поверхностное натяжение жидкости на границе с паром, Н/м.
Максимальное значение коэффициента скорости для клапанных тарелок рассчитывается по уравнению:
(2.52)
где hТ – расстояние между тарелками, принятое равным 0,6.
Поверхностное натяжение жидкости на границе с паром рассчитывается по уравнению [10, c.14]:
(2.53)
где Тпкр – псевдокритическая температура флегмы, К; Т – температура флегмы, К; М – средняя мольная масса флегмы.
Псевдокритическая температура флегмы равна:
(2.54)
При этом Ткрi – критическая температура; x΄i – содержание компонентов во флегме.
Ткр = 200,2 К; Ркр = 4,88 МПа;
Приведенные параметры равны: (2.55)
(2.56)
По графику [7, c.15] находится z(0,53;1,0) = 0,90.
Объемы паров (м3/с) равны:
Средняя мольная масса флегмы на верхней укрепляющей тарелке равна Mg1 = 16,2808 (см. табл. 2.15.). Плотность этой флегмы при температуре t1 = -800С находится по графику [6, c.106], она равна ρж = 527 кг/м3.
Плотность паров (кг/м3), покидающих верхнюю тарелку колонны, рассчитывается по формуле:
(2.57)
Псевдокритическая температура орошения равна: Тп.кр. = 325,16 К
Максимальное значение коэффициента скорости для клапанных тарелок равно:
Поверхностное натяжение (Н/м) флегмы на границе с паром при температурах T1 = 208 K равно:
Подставим числовые значения величин в формулу для расчета коэффициента скорости, получим:
Скорость паров (м/с) равна:
Диаметр колонны (м) равен:
В соответствии с ГОСТ 9617-61 принимаем стандартный диаметр деметанизатора D = 2,0 м.
2.5.3.2.7. Высота колонны
Рабочая высота аппарата определяется по формуле:
(2.58)
На основании производственных данных принимается:
- расстояние между верхним днищем колонны и каплеотбойником сепарационной части h1 = 1,0 м;
- высота секции питания (расстояние между укрепляющей и верхней отгонной тарелками) h3 = 1 м;
- высота сепарационной части колонны hc = 3 м;
- расстояние между днищем и нижней отгонной тарелкой h5 = 2,0 м.
Тогда рабочая высота колонны будет равна:
2.5.3.2.8. Расчет основных диаметров штуцеров
В колонне К-1 установлены 5 штуцеров: ввода сырья в сепарационную часть, ввода сырья в отгонную часть, выхода паров дистиллята, выхода остатка, ввода паров из кипятильника.
Расчет диаметра штуцера ввода сырья в сепарационную часть колонны производится по формуле:
(2.59)
Скорость парожидкостного потока при подаче сырья в колонну находится в пределах 0,5 – 1,0 м/с. Примем ωF = 0,5 м/с.
Плотность парожидкостной смеси питания рассчитываем по формуле:
(2.60)
где е – массовая доля отгона равная 0,5859; ρп – плотность пара сырья равная 27,0317 кг/м3; ρж – плотность жидкость, 527 кг/м3.
Тогда, диаметр штуцера ввода сырья составит:
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=700 мм.
Расчет диаметра штуцера ввода сырья в отгонную часть производится аналогично:
е - массовая доля отгона равная 0,0754; ρп - плотность пара сырья равная 26,4220 кг/м3; ρж - плотность жидкость, 527 кг/м3.
Тогда, диаметр штуцера ввода сырья составит:
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=400 мм.
Расчет диаметра штуцера, выхода паров дистиллята, производится по формуле (2.61):
(2.61)
Скорость паров дистиллята находится в пределах 10 – 30 м/с [11, c. 183].
Примем ωD = 20 м/с. При данных рабочих условиях скорость паров (м/с) составит:
(2.62)
Тогда, диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=400 мм.
Расчет диаметра штуцера выхода остатка производится по формуле:
(2.63)
Скорость потоков флегмы согласно практическим данным изменяется в пределах 0,2-0,6 м/с. Принимаем ωg = 0,3 м/с.
Тогда рабочее значение скорости (м/с):
(2.64)
Диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=200 мм.
Расчет диаметра штуцера ввода паров из кипятильника производится по формуле:
(2.65)
Скорость паров дистиллята находится в пределах 10 – 30 м/с [11, c. 183].
Примем ωD = 20 м/с. При данных рабочих условиях скорость паров (м/с) составит:
(2.66)
Тогда, диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=400 мм.
2.5.4. Технологический расчет деэтанизатора К-2
Деэтанизатор К-2 представляет собой вертикальный цилиндрический аппарат и служит для выделения этана и остатков метана из углеводородного конденсата. В деэтанизатор поступает седьмой поток (см. рис. 2.2 и табл. 2.1).
2.5.4.1. Материальный баланс аппарата
Таблица 2.17 – Материальный баланс деэтанизатора
|
Компо-нент |
Данные по сырью |
Данные по остатку |
Данные по дистилляту |
||||
|
Содержа-ние Ci, мольные доли |
Количество Fi, кмоль/час |
Степень извлечения, ji |
Количество Ri=Fi·ji, кмоль/час |
Содержа-ние XRi, мольные доли |
Количество Di=Fi-Ri, кмоль/час |
уDi, мольные доли |
|
|
N2 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
|
СН4 |
0,3707 |
1236,8525 |
0,0000 |
0,0000 |
0,0000 |
1236,8525 |
0,7535 |
|
СО2 |
0,0118 |
39,3179 |
0,0000 |
0,0000 |
0,0000 |
39,3179 |
0,0240 |
|
С2Н6 |
0,1092 |
364,1912 |
0,0600 |
21,8515 |
0,0129 |
342,3397 |
0,2086 |
|
С3Н8 |
0,2286 |
762,8356 |
0,9700 |
739,9505 |
0,4366 |
22,8851 |
0,0139 |
|
и-С4Н10 |
0,0719 |
239,7808 |
1,0000 |
239,7808 |
0,1415 |
0,0000 |
0,0000 |
|
н-С4Н10 |
0,1218 |
406,3283 |
1,0000 |
406,3283 |
0,2397 |
0,0000 |
0,0000 |
|
и-С5Н12 |
0,0305 |
101,7298 |
1,0000 |
101,7298 |
0,0600 |
0,0000 |
0,0000 |
|
н-С5Н12 |
0,0291 |
96,9657 |
1,0000 |
96,9657 |
0,0572 |
0,0000 |
0,0000 |
|
С6Н14 |
0,0265 |
88,3683 |
1,0000 |
88,3683 |
0,0521 |
0,0000 |
0,0000 |
|
Итого |
1,0000 |
3336,3700 |
|
1694,9749 |
1,0000 |
1641,3951 |
1,0000 |
2.5.4.2. Расчет температуры и давления
Верхний продукт колонны охлаждается в пропановом холодильнике до t=-300C. Значение давления в емкости орошения находится по уравнению (2.37) изотермы паровой фазы дистиллята путем последовательного приближения:
.
Константы фазового равновесия определяются из графика [4. c. 19]. Результаты расчетов приведены в табл. 2.18.
Таблица 2.18 – Расчет температуры и давления
|
компонент |
Mi |
уDi, мольные доли |
MD=Mi·Yi |
Ki при t=-30С, Р=3,18 Мпа |
X0i=YDi/Ki, мольные доли |
Mg0=Mi·X0i |
|
СН4 |
16,0420 |
0,6659 |
10,6824 |
3,9000 |
0,1707 |
2,7391 |
|
СО2 |
44,0100 |
0,0262 |
1,1531 |
0,1400 |
0,1871 |
8,2362 |
|
С2Н6 |
30,0680 |
0,2883 |
8,6686 |
0,5800 |
0,4971 |
14,9459 |
|
С3Н8 |
44,0940 |
0,0196 |
0,8642 |
0,1353 |
0,1450 |
6,3936 |
|
итого |
|
1,0000 |
21,3683 |
|
1,0000 |
32,3147 |
Давление в емкости орошения составило PD = 3,18 МПа. Как видно из табл. 2.18. конденсат наполовину состоит из этана.
Состав орошения и дистиллята различны (см. табл. 2.18), поэтому пары V1, уходящие с верха колонны, будут представлять паровую смесь дистиллята и орошения. Чтобы рассчитать состав паров V1, необходимо знать количество орошения, g0, подаваемого на верх колонны. Его можно определить, зная флегмовое число колонны. Флегмовое число определяется по уравнению Андервуда:
(2.67)
в котором значение параметра j рассчитывается по формуле:
(2.68)
где αi – относительная летучесть компонента при средней температуре в колонне.
Давление на верху колонны Р1 с учетом перепада давления в конденсаторе принимаем на 0,04 МПа выше давления в емкости орошения:
(2.69)
Давление в секции питания с учетом сопротивления укрепляющих тарелок принимается на 0,02 МПа выше давления на верху колонны:
(2.70)
Температура сырья, подаваемого в колонну, на основе промышленных данных принимается равной tf = 27 0С.
Расчет степени конденсации сырья при этой температуре и давлении Pf=3,24 МПа ведется по уравнению:
(2.71)
методом последовательного приближения, заданием нескольких числовых значений степени отгона е΄. Результаты расчета сведены в табл. 2.19.
Таблица 2.19 – Расчет температуры и давления
|
Компо-нент |
Mi |
Содержание Ci, мольные доли |
Ki при t=270С, Р=3,24МПа |
XFi, при е΄= 0,399. |
Yi=Ki·XFi, мольные доли |
Mvc=Mi·Yi |
Mgc=Mi·XFi |
|
N2 |
28,0160 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
0,0000 |
|
СН4 |
16,0420 |
0,3707 |
4,6258 |
0,1515 |
0,7010 |
11,2454 |
2,4310 |
|
СО2 |
44,0100 |
0,0118 |
0,5002 |
0,0147 |
0,0074 |
0,3240 |
0,6478 |
|
С2Н6 |
30,0680 |
0,1092 |
1,2953 |
0,0977 |
0,1265 |
3,8034 |
2,9363 |
|
С3Н8 |
44,0940 |
0,2286 |
0,3604 |
0,3070 |
0,1106 |
4,8780 |
13,5350 |
Продолжение таблицы 2.19
|
Компо-нент |
Mi |
Содержание Ci, мольные доли |
Ki при t=270С, Р=3,24МПа |
XFi, при е΄= 0,399. |
Yi=Ki·XFi, мольные доли |
Mvc=Mi·Yi |
Mgc=Mi·XFi |
|
и-С4Н10 |
58,1200 |
0,0719 |
0,2142 |
0,1047 |
0,0224 |
1,3032 |
6,0841 |
|
н-С4Н10 |
58,1200 |
0,1218 |
0,1411 |
0,1853 |
0,0261 |
1,5193 |
10,7674 |
|
и-С5Н12 |
72,1460 |
0,0305 |
0,0600 |
0,0488 |
0,0029 |
0,2112 |
3,5195 |
|
н-С5Н12 |
72,1460 |
0,0291 |
0,0500 |
0,0468 |
0,0023 |
0,1688 |
3,3762 |
|
С6Н14 |
86,1720 |
0,0265 |
0,0150 |
0,0436 |
0,0007 |
0,0564 |
3,7596 |
|
Итого |
- |
1,0000 |
|
1,0000 |
1,0000 |
23,5097 |
47,0569 |
При t1=27 0C и давлении Pf=3,24 МПа половина сырья будет в паровой фазе, а половина – в конденсате. Состав паровой фазы сырья сравнительно близок к составу дистиллята, поэтому от укрепляющей части колонны не требуется большой разделительной мощности.
Давление в нижней части колонны (или в кипятильнике) на 0,04 МПа больше, чем в секции питания:
(2.72)
Температура в нижней части колонны (в кипятильнике) при найденном давлении определяется последовательным приближением по уравнению изотермы жидкой фазы остатка:
(2.73)
Расчет температуры представлен в табл. 2.20.
Таблица 2.20 – Расчет температуры
|
компонент |
Mi |
Xri, мольные доли |
MR=Mi·XRi |
Ki при Т=105С, Р=3,28МПа |
Yi=Ki·Xi, мольные доли |
MvR=Mi·YRi |
|
С2Н6 |
30,0680 |
0,0129 |
0,3876 |
3,1110 |
0,0401 |
1,2059 |
Продолжение таблицы 2.20
|
компонент |
Mi |
Xri, мольные доли |
MR=Mi·XRi |
Ki при Т=105С, Р=3,28МПа |
Yi=Ki·Xi, мольные доли |
MvR=Mi·YRi |
|
С3Н8 |
44,0940 |
0,4366 |
19,2495 |
1,3956 |
0,6093 |
26,8646 |
|
и-С4Н10 |
58,1200 |
0,1415 |
8,2220 |
0,9010 |
0,1275 |
7,4080 |
|
н-С4Н10 |
58,1200 |
0,2397 |
13,9328 |
0,7000 |
0,1678 |
9,7530 |
|
и-С5Н12 |
72,1460 |
0,0600 |
4,3301 |
0,4000 |
0,0240 |
1,7320 |
|
н-С5Н12 |
72,1460 |
0,0572 |
4,1273 |
0,2750 |
0,0157 |
1,1350 |
|
С6Н14 |
86,1720 |
0,0521 |
4,4926 |
0,3000 |
0,0156 |
1,3478 |
|
Итого |
- |
1,0000 |
54,7419 |
|
1,0000 |
49,4463 |
Температура в кипятильнике колонны (низ колонны) равна tR=1050С.
Предварительные расчеты показывают, что температура наверху колонны t1 = 00С, но в дальнейших расчетах она уточняется. Поэтому средняя температура в колонне равна:
(2.74)
При этой температуре и среднем давлении в колонне Рср = 3,25 МПа находим константы равновесия компонентов сырья и относительные летучести их, при принятии за эталонный компонент гексан (табл. 2.21).
Методом последовательного приближения по уравнению Андервуда находим числовое значение параметра j. Весь расчет приведен в табл. 2.21.
Таблица 2.21 – Константы равновесия сырья и относительная летучесть
|
компонент |
Ki при t=44 0С, Р=3,25МПа |
αi=Ki/Kэ |
Ci, мольные доли |
αi·Ci |
αi-j, (j=35,777) |
αi·Ci/(αi-j) |
|
СН4 |
5,4000 |
216,0000 |
0,3707 |
80,0751 |
180,2230 |
0,4443 |
|
СО2 |
0,5000 |
20,0000 |
0,0118 |
0,2357 |
-15,7770 |
-0,0149 |
|
С2Н6 |
1,4000 |
56,0000 |
0,1092 |
6,1128 |
20,2230 |
0,3023 |
|
С3Н8 |
0,4500 |
18,0000 |
0,2286 |
4,1156 |
-17,7770 |
-0,2315 |
|
и-С4Н10 |
0,2300 |
9,2000 |
0,0719 |
0,6612 |
-26,5770 |
-0,0249 |
|
н-С4Н10 |
0,1500 |
6,0000 |
0,1218 |
0,7307 |
-29,7770 |
-0,0245 |
|
и-С5Н12 |
0,0700 |
2,8000 |
0,0305 |
0,0854 |
-32,9770 |
-0,0026 |
|
н-С5Н12 |
0,0600 |
2,4000 |
0,0291 |
0,0698 |
-33,3770 |
-0,0021 |
Продолжение таблицы 2.21
|
компонент |
Ki при t=44 0С, Р=3,25МПа |
αi=Ki/Kэ |
Ci, мольные доли |
αi·Ci |
αi-j, (j=35,777) |
αi·Ci/(αi-j) |
|
С6Н14 |
0,0250 |
1,0000 |
0,0265 |
0,0265 |
-34,7770 |
-0,0008 |
|
Итого |
|
|
1,0000 |
|
|
|
Параметр в уравнении Андервуда j=35,777.
После подстановки значения j в уравнение Андервуда для расчета rmin получаем:
(2.75)
Коэффициент избытка орошения находим по соотношению [10, c. 68]:
(2.76)
Рабочее флегмовое число равно:
. (2.77)
По всей высоте укрепляющей части колонны флегмовое число принимается постоянным.
Количество горячего орошения или флегмы, находящийся при температуре начала кипения, определяется по формуле:
(2.78)
Количество паров, проходящих любое сечение в диаметральной плоскости укрепляющей части колонны найдется по уравнению материального баланса:
(2.79)
Состав паров, уходящих с первой (верхней) тарелки колонны определяется по уравнению концентраций укрепляющей части:
(2.80)
где g0 = g = 1778,5351 кмоль/ч – количество орошения, поступающего на первую тарелку; y΄1i – мольная доля компонента в парах, поднимающихся с первой тарелки; y΄Di – мольная доля компонента в орошении, подаваемом на верх колонны (см. табл. 2.15).
Из этого уравнения получается:
(2.81)
Расчет состава паров с первой тарелки дан в табл. 2.22.
Таблица 2.22 – Состав паров с первой тарелки
|
компонент |
X'oi |
0,5201 ·X'oi |
Y'Di |
0,4800· Y'Di |
Y'1i=0,5201 ·X'oi+ +0,4799· Y'Di |
Mv1 |
|
СН4 |
0,1708 |
0,0888 |
0,6659 |
0,3196 |
0,4084 |
6,5515 |
|
СО2 |
0,1871 |
0,0973 |
0,0262 |
0,0126 |
0,1099 |
4,8366 |
|
С2Н6 |
0,4971 |
0,2585 |
0,2883 |
0,1384 |
0,3969 |
11,9331 |
|
С3Н8 |
0,1450 |
0,0754 |
0,0196 |
0,0094 |
0,0848 |
3,7398 |
|
Итого |
1,0000 |
|
1,0000 |
|
1,0000 |
27,0611 |
Температура верха колонны t1 определяется последовательным приближением по уравнению изотермы паровой фазы, уходящей с верхней тарелки колонны:
(2.82)
Расчет температуры верха колонны приведен в табл. 2.23.
Таблица 2.23 – Температуры верха колонны
|
компонент |
y'1i |
Ki при t= - 2С, Р=3,22МПа |
x1i= y'1i /Ki, мольные доли |
Mgi=Mi· x1i |
|
СН4 |
0,4084 |
5,4000 |
0,0756 |
1,2132 |
|
СО2 |
0,1099 |
0,4300 |
0,2556 |
11,2480 |
|
С2Н6 |
0,3969 |
1,1000 |
0,3608 |
10,8483 |
|
С3Н8 |
0,0848 |
0,2756 |
0,3080 |
13,5810 |
|
Итого |
1,0000 |
|
1,0000 |
36,8904 |
Итак, температура верха колонны t1 = -20С. Перепад температуры в укрепляющей части составляет:
2.5.4.3. Материальные потоки секции питания
Количество парового орошения над верхней отгонной тарелкой рассчитывается по формуле:
(2.83)
где – паровое число над верхней отгонной тарелкой.
Паровое число наверху (над верхней тарелкой) отгонной части определяется из уравнения материального баланса секции питания [7, c.381]:
(2.84)
Тогда имеем:
- количество парового орошения на верху отгонной части:
- количество флегмы с нижней укрепляющей тарелки:
(2.85)
- количество паров, поступающих под нижнюю тарелку укрепляющей части:
(2.86)
- количество паровой фазы сырья:
(2.87)
- количество жидкой фазы сырья:
(2.88)
- количество флегмы, стекающей на верхнюю отгонную тарелку:
(2.89)
- количество паров, поднимающихся с верхней отгонной тарелки:
(2.90)
Для проверки вычисляется количество паров, поступающих в укрепляющую часть:
(2.91)
2.5.4.4. Число тарелок в колонне
Минимальное число теоретических тарелок в колонне определяется по уравнению Фенске – Андервуда [7, c.357]:
(2.92)
где индекс 3 относится к этану, 4 – к пропану – ключевым компонентам.
Для определения числа теоретических тарелок в колонне используется уравнение [10, c.68]:
(2.93)
Откуда:
(2.94)
Соотношение числа теоретических тарелок Nr в укрепляющей и Ns – в отгонной частях колонны определяется по уравнению Керкбрайда [7, c.412]:
(2.95)
Откуда:
(2.96)
Поскольку
(2.97)
решение двух последних уравнений дает Ns = 5,2173 и Nr = 5,7827.
Число рабочих тарелок в колонне рассчитывается по формуле:
(2.98)
Примем к.п.д. ηср= 0,40
Следовательно, число теоретических тарелок равно:
в укрепляющей части:
(2.99)
в отгонной части:
(2.100)
всего в колонне:
(2.101)
Общее число тарелок в колонне равно 29, сырье подается на 14-ю тарелку. Расстояние между тарелкам (hт) принимаем 0,4.
Дальнейший расчет колонны состоит в определении основных ее размеров и тепловых нагрузок конденсатора и кипятильника.
2.5.4.5. Тепловая нагрузка конденсатора колонны
Дистиллят колонны D получается из емкости орошения в парах при tD = = -280C. Следовательно, в конденсаторе колонны происходит частичная конденсация паров, поступающих в него из верхней части колонны.
Образующихся из этих паров конденсат подается на орошение колонны. Тепловая нагрузка конденсатора для этого случая найдется по уравнению [7, c.175]:
(2.102)
где g0 = g = r·D = 1778,5351 кмоль/ч – количество орошения; Н1 – энтальпия паров, уходящих с верха колонны при температуре t1 = -2 0С и давлении Р1 = 3,22 МПа, кДж/кмоль; h0 – энтальпия орошения, подаваемого на верх колонны при температуре tD = -30 0С, кДж/кмоль; HD - энтальпия паров, дистиллята при температуре tD = -28 0С и давлении Р1 = 3,18 МПа, кДж/кмоль.
Мольные массы потоков рассчитаны и приведены в табл. 2.19; 2.23.
Энтальпия потоков находится по графику [5, c.10]:
Тепло конденсата равно:
Это тепло снимается в конденсаторе с помощью пропанового охлаждения, так как должна быть достигнута температура tD = -28 0С.
2.5.4.6. Тепловая нагрузка кипятильника колонны
Расчет производится с целью определить количество теплоты, вносимое парами остатка из рибойлера (кипятильника) и их расход (VR).
Количество паров внизу отгонной части может быть найдено, если известно тепло кипятильника Qp. Это тепло определяется из уравнения теплового баланса колонны [7, c.158]:
(2.103)
где Qf – энтальпия сырья, подаваемого в колонну при температуре tf = 27 0С, кДж/кмоль; hR – энтальпия остатка колонны при tR = 105 0С, кДж/кмоль.
Энтальпия сырья находится по формуле:
(2.104)
где e΄ - мольная доля отгона сырья; HVc – энтальпия паровой фазы сырья, кДж/кмоль; hgc – энтальпия жидкой фазы сырья, кДж/кмоль.
Мольные массы потоков рассчитаны и приведены в табл. 2.21; 2.22.
Энтальпия потоков находится по графику [5, c.10]:
Далее вычисляется тепло кипятильника:
Масса парового орошения VR, подаваемого из кипятильника под нижнюю отгонную тарелку колонны определяем из уравнения:
(2.105)
где ( HVR - hVR) – теплота испарения орошения, равная разности его энтальпии в паровой и жидкой фазах при tR = 1050С и давлении РR = 3,28 МПа, кДж/кмоль.
Мольные массы потоков рассчитаны и приведены в табл. 2.20.
Энтальпия потоков находится по графику [5, c.10]:
количество парового орошения:
(2.106)
Паровое число в низу колонны равно:
(2.107)
2.5.4.7. Диаметр колонны
Диаметр колонны рассчитывается по формуле:
(2.108)
где Vсек – секундный объемный расход паров, м3/с; ω – допустимая скорость паров в свободном поперечном сечении колонны, м/с.
Объем паров колонны определяется по формуле:
(2.109)
где V – количество паров, проходящих через рассматриваемое сечение колонны, кмоль/ч; z – коэффициент сжимаемости паров, определяемый по графику [7, c.15] в зависимости от приведенных температур Тпр и давления Рпр
Максимально допустимая скорость паров в свободном сечении рассчитывается по формуле:
, (2.110)
где С – коэффициент скорости, учитывающий поверхностное натяжение и расстояние между тарелками; ρж и ρп – соответственно плотность жидкой и паровой фаз, кг/м3.
Коэффициент скорости рассчитывается по формуле:
, (2.111)
где Сmax – максимальное значение коэффициента скорости; σ – поверхностное натяжение жидкости на границе с паром, Н/м.
Максимальное значение коэффициента скорости для клапанных тарелок рассчитывается по уравнению:
(2.112)
где hТ – расстояние между тарелками, принятое равным 0,6.
Поверхностное натяжение жидкости на границе с паром рассчитывается по уравнению [10, c.14]:
(2.113)
где Тпкр – псевдокритическая температура флегмы, К; Т – температура флегмы, К; М – средняя мольная масса флегмы.
Псевдокритическая температура флегмы равна:
(2.114)
При этом Ткрi – критическая температура; x΄i – содержание компонентов во флегме (см. табл.2.20.,2.17.).
Знание состава паров (см. табл. 2.20) и критических констант компонентов [9] позволяет рассчитать критические константы для смеси верха колонны:
(2.115)
(2.116)
где индекс 1- метан, 2 – углекислый газ, 3 – этан, 4 – пропан. Значения у΄ приведены в табл. 2.23.
Приведенные параметры равны:
(2.117)
(2.118)
По графику [7, c.15] находится z(0,69;0,99) = 0,68.
Знание состава паров (см. табл. 2.17) и критических констант компонентов [9] позволяет рассчитать критические константы для смеси низа колонны:
(2.119)
(2.120)
Приведенные параметры равны:
(2.121)
(2.122)
По графику [7, c.15] находится z (0,82;0,99) = 0,58.
Объемы паров равны:
вверху колонны: м3/с.
внизу колонны: м3/с.
Средняя мольная масса флегмы на верхней укрепляющей тарелке равна Mg1 = 36,8904 (см. табл. 2.23). Плотность этой флегмы при температуре t1 = -2 0С находится по графику [6, c.106], она равна ρж = 431 кг/м3.
Средняя мольная масса остатка равна MR = 54,7419 (см. табл. 2.20). Плотность остатка при температуре tR = 1050С находится по графику [6, c.106], она равна ρж = 517 кг/м3.
Плотность паров (кг/м3), покидающих верхнюю тарелку колонны, рассчитывается по формуле:
(2.123)
Плотность паров орошения (кг/м3), выводимых из кипятильника, рассчитывается по формуле:
(2.124)
Псевдокритическая температура орошения равна:
Псевдокритическая температура остатка равна:
Максимальное значение коэффициента скорости для клапанных тарелок равно:
Поверхностное натяжение (Н/м) флегмы на границе с паром при температурах T1 = 271 K и TR = 378 K равно:
Подставим числовые значения величин в формулу для расчета коэффициента скорости, получим:
для верха колонны:
,
для низа колонны:
.
Скорость паров (м/с) равна:
для верха колонны:
для низа колонны:
.
Диаметр колонны (м) равен:
для верха колонны:
для низа колонны:
В соответствии с ГОСТ 9617-61 принимаем стандартный диаметр верхней части аппарата D = 2,0 м, а для нижней части аппарата D = 3,0 м. согласно производственным данным принимаем диаметр.
Таким образом, расчетные диаметры колонны в ее верхнем и нижнем поперечных сечениях различны. К этому привело различие нагрузок по парам в колонне и поэтому принимается колонна со сменным диаметром, что совпадает с производственными данными.
2.5.4.8. Высота колонны
Рабочая высота аппарата определяется по уравнению:
(2.125)
На основании производственных данных принимается:
- расстояние между верхним днищем колонны и ее верхней укрепляющей тарелкой h1 = 1,0 м;
- высота секции питания (расстояние между укрепляющей и верхней отгонной тарелками) h3 = 1,5 м;
- расстояние между днищем и нижней отгонной тарелкой h5 = 2,0 м.
(2.126)
(2.127)
тогда
2.5.4.9. Расчет основных диаметров штуцеров
В колонне К-2 установлены 5 штуцеров: ввода сырья, выхода паров дистиллята, ввода орошения, выхода остатка, ввода паров из кипятильника
Расчет диаметра штуцера ввода сырья производится по формуле:
(2.128)
Скорость парожидкостного потока при подаче сырья в колонну находится в пределах 0,5 – 1,0 м/с. Примем ωF = 0,5 м/с.
Плотность парожидкостной смеси питания рассчитываем по формуле:
(2.129)
где е – массовая доля отгона равная 0,2230; ρп – плотность пара сырья равная 39,1886 кг/м3; ρж – плотность жидкость, 431 кг/м3.
Тогда, диаметр штуцера ввода сырья составит:
.
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=500 мм.
Расчет диаметра штуцера, выхода паров дистиллята, производится по формуле:
(2.130)
Скорость паров дистиллята находится в пределах 10 – 30 м/с [11, c. 183].
Примем ωD = 20 м/с. При данных рабочих условиях скорость паров (м/с) составит:
(2.131)
Тогда, диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=300 мм.
Расчет диаметра штуцера ввода орошения производится по формуле:
(2.132)
Скорость потоков флегмы согласно практическим данным изменяется в пределах 1-2 м/с. Принимаем ωg = 2 м/с.
Тогда рабочее значение скорости (м/с):
(2.133)
Диаметр штуцера (м):
(2.134)
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=400 мм.
Расчет диаметра штуцера выхода остатка производится по формуле:
(2.135)
Скорость потоков флегмы согласно практическим данным изменяется в пределах 0,2-0,6 м/с. Принимаем ωg = 0,4 м/с.
Тогда рабочее значение скорости (м/с):
(2.136)
Диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=100 мм.
Расчет диаметра штуцера ввода паров из кипятильника производится по формуле:
(2.137)
Скорость паров дистиллята находится в пределах 10 – 30 м/с [11, c. 183].
Примем ωD = 20 м/с. При данных рабочих условиях скорость паров (м/с) составит:
(2.138)
Тогда, диаметр штуцера (м):
Согласно ГОСТ 355-67 принимаем штуцер стандартного диаметра Dy=300 мм.
2.6. Расчет вспомогательного оборудования
Цель расчета вспомогательного оборудования сводится в основном к определению вместимости и числа аппаратов технологической схемы. В данном проекте вспомогательным оборудованием являются теплообменники, рефлюксная емкость и насосы (см. рис. 2.1).
2.6.1. Расчет и подбор емкости орошения колонны К-2
Цель расчета: рассчитать вместимость емкости орошения Е-1 и подобрать по ГОСТу.
Исходные данные: производительность по продукту 125660,7570 кг/ч; плотность продукта 431 кг/м3; время заполнения емкости по производственным данным τ = 0,1 ч.
Требуемый объем определяется по формуле:
(2.139)
где G – часовая производительность по продукту, для которого предназначена емкость τ – время, на которое рассчитывается расход жидкого продукта (выбирается по технологическим соображениям); К – коэффициент заполнения емкости, обычно равен 0,6-0,8; ρ – плотность жидкости, кг/м3.
согласно полученному объему выбираем соответствующую емкость из нормального ряда по справочной литературе [12, с 32] со следующими характеристиками:
тип – ГЭЭ, исполнение 1, горизонтальный с двумя эллиптическими днищами;
номинальная емкость – 8,00 м3;
диаметр внутренний – 1600 мм;
длина цилиндрической части – 3450 мм;
площадь поверхности внутренняя - 22,9 м2.
Таким образом, необходимо установить одну емкость.
2.6.2. Расчет и подбор насосов
Цель расчета: произвести расчет и побор насоса Н-1 по ГОСТу перекачки нижнего продукта деметанизатора К-1 в деэтанизатор К-2.
Исходные данные: расход жидкости – 0,0102 м3/с (см. табл. 2.13); р1 – давление в аппарате, из которого перекачивается жидкость равно 2,57 МПа; р2 – давление в аппарате, в который перекачивается жидкость, 3,24 МПа; Нг – геометрическая высота жидкости равна 14 м; ρж – плотность жидкости, 542,1 кг/м3.
Полезную мощность, затрачиваемую на перекачку жидкости, определим по формуле:
(2.140)
где Q – расход жидкости, м3/с; Н – напор насоса, м; ρж – плотность перекачиваемой эмульсии, кг/м3; g – ускорение свободного падения, м/с2.
Напор рассчитываем по формуле:
(2.141)
(2.142)
Полезная мощность составит:
Мощность (кВт) на валу электродвигателя:
(2.143)
где n1 = 0,8.
Расчет и подбор насоса Н-2 для подачи конденсата орошения наверх колонны К-2 производится тем же методом, что для расчета насоса Н-1.
Результаты расчетов приведены в табл. 2.24.
Таблица 2.24 – Расчет и подбор насоса
|
Насос |
Марка |
Q,м3/с |
Н, м столба жидкости |
ηн |
электродвигатель |
||
|
тип |
Nн, кВт |
ηдв |
|||||
|
Н-1 |
Х 160/29/2 |
4,5·10-2 |
20 |
0,65 |
ВАО-72-2 |
30 |
0,89 |
|
Н-2 |
Х 45/21 |
1,25·10-2 |
13,5 |
0,60 |
АО2-51-2 |
10 |
0,88 |
2.6.3. Расчет и подбор теплообменников
Цель расчета: произвести расчет теплообменной аппаратуры на проектируемой установки и подобрать по ГОСТу. На проектируемой установке восемь единиц теплообменной аппаратуры, из них пять кожухотрубчатые
теплообменники жесткого типа, два рибойлера с плавающей головкой и один аппарат воздушного охлаждения.
В качестве примера расчета теплообменной аппаратуры приведем расчет теплообменника Т-5, который предназначен для подвода тепла в куб колонны деэтанизатора К-2. В качестве теплоносителя используется дизельное топливо с начальной температурой не выше 2180С (производственные данные). В теплообменнике переводится часть кубового остатка в паровую фазу (т.е. теплообменник является испарителем с паровым пространством).
Исходные данные: тепловая нагрузка кипятильника колонны Q = 3986,2257 кВт; начальная температура дизельного топлива (температура на входе в теплообменник) равна tн = 2180С; температура кубового остатка tR = 1050С ; конечная температура дизельного топлива (температура на выходе из теплообменника): tк = 2090С.
Поверхность теплообмена рассчитывается по формуле:
(2.144)
где Q – тепловая нагрузка теплообменника, Вт (величину Q берем из теплового баланса колонны); К – коэффициент теплопередачи; К = 260 (Вт/(м2·К) (принимаем по литературе [8, табл. II.1]); Δtср – средний температурный напор в теплообменнике.
(2.145)
где ΔtБ– максимальная разница между температурами ДТ и кубового остатка; Δtм – минимальная разница между температурами ДТ и кубового остатка.
Средний температурный напор составит:
Определяем поверхность теплообмена:
В соответствии с рассчитанной поверхностью теплообмена подбираем теплообменник [13, с27].
Аппарат воздушного охлаждения рассчитываются при помощи тех же формул, подбор производится с практическими рекомендациями [14] .
Результаты расчетов теплообменников установки представлены в таблице 2.25.
Таблица 2.25 – Расчет теплообменников
|
Позиция |
Количество теплообменников и ГОСТ |
Диаметра кожуха, мм |
Fрасч, м2 |
Fвыб, м2 |
Числов ходов |
Длина труб, м |
|
Кожухотрубчатые теплообменники |
||||||
|
Т-1 |
ГОСТ 15120–79 |
1200 |
1700 |
873 |
6 |
9,0 |
|
Т-2 |
ГОСТ 15122–79 |
800 |
328 |
329 |
1 |
9,0 |
|
Т-3 |
ГОСТ 15120–79 |
1000 |
291 |
295 |
1 |
4,0 |
|
Т-4 |
ГОСТ 14246–79 |
1000 |
311 |
330 |
4 |
6,0 |
|
Т-5 |
ГОСТ 14248–79 |
1600 |
190 |
224 |
Число трубных пучков 1шт, площадь сечения одного хода по трубам, м2 |
|
|
ПХ-1 |
ГОСТ 15120–79 |
1000 |
290 |
295 |
1 |
4,0 |
|
ПХ-2 |
ГОСТ 15121–79 |
1000 |
227 |
269 |
4 |
4,0 |
|
Аппарат воздушного охлаждения |
||||||
|
ВХ-1 |
Марка АВГ ОСТ 26-02-1522-77 |
- |
405 |
440 |
4 |
6,0 |
- КИП и автоматизация производства
3.1. Задача автоматизации производства
Современная газоперерабатывающая промышленность требует высокий уровень автоматизации процессов таких, как адсорбция, абсорбция, сепарация, ректификация, и т.д. Это связано с жесткими нормами, предъявляемыми к продуктам переработки газа, особенно если газы являются сырьем для нефтехимического синтеза. Автоматизация технологических процессов также сильно влияет на технико - экономические показатели предприятий газопереработки и упрощает ведение технологического режима.
Высокая эффективность работы установки достигается благодаря автоматическому управлению процессами в оптимальном режиме.
Суть управления состоит в поддержании заданных значений наиболее важных параметров, таких, как температура, давление, уровень, расход. В качестве управляющих устройств используют автоматические регуляторы.
3.2. Автоматизация установки переработки нефтяного газа
3.2.1. Блок программирующего устройства
Управление технологическим процессом осуществляется с автоматизированного рабочего места (АРМ) оператора с помощью автоматизированной системы управления технологическим процессом (АСУ ТП).
Система предназначена для автоматизированного контроля, управления технологическим процессом в реальном масштабе времени и противоаварийной
защиты оборудования основных и вспомогательных объектов МАУ-4.
По своей функциональности АСУ ТП делится на следующие подсистемы:
- распределительная система управления (РСУ);
- система противоаварийной защиты (ПАЗ).
РСУ выполнена на базе контроллера Allen-Bredley серии Control logix концерна «Rockwell Automation» США.
Подсистема ПАЗ выполнена на базе программируемой электронной системы серии HiMax фирмы «HIMA Hildebrandt GmBH+Co KG», Германия.
В системе предусмотрены следующие уровни:
- нижний уровень – уровень полевого оборудования, уровень КИПиА подсистем РСУ и ПАЗ;
- средний уровень – уровень автоматического управления, контроля и защиты – уровень контроллеров;
- верхний уровень – уровень автоматизированного управления и визуализации состояния технологического процесса.
Уровень автоматизации технологических процессов маслоабсорбционной установки №4 исключает необходимость постоянного присутствия обслуживающего персонала в зоне технологического оборудования. Непрерывный контроль и управление указанными процессами обеспечивается из операторной МАУ-4.
.
3.2.2. Органы управления
Командно - управляющее устройство конструктивно выполнено в виде трёх шкафов, где находятся трансформаторы, блоки питания, процессор, модули ввода, модули вывода, пускорегулирующая аппаратура.
Вся информация, необходимая оператору, вынесена на третью панель. На третьей панели расположено:
- Световое табло "Отказ программного устройства колонной аппаратуры";
- Световое табло "К-2 нарушение последовательности";
- Световое табло " К-2 температура низка";
- Световое табло "индикатор газ. шага";
- Световое табло "индикатор жидк. шага";
- Световое табло "индикатор таймера";
- Сигнальная лампа "неисправность газ. системы";
- Сигнальная лампа "неисправность газ. клапана";
- Сигнальная лампа "неисправность жидк. системы";
- Сигнальная лампа "неисправность жидк. клапана";
- Сигнальная лампа "включение системы";
- Сигнальная лампа "неисправное действие системы";
- Кнопки "запуск", "шаг", "сигнал возврата" для аппаратов К-2;
- Переключатель "авто/полуавто" для аппаратов К-2;
- Переключатель "газ - жидк. "
Режимы работы.
Как указывалось выше, существуют два режима работы: автоматический, полуавтоматический.
Режим работы для аппаратов К - 2 задаётся одним переключателем.
В автоматическом режиме все действия по управлению аппаратами осуществляются командно - управляющим устройством. При нарушениях загораются соответствующие табло, сигнальные лампы.
Если нарушения вызваны неисправностью командно - управляющего устройства, то необходимо вызвать квалифицированный персонал, занятый обслуживанием данного устройства.
При нарушениях, вызванных неисправностью системы клапанов, необходимо срочное вмешательство оперативного персонала УАП.
После устранения неисправности необходимо нажать кнопку "сигнал возврата", затем нажать кнопку "запуск" и выполнение программы будет продолжено.
При положении переключателей в "полуавто" можно выполнять программу по шагам, при помощи кнопок "шаг" для аппаратов К-2. При каждом новом нажатии выполняется один следующий шаг.
Данный режим используется для управления при неисправности командно - управляющего устройства, либо в режиме наладки. Оператор в соответствии с циклограммой последовательности операций производит включение-выключение соответствующих клапанов.
Тумблеры управления клапанами имеют три положения: нейтральное положение - в этом положении тумблер должен находиться только при автоматическом режиме работы. Если поставить тумблер управления клапаном в нейтральное положение, при положении переключателя режима работы в положении "полуавто", командно - управляющее устройство поставит соответствующий этому тумблеру клапан в положение согласно шага имеющегося на табло "индикатор газ. шага" - для аппаратов К - 2 .Последнее зависит от того к каким аппаратам относится данный клапан.
При не правильных действиях в управлении тумблерами может возникнуть ситуация, способная привести к аварии.
При положении тумблера "вверх" на клапан поступает сигнал на открытие, при положении "низ" - на закрытие, (кроме клапана КV - 062, где все наоборот - при положении тумблера "верх" соленоид обесточен и клапан закрыт, а при положении "низ" на соленоид подается напряжение и клапан открывается). Оперативному персоналу следует соблюдать осторожность при переключении тумблеров управления клапанами.
Переключение не требует значительных физических усилий. Для этого нужно сначала слегка потянуть подпружиненную ручку тумблера "на себя", а затем уже произвести переключение.
3.3. Описание схемы управления деэтанизации углеводородного конденсата
Сырье поступает в теплообменник Т - 2, расход сырья замеряется расходомером (поз. 1). Температура сырья после теплообменника регистрируется термопарой (поз. 3), исполнительным механизмом служит клапан (поз. 2), установленный на линии сырья. Расход теплоносителя регистрируется расходомером (поз. 6). Температура выхода теплоносителя регистрируется термопарой (поз. 5Б).
Давление в деэтанизаторе регистрируется датчиком (поз. 15) и регулируется клапаном (поз. 16), установленным на линии сброса газа.
Уровень жидкости в кубе колонны регистрируется уровнемером и регулируется регулятором - контролером (поз. 7), исполнительным механизмом служит клапан (поз. 10), установленный на линии подачи теплоносителя в рибойлер Т-5.
Расход и качество кубового остатка регистрируется соответственно приборами (поз. 12) и (поз. 19), качество продукта регулируются клапаном (поз. 8), установленным на линии выхода продукта. Температура кубового остатка, входа теплоносителя в рибойлер Т - 2 и выхода теплоносителя регистрируется термопарами соответственно (поз. 13А), (поз. 13Б) и (поз. 13В).
Расход орошения регистрируется расходомером (поз. 17), исполнительным механизмом служит клапан (поз. 2).
Степень отпаривания этана из ШФЛУ регистрируется термопарой (поз. 9) и регулируется регулятором путем поддержания заданной температуры на тарелки № 6 деэтанизатора. Исполнительным механизмом служит клапан (поз. 10), установленный на линии подачи теплоносителя в рибойлер Т-2.
Уровень жидкости в емкости орошения Е-1 регистрируется уровнемером (поз. 25), температура в емкости орошения Е-1 регистрируется термопарой
(поз. 23) и регулируется клапаном (поз. 24), установленным на трубопроводе подачи хладагента в пропановый холодильник ПХ-2.
Расход дистиллята регулируется регулятором-контролером (поз. 28), исполнительный механизмом служит клапан (поз. 16), установленный на линии сброса газа.
3.4. Спецификация приборов и средств автоматизации
Таблица 3.1 – Спецификация приборов и средств автоматизации
|
№ позиции по схеме |
Обозначения |
Выполняемая функция |
Марка и тип прибора |
|
1 |
F I R C A |
Расход Измерение Регистрация Регулирование Сигнализация |
Электромагнитный расходомер – счетчик YEW ADMAG CA Видео-графический самописец YEW VR200 (TFT) Регулятор-контролер YEW US1000 YEW Alarm system |
|
3, 23 |
T I R C A |
Температура Измерение Регистрация Регулирование Сигнализация |
Термопара YEW CM T (-20 140 0C) Видео-графический самописец YEW VR200 (TFT) Регулятор-контролер YEW US1000 YEW Alarm system |
|
7, 25 |
L I R C A |
Уровень Измерение Регистрация Регулирование Сигнализация |
Датчик диф. давления YEW EJA210A Видео-графический самописец YEW VR200 (TFT) Регулятор-контролер YEW US1000 YEW Alarm system |
|
11 |
P I R C A |
Давление Измерение Регистрация Регулирование Сигнализация |
Датчик избыт. давления YEW EJA210A Видео-графический самописец YEW VR200 (TFT) Регулятор-контролер YEW US1000 YEW Alarm syste |
|
9, 13,5, 21 |
T I |
Температура Измерение |
Термопара YEW CM T (-20 140 0C) Видео-графический самописец YEW VR200 (TFT) |
|
15 |
P I R |
Давление Измерение Регистрация |
Датчик избт. давления YEW EJA210A Видио-графический самописец YEW VR200 (TFT) |
|
2, 4, 8,10 |
NSA |
Исполнительный механизм клапан |
ВНСIС – 4 |
|
16, 18, 22,24,26 |
NSA |
Исполнительный механизм клапан |
ВНСIС – 4 |
Продолжение таблицы 3.1
|
№ позиции по схеме |
Обозначения |
Выполняемая функция |
Марка и тип прибора |
|
19 |
Q I R C A |
Качество Измерение Регистрация Регулирование Сигнализация |
Газовый хроматограф YEW GI 1000S Видио-графический самописец YEW VR200 (TFT) Регулятор-контролер YEW US1000 YEW Alarm syste |
|
6, 12,14 |
F Q I R |
Расход Количество Измерение Регистрация |
Электромагнитный расходомер – счетчик YEW ADMAG CA Газовый хроматограф YEW GI 1000S Видио-графический самописец YEW VR200 (TFT) |
- Механическая часть
4.1. Описание конструкции аппарата
В приложении Б изображен чертеж деэтанизатора, представляющий собой вертикальный цилиндрический аппарат: диаметр верхней части аппарата D = 2,0 м, а нижней части аппарата D = 3,0 м. Высота колонны составляет 20700 мм. Колонна снабжена 29 клапанными тарелками, из которых 15 находятся в укрепляющей части колонны, 14 – в отгонной. Конструкция включает в себя устройство ввода сырья (поз. А), штуцер выход паров дистиллята (поз. Б), штуцер ввода орошения (поз. В), штуцер выхода ШФЛУ (поз. Г), штуцер ввода паров из рибойлера (поз. Д).
4.2. Исходные данные и описание аппарата
В колонне деэтанизатора происходит разделение газового конденсата на сухой отбензиненный газ и широкую фракцию легких углеводородов.
Для расчета толщины стенки ректификационной колонны располагаем следующими данными:
- внутренний диаметр верхней части D1 = 2000 мм;
- внутренний диаметр нижней части D2 = 3000мм;
- высота цилиндрической части Нц = 20700;
- технологическое (рабочее) давление Pраб = 3,28 МПа;
- рабочая температура:
верха колонны tв = -2°С;
зоны питания tп = 27°С;
низа колонны tн = 105°С;
- среда: углеводороды;
- число тарелок в колонне:
суммарное N = 29;
в ректификационной зоне Nр = 15;
в отгонной зоне Nо = 14.
4.3. Расчеты на прочность основных узлов и деталей аппарата
4.3.1 Выбор материала
Руководствуясь общими принципами выбора материалов и учитывая максимальную рабочую температуру 105°С, давление 3,28 МПа и среднюю коррозионность среды, выбираем углеродистую сталь обыкновенного качества.
09Г2С (ГОСТ 14249-89), которая имеет следующие механические характеристики:
4.3.2. Толщина стенки аппарата
Цилиндрическая часть колонны представляет собой тонкостенный цилиндр, толщина стенки, которого определяется согласно ГОСТ 14249 - 89
следующей формулой [17, с. 4]:
(4.1)
где S - расчетная толщина, м; РР - расчетное избыточное давление, Па; DВ - внутренний диаметр аппарата, м; [σ] - допускаемое напряжение на растяжение материала аппарата, Па; φ - коэффициент прочности продольного сварочного шва; С - прибавка на коррозию, в пределах 1 - 6 мм.
При расчете на прочность аппаратов, содержащих взрывопожароопасные и токсичные среды, расчетное давление принимают 10%, но не мене, чем на 0,2 МПа больше технологического. Избыточное рабочее давление равно:
и расчетное давление
За расчетное берется большая величина, следовательно, РР = 3,498 МПа.
Расчетную температуру стенки принимаем равной температуре среды tР = 105°С.
Допускаемое напряжение [σ] определяется по формуле:
(4.2)
где η – поправочный коэффициент, равный 0,9 для аппаратов, содержащих взрыво- и пожароопасную или токсичную среду; [σ*] - нормативное допускаемое напряжение, для стали 09Г2С при температуре 105 0С и толщине стенки до 32 принимаем [σ*] = 133,7 [17, П. 9].
Значит: [σ] = 0,9 × 133,7 = 120,33 МПа.
Учитывая, что продольные или поперечные швы обечаек стальных аппаратов должны быть только стыковыми и, предполагая двухстороннюю сварку, выполненную автоматически, принимаем φ = 1.
Величину прибавка на коррозию, учитывая коррозионность среды, принимаем равной 3 мм.
Для укрепляющей колонны толщина стенки составит:
Для отгонной части колонны толщина стенки составит:
Принимаем ближайшую большую толщину листа по сортаменту [17, с. 8]:
для укрепляющей части колонны - 34 мм;
для отгонной части колонны - 48 мм.
Учитывая, что на ряду с внутренним давлением аппарат испытывает дополнительные нагрузки, такие, как ветровые, вес внутренних устройств, вес площадок обслуживания и т.д., толщина обечайки в нижней части аппарата должна быть увеличена DS. Величину DS принимаем равной 2 мм [17, с. 8].
Тогда толщина стенки будет равна:
для укрепляющей части колонны
для отгонной части колонны
4.3.3. Толщина стенки днищ аппарата
Толщина стенки днищ аппарата рассчитываем по формуле:
(4.3)
Толщина стенки нижнего днища SН:
Толщину днища принимаем равной толщине стенки отгонной части аппарата: 48 + 2= 50 мм. Высота борта h выбранного днища составляет: h = 110 мм, h0 = 76,8 мм.
Толщина стенки верхнего днища Sв:
Толщину днища принимаем равной толщине стенки укрепляющей части аппарата: 34 + 2 = 36 мм. Высота борта h выбранного днища составляет: h = 110 мм.
Т.к. рабочая температура не превышает 250 0С, то диаметр опорной обечайки равен диаметру корпуса аппарата.
4.3.4. Проверка напряжений в нижней части стенки аппарата и в нижнем днище при проведении гидравлических испытаний
Напряжение в нижней части колонны определяется по формуле [17, с. 11]:
(4.4)
где РГ – гидравлическое давление в нижней части аппарата, МПа.
(4.5)
где РПР – пробное давление, МПа, Н – высота столба воды в аппарате, м.
Давление в верхней точке аппарата, находящегося в рабочем помещении, должно быть равно пробному.
Пробное давление рассчитываем по формуле:
но не менее РР + 0,3, (4.6)
где [σ]20 – допускаемое напряжение при нормальной температуре (20ºС);
[σ]t – допускаемое напряжение при расчетной температуре.
Пробное давление составляет:
или
В расчете используют большую величину.
(4.7)
где НЦ – высота цилиндрической части аппарата, м; НВ.Д.,НН.Д. – высота верхнего и нижнего днищ, м. Высота днища складывается из высоты выпуклой части днища (для стандартных днищ она равна 0,25·DВ) и высоты цилиндрического борта днища h. [17, табл. 1.3]:
Тогда
Итак,
Напряжение в нижней части колоны:
(4.8)
σН <0,9 · σТ, следовательно, полученная толщина стенки SН, обеспечивает прочность обечайки при гидравлическом испытании.
Напряжение в нижнем днище:
(4.9)
(4.10)
σН < 0,9 · σТ. Прочность днища обеспечена при гидравлическом испытании.
4.4. Расчет фланцевого соединения
Рассчитываем фланцевое соединение для штуцера ввода паров из рибойлера в колону.
Расчет фланцевых соединений включает в себя расчет болтов (шпилек), расчет фланцев и выбор прокладок.
Исходные данные для расчета получены в процессе технологического расчета аппарата. Рабочие условия: максимальная температура 105ºС, давление 3,28 МПа. Материал фланца 09Г2С (ГОСТ 14249-89), соответствует материалу корпуса аппарата DУ - 300 мм - диаметр условного прохода.
4.4.1. Выбор типа фланца и уплотнительной поверхности
Для углеродистых сталей при рабочих условиях условное давление будет 4,0 МПа [17, с.49].
Выбираем фланец цельного типа на условное давление Ру = 4,0 МПа с плоской поверхностью уплотнения. Принимаем основные размеры фланца [17, П. 11]:
Таким образом, имеем:
DФ = 0,510 м - диаметр фланца;
DБ = 0,450 м - диаметр болтовой окружности;
D1 = 0,410 м;
DS = 0,368 м - диаметр втулки фланца;
h = 0,042 м - толщина тарелки фланца;
Н = 0,112 м - высота фланца;
Болты М30 в количестве 16 штук.
Принятые размеры стандартного фланца проверяем расчетом на рабочие условия.
4.4.2. Расчет болтов (шпилек)
Нагрузку на болты (или шпильки) фланцевого соединения, находящегося под давлением среды, определяют по формуле [17, с.53]:
(4.11)
где Qб - общая нагрузка на болты, МН; DП - средний диаметр прокладки, м; Р - рабочее давление среды, МПа; m - коэффициент удельного давления на прокладку, показывающий во сколько раз удельное давление должно быть больше внутреннего давления, чтобы условие герметичности было выполнено; в - расчетная ширина прокладки, которую принимают в зависимости от конструкции прокладки и уплотнительных поверхностей, м.
В качестве материала прокладки принимаем гофрированную металлическую оболочку с асбестовым заполнением.
m = 3,75; удельное давление qП = 50 МПа; Dп = 367 мм; а = 67 мм – расчетная ширина прокладки; мм. [17, табл. 2.4, 2.5]:
Нагрузку на болты фланцевого соединения, находящегося под давлением среды, обеспечивающую начальное смятие прокладки для надежной герметичности, находим по формуле:
(4.12)
Поскольку Qб’<Qб для дальнейших расчетов принимаем нагрузку Qб.
Температура среды меньше 2500С, следовательно, принимаем болты.
Допускаемая нагрузка на один болт равна:
(4.13)
где d1 – внутренний диаметр резьбы болта, м (d1 = 25,454 мм); с1 – конструктивная прибавка (для болтов из углеродистой стали с1 = 0,002 м); [σ] – допускаемое напряжение, МПа ([σ] = 125) [17, табл. 2.6, 2.7].
Температурное усиление в болтах определяем по формуле:
(4.14)
где Е – модуль упругости, МПа, Е = 1,92 · 10 5 МПа [17, П. 2]; α – температурный коэффициент линейного расширения, ºС –1, α = 12,7 · 10 –6 ºС –1[17, табл. 2.8]; tф – температура фланца, ºС, принимается равной температуре
среды в аппарате; tб – температура болтов, ºС, соответствует 0,97 · tф для неизолированных болтов; Fб = n· 0,785 ·dб2 – площадь сечения болтов на участке без резьбы, м2, где dб – диаметр резьбы болта, м (dб = 0,025454 м).
Суммарная расчетная болтовая нагрузка составит:
(4.15)
Число болтов определим по формуле:
(4.16)
Округлим в большую сторону до числа кратного четырем, получим n = 16.
Тогда нагрузка, воспринимаемая болтами, будет равна:
(4.17)
4.4.3. Расчет фланца
Рассчитываем фланец на условную нагрузку [17, с.58]:
(4.18)
где Qб – большая из нагрузок, с учетом температурных усилий.
Значит:
Фланцы цельного вида рассчитывают под действием силы QВФ на изгиб как консольную балку по опасным сечениям АВ и ВС (рис. 4.1). Определяем напряжение изгиба σАВ и σВС в указанных сечениях. Эти напряжения не должны превышать допускаемых напряжений
σАВ ≤ [σ] и σВС ≤ [σ],
Рисунок 4.1. – Схема расчета фланца цельного типа.
Напряжение на изгиб в сечении АВ равно:
(4.19)
где l = 0,5 · (Dб - DS) – плечо силы QВФ; h0 = h + h1 [17, П. 5]:
Напряжение изгиба в сечении ВС равно:
(4.20)
где l1 = 0,5 · (Dб – Dс) – плечо силы Qвф.
(4.21)
(4.22)
Получим:
Допускаемое напряжение для 09Г2С при t = 1050С равно 148,6 МПа. σАВ и σВС < 148,6 МПа, следовательно, размеры и материалы фланца выбраны верно.
Заключение
По данному проекту на основании приведенных расчетов можно сделать следующие выводы:
Проект отбензинивания попутного нефтяного газа по схеме низкотемпературной конденсации с турбодетандером имеет преимущество перед другими схемами, которые представлены в разделе «литературный обзор», так как добиваются большего процента выделения целевого компонента из попутного нефтяного газа от общего его содержания в сырье при меньших капитальных затратах.
Достигается проектное извлечение из перерабатываемого газа пропана -92 %, а С3+ - 96 % от потенциального содержания сырья.
По расчёту проекта к риску видно, что проект быстро окупаем, мало подвержен риску при изменении каких-либо факторов и может в настоящее время быть выгоден.
Основная цель проектов данной специфики представляет собой увеличение объёмов получения широкой фракции лёгких углеводородов, смеси пропана-бутана технического, бензина газового стабильного и сухого отбензиненного газа, ценных продуктов и сырья для нефтехимического синтеза. Также сырьём для этого является попутный нефтяной газ, который в больших количествах сжигается на нефтяных промыслах, что осложняет экологическую обстановку региона и свидетельствует о неразумности такого отношения к углеводородному сырью. Таким образом актуальность данного проекта очевидна, так как попутный газ дёшев и добывается огромными объёмами.
Используемая литература
- Александров И.А. Ректификационные и абсорбционные аппараты [Текст] / И.А. Александров. - М.: Химия, 1978. - 277с.
- Багатуров С.А. Основы перегонки и ректификации [Текст] / С.А. Багатуров. - М.: Химия, 1974. - 439 с.
- Бериков Т.М. Первичная переработка природных газов [Текст] / Т.М. Бериков. - М.: - Химия, 1987.-256 с.
- Варгафтик Н.Б. Справочник по теплофизическим свойствам газов и жидкостей [Текст] / Н.Б. Вагргафтик. - М.: Фиматгиз, 1963. - 708 с.
- газа [Текст] / А.К. Мановян. - М.: - Химия, 2001. - 568 с.
- Гутник С П. Расчеты по технологии органического синтеза [Текст] / С.П. Гутник, В.Е. Сосонко, В.Д. Гутман. - М.: Химия, 1998. - 272 с.
- Дытнерский Ю.И. Основные процессы и аппараты химической технологии [Текст]: Пособие по проектированию / Ю.И. Дытнерский. – М.: Химия, 1983. - 272 с.
- Клименко А.П. Получение этилена из нефти и газа [Текст] / А.П.Клименко. - М.: Гостоптехиздат, 1962.-236 с.
- Кузнецов А.А., Судаков Е.Н. Расчеты основных процессов и аппаратов переработки углеводородных газов [Текст]: Справочное пособие А.А. Кузнецов, Е.Н. Судаков. - М.: Химия, 1983.-224 с.
- Леонтьев А.П., Беев Э.А. Прочностные расчеты аппаратов
- Леонтьев А.П. , Беев Э.А. "Расчеты аппаратов воздушного охлаждения" [Текст] / А.П. Леонтьев, Э.А. Беев. - Тюмень, ТюмГНГУ, 2000.
- Мановян А.К., Технология первичной переработки нефти и природного
- Мишин В.М. Переработка природного газа и конденсата [Текст]: Учебник для системы непрерывного фирменного профессионального обучения рабочих в обществах и организациях ОАО
«Газпром» / В. М. Мишин. – М.: Издательский центр «Академия», 1999. - 448 с.
- Молоканов Ю.К. и др. Разделение смесей кремнийорганических соединений [Текст] / Ю.К. Молоканов. - М.: Химия, 1974. - 295 с.
- нефтеперерабатывающих и нефтехимических заводов [Текст]: Учебное пособие / А.П. Леонтьев, Э.А. Беев. - Тюмень: ТюмГНГУ, 2000. - 75 с.
- Рид Р., Шервуд Т. Свойство газов и жидкостей [Текст] / Р. Рид, Т. Шервуд // Определение и корреляция. - Л.: Химия, 1971. - 704 с.
- Сарданашвили А.Г., Львова А.И. Примеры и задачи по технологии переработки нефти и газа [Текст] / А.Г. Сарданашвили, А.И. Львова. - М.: Химия, 1973. - 236 с.
- Саркисьянц Г.А. и др. Переработка и использование газа [Текст] / Г.А. Саркисьянц. - М.: Гостоптехиздат, 1962. - 218 с.
- Смидович Е.В., Технология переработки нефти и газа. Часть [Текст] / Е.В. Смидович // Деструктивная переработка нефти и газа. - М.: Химия, 1968. - 376 с.
- Чуракаев A.M. Газоперерабатывающие заводы и установки [Текст] / А.М. Чуракаев. - М.: Недра, 1994.-334 с.
- Чуракаев A.M. Газоперерабатывающие заводы и установки [Текст]/ А.М, Чкуракаев. - М.: Недра, 1978.-333 с..
- Чуракаев A.M. Переработка нефтяных газов [Текст] / А.М. Чукаев. - М.: Недра, 1983. - 279 с.
- Чуракаев A.M., Низкотемпературная ректификация нефтяного газа [Текст] / А.М. Чуракаев. - М.: Недра, 1989. - 149 с.
Чертежи
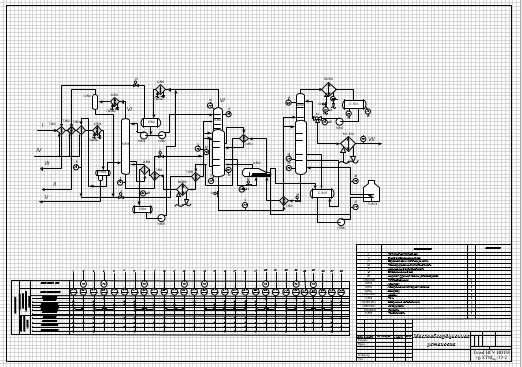
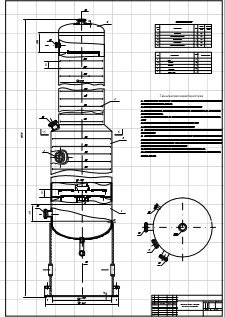
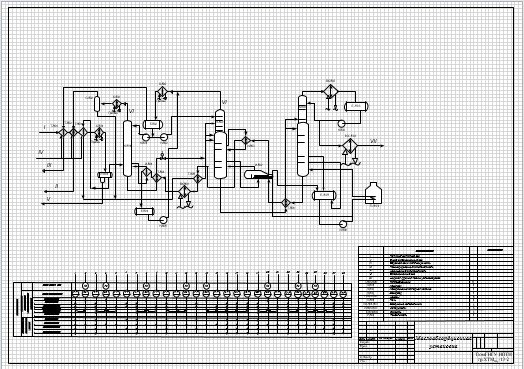
Содержание архива:
Скачать: