ДИПЛОМНЫЙ ПРОЕКТ
Разработка мероприятий по повышению качества производства хлеба «Дарницикий» для индивидуального предпринимателя
Пояснительная записка
ЗАДАНИЕ
на выпускную квалификационную работу
1 Тема выпускной квалификационной работы Разработка мероприятий по повышению качества производства хлеба «Дарницикий» для индивидуального предпринимателя.
2 Срок сдачи студентом законченной выпускной квалификационной работы
3 Исходные данные к выпускной квалификационной работе___________________
3.1 Нормативные документы в области управления качеством .
3.2 Данные полученные в результате прохождения преддипломной практики .
3.3 Результаты деятельности ИП «Платонов» .
4 Содержание текстовой части выпускной квалификационной работы (перечень подлежащих разработке вопросов)
4.1 Введение .
4.2 Описание технологического процесса производства хлеба «Дарницикий» .
4.3 Анализ качества производства хлеба статистическими методами .
4.4 Разработка мероприятий по повышению качества хлеба .
4.5 Экономическая часть .
4.6 Безопасность труда .
4.7 Охрана окружающей среды .
4.8 Заключение .
4.9 Список использованных источников .
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5 Перечень графического (иллюстративного)материала____________________
5.1 Блок – схема процесса «Управление записями по качеству» ..
5.2 Матрица распределения ответственности …
5.3 Общая структура документации СМК с .
5.4 Общие требования к структуре и содержанию документированной процедуры.
5.5 Основные этапы процесса Управление записями по качеству .
5.6 Структура и краткое содержание документированной процедуры «Управление записями по качеству» .
5.7 Форма перечней записей по качеству .
5.8. ______________________________________________________________________ ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
6 Консультанты по выпускной квалификационной работе (с указанием относящихся к ним разделов проекта)____________________________________ ____________________________________________________________________________________________________________________________________________
Аннотация
Пояснительная записка содержит 88 страниц, в том числе 19 рисунков, 15 таблиц, 31 формулу, 24 источников. Графическая часть выполнена на 9 листах формата А1.
В дипломном проекте был проведен анализ причин возникновения крупных трещин на корке хлеба и выявлены все возможные причины возникновения данного брака. Используя причинно-следственную диаграмму и диаграмму Парето, выявили, что основной причинной брака является неправильная дозировка компонентов при замесе. В качестве мероприятий по улучшению качества продукции предложено внедрение дозаторов сыпучих и жидких компонентов.
В разделе безопасность труда были проанализированы условия труда в цехе выпечки. В частности произведен расчет вентиляции и расчет времени эвакуации при пожаре. Предложены действия по улучшению труда и повышению безопасности персонала.
В экологическом разделе предприятие ИП «Пупкин» было представлено, как источник загрязнения окружающей среды, и дан перечень, выбрасываемых им в процессе производства, вредных веществ.
В экономической части была рассчитана экономическая эффективность внедрения дозаторов жидких и сыпучих материалов.
The summary
The explanatory note contains 88 pages, including 19 drawings, 15 tables, 31 formula, 24 sources. The graphic part is executed on 9 sheets of format А1.
In the degree project the analysis of the reasons of occurrence of large cracks on a bread crust has been carried out. Then, having analysed all possible reasons of occurrence of marriage, using the cause and effect diagram and the diagram of Pareto, have revealed that the basic causal marriage is a wrong dosage of components. As actions for improvement of quality of production introduction of metering devices of loose and liquid components is offered.
In section safety of work working conditions in batch shop have been analysed. In particular calculation of ventilation and calculation of time of evacuation is made at a fire. Actions on improvement of work and increase of safety of the personnel are offered.
In ecological section factory «Platonov» has been presented as a source of environmental contamination and the list, thrown out by it in the course of the manufacture, harmful substances is given.
In an economic part economic efficiency of introduction of metering devices of liquid and loose materials has been calculated.
Содержание
|
|
Введение……………………………..…………………………………... |
6 |
|
1 |
Описание технологического процесса производства хлеба «Дарникий»……………………………………………………………… |
8 |
|
1.1 |
Характеристика предприятия…………………………………………... |
8 |
|
1.2 |
Технологическая схема производства хлеба «Дарницкий»………….. |
10 |
|
1.3 |
Машинно-аппаратурная схема производства хлеба «Дарницкий»….. |
19 |
|
1.4 |
Анализ технологического процесса производства хлеба «Дарницкий»… |
24 |
|
2 |
Анализ качества производства хлеба статистическими методами……… |
28 |
|
2.1 |
Анализ конкурентоспособности продукции в сравнение с другими производителями……………………………………………… |
28 |
|
2.2 |
Анализ технологического процесса статистическими методами……. |
31 |
|
3 |
Разработка мероприятий по повышению качества хлеба…………….. |
47 |
|
3.1 |
Внедрение дозаторов жидких компонентов Ш2-ХДБ и сыпучих компонентов Ш2-ХДА для производства хлеба «Дарницкий»……... |
47 |
|
3.2 |
Разработка стандарта организации «Оценка поставщика»…………... |
48 |
|
3.3 |
Разработка стандарта организации «Качество при закупке и снабжении материалами»………………………………………………. |
51 |
|
4 |
Экономический раздел…………………………………………………….. |
60 |
|
4.1 |
Сущность проблемы………………………………………………………. |
60 |
|
4.2 |
Расчетная часть……………………………………………………………. |
61 |
|
4.3 |
Расчет затрат по браку продукции……………………………………... |
67 |
|
4.4 |
Расчет показателей экономической эффективности применения дозаторов Ш2-ХДБ и Ш2-ХДА………………………………………… |
67 |
|
5 |
Безопасность труда……………………………………………………… |
70 |
|
5.1 |
Анализ и обеспечение безопасных условий труда……………………. |
70 |
|
5.2 |
Расчет вентиляции………………………………………………………. |
72 |
|
5.3 |
Чрезвычайные ситуации………………………………………………... |
76 |
|
6 |
Охрана окружающей среды…………………………………………….. |
82 |
|
|
Заключение………………………………………………………………. |
86 |
|
|
Список использованных источников…………………………………... |
87 |
Введение
Переход промышленности на рыночные отношения, стремление предприятий самостоятельно выйти на международный рынок требует неустанной работы по повышению качества продукции. Подход к стратегии предпринимательства должен основываться на том, что качество является одновременно и самым эффективным средством удовлетворения потребностей, и средством снижения издержек производства.
Для правильного понимания проблем качества необходимо учитывать следующие положения:
- качество должно быть ориентировано на потребителя;
- обеспечение качества – не только техническая функция, реализуемая каким-то одним подразделением, а систематический процесс, пронизывающий всю организационную структуру предприятия или организации;
- вопросы качества актуальны не только в рамках производственного процесса, но и в сфере разработки продукции, маркетинга, послепродажного обслуживания и т.д.;
- повышение качества продукции неразрывно связано с обновлением технологии;
- общее повышение качества достигается только с помощью экономически заинтересованного участия всех, кто задействован в создании продукции и прочие.
Для обеспечения конкурентоспособности продукция должна отвечать требованиям заказчика или запросам покупателей. Эти требования обычно включаются в технические условия (ТУ) или стандарты. Однако сами по себе ТУ не являются гарантией удовлетворения требований потребителя, поскольку в конструкции изделия, технологии или организационной системе, охватывающей исследование, проектирование, производство и реализацию продукции, могут появиться несоответствия. Вероятность того, что созданная продукция будет отвечать требованиям потребителя, повышается, если на предприятии действует эффективная система обеспечения качества продукции. Это обстоятельство привело к внесению в контракты требований к системе качества (СК), дополняющих требования к продукции, а также к проверке СК на предприятии у поставщика. Это побуждает выпускать и внедрять в дополнение к ТУ стандарт на системы качества. К сожалению, приходится констатировать, в процессе производства допускается много отступлений от этих документов.
Таким образом, основной задачей каждого предприятия является качество производимой продукции и соизмеримость ее цены с предлагаемым качеством, то есть то, в какой степени продукция предприятия удовлетворяет запросам потребителя. В настоящее время, для решения проблема качества продукции, необходим системный подход к управлению качеством, который охватил бы все этапы полного жизненного цикла продукции (научно-технической деятельности). Современное управление качеством основано на использовании статистических методов, часто называемых статистическим контролем качества.
Хлебопекарная промышленность России относится к ведущим пищевым отраслям агропромышленного комплекса, перед которой также стоит вопрос о повышении качества производимой продукции.
Производственная база хлебопекарной промышленности Российской Федерации включает в себя более 1500 хлебозаводов и более 5000 предприятий малой мощности и обеспечивает ежегодно выработку около 20 млн тонн продукции, в том числе около 12,5 млн тонн вырабатывается на крупных хлебозаводах.
Качество хлебной продукции зависит от качества исходного сырья, правильного ведения технологического процесса, и контроля за отдельными операциями производства.
Одним из важнейших направлений повышения эффективности производства и улучшения качества продукции хлебопекарной промышленности является создание рациональной структуры предприятий отрасли, механизация и автоматизация производственных процессов на базы новейших технологий.
Решение основных задач научно-технического прогресса в хлебопекарной отрасли тесно связано с разработкой современных технологий упаковки и автоматизированных приборов для контроля свойств сырья, полуфабрикатов и качества готовых изделий.
Решение проблемы повышения, управления, контроля качества продукции на хлебопекарных предприятиях малой мощности, к которым и относится рассматриваемый производственный объект, связано с рядом определенных трудностей: из-за отсутствия необходимого комплекса оборудования на хлебопекарнях используется ручной труд, то есть для большинства хлебопекарных предприятий в настоящее время характерны низкие темпы технического перевооружения производства. Отсутствие производственно технологической лаборатории (ПТЛ), и, соответственно контрольно-измерительного оборудования, затрудняет контроль качества сырья, полуфабрикатов, и готовых изделий.
Также одним из факторов влияющих на выпуск продукции высокого качества является заинтересованность в этом персонала предприятия (от рабочего до руководства). Неотъемлемой частью общей системы управления производственной деятельностью предприятия является применение статистических методов для анализа и контроля процессов.
Таким образом, задача оптимального управления качеством возникает в связи с ограниченностью материальных, финансовых и трудовых ресурсов (специалистов в области управления качеством).
В условиях интенсивного развития общественного производства проблема повышения технического условия и качества продукции всегда будет находиться в центре экономической политики государства.
1 Описание технологического процесса производства хлеба «Дарницикий»
1.1 Характеристика предприятия
Производственное помещение ИП «Пупкин», где установлено все технологическое оборудование, начиная с просеивателя муки до хлебопекарной печи, имеет общую площадь 72 м2. Кроме того, предусмотрены вспомогательные помещения, а также магазин. Общий объем выработки хлеба на 2010 год составил 13 тонн.
Обслуживающий персонал 4 – 5 человек в смену с организацией работы по 12-часовому графику.
В данной пекарне предусматриваются склад для хранения муки и дополнительного сырья, небольшое остывочное отделение и магазин для реализации горячих хлебобулочных изделий.
К основным особенностям производства хлеба в условиях пекарни относятся: приготовление теста ускоренным способом, значительное сокращение продолжительности брожения теста, созревание теста, в основном, в период окончательной расстойки тестовых заготовок.
Однако на хлебопекарне еще используется ручной труд при дозировке компонентов при разделке теста, при посадке расстоявшихся заготовок на под печь, укладки хлеба в лотки и транспортирование вагонеток с хлебом. Поэтому важной задачей является техническое перевооружение данного предприятия.
В настоящее время на ИП «Пупкин» вырабатывают следующие сорта хлеба:
- хлеб формовой из пшеничной муки высшего и первого сорта (ГОСТ 27842-88);
- хлеб формовой из смеси ржаной и пшеничной муки «Дарницкий» (ГОСТ 26983-86);
- витаминизированный и йодированный хлеб «Рябинушка» (ТУ 91110-273-057471-52-98).
Хлеб «Дарницкий», вырабатываемый на ИП «Пупкин» должен соответствовать требованиям ГОСТ 26983-86.
Показатели качества хлеба «Дарницкий» приведены в таблице 1 [1].
Таблица 1 – Нормы качества и показатели безопасности хлеба «Дарницкий»
|
Наименование показателя качества |
Единицы измерения |
Значения показателей качества |
|
1 |
2 |
3 |
|
Органолептические показатели по ГОСТ 26983-86 |
||
|
внешний вид: форма |
|
Соответствующая хлебной форме, в которой производилась выпечка, без боковых выплывов |
|
поверхность |
|
Шероховатая, без крупных трещин и подрывов. Допускаются накалы, мучнистость верхней и нижней корки подового хлеба и наличие шва от делителя, укладчика у формового хлеба |
|
цвет |
|
от светло-коричневого до темно-коричневого |
|
состояние мякиша: пропеченность |
|
Пропеченный, не липкий, не влажный на ощупь, эластичный. После легкого надавливания пальцами мякиш должен принимать первоначальную форму. |
|
промес |
|
без комочков и следов непромеса |
|
пористость |
|
Развитая без пустот и уплотнений. Не допускается отслоение корки от мякиша. Свойственный данному виду изделия, без постороннего привкуса.
|
|
вкус |
|
Свойственный данному виду изделия, без постороннего привкуса. |
|
запах |
|
Свойственный данному виду изделия, без постороннего запаха. |
|
Физико-химические показатели по ГОСТ 26983-86 |
||
|
влажность мякиша
кислотность мякиша
пористость мякиша
|
%
градус
% |
не более 48,5 для формового хлеба
не более 8,0 для формового
не менее 59,0 для формового хлеба
|
|
Продолжение таблицы 1
|
||
|
1 |
2 |
3 |
|
Показатели безопасности по СанПиН 2.3.2.1078-01 |
||
|
Токсичные элементы – свинец – мышьяк – кадмий – ртуть Микотоксины: – афлатоксин В1 – дезоксиниваленол – зеараленон – Т-2 токсин Радионуклиды: – цезий-137 – стронций-90 |
мг/кг
мг/кг
Бк/кг Бк/кг |
не более 0,35 не более 0,15 не более 0,07 не более 0,015
не более 0,005 не более 0,7 не более 0,2 не более 0,1
не более 40 не более 20 |
1.2 Технологическая схема производства хлеба «Дарницкий»
Технологический процесс – это ряд производственных приемов, направленных с целью получения из исходного сырья продукта с заданными свойствами.
Технологический процесс приготовления хлеба «Дарницкий» можно разделить на следующие стадии [2,3]:
- подготовка сырья к производству: хранение, просеивание, приготовление растворов соли, варка хмелевых дрожжей, подготовка воды;
- дозировка рецептурных компонентов, замес и брожение опары и теста;
- разделка – деление созревшего теста на порции одинаковой массы;
- расстойка – брожение сформированных тестовых заготовок;
- выпечка хлеба;
- охлаждение, отбраковка и хранение хлеба.
Для выпуска хлеба «Дарницкий» в соответствии с технологическим процессом создана технологическая схема, на которой указывается последовательность выполнения операций, начиная от подготовки сырья и кончая получением готовых изделий. Технологическая схема производства хлеба «Дарницкий» представлена на рисунке 1.
|
Qтеп |
|
Подготовка сырья |
|
Комплексный улучшитель из натурального сырья и компонентов «Рожь» (сухая закваска) |
|
Дрожжи жидкие хмелевые, полученные путем варки и настаивания (брожения) хмеля,воды и муки пшен. 2 сорт закваска) |
|
Муку ржаную обдирнаую просеивают. Она проходит металломагнитную очистку, в зимнее время прогревают |
|
Муку пшеничную 1 сорт просеивают. Она проходит металломагнитную очистку, в зимнее время прогревают |
|
Соль поваренная пищевая |
|
Вода питьевая должна соответствовать СанПиН 2.1.4.1175-02 |
|
Дозировка компонентов |
|
Замес опары, τ =8-10 мин Wап=49 – 51 % |
|
Брожение опары, τ =240-300 мин К = 8-10 о, ton = 25-28 оС, Wап = 48-50 % |
|
Замес теста Wт=50 %, τ =20-30 мин |
|
Брожение теста τТ =15-30 мин Кт=7-10 о, Wт=49-50 % tбр= 28-30 ос |
|
Разделка теста M = (0,90 ± 0,05) кг |
|
Укладка в формы |
|
Расстойка тестовых заготовок t = 30-32 оС, φ = 65-75 %,τр = 50-70 мин |
|
Выпечка хлеба τ = 60-70 мин, t =250-260 оС |
|
Бракераж |
|
Охлаждение изделий |
|
Укладка на лотки (n=14 шт) |
|
Qхол |
Рисунок 1 – Принципиальная схема производства хлеба «Дарницкий»
1.2.1 Прием, хранение и подготовка сырья к пуску в производство
1.2.1.1 Прием основного и дополнительного сырья
Все сырье, поступающее на хлебопекарню, должно удовлетворять требованиям соответствующих стандартов и технических условий: вода – СанПин 2.1.4.1175-02; соль поваренная пищевая ГОСТ 13830; мука ржаная обдирная ГОСТ 7045; мука пшеничная 1 сорт, 2 сорт ГОСТ 26574; хмель-сырец ГОСТ 21946-76.
Поставщиками сырья для производства хлеба являются:
- ЗАО «Хлебопродукт № 1» (мука);
- ЗАО «Ассоль» (мука);
- ТНВ «Южный Урал» (мука);
- ОАО «Илецксоль» (соль);
- ООО «Карья» (комплексный улучшитель «Рожь»);
- Частные лица (хмель).
Сырье поступает на хлебопекарню партиями.
Под партией понимают определенное количество сырья одного вида и сорта, одной даты выработки, предназначенных к одновременной сдаче – приемке по одной накладной. Каждая партия сырья сопровождается специальным удостоверением, характеризующим его качество. Сырье поступает на ИП «Пупкин» тарным способом.
При приемке муки тарным способом проводится внешний осмотр тары на прочность и чистоту мешковины, на наличие маркировки, на зараженность вредителями хлебных запасов.
Перед приемкой сырье взвешивают. При приемке сырья в таре (мешках) взвешивание проводят на автомобильных весах. А также осуществляется приемка сырья, доставляемого в стандартной таре по номинальной массе, единицы упаковки (мешок, куль) с выборочной проверкой массы отдельных упаковок.
На каждой партии сырья прикреплена табличка с указанием наименования продукта, номера партии, предприятия изготовителя, даты выработки и поступления, количества мест, массы одной упаковки и всей партии.
Хранение и подготовка сырья к пуску в производство ведется в соответствии с требованиями, предъявляемыми к каждому виду сырья.
1.2.1.2 Хранение муки
При транспортировании и хранении муки в мешках муку укладывают по партиям на стеллажи в штабели тройниками или пятериками не более 8 мешков в ряд по высоте при ручной укладке.
Запас муки каждого сорта соответствует семисуточной потребности хлебопекарни.
Мучной склад находится в сухом, чистом, отапливаемом состоянии; пол – плотный, без щелей, асфальтированный. Стены гладкие, побеленные. Температура в мучном складе поддерживается не ниже 8 оС.
Муку отпускают со склада на производство в стандартной таре по количеству мешков.
1.2.1.3 Просеивание, магнитная очистка и взвешивание муки
Просеивание муки осуществляется с целью удаления посторонних частиц, отличающихся по размерам от частиц муки. Кроме того, мука при просеивании разрыхляется, согревается и насыщается воздухом. Для просеивания муки применяют просеиватель «Пионер-М», основным рабочим органом которого являются сита. Номер сита, применяемого для просеивания муки, соответствует сорту муки. При просеивании муки каждую смену очищаются сита просеивателя травяной щеткой, осматривается целостность ситовой ткани. Регулярно осматривается сход с просеивателя, определяется его количество и характер посторонних частиц.
Для удаления из муки металлических частиц, которые проходят через отверстия сита просеивателя, предусматривают магнитные уловители, которые встроены в просеиватель.
Сход с сит проверяется на наличие посторонних попаданий не реже 1 раза в смену и удаляется в отдельное помещение. Результаты проверки и очистки мукопросеивательной системы записывается в специальном журнале. Взвешивание муки осуществляется в мешках на напольных весах РП1-Ц13.
1.2.1.4 Хранение и подготовка соли, дрожжей, воды
Соль доставляют на хлебопекарню в мешках и хранят на стеллажах в отдельном помещении, при температуре 18 оС.
Приготовление солевого раствора осуществляется с использованием мерной посуды и весов. На весах РН-10Ц13У отвешивается 1,5 кг соли (на 100 кг муки) и помещается в специальную емкость, куда наливается отмеренное количество воды. Затем с помощью мешалки производится перемешивание до получения насыщенного раствора, после фильтрации через тканевый фильтр направляется в отстойный бак и оттуда на производство.
Дрожжи. Для производства хлеба «Дарницкий» на ИП «Пупкин» применяют жидкие хмелевые дрожжи. Для их приготовления используется хмель, который закупается у населения, хранится в мешках в чистом, сухом помещении с температурой внутри склада 18 оС.
Жидкие хмелевые дрожжи готовят для использования в производстве следующим образом. 300 гр хмеля помещают в электропищеварочный котел КПЭ-160 и заливают 60 л воды, кипятят 20 минут. Далее 2 часа настаивают, потом доводят до кипения и через сито сливают в дежу с мукой пшеничной 2 сорта в количестве 50 кг. Полученную смесь помещают под тестомесильную машину «Стандарт», где происходит перемешивание компонентов и добавляют 30 л кипяченой воды, далее равномерно перемешивают и оставляют для осахаривания на 4 часа. Полученную массу разводят 70 литрами воды температурой 28 оС и заливают хмелевыми дрожжами, оставшимися от предыдущего цикла в количестве 30 – 40 л. Далее полученную смесь оставляют для брожения на 8 часов. Полученные жидкие хмелевые дрожжи далее используют в производстве и хранят в дежах в пекарном зале.
Вода. Вода в хлебопекарном производстве используется для приготовления опары, теста, для приготовления жидких дрожжей, идет на хозяйственные нужды.
Для технологических и хозяйственных нужд хлебопекарни используют воду из подземной скважины. Для обеспечения воды требуемой температуры применяется водонагреватель. Вода питьевая, применяемая для приготовления теста, должна отвечать «Санитарным правилам и нормам» (СанПин 2.1.4.1175-02).
1.2.2 Приготовление теста
Приготовление теста – это важнейший и наиболее длительный этап технологического процесса производства хлеба. Он включает следующие операции: дозирование сырья, замес полуфабрикатов и теста, брожение полуфабрикатов и теста.
Приготовление теста ведут в соответствии с технологическим планом, разработанным на хлебопекарне для данного сорта изделия. В технологическом плане указываются характеристики оборудования, производственная рецептура, расчеты расхода сырья, показатели технологического процесса производства.
Тесто – это полуфабрикат хлебопекарного производства, полученный путем замеса из муки, воды, дрожжей, опары и закваски и дополнительного сырья в соответствии с рецептурой и технологическим режимом, служащим для приготовления хлеба.
К полуфабрикатам хлебопекарного производства относятся все продукты, предшествующие готовым изделиям, т.е. нуждающиеся в дальнейшей обработке для превращения в готовые изделия (жидкие дрожжи, опара).
1.2.2.1 Понятие о рецептуре
Рецептура – это перечень и соотношение отдельных видов сырья, употребляемого для производства определенного сорта хлеба («Дарницкий»).
Для хлеба «Дарницкий», вырабатываемого по государственному стандарту, существует утвержденная рецептура, в которых указывается сорт муки и расход каждого вида сырья (кг на 100 кг муки). Эта рецептура приведена в специальном сборнике.
Рецептура и режим приготовления теста для хлеба «Дарницкий» на густой закваске в две стадии приведена в таблице 2.
На основании утвержденной рецептуры на ИП «Пупкин» была составлена производственная рецептура, в которой указывается количество муки, вода и другое сырье с учетом применяемой на данном предприятии технологии и оборудования, а также технологический режим приготовления изделий (температура, влажность, кислотность полуфабрикатов и готовых изделий, продолжительность брожения и другие параметры).
Производственная рецептура указана в таблице 3.
Таблица 2 – Рецептура и режим приготовления теста для хлеба «Дарницкий» на густой закваске в две стадии
|
Наименование сырья, полуфабрикатов и показателей процесса |
Расход сырья и параметры приготовления теста на густой закваске |
|
|
закваска |
тесто |
|
|
закваска, кг |
19 |
57 |
|
мука ржаная обдирная, кг |
22 |
33 |
|
мука пшеничная хлебопекарная 1 сорта, кг |
- |
40 |
|
дрожжи хлебопекарные, прессованные, кг |
- |
0,5 |
|
соль поваренная пищевая , кг |
- |
1,4 |
|
вода, кг |
16 |
по расчету |
|
влажность, % |
48-50 |
не более + (0,5-1,0) |
|
температура начальная, оС |
25-28 |
28-30 |
|
продолжительность брожения, мин |
180-240 |
60-90 |
|
кислотность конечная, градус |
10-14 |
7-10 |
Таблица 3 – Рецептура и режим приготовления теста для хлеба «Дарницкий» на опаре в два стадии (на сухой закваске) на 100 кг муки
|
Наименование сырья, полуфабрикатов и показателей процесса |
Расход сырья и параметры приготовления теста на сухой закваске |
|
|
опара |
тесто |
|
|
1 |
2 |
3 |
|
сухая закваска «Рожь», % |
- |
1 - 2 |
|
мука ржаная обдирная, кг |
50 |
- |
|
мука пшеничная хлебопекарная 1 сорта, кг |
- |
50 |
|
дрожжи жидкие хмелевые, л |
30 |
- |
|
соль поваренная пищевая, кг |
|
1,4 |
|
вода, кг |
28-30 |
по расчету |
|
влажность, % |
48-50 |
49 - 50 |
|
температура начальная, оС |
25-28 |
28-30 |
|
продолжительность брожения, мин |
240-300 |
15-30 |
|
кислотность конечная, градус |
8-10 |
7-10 |
1.2.2.2 Дозировка сырья
Дозирование сырья в хлебопекарном производстве – это порционное отвешивание или объемное отмеривание сырья в количествах, предусмотренных рецептурами при приготовлении полуфабрикатов и теста. Дозирование сырья – одна из важнейших операций в процессе приготовления теста. От того как будет произведена эта операция зависят свойства теста и его технологические параметры, а следовательно, и качество готовых изделий.
Дозирование сырья осуществляется на ИП «Пупкин» вручную с использованием мерной посуды.
Муку дозируют по весовому принципу, с использованием напольных платформенных весов РП1-Ц13.
Дозирование жидких компонентов: воды, раствора соли, жидких хмелевых дрожжей осуществляется с использованием мерной посуды.
1.2.2.3 Замес и образование теста из смеси ржаной и пшеничной муки
Замес теста – это перемешивание сырья, предусмотренного рецептурой, до получения однородной гомогенной массы, обладающей определенными реологическими свойствами.
При замесе теста муку, воду, солевой раствор и другое сырье в соответствии с рецептурой отмеривают с помощью мерной посуды в дежу (330 л). Далее дежу помещают под тестомесильную машину «Стандарт», рабочий орган которой перемешивает компоненты в течение заданного времени (20-30 мин).
По характеру замес теста относится к периодическому, ускоренному. Периодический замес – это замес порции теста за определенное время при однократном дозировании сырья. При периодическом замесе тестомесильная машина «Стандарт» замешивает отдельные порции теста через определенные промежутки времени, которые называются ритмом.
Образование теста при замесе происходит в результате ряда процессов, из которых важнейшими являются: физико-механические, коллоидные и биохимические. Все эти процессы протекают одновременно и зависят от продолжительности замеса, температуры и от качества и количества сырья, используемого при замесе теста.
Приготовление теста по густой опаре с использованием сухой закваски.
Этот способ приготовления теста включает две стадии: опара и тесто. Опару готовят влажностью 48-50 % из 50 кг ржаной обдирной муки, 30 литров жидких хмелевых дрожжей и воды. Начальная температура брожения густой опары 25-28 оС, продолжительность брожения густой опары 240-300 мин. Конечная кислотность опары составляет 8-10 градусов.
Приготовление опары осуществляется с использованием тестомесильной машины «Стандарт» и подкатных деж следующим образом. В пустую дежу отмеривают мерной посудой необходимое количество воды, жидких хмелевых дрожжей, включают тестомесильную машину и при непрерывном перемешивании добавляют необходимое количество муки ржаной обдирной. Замес опары ведут до получения однородной массы в течение 8-10 минут. После замеса тщательно очищают рычаг тестомесильной машины и края дежи с целью предупреждения попадания подсохших частичек опары в тесто при его замесе.
Готовность опары определяют по органолептическим показателям. К концу брожения опара увеличивается в объеме в 1,5-2 раза и наступает момент, когда она начинает опадать, что является одним из признаков готовности опары.
Выброженная опара используется для замеса теста. Замес теста осуществляется на той же тестомесильной машине, которая использовалась для замеса опары.
Тесто замешивают из всего количества опары с внесением 50 кг муки пшеничной первого сорта, солевого раствора и воды, а также дополнительного сырья, предусмотренного производственной рецептурой: комплексный улучшитель из натурального сырья и компонентов «Рожь». Замес производят в течении 8-10 минут до получения теста однородной консистенции. Влажность теста должна быть более 50-52 %. Начальная температура брожения теста 28-30 оС, продолжительность брожения 15-30 минут. Конечная кислотность теста составляет 7-10 градусов.
Схема приготовления ржано-пшеничного теста на густой опаре представлена на рисунке 2.
|
Замес опары |
|
Замес теста |
|
Мука |
|
Вода |
|
Дрожжи |
|
«Рожь» |
|
Солевой раствор |
|
Мука |
|
Wоп = 48 – 50% τоп = 240 – 300 мин tбр = 25 – 28 оС
|
|
Wт = 49 – 50% τт = 15 – 30 мин tбр = 28 – 30 оС |
Рисунок 2 – Схема приготовления ржано-пшеничного теста на густой опаре с использованием сухой закваски
Приготовление теста осуществляется ускоренным способом. При ускоренном способе теста приготовления ржано-пшеничного хлеба (без предварительного выведения закваски) улучшитель «Рожь» используется в качестве сухой закваски и позволяет заменить традиционную закваску, что дает возможность получения хлеба с необходимой кислотностью, темным окрасом, хорошо разрыхленным мякишем, специфическими вкусом и ароматом. При соотношении ржаной и пшеничной муки 50:50 рекомендуется использовать 1-2 % улучшителя «Рожь», в зависимости от готовности опары. Улучшитель «Рожь» вносится в сухом виде в готовую опару.
1.2.3 Брожение теста
После операции замеса следует брожение теста. В производственной практике брожение охватывает период после замеса теста до его разделки. Основное назначение этой операции – приведение теста в состояние, при котором оно по газообразующей способности и реологическим свойствам, накоплению вкусовых и ароматических веществ будет наилучшим для разделки и выпечки.
Продолжительность брожения теста составляет 15-30 мин.
1.2.4 Разделка теста
Разделка теста осуществляется с целью получения тестовых заготовок заданной массы (0,9 кг), имеющих оптимальные органолептические и реологические свойства для выпечки.
Разделка теста для формовых сортов хлеба из смеси пшеничной и ржаной муки «Дарницкий» включает следующие операции: деление теста на куски и укладка их в формы, окончательная расстойка тестовых заготовок.
1.2.4.1 Деление теста на куски и укладка их в формы
На ИП «Пупкин» применяется ручное деление и формирование тестовых заготовок. При ручной разделке за обеспечение установленной массы кусков теста отвечают рабочий у весов (РН-10Ц134) и начальник смены.
Масса тестовых заготовок составляет 0,9 кг. Куски теста направляют на расстойку после укладки в формы, смазанные растительным маслом.
1.2.4.2 Окончательная расстойка тестовых заготовок
Цель окончательной расстойки – восстановить нарушенную при формировании структуру теста и обеспечить разрыхление тестовой заготовки за счет выделения диоксида углерода. Окончательная расстойка осуществляется в вагонетках в условиях пекарного дела. Во избежание заветривания и образования корок на тестовых заготовках во время расстойки в помещении не должно быть сквозняков.
Расстойка тестовых заготовок осуществляется в течение 50-70 минут при температуре 30-32 оС и относительной влажности воздуха 65-75 %.
Готовность тестовой заготовки к выпечке устанавливается органолептически на основании изменения объема, формы и реологических свойств теста. Свойства теста определяют легким пожатием влажного пальца на поверхность тестовой заготовки. Различают недостаточную, нормальную и избыточную расстойку. При недостаточной расстойке следы от нажатия пальцев выравниваются быстро, при нормальной – медленно, а при избыточной следы не исчезают.
1.2.5 Выпечка хлеба «Дарницкий»
Выпечка – это процесс превращения тестовых заготовок в готовке изделия, в результате которого окончательно формируется их качество. Выпечка хлеба «Дарницкий» осуществляется в хлебопекарной печи Ш2ХПА-10 в течение 60-90 минут при температуре 250-260 оС.
В процессе выпечки происходят следующие изменения с тестовой заготовкой:
- прогрев;
- образование корки и мякиша;
- формирование вкуса и аромата;
- увеличение объема;
- уменьшение массы.
Все эти изменения вызываются теплофизическими, микробиологическими, биохимическими и коллоидными процессами, протекающими одновременно при помещении тестовой заготовки в среду пекарной камеры.
Тестовые заготовки прогреваются постепенно, начиная с поверхности, поэтому все процессы, характерные для выпечки хлеба «Дарницкий», происходят не одновременно во всей его массе, а послойно, сначала в наружных, а потом во внутренних слоях.
Масса готового изделия составляет 0,8 кг.
1.2.6 Хранение и транспортирование хлеба «Дарницкий»
На ИП «Пупкин» хлеб после выхода из печи вручную подается на стол и затем перекладывается на лотки для остывания. При перекладывании хлеба осуществляется отбраковка продукции, не соответствующей требованиям нормативной документации по органолептическим показателям и установленной массе. Эта операция проводится укладчиком. Бракуются изделия, имеющие неправильную форму, загрязненную поверхность, подрывы более 1,5-2,0 см и недовес.
Укладывание, хранение и транспортирование хлеба осуществляется в соответствии с ГОСТ 8227.
Хранение выпеченных изделий до отпуска их в торговую сеть является последней стадией процесса производства хлеба и осуществляется в остывочном отделении хлебопекарни. В остывочном отделении осуществляется учет выработанной продукции, сортировка и органолептическая оценка. Перед отпуском продукции в торговую сеть каждая партия изделия подвергается обязательному просмотру бракером (технологом). Укладывание производится в 2 ряда на нижнюю сторону по 14 штук. Для укладки изделий используются трехбортные лотки с решетчатым дном. Лотки с изделиями помещают на передвижные вагонетки, которые по мере необходимости вручную вывозят на погрузочную площадку.
Срок хранения хлеба на хлебопекарне исчисляется с момента выхода хлеба из печи до момента доставки хлеба в магазин.
Максимально допустимый срок выдержки хлеба «Дарницкий» на хлебопекарне составляет 14 часов, а срок реализации в торговле 36 часов.
1.3 Машинно-аппаратурная схема производства хлеба «Дарницкий»
Технологическая схема, в которой указываются виды оборудования, выполняющего технологические операции, называется машинно-аппаратурной схемой (МАС).
Машинно-аппаратурную схему можно условно разделить на три участка: подготовка сырья (вода, мука, соль, дрожжи) к производству, приготовление полуфабрикатов (опара, тесто) и получение готовых изделий (хлеб) [4-7].
Подготовка муки к производству осуществляется при помощи просеивателя с неподвижным ситом «Пионер-М» - рисунок 3.
Мукопросеиватель «Пионер-М» имеет следующую техническую характеристику: производительность 1250 кг/ч, удельное потребление электроэнергии 0,88 кВт/ч на кг, занимаемая площадь 0,8 м2, масса 290 кг, площадь ситовой поверхности 0,14 м2.
Для замеса опары и теста применяют тестомесильную машину «Стандарт».
Тестомесильная машина «Стандарт» представлена на рисунке 4. Во время работы машины месильная лопасть в нижнем положении проходит плотно возле днища дежи, а в верхнем выходит за плоскость обреза нижней кромки дежи. При этом в начале замеса происходит интенсивное распыление муки.
Техническая характеристика тестомесильной машины «Стандарт» следующая: вместимость дежи 330 л, длительность замеса 10 минут, число качаний месильного рычага 23,5 мин-1, мощность электродвигателя 4,5 кВт, частота вращения дежи 5,9 мин-1, масса машины без дежи 553 кг.
Следующий участок машинной-аппаратурной линии включает в себя оборудование для выпечки хлеба – печь хлебопекарная Ш2-ХПА-10 – рисунок 5.
Тупиковая с электрообогревом печь Ш2-ХПА-10 имеет следующие технологические характеристики: производительность 284,7 кг/ч, рабочая площадь пода 11,2 м2, установленная мощность 76,1 кВт, габариты 4235х3540х1940мм, масса 8620 кг.
Следующий комплекс оборудования включает в себя оборудование остывочных отделений – вагонетки.
Устройство и принципы действия линии.
Муку на хлебопекарню доставляют в мешках на грузовом автомобиле. Для разгрузки муки используется ручной труд. Мука хранится в мешках на специальном складе.
В данной линии для приготовления жидких хмелевых дрожжей используют двухфазный способ.
Первая фаза – приготовление хмелевого раствора. Для этого в электропищеварочный котел КПЭ-160 вручную с использованием мерной посуды, дозируют воду и хмель. После кипячения и настаивания в течении 2 часов данную смесь сливают в дежу, туда же дозируют муку пшеничную второго сорта, очищенную от примесей на просеивателе «Пионер-М», снабженным магнитным уловителем, воду и хмелевые дрожжи, оставшиеся от предыдущего цикла. Для перемешивания компонентов используется тестомесильная машина «Стандарт».
1 – зубчатая передача; 2 – спиральные лопасти; 3 – вертикальный шнек; 4 – магниты; 5 – внутреннее сито; 6 – наружное сито; 7 – конус; 8 – вал; 9 – отверстие; 10 – электродвигатель; 11 – вертикальные пластины; 12 – лопасти; 13 – сборник; 14 – предохранительная решётка; 15 – приёмный бункер; 16 – сплошной кожух; 17 – задняя полуцилиндрическая стенка наружного сита.
Рисунок 3 – Просеиватель с неподвижным ситом «Пионер-М»
1 – станина; 2 – фундаментная плита; 3 – электродвигатель; 4 – месильный рычаг; 5 – червячный вал; 6 – крышка; 7 – трёхколёсная каретка; 8 – специальный фиксатор; 9 – зубчатый венец; 10 – дежа; 11 – клиноремённая передача; 12 – фрикционная муфта; 13 – червячный редуктор.
Рисунок 4 – Тестомесильная машина «Стандарт»
1 – двухниточный цепной конвейер; 2 – пароувлажнительное устройство; 3– передний объёмный блок; 4 – задний объемный блок; 5 – привод;
6 – двери.
Рисунок 5 – Хлебопекарная печь Ш2-ХПА-10
Вторая фаза приготовления дрожжей завершается их брожением в течении 8 часов. Полученные дрожжи дозируют в дежу второй тестомесильной машины «Стандарт» для приготовления опары. Одновременно с этим туда же дозируется мука ржаная обдирная, очищенная от посторонних примесей на просеивателе, вода. После брожения в течении 240-300 минут в готовую опару дозируют муку пшеничную первого сорта, оставшееся количество воды, раствор соли и комплексный улучшитель «Рожь». Перемешивание компонентов осуществляется с использованием этой же тестомесильной машины. Этап приготовлния теста завершают его брожением в деже в течении 15-30 минут.
Готовое тесто разделывают вручную с использованием весов РН-10Ц13У для получения порций теста одинаковой массы. После разделки тестовые заготовки укладывают в формы (формы установлены на вагонетках).
Расстойка тестовых заготовок проводится в условиях пекарного зала в течении 50-70 минут, при относительной влажности воздуха 65-75 % и температуре 30-32 оС.
Выпечка хлеба производится в хлебопекарной печи Ш2-ХПА-10 при температуре 250-260 оС в течении 60 – 90 минут.
Выпеченные изделия вручную выкладываются на стол, а далее на лотки, которые установлены на вагонетках, и направляются через остывочное отделение в экспедицию.
1.4 Анализ технологического процесса производства хлеба
«Дарницкий»
Основной задачей хлебопекарни является выработка хлеба наилучшего качества. На решение этой важнейшей задачи направлены усилия всех работников предприятия.
Постоянный и правильно организованный контроль производства дает возможность следить за качеством готовых изделий, не допускать отклонений от физико-химических норм и позволяет обеспечить выпуск продукции, отвечающей требованиям государственных стандартов.
На ИП «Пупкин» контроль качества готовых изделий осуществляется технологом только по органолептическим показателям качества. В связи с отсутствием испытательной лаборатории на предприятии, контроль качества хлеба по физико-химическим и микробиологическим показателям осуществляется в межведомственной лаборатории г. Оренбурга, которая расположена по адресу: Гагарина,59.
Хлеб поставляют в лабораторию на анализ каждые 10 дней в количестве 2 – 3 единиц отобранных из общей партии случайным образом.
Анализ технологического процесса производства хлеба «Дарницкий» показал, что наиболее часто встречающимися дефектами хлеба являются дефекты, вызванные качеством сырья и неправильным проведением технологического процесса производства.
Наименование дефектов, их причины и способы устранения приведены в таблице 4.
Таблица 4 – Дефекты хлеба, причины возникновения и способы устранения
|
Дефекты хлеба |
Причины возникновения |
Способы устранения |
|
Дефекты, обусловленные нарушениями технологического процесса |
||
|
хлеб непропеченый, мякиш влажный на ощупь, липкий |
завышена влажность теста |
внедрение дозируемых устройств |
|
клинообразная форма ржано-пшеничного хлеба |
небрежное забрасывание тестовых заготовок в формы, понижена влажность теста |
улучшить контроль при укладке тестовых заготовок в формы |
|
корка хлеба с крупными трещинами |
нарушен паровлажностный режим пекарной камеры: нарушение температурной среды пекарной камеры |
отрегулировать подачу пара в пекарную камеру |
|
недовес изделий |
неправильная дозировка сырья |
приобретение дозируемых устройств |
|
хлеб пониженного объема округлой формы с крошковатым мякишем |
занижена влажность теста |
приобрести дозируемые устройства |
Как видно из таблицы 4, основной способ устранения указанных дефектов является приобретение необходимого комплекса оборудования, а также ремонт существующего. Поэтому важной задачей является техническое перевооружение данного предприятия. Для ИП «Пупкин» большое значение для повышения качества хлеба имеет внедрение дозаторов жидких и сыпучих компонентов. Наиболее часто для дозирования муки применяется дозатор сыпучих компонентов Ш2-ХДА. Он состоит из бункера, подвешенного с помощью весового рычага и подвесок к раме, засыпочного устройства и отдельно монтируемого навесного ящика управления со стойкой для дублирующего циферблатного указателя. К раме прикрепляется досыпочное устройство, предназначенное для повышения точности дозирования сыпучего компонента. Основное количество дозируемого сыпучего компонента (90-95 % заданной массы) поступает в бункер дозатора с помощью производственного питателя, остальные 10-5 % - досыпочного устройства. В нижней части бункера имеется заслонка, которая открывается с помощью исполнительного механизма. Для создания лучших условий опорожнения бункера и разрушения сводов муки, которые могут образовываться при его загрузке, к бункеру крепится вибратор, который автоматически включается при открытии заслонки и выключается при ее закрытии.
Дозатор муки Ш2-ХДА периодического действия представлен на рисунке 6.
1 – тяга; 2 – стойка; 3 – указатель УЦДЧ-100-3ВП6; 4 – указатель УЦК-400-3ВД6; 5-досыпочное устройство; 6 – рама; 7 – подвеска; 8 – весовой рычаг; 9 – тарные грузы; 10 – вибратор; 11 – бункер; 12 – заслонка с исполнительным механизмом.
Рисунок 6 – Дозатор сыпучих компонентов марки Ш2-ХДА
Дозатор сыпучих компонентов Ш2-ХДА имеет следующую техническую характеристику:
- пределы дозировки 20…100 кг;
- длительность дозировки 8 мин;
- установленная мощность 0,4 кВт;
- габариты 1600 1000 1930 мм;
- масса 380 кг.
Дозатор жидких компонентов Ш2-ХДБ предназначен для периодического дозирования воды, растворов соли, сахара, жидких дрожжей и других жидких компонентов. Этот дозатор может производить последовательный набор доз жидких компонентов по заранее заданной программе в соответствии с рецептурой замешиваемого полуфабриката.
Дозатор жидких компонентов Ш2ХДБ представлен на рисунке 7 и имеет следующие технические характеристики:
- пределы дозировки 3…100 кг;
- погрешность дозировки 1 %;
- установленная мощность 0,3 кВт;
- габариты 1540 870 1970 мм;
- масса 380 кг.
Внедрение дозаторов позволит повысить объемы производства, расширить ассортимент выпускаемой продукции, а также поспособствует повышению конкурентоспособности продукции.
1 – щит управления; 2 – стойка; 3 – тяга; 4 – указатель УЦДЧ-100-3ВП6; 5 –указатель УЦК 400-3ВД6; 6 – блок клапанов; 7 – рама; 8 – подвеска; 9 – весовой рычаг; 10 – тарные грузы; 11 – бункер; 12 – сливной клапан.
Рисунок 7 – Дозатор жидких компонентов марки Ш2-ХДБ
2 Анализ качества производства хлеба статистическими
методами
2.1 Анализ конкурентоспособности продукции в сравнение с другими производителями
В России хлеб – продукт первой необходимости, его регулярно покупают все и везде, однако, как показывают исследования, рынок хлебобулочных изделий неоднороден и здесь есть свои предпочтения и особенности. В периоды спада экономики и, соответственно, снижение покупательной способности населения потребление хлебопродуктов увеличивается.
Наиболее важным фактором при покупке 40 % из опрошенных респондентов называют качество хлеба, 34 % - близость магазинов, 10 % - цену и только 8 % - называют имя производителя. Диаграмма распределения факторов представлена на рисунке 8.
|
40% |
|
34% |
|
10% |
|
8% |
|
1 |
|
5 |
|
4 |
|
3 |
|
2 |
1 – качество хлеба; 2 – близость магазина; 3 – цена;
4 – имя производителя; 5 – другие факторы.
Рисунок 8 - Распределения факторов, определяющих предпочтения при покупке хлеба
Другими словами, сегодня потребитель стремиться покупать высококачественные хлебобулочные изделия широкого ассортимента, различной массы и упакованные в соответствии с его представлением.
Тот, кто лучше сможет удовлетворить потребность в таком хлебе, выиграет войну за потребителя.
Рынок хлебобулочных изделий в городе Оренбурге обеспечивается данной продукции, кроме ИП «Пупкин», следующими производителями:
- Оренбургский хлебокомбинат №4;
- ОАО «Оренбургмолоко»;
- ТНВ «Южный Урал»;
- АО «Заря»;
- АО «Долина».
Кроме того, выше перечисленные производители являются конкурентами ИП «Пупкин» по выпуску хлеба из пшеничной муки в/с и 1/с, но только двое из них (Оренбургский хлебокомбинат №4, ОАО «Оренбургмолоко») являются конкурентами по выпуску хлеба «Дарницкий».
Анализ конкурентоспособности хлеба проводим по трем показателям качества: внешний вид, вкус, цена.
Для оценки показателя качества хлеба «Дарницкий» используется экспертный метод. Разновидностью экспертного метода является так называемый органолептический метод, основанный на использовании органов чувств человека [8].
Для этого была сформирована экспертная группа из пяти человек. Каждый эксперт в ограниченное время отвечает на поставленные вопросы. Оценивание показателей качества хлеба «Дарницкий» проводят по девятибальной шкале.
Согласованность мнения экспертов можно оценить по величине коэффициента конкордации; который определяется по формуле 1:
, (1)
где S – сумма квадратов отклонений всех оценок рангов каждого объекта экспертизы от среднего значения;
n – число экспертов;
m – число объектов экспертизы.
Коэффициент конкордации изменяется в диапазоне от 0 до 1, причем 0 – полная несогласованность, 1 – полное единодушие.
Определим степень согласованности мнения пяти экспертов, результаты ранжирования которыми девяти показателей приведены в таблице 5.
Оцениваем среднеарифметическое число рангов Qср:
Qср=(34+39+19+39+38+18+23+24+45)/9=31 балл
Затем оцениваем сумму квадратов отклонений от среднего: S=808.
Определяем величину коэффициента конкордации по формуле (1):
= 0,54
Исходя из величины коэффициента конкордации можно сделать следующий вывод: мнения экспертов достаточно хорошо согласованы.
Как свидетельствуют данные таблицы 5, наибольшее количество баллов принадлежит хлебу «Дарницкий» выпускаемому Оренбургским хлебокомбинатом №4, что говорит о его высокой конкурентоспособности. Хлеб выпускаемый ИП «Пупкин» и ОАО «Оренбургмолоко» набрало одинаковое количество балов.
Для наглядности построим столбчатую диаграмму – рисунок 9.
|
0 |
|
|
|
|
|
|
|
1 |
|
2 |
|
3 |
|
50 |
|
100 |
|
баллы |
|
Наименование предприятия производителя |
1 – ИП «Пупкин»;
2 – хлебокомбинат №4;
.
Рисунок 9 – Столбчатая диаграмма распределения мнений пяти экспертов
Из рисунка 9 видно, что хлеб выпускаемый ИП «Пупкин» достаточно конкурентоспособен. Однако уступает «Изделиям-конкурентам» по внешнему виду.
Таблица 5 – Данные для оценки согласованности пяти экспертов
|
Наименование предприятия изготовителя |
Наименование оцениваемого показателя |
Оценка эксперта, балл |
Сумма рангов, балл |
Отклонение от среднего, балл |
Квадрат отклонения |
||||
|
1 |
2 |
3 |
4 |
5 |
|||||
|
ИП «Пупкин» |
1) внешний вид |
6 |
6 |
6 |
7 |
9 |
34 |
3 |
9 |
|
2) вкус |
7 |
7 |
7 |
9 |
9 |
39 |
8 |
64 |
|
|
3) цена |
4 |
4 |
3 |
4 |
4 |
19 |
-12 |
144 |
|
|
Оренбургский хлебокомбинат №4 |
1) внешний вид |
7 |
7 |
8 |
8 |
9 |
39 |
8 |
64 |
|
2) вкус |
8 |
6 |
8 |
7 |
9 |
38 |
7 |
49 |
|
|
3) цена |
4 |
4 |
3 |
4 |
3 |
18 |
-13 |
169 |
|
|
ОАО «Орен- бургмолоко» |
1) внешний вид |
3 |
5 |
5 |
5 |
5 |
23 |
-8 |
64 |
|
2) вкус |
3 |
5 |
5 |
4 |
7 |
24 |
-7 |
49 |
|
|
3) цена |
9 |
9 |
9 |
9 |
9 |
45 |
14 |
196 |
|
2.2 Статистические методы как инструмент системы качества
продукции
Важнейшим элементом любого человеческого действия в повседневной жизни, на производстве, общественной или иной деятельности является управление.
Качество принимаемых управленческих решений, эффективность управления в целом в значительной степени определяется качеством информации.
Чтобы собрать и быстро обработать огромное количество данных, характеризующих производственный процесс, выявить направления и изменений его элементов, составить представление о его развитии в будущем и выработать правильность решения - необходимо применять определенные методы обработки данных. Такие методы основываются в первую очередь на теоретических положениях математической статистики.
К таким приемам статического анализа в обработки данных относятся, в частности, так называемые «семь японских инструментов», используемых в японских фирмах для управления производством и обеспечения качества продукции. Эти приемы рекомендуется так же международными стандартами серии ISO 9000 как непременный элемент управления производством и обязательный элемент системы качества продукции. Фактически без использования статистических методов не может быть создана система управления качеством продукции на производстве, до и самоуправление производством без них просто невозможно [9-11].
В настоящее время эти простейшие методы находят все более широкое распространение во всем мире.
Достоинством этих методов является их простота, наглядность, доступность для всех категорий работников.
К семи инструментам контроля качества относятся следующие статистические методы:
а) контрольный листок;
б) гистограмма;
в) диаграмма разброса;
г) диаграмма Парето;
д) стратификация (расслоение);
е) диаграмма Ишикавы (причинно-следственная диаграмма);
ж) контрольная карта.
Большинство из семи инструментов контроля качества используются для анализа численных данных, что соответствует требованию TQM: опираться в принятии решений только на факты.
Однако, факты не всегда бывают численными по своей природе, и для принятия решений в этом случае необходимо знание поведенческой науки, операционного анализа, теории оптимизации и статистики. Поэтому Союз Японских Ученых и Инженеров на базе этих наук разработал очень мощный и полезный набор инструментов, позволяющий обеспечить задачу управления качеством при анализе различного рода фактов.
Эти инструменты получили название семи инструментов управления.
К семи инструментам управления относятся:
- диаграмма сродства;
- диаграмма связей;
- древовидная диаграмма;
- матричная диаграмма или таблица качества;
- стрелочная диаграмма;
- диаграмма процесса осуществления программы;
- матрица приоритетов.
В данном дипломном проекте, для анализа технологического процесса производства хлеба «Дарницкий» на ИП «Пупкин» были использованы только некоторые из выше приведенных инструментов контроля и управления качеством.
2.1.1 Контрольный листок – листок сбора данных
Контрольные листки представляют собой удобные, простые в использовании формы для отметок и фиксаций требуемых сведений. Они представляют собой бланки для сбора данных, наиболее удобные применительно к конкретному рабочему месту. От исполнителя при заполнении этих листов требуется в основном внимание и минимум действий. Как правило, никакие вычисления не делаются, в отдельных случаях выполняются лишь самые простейшие.
Подходящая форма листка позволяет не только фиксировать, но и частично автоматически обрабатывать данные, представлять их в удобной для восприятия наглядной форме, это, значительно упрощает их анализ и ускоряет принятие решений по управлению оборудованием или процессами.
Преимущество листков по отношению к журналам, тетрадям в удобстве, наглядности и компактности.
Существует множество различных форм контрольных листков: листок регистрации данных о распределении значения изменяемой величины; листок регистрации данных о видах дефектов; листок регистрации количества и расположении дефектов; листок регистрации условий возникновения дефектов и т.д.
Анализ технологического процесса производства хлеба «Дарницкий» показал, что на объекте контроля (хлебе «Дарницкий») встречаются дефекты различных видов. Наименование дефектов и частота их появления представлены на листке регистрации видов дефектов – рисунок 10.
2.1.1.1 Листок регистрации данных о видах дефектов
Листок этого вида представляет собой бланк с заранее указанными типовыми дефектами, в который контролер вносит простые пометки об обнаружении каждого из них. Эти данные очень важны для управления производством, а также для предупреждения повторения брака изделия.
Листок регистрации данных о видах дефектов хлеба «Дарницкий» представлен на рисунке 10.
Контрольный листок содержит 5 граф:
- в графе 1 указывается порядковый (условный) номер дефекта i.
- в графе 2 – наименование дефекта.
- в графе 3 – результаты контроля, отмечаемые удобным для подсчета образом: в виде черточек (по четыре, перечеркнутые пятой), точек.
В графу четыре вносят общее число дефектов данного вида за время наблюдения mi.
В графе 5 дается результат вычисления доли (относительного числа) дефектов данного вида, полученный по формуле:
, (2)
где mi – число дефектов.
Редко встречающиеся, нетиповые дефекты объединяются в строчку «прочие дефекты».
В листке также предусмотрены графы: «Общее число забракованных изделий» и «Общее число проконтролированных изделий».
Анализ данных, полученных в результате контроля готовых изделий (хлеба) в течении месяца, позволяет сделать следующие выводы: наиболее частым встречающимся дефектом хлеба «Дарницкий» является – корка хлеба с крупными трещинами, из числа проконтролированных изделий величина брака составляет 1 %.
Изделие хлеб «Дарницкий», ИП «Пупкин».
Смена 2, Оператор___________, Контролер_________
Тех. Карта контроля ГОСТ 26983-86. Дата контроля 16.02.-15.03, 2005г.
|
№ дефекта |
Вид дефекта |
Результаты контроля |
Число дефектов, mi |
Доля дефектов mi/∑mi |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
непропеченный, мякиш влажный на ощупь, липкий |
|||| |||| |
9 |
0,111 |
|
2 |
клинообразная форма р-п хлеба |
|||| |||| |||| || |
17 |
0,210 |
|
3 |
корка хлеба с крупными трещинами |
|||| |||| |||| |||| |
19 |
0,235 |
|
4 |
недовес изделия |
|||| |||| || |
12 |
0,148 |
|
5 |
хлеб пониженного объема округлой формы с крошковатым мякишем |
|||| |||| ||| |
13 |
0,160 |
|
6 |
прочие дефекты |
|||| |||| | |
11 |
0,136 |
|
Всего дефектов Общее число забракованных изделий Общее число проконтролируемых изделий |
|
81
75
7500 |
1,000 |
|
Листок заполнил Кишкилев Е.Ю. /
Расчеты выполнил Кишкилев Е.Ю./
Рисунок 10 – Листок регистрации видов дефектов
2.1.2 Анализ Парето
Целью анализа является выявление наиболее значительных факторов тесно связанных с интересующей проблемой, то есть разделить множество факторов на группу наиболее значительных и другую группу, содержащую множество малозначительных факторов.
Анализ Парето применяется как для выявления проблем или острых вопросов, так и для анализа причин, вызывающих эти проблемы.
Анализ Парето включают следующие этапы:
- Определение цели. Цель должна быть сформулирована точно и легко. От этого во многом зависит ее достижение и в конечном счете ее решение;
- Организация и проведение наблюдений. Для этого необходимо подготовить соответствующие метки для сбора и фиксации данных, в которых предусмотрена запись не только значений факторов, влияние которых анализируется, но и тех факторов, которые могут, предположительно, оказывать незначительное влияние на данную проблему. При организации наблюдений стоит позаботится об обеспечении необходимых условий наблюдений и измерений, а также об оценке их точности и достоверности;
- Анализ результатов наблюдений, выявление наиболее значительных факторов;
- Построение диаграммы и графика Парето, наглядно показывающих относительную значимость каждого из факторов.
Рассмотрим проведение анализа Парето на основе данных полученных в результате наблюдения за технологическим процессом в течении месяца.
Проблема, вызывающая «головную боль» - брак изделия (хлеба), проявляющийся в нескольких видах дефектов.
Цель исследования – определить наиболее часто встречающиеся виды дефектов хлеба «Дарницкий».
Для сбора объективных исходных данных о состоянии дел о браке изделий на этапе наблюдений никаких изменений в технологический процесс и организацию работ не вносится. Организуется сбор данных, получаемых при контроле, путем заполнения контролером – технологом специального листка регистрации дефектов – рисунок 10.
Результаты представленные на рисунке 10 позволяют решить поставленную задачу и построить диаграмму Парето по частоте появления различного вида дефектов хлеба.
Такая диаграмма приведена на рисунке 11, а порядок ее построения следующий:
- Необходимо разработать бланк таблицы предусмотреть в ней следующие графы:
- графу итогов по каждому проверяемому признаку в отдельности;
- графу накопленной суммы числа дефектов;
- графу процентов к общему итогу;
- графу накопления процентов.
- Расположить данные в таблице в порядке их значимости. «Прочие» дефекты всегда ставятся в последнее место;
- Чертится одна горизонтальная и две вертикальные оси. Левая вертикальная ось разбивается в соответствии с суммой дефектов – 81. правая вертикальная ось разбивается в процентах или долях: 100 % или 1,0 соответствует суммарному числу дефектов – 81. горизонтальная ось разбивается на интервале в соответствии с количеством дефектов – 6;
- Строится столбчатая диаграмма, высота столбцов которой соответствует количеству каждого вида дефектов;
- Построение кумулятивной кривой, показывающую нарастающее итогам сумму (или долю) первого, второго и так далее дефектов;
- Нанесение на диаграмму всех обозначений и надписей.
Таблица 6 – Таблица данных для построения диаграммы Парето
|
Наименование дефекта |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент, % |
|
корка хлеба с крупными трещинами, (А) |
19 |
19 |
23 |
23 |
|
клинообразная форма ржано-пшеничного хлеба, (Б) |
17 |
36 |
21 |
44 |
|
хлеб пониженного объема округлой формы с крошковатым мякишем, (В) |
13 |
49 |
16 |
60 |
|
недовес изделия, (Г) |
12 |
61 |
15 |
75 |
|
непропеченный, мякиш влажный на ощупь, липкий, (Д) |
9 |
70 |
11 |
86 |
|
прочие дефекты, (Е) |
11 |
81 |
14 |
100 |
|
Итого |
81 |
- |
100 |
- |
|
Число дефектов, шт |
|
80 |
|
70 |
|
60 |
|
50 |
|
40 |
|
30 |
|
20 |
|
10 |
|
50% |
|
100% |
|
Вид дефектов |
|
А |
|
Б |
|
0 |
|
В |
|
Г |
|
Д |
|
Е |
А – корка хлеба с крупными трещинами;
Б – клинообразная форма ржано-пшеничного хлеба;
В – хлеб пониженного объема округлой формы с крошковатым мякишем;
Г – недовес изделия;
Д – непропеченный. Мякиш влажный на ощупь, липкий;
Е – прочие дефекты.
Рисунок 11 – Диаграмма Парето по частоте появления дефектов хлеба «Дарницкий» различного вида
Из диаграммы Парето следует, что наиболее часто встречается дефект – корка хлеба с крупными трещинами.
2.1.3 Анализ причинно-следственных связей
При анализе возможных причин, вызывающих ту или иную проблему, целесообразно и определенным образом упорядочить, провести классификацию, чтобы принимать меры по решению проблемы не хаотично под влиянием сиюминутных и пожарных событий, а планомерно с учетом данных, накопленных за определенный период наблюдений. При этом желательно, чтобы все влияющие на данную проблему факторы постоянно находились перед глазами. Удобным средством представления взаимосвязей между анализируемой проблемой и влияющими факторами является схема причинно-следственных связей, которую также называют диаграммой условий и результатов (диаграмма Исикава).
Основной задачей, решаемой при построении диаграммы условий и результатов, является систематизация всех возможных факторов. Которые могут оказать влияние на данную проблему, и представление их во взаимосвязях в наглядном виде. Диаграмма позволяет упорядочить и облегчить процесс поиска причин, вызывающих проблему, без риска упустить какую либо из них.
По внешнему виду диаграмма представляет собой разветвленную схему, напоминающую дерево или карту реки с притоками.
Порядок построения диаграммы условий и результатов следующий:
- Определение цели. Провести систематизацию причин и условий, влияющих на появление крупных трещин на корке хлеба;
- Составление списка факторов – условий, которые влияют или могут влиять на рассматриваемую проблему. При этом был использован метод «мозгового штурма», позволяющий в короткое время собрать идеи и мнения различных людей по данной проблеме;
- Группировка факторов по их естественному родству в группы и подгруппы с различной степенью детализации: технологии, оборудование и т.д.;
- Построение схемы. Схему строят как дерево, по вертикали. При этом проблема размещается внизу, от нее вверх строится «ствол», от которого отходят крупные «скелетные ветви», составляющие группы факторов.
Диаграмма условий и результатов связанная с интересующей нас проблемой представлена на рисунке 12.
На схеме показаны факторы, предположительно оказывающие влияние на появление крупных трещин на корке хлеба «Дарницкий».
Все факторы объединены в большие принципиально различающиеся группы: технология, оборудование, персонал, сырье, условие труда. Каждая из групп состоит из нескольких подгрупп.
Схема позволяет наглядно показать множество факторов, систематизированных в определенном порядке, что существенно облегчает поиск правильных решений.
|
Теоретические знания |
|
Персонал |
|
Опыт |
|
Навыки |
|
Относительная влажность воздуха |
|
Условия труда |
|
Температура |
|
Кислотность |
|
влажность |
|
Мука |
|
Крупность помола |
|
Сырьё |
|
Дрожжи жидкие хмелевые |
|
Подъемная сила |
|
Дозировка соли |
|
Корка хлеба с крупными трещинами |
|
Нарушение температуры в пекарной камере |
|
Нарушение паравлажного режима |
|
Печь хлебопекарная |
|
оборудование |
|
Отсутствие контрольно-измерительного оборудования |
|
Отсутствие необходимого комплекса оборудования |
|
Продолжительность расстойки,мин |
|
Влажность,% (опары, теста) |
|
Продолжительность брожения (опары, теста) |
|
Температура (опары, теста) |
|
Кислотность (опары, теста) |
|
Продолжительность замеса, мин |
|
Дозировка сырья |
|
Параметры тех. процесса |
|
Технология изготовления |
|
Способ приготовления р-п теста |
Рисунок 12 – Причинно-следственная диаграмма причин появления на
корке хлеба крупных трещин
Для того чтобы выяснить какой из факторов, представленных на рисунке 12, оказывает влияние на появления дефекта в большей степени, построим диаграмму Парето по причинам.
К факторам, вызывающим дефект типа «крупные трещины корки хлеба» относятся:
- сырье;
- оборудование;
- персонал;
- условия труда;
- технология изготовления.
Для построения диаграммы Парето по причинам был произведён сбор и анализ статического материала по каждому фактору, чтобы выяснить, какие из тех факторов являются превалирующими при решении проблемы.
Для этого в прямоугольной системе координат по оси абсцисс откладывают равные отрезки, соответствующие рассматриваемым факторам, а по оси ординат величины их вклада в решаемую проблему. При этом порядок расположения факторов таков, что влияние каждого последующего фактора, расположенного по оси абсцисс, уменьшается по сравнению с предыдущим фактором. В результате получается диаграмма в виде столбчатого графика, столбики которого соответствуют отдельным факторам, являющимся причинами возникновения дефекта, и высота столбиков уменьшается слева направо.
Суммируя последовательно высоту всех столбиков гистограммы, строим ломаную кумулятивную кривую, которая называется кривой Парето или диаграммой Парето.
На рисунке 13 (а, б) приведена диаграмма Парето, построенная по причинам появления дефекта хлеба «Дарницкий» - корка хлеба с крупными трещинами. Где по оси абсцисс отложены выше представленные факторы, в итоге которых появляется данный дефект, а по оси ординат – степень влияния факторов на появления дефекта.
Степень влияния всех факторов принято за 100 %. Как видно из рисунка, наибольший процент брака готовой продукции (хлеба) (75 %) дают первые три причины (сырьё, технология изготовления, оборудование). Отсюда можно сделать вывод, что необходимо особое внимание обратить на качества сырья, используемого в технологическом процессе производства хлеба «Дарницкий», проанализировать технологические операции изготовления хлеба, а также провести проверку режимов работы оборудования.
|
40 |
|
30 |
|
20 |
|
10 |
|
причина |
|
1 |
|
0 |
|
5 |
|
4 |
|
3 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
80 |
|
60 |
|
40 |
|
20 |
|
причина |
|
1 |
|
0 |
|
5 |
|
4 |
|
3 |
|
2 |
|
|
|
|
|
|
|
|
|
70 |
|
50 |
|
30 |
|
10 |
|
90 |
|
100 |
|
а) |
|
б) |
1 – сырьё 28 %; 2 – технология изготовления 25 %; 3 – оборудование 22 %; 4 – персонал 15 %; 5 – условия труда 10 %.
(а) - гистограмма; (б) - накопленная гистограмма причин и кривая Парето.
Рисунок 13 – Гистограмма распределения причин влияющих на
появление дефекта хлеба «Дарницкий»
2.1.4 Древовидная диаграмма как инструмент решения сложившейся проблемы
В предыдущем разделе была выявлена главная причина (качество сырья) вызывающая появление крупных трещин на корке хлеба «Дарницкий».
Проблема состоит в том, что необходимо выявить какие факторы могут повлиять на качество сырья в целом, которое ведёт к появлению выше указанного дефекта.
Для исследования возможных причин, касающихся поставленной проблемы, используется древовидная диаграмма.
Древовидная диаграмма, или систематическая диаграмма, - инструмент, обеспечивающий систематический путь разрешения существующей проблемы, центральный индем, или удовлетворение нужд потребителей, представленных на разных уровнях. Древовидная диаграмма относится к семи инструментам управления качеством.
Процедура создания диаграммы следующая:
- определение темы (проблемы), которая станнит основной для сбора данных;
- собрать данные, которые группа произведёт во время «мозгового штурма» вокруг злободневной темы. Группа «мозгового штурма» должна включать всех тех, кто обладает знаниями по изучаемой проблеме. Важным является то, что данные должны быть собранны беспорядочно;
- затем задача состоит в том, чтобы сгруппировать данные вместе по направлениям различных уровней согласно принципам.
На рисунке 14 показана древовидная диаграмма для решения проблемы, поставленной исследователем по «качеству сырья вызывающего крупные трещины на корке хлеба».
|
Качество сырья |
|
мука |
|
соль |
|
дрожжи жидкие хмелевые |
|
влажность |
|
кислотность |
|
крупность помола |
|
концентрация |
|
подъемная сила |
Рисунок 14 – Древовидная диаграмма
После завершения построения древовидной диаграммы, следующий шаг – разделение причин по степени их важности. Для этого выявления причин, оказывающих наибольшее влияние на результат, используем диаграмму Парето.
Принцип построения диаграммы Парето аналогичный тому, который описан в предыдущей главе.
|
80 |
|
70 |
|
60 |
|
50 |
|
40 |
|
30 |
|
20 |
|
10 |
|
|
|
Причины |
|
5 |
|
3 |
|
0 |
|
4 |
|
2 |
|
1 |
|
90 |
|
100 |
|
100% |
На рисунке 15 приведена диаграмма Парето, построенная по причинам влияющим на качество сырья в целом, которое ведёт к образованию дефекта, где по оси абсцисс отложены причины, которые влияют на появление дефекта (трещины на корке хлеба), а по оси ординат – степень их влияния на появление данного дефекта. Степень влияния всех факторов принимается за 100 %.
1 – Влажность муки; 2 – кислотность муки; 3 – крупность помола;
4 – концентрация соли; 5 – подъёмная сила дрожжей.
Рисунок 15 – Диаграмма Парето по причинам, показывающая какой из
компонентов сырья в большей степени влияет на появление крупных трещин на корке хлеба
Из рисунка 15 видно, что наибольший вклад в появление рассматриваемого дефекта хлеба «Дарницкий» вносит показатель, характеризующий качество дрожжей: подъёмная сила (50 %).
Таким образом, для выявления и систематизации различных факторов, влияющих на подъемную силу дрожжей используется причинно-следственная диаграмма.
Построение причинно-следственной диаграммы аналогичное тому, что указанно в разделе 2.1.3.
На рисунке 17 представлена причинно-следственная диаграмма причин оказывающих влияние на подъемную силу жидких хмелевых дрожжей.
После завершения построения диаграммы, следующий шаг – распределение причин по степени их важности. Не обязательно все причины, включенные в диаграмму, будут оказывать сильное влияние на подъемную силу. Обозначим только те, которые, на наш взгляд, оказывают наибольшее воздействие.
Для выявление причин, оказывающих наибольшее влияние на результат, вновь используем диаграмму Парето. Построение диаграммы Парето аналогично построению предыдущих.
На наш взгляд наиболее сильное влияние на подъемную силу дрожжей оказывают следующие факторы: 1) дозировка компонентов (40 %); 2) качество муки (25 %); 3) температура воды (20 %); 4) бродильная способность дрожжей оставшихся от предыдущего цикла (15 %).
По выше приведенным данным строим диаграмму Парето по причинам, которая наглядно показывает степень влияния каждого показателя.
|
80 |
|
70 |
|
60 |
|
50 |
|
40 |
|
30 |
|
20 |
|
10 |
|
|
|
Причины |
|
1 |
|
2 |
|
0 |
|
3 |
|
4 |
|
90 |
|
100 |
|
100% |
|
50% |
1 – дозировка компонентов; 2 – качество муки; 3 – температура воды;
4 – бродильная способность дрожжей
Рисунок 16 – Диаграмма Парето причин влияющих на подъемную силу дрожжей
|
Отсутствие нормативной документации |
|
СЫРЬЁ |
|
вода |
|
температура |
|
хмель |
|
Степень созревания |
|
Мука пшеничная 2/с |
|
кислотность |
|
Бродильная способность дрожжей оставшихся от предыдущего цикла |
|
Подъемная сила дрожжей |
|
навыки |
|
опыт |
|
ПЕРСОНАЛ |
|
Теоретические знания |
|
Продолжительность кипячения хмеля |
|
Продолжительность настаивания
|
|
Дозировка компонентов |
|
Продолжительность брожения |
|
Продолжительность осахаривания |
|
Параметры технологии изготовления |
Рисунок 17 – Причинно-следственная диаграмма для выявления причин влияющих на подъемную силу дрожжей
Из анализа диаграммы Парето (рисунок 16) видно, что на долю самой главной причины, которая влияет на подъемную силу дрожжей приходится 40 %, т.е. правильность и точность дозировки сырья является основной причиной влияющей на качество дрожжей.
Анализ технологического процесса производства хлеба «Дарницкий» на ИП «Пупкин» показал, что наиболее часто встречающимся видом дефекта хлеба является появление крупных трещин на корке. Для исследования причин, влияющих на появление данного дефекта, были использованы инструменты контроля и управления качеством продукции: контрольный листок, диаграмма Парето, причинно-следственная диаграмма, древовидная диаграмма.
Таким образом, был выявлен ряд причин вызывающий дефект хлеба, главной из которого является качество сырья, используемое для производства хлеба. Как показал дальнейший анализ сырья, наибольший процент брака возникает из-за некачественных дрожжей, качество которых наиболее полно характеризует показатель подъемной силы.
Следовательно, основной причиной, оказывающей сильное влияние на подъемную силу дрожжей является дозировка компонентов. Об этом свидетельствует диаграмма Парето представленная на рисунке 16.
Таким образом, главной задачей предприятия является организация правильного и постоянного контроля производства, который дает возможность следить за качеством готовых изделий. А также важной задачей является техническое перевооружение данного предприятия. Все это позволит обеспечить выпуск продукции, отвечающей требованиям.
3 Разработка мероприятий по повышению качества
продукции
3.1 Внедрение дозаторов жидких компонентов Ш2-ХДБ и сыпучих компонентов Ш2-ХДА для производства хлеба «Дарницкий»
Для ИП «Пупкин» большое значение для повышения качества хлеба имеет внедрение дозаторов жидких и сыпучих компонентов. Наиболее часто для дозирования муки применяется дозатор сыпучих компонентов Ш2-ХДА. Он состоит из бункера, подвешенного с помощью весового рычага и подвесок к раме, засыпочного устройства и отдельно монтируемого навесного ящика управления со стойкой для дублирующего циферблатного указателя. К раме прикрепляется досыпочное устройство, предназначенное для повышения точности дозирования сыпучего компонента. Основное количество дозируемого сыпучего компонента (90-95 % заданной массы) поступает в бункер дозатора с помощью производственного питателя, остальные 10-5 % – досыпочного устройства. В нижней части бункера имеется заслонка, которая открывается с помощью исполнительного механизма. Для создания лучших условий опорожнения бункера и разрушения сводов муки, которые могут образовываться при его загрузке, к бункеру крепится вибратор, который автоматически включается при открытии заслонки и выключается при ее закрытии.
Дозатор муки Ш2-ХДА периодического действия представлен на рисунке 16.
Дозатор сыпучих компонентов Ш2-ХДА имеет следующую техническую характеристику:
- пределы дозировки 20…100 кг;
- длительность дозировки 8 мин;
- установленная мощность 0,4 кВт;
- габариты 1600 1000 1930 мм;
- масса 380 кг.
Дозатор жидких компонентов Ш2-ХДБ предназначен для периодического дозирования воды, растворов соли, сахара, жидких дрожжей и других жидких компонентов. Этот дозатор может производить последовательный набор доз жидких компонентов по заранее заданной программе в соответствии с рецептурой замешиваемого полуфабриката.
Дозатор жидких компонентов Ш2ХДБ представлен на рисунке 7 и имеет следующие технические характеристики:
- пределы дозировки 3…100 кг;
- погрешность дозировки 1 %;
- установленная мощность 0,3 кВт;
- габариты 1540 870 1970 мм;
5) масса 380 кг.
Внедрение дозаторов позволит повысить объемы производства, расширить ассортимент выпускаемой продукции, а также поспособствует повышению конкурентоспособности продукции.
3.2 Разработка стандарта организации «Оценка поставщика»
3.2.1 Общие положения
Качество исходного сырья оказывает большое влияние на качество конечного продукта. Все сырье, поступающее на хлебопекарню должно удовлетворять требованиям соответствующих стандартов или технических условий, например, вода – СанПиН 2.1.4.1175-02; соль поваренная пищевая ГОСТ 13830; мука ржаная обдирная ГОСТ 7045; мука пшеничная первого и второго сортов ГОСТ 26574; хмель-сырец ГОСТ 21946-76. Для хлеба «Дарницкий» основным сырьем являются следующие компоненты: мука пшеничная 1/с и 2/с, мука ржаная обдирная, вода, дрожжи жидкие хмелевые, соль поваренная пищевая, комплексный улучшитель «Рожь». Сырье поступает на предприятие партиями. Каждая партия сырья должна сопровождаться специальным удостоверением или другим документом, характеризующим его качество. Каждая партия муки должна сопровождаться специальным удостоверением о качестве, которое содержит следующие разделы:
- наименование продукта;
- номер партии;
- место нахождение и наименование предприятия изготовления;
- дата выработки и поступления;
- количество мест;
- масса одной упаковки (мешка) и всей партии;
- показатели качества продукции;
- наименование предприятия получателя;
- подпись начальника отдела технического контроля (ОТХК); заведующего лабораторией;
- особые отметки и другие.
Чтобы получить хлеб наилучшего качества на предприятии должен осуществляться контроль партий поступающего сырья. Качество сырья проверяет производственная лаборатория в соответствии с действующей нормативной документацией, «Положением о производственных лабораториях предприятий хлебопекарной промышленности» и объемом работ, утвержденным для них.
Цель разработки стандарта организации: обеспечение того, чтобы поставляемое сырье не ухудшало качество производимой продукции и эффективность производства.
Задачи стандарта организации:
- установление требований к документам снабжения;
- выбор и оценка поставщиков;
- работа с соглашениями о качестве;
- проведение выходного контроля;
- обработка и устранение спорных моментов.
3.2.2 Установление требований к документам
Предприятие должно предъявлять актуальные, четкие и ясные требования к продукции, поставляемой поставщиком. Должен быть установлен порядок подготовки и заключения договоров с поставщиками. Для этого определяется отдел ответственный за связь с поставщиками, в функции которого входит:
- сбор необходимых документов для снабжения;
- оформление соответствующей документации;
- корректировка возникающих неясностей;
- оформление корректировки неясностей в виде процедур.
В документах на закупку должно быть указано наименование заказываемой продукции, вид и сорт, вес, а также номер и наименование ГОСТ и другие.
3.2.3 Выбор и оценка поставщика
Выбор и оценка поставщиков проводится на основе самосправки поставщика перед заключением договорных отношений. Самосправка должна иметь следующую структуру:
- адрес;
- телефон / факс;
- руководитель предприятия;
- начальник отдела продаж;
- ответственный сотрудник по продажам;
- год основания предприятия;
- оборот / год;
- объем экспорта;
- количество работников;
- осуществляется им проектирование новой продукции;
- постоянные клиенты;
- основные поставщики;
- место расположения производства.
Если самосправка позволяет оценить поставщика положительно, то заключается договор.
Договор может заключаться, и после проведения аудита у поставщика. Во время поставок проводится оценка поставщика основным моментом, которой является рекламации о качестве продукции, а также полнота и точность поставок.
После выбора поставщика, но до принятия решения о поставках больших объемов продукции на постоянной основе, продукция поставщика должна пройти проверку на соответствие требованиям стандарта, заключающаяся в предоставлении предприятию заказчику образцов, которые подвергаются анализам в специальной лаборатории.
Качество сырья оценивают по органолептическим и физико-химическим показателям. Пользуясь органолептическими методами, с помощью органов чувств определяют внешний вид, цвет, вкус, запах, а также консистенцию вещества. При лабораторных (химических и физических) методах, с помощью реактивов и приборов определяют тот или иной показатель качества сырья (влажность, кислотность, плотность и другие), связанные с его химическими или физическими свойствами. Органолептический анализ менее точен, чем лабораторный, но выполняется быстро и имеет весьма важное значение при оценке качества сырья. При поступлении сырья на хлебопекарню сначала оценивают его органолептически, а затем при помощи лабораторно анализа. Если при органолептической оценки установлено, что сырье не доброкачественное, то ее лабораторный анализ не производят.
В оценку качества поставщика должно входить общая оценка основных показателей (входной контроль), своевременные поставки (установленные конкретных сроков поставок), уровни расхода (исходя из сопоставления фактических цен с оценочной стоимостью).
Такая оценка дает полную картину о качестве, и позволяет предпринять соответствующие меры для улучшения качества закупаемого сырья или поменять поставщика, если это будет необходимо.
Договор, содержащий все данные о покупаемой продукции и правила торговли, определяет отношение между поставщиком и потребителем. Договор может быть дополнен особыми требованиями в области качества, если поставщик внедряет систему управления качеством в соответствии с соглашением о качестве. Такое соглашение может содержать требования по проведению проверок покупаемого сырья у поставщика с последующей передачей результатов и документов такой проверки предприятию.
Проведение входного контроля позволит обеспечить поступление на предприятие только качественного сырья, в свою очередь позволит получить высококачественную готовую продукцию. Также входной контроль является защитой для поставщика, так как сигнализирует о необходимости принятия корректирующих воздействий у поставщика.
В целях экономии финансовых средств есть возможность договориться о том, чтобы результаты окончательного контроля или проверок во время производства продукции у поставщика принимались как результаты входного контроля у потребителя.
При совершении контроля качества поставок рекомендуется:
- проводить анализ результатов контроля качества получаемого сырья за длительный период времени в целях стабильности работы конкретного поставщика и внесения необходимых измерений в установившийся объем продукции, подлежащих входному контролю:
- внедрять высокопроизводительные технические средства контроля качества сырья;
- повышать квалификацию работников лаборатории.
Внедрение этих мер позволяет повысить эффективность проверок уменьшить потери, возникающие из-за поставок и использовании в производстве некачественного сырья, скоординировать деятельность заказчика и поставщика в вопросах обеспечения качества хлеба при организации договорных отношений между ними, существенно повысить качество выпускаемой продукции.
3.2.4 Спорные моменты
При возникновении спорных моментов, связанных с поставщиками, предприятие должно иметь уполномоченных сотрудников, для устранения сложившейся ситуации. При возникновении споров, важно, чтобы они были решены за короткое время.
3.3 Разработка стандарта организации «Качество при закупке и снабжении материалами»
В соответствии с рассмотренными причинами возникновения дефектов на ИП «Пупкин» необходимо разработать и внедрить СТО «Качество при закупке и снабжении материалами». СТО должен гарантировать, что покупаемое основное и дополнительное сырье и вспомогательные материалы и части не ухудшают качество производимой продукции и повышают эффективность работы предприятия ИП «Пупкин» [12,13].
Задачи стандарта:
- установление требований к документам снабжения;
- выбор и оценка поставщиков;
- работа с соглашениями о качестве;
- проведение входного контроля;
- обработка и устранение спорных моментов.
3.3.1 Установление требований к документам снабжения
Предприятию ИП «Пупкин» необходимо делать все, чтобы требования к поставщикам были ясными, актуальными и поставщики четко понимали эти требования. Для этого предприятие должно определить ответственные отделы, особенно отдел, который осуществляет связь с поставщиками, чтобы обговорить все спорные моменты, способы разработки и сбора необходимых документов и данных для снабжения, например, в виде процедур.
Партией считается количество сырья, поступившего по одной товарно-транспортной накладной или другому сопроводительному документу.
Всё сырьё отечественного производства, поступающее на хлебопекарные предприятия, должно удовлетворять требованиям ГОСТ или ТУ. Каждая партия должна сопровождаться специальным удостоверением качества и желательно сертификатов соответствия.
Пищевые добавки, в том числе хлебопекарные улучшители, в соответствии с совместным письмом Госстандарта РФ за № 410/55 от 07.03.1995 г. и Госкомсанэпиднадзора РФ № 01-20/28-11 от 09.03.1995 г., письмом Минздрава РФ № 115/23-197 от 10.02.98 должны сопровождаться только гигиеническим заключением, которое до 1999 г. называлось гигиеническим сертификатом. Импортное сырье сопровождается гигиеническим заключением и сертификатом соответствия.
3.3.2 Выбор и оценка поставщиков
От правильного выбора и оценки поставщиков зависит качество поступаемого сырья и материалов. Применяемое при производстве хлебопекарной продукции сырьё (мука, соль, сахар, жировые продукты и т. д.) подлежат добровольной сертификации, поэтому при заключении контрактов на поставку сырья целесообразно включать требование о предоставлении поставщиком сертификата соответствия поставляемого сырья требованиям НД (ГОСТ, ГОСТ Р, ТУ, законодательные акты, СанПиНы и другие документы РФ).
Во время поставок должна проводиться оценка поставщика, основным моментом которого является рекламации о качестве продукции, а также полнота и точность поставок. Такая оценка всегда дает ясную картину о качестве поставок и даёт возможность в случае необходимости, принять соответствующие мероприятия для улучшения качества или поменять поставщика.
3.3.3 Работа с соглашениями о качестве
Отношение между предприятием и поставщиком определяется договором. Договор содержит все данные о покупаемой продукции и правовых правилах. Договор можно дополнить особенными требованиями в области качества, например: поставщик, внедряет систему управления качеством в соответствии с соглашениями о качестве. Такое соглашение может содержать требования по проведению проверок покупаемой продукции у поставщика и передачи результатов и документов такой проверки предприятию.
3.3.4 Организация и проведение входного контроля
Покупаемая продукция должна проверяться на предприятии ИП «Пупкин» при приёме товара. Такой входной контроль обеспечивает поступление только качественной продукции. Входной контроль является не только защитой предприятия от некачественной продукции, но и также защитой для поставщика, так как он укажет поставщику об необходимости принятия корректирующих воздействий, если поставляется ошибочная продукция.
Входной контроль применяется для проверки соответствия поступающих на предприятие материалов, полуфабрикатов, комплектующих изделий на соответствие установленным требованиям.
Входной контроль качества поступающих на предприятие сырья и материалов осуществляется для установления соответствия качества требованиям действующих стандартов и технических условий.
Каждую партию сырья, полуфабрикатов, упаковочных и других материалов, поступивших на предприятие, принимает материально-ответственное лицо по количеству и с учетом качества, определяемого лабораторией предприятия.
Входному контролю подлежат все виды основного, дополнительного сырья и упаковочных материалов.
Основным сырьем для производства хлебобулочных изделий является:
- мука;
- дрожжи;
- соль;
- вода.
Дополнительным сырьем для производства хлебобулочных изделий является:
- сахар и сахаристые продукты;
- жиры (животного или растительного происхождения);
- молочные продукты;
- яйца и яйцепродукты;
- солод и др.
Хлебобулочные изделия упаковывают в целлофановую пленку, разрешенной к применению органами государственного санитарно-эпидемиологического надзора различной массой.
Входной контроль проводится для каждой партии сырья (материалов) в день поступления на склад.
Распределение функций работников входного контроля, их права и обязанности устанавливают должностные инструкции, утвержденные руководством предприятия.
3.3.5 Организация входного контроля
Основными задачами входного контроля на предприятии ИП «Пупкин» являются:
- осуществление контроля качества сырья и материалов, поступающих на предприятие, с целью предупреждения использования входной продукции, не отвечающей требованиям стандартов и технологических условий;
- проверка наличия сопроводительной документации на входную продукцию;
- контроль за соблюдением правил сроков хранения и своевременной выдачи в производство входной продукции;
- своевременная информация производственных цехов о качестве поступающего сырья и материалов;
- извещение поставщиков о недостатках и дефектах сырья и материалов, выявленных при входном контроле.
Количество поступившего сырья и материалов определяют по показаниям весов или числу упаковочных единиц в соответствии с правилами приемки, предусмотренными договором купли-продажи или НД.
В числе документов, обязательных при приемке сырья, полуфабрикатов, упаковочных и других материалов, должны быть товарно-транспортная накладная или другой сопроводительный документ поставщика, удостоверение качества продукции, заверенные поставщиком копии сертификата соответствия. Последний документ не требуется при получении пищевых добавок, в т.ч. улучшителей.
Определение качества сырья по необходимости проводит лаборатория предприятия по методикам и показателям, установленными НД, действующими инструкциями или условиями договора купли-продажи и в соответствии с рекомендациями, изложенными в «Примерном положении о производственных лабораториях предприятий хлебопекарной промышленности».
Результаты анализов записывают в журнале регистрации лабораторных анализов.
Мука на хлебопекарные предприятия поступает в таре (мешках) или бестарным способом. При поставке муки каждая партия должна сопровождаться документами: товарно-транспортной накладной и копией качественного удостоверения, в котором указаны:
- для пшеничной муки - цвет, запах, вкус, содержание металломагнитной примеси, сорт, влажность, крупность помола, зольность или показатель белизны, количество и качество клейковины, упруго-эластичные свойства, определяемые в условных единицах на приборе ИДК с указанием группы (клейковина по качеству должна быть не ниже второй группы), соответствие требованиям НД по показателям безопасности.
- для ржаной муки - цвет, запах, вкус, содержание металломагнитной примеси, сорт, влажность, зольность, крупность помола, соответствие требованием НД по показателям безопасности.
В договоре о поставке муки, заключенным между хлебопекарным и мельничным предприятием или другими поставщиками, рекомендуется дополнительно указывать показатели: кислотность, автолитическую активность или «число падения», а также степень обсемененности муки спорами «картофельной палочки». В договоре также целесообразно предусмотреть сроки отлежки муки на мельнице (не менее 3 суток).
Номенклатуру проверяемой продукции и состав контролируемых показателей и методов контроля определяет "Перечень продукции, подлежащий входному контролю», представленный в таблице 7.
Входному контролю в объеме, установленному в «Перечне продукции, подлежащий входному контролю» подлежит идентифицированная продукция, принятая службой качества предприятия-поставщика с сопроводительной документацией о качестве (сертификатом или др.), оформленной в установленном порядке.
Методы и средства, применяемые при входном контроле, соответствуют требованиям, установленным действующим нормативными документами (отраслевыми и государственными стандартами) и выбираются с учетом требований и точности определения показателей качества входной продукции
Методическое руководство при выполнении входного контроля и периодический контроль за правильностью его проведения, осуществляет начальник производственно-технологической лаборатории.
3.3.6 Порядок проведения входного контроля
Входной контроль качества осуществляется по мере поступления и по истечении срока реализации сырья для его перепроверки органами Санэпидемнадзора.
По результатам входного контроля производственно-технологическая лаборатория устанавливает очередность расходования сырья и материалов.
Забракованная при входном контроле продукция размещается в изоляторе брака с ярлыками "БРАК".
Ответственность за оперативную проверку качества и соблюдения, установленных сроков проведения контроля несет производственно-технологическая лаборатория.
Ответственность за выдачу в производство сырья и материалов, не прошедших входной контроль, несет начальник ПТЛ и мастер смены.
Ответственность за соблюдение указаний лаборатории об очередности расходования сырья и материалов несет кладовщик и мастер смены.
Результаты анализа дефектов докладывают на "Дне качества".
3.3.7 Оформление результатов входного контроля
Результаты входного контроля регистрируются в специальных журналах регистрации лабораторных анализов.
При обнаружении несоответствия качества поступающего сырья и материалов, материально-ответственное лицо совместно с работниками производственно-технологической лаборатории и юридической службой составляют, акт, в котором указывают количество проверенной продукции, характер выявленных при контроле дефектов, продукция возвращается поставщику. При усмотрении начальника производственно-технической лаборатории (ПТЛ) или другого лица допускается проведение разбраковки сырья.
В случае отклонения параметров сырья от норм ГОСТ поставщик информируется о наличии данных дефектов с последующим решением возврата или замены данного сырья.
В случае наличия явных дефектов и отклонения качества сырья и отсутствия сопроводительной документации сырье не принимается. Не разрешается брать сырье без сопроводительной документации.
3.3.8 Обработка и устранение спорных моментов
Если возникают споры, связанные с поставками, то важно чтобы они были выяснены за короткое время и по ним принимались решения для устранения причин. Предприятие должно иметь для таких случаев определенных и уполномоченных сотрудников для принятия оперативных мер.
Таблица 7 – Перечень продукции, подлежащей входному контролю
|
№ прод |
Наименование контролируемой продукции |
Нормативный документ на контролируемую продукцию |
Контролируемые показатели |
Вид контроля |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
мука пшеничная |
ГОСТ 26574-85 ТУ РФ 11-95-91-81 |
внешний вид: запах, хруст, заражённость, массовая доля металлопримесей, количество качество сырой клейковины, влажность, кислотность. |
визуальный, органолептический, физико-химический |
|
2 |
мука пшеничная |
|||
|
3 |
мука ржаная хлебопекарная |
ГОСТ 7045-90 |
внешний вид: запах, хруст, заражённость, массовая доля металлопримесей, влажность, кислотность |
визуальный, органолептический, физико-химический |
|
4 |
мука обойная хлебопекарная |
ГОСТ 12183-90 |
||
|
5 |
соль |
ГОСТ 13830-91 |
внешний вид: цвет, запах, вкус |
визуальный, органолептический |
|
6 |
сахар-песок |
ГОСТ 21-97 |
внешний вид: цвет, запах, вкус |
визуальный, органолептический |
|
7 |
масло подсолнечное |
ГОСТ 1129-73 |
прозрачность, запах, вкус |
визуальный, органолептический |
|
8 |
маргарин |
ГОСТ 240-85 |
вкус, запах, цвет |
визуальный, органолептический |
|
9 |
яйца куриные |
ГОСТ 27583-88 |
запах, чистота скорлупы, масса яйца |
визуальный, органолептический |
|
10 |
яичный порошок |
ГОСТ 2858-82 |
вкус, запах, цвет, структура |
визуальный, органолептический |
Продолжение таблицы 7
|
1 |
2 |
3 |
4 |
5 |
|
11 |
молоко коровье пастеризованное |
ГОСТ 28283-89 |
вкус, запах, цвет |
визуальный, органолептический, физико-химический |
|
12 |
молоко сухое обезжиренное |
ГОСТ 10970-86 |
вкус, запах, цвет |
визуальный, органолептический, физико-химический |
|
13 |
виноград сушёный |
ГОСТ 2903-88 |
вкус, запах, цвет |
визуальный, органолептический |
|
14 |
ванилин |
ГОСТ 16599-71 |
вкус, запах, цвет |
визуальный, органолептический |
|
15 |
пряности |
ГОСТ 29056-91 |
вкус, запах, цвет |
визуальный, органолептический |
|
16 |
эссенция ароматическая |
ГОСТ 18103-84 |
вкус, запах, цвет |
визуальный, органолептический |
|
17 |
сода пищевая |
ГОСТ 2156-76 |
запах, цвет |
визуальный |
|
18 |
аммоний углекислый, кислый |
ГОСТ 3762-78 |
запах, цвет |
визуальный |
|
19 |
патока крахмальная |
ГОСТ 5194-68 |
запах, цвет |
визуальный |
|
20 |
ядра арахиса |
ГОСТ 17112-71 |
вкус, запах, цвет |
визуальный, органолептический |
|
21 |
гофротара |
ГОСТ 13510-86 |
внешний вид |
визуальный |
|
22 |
пергамент |
ГОСТ 13341 |
внешний вид |
визуальный |
|
23 |
этикетки |
ГОСТ 7625 |
внешний вид |
визуальный |
|
24 |
крой-коробки |
ГОСТ 122303 |
внешний вид |
визуальный |
Таблица 8 – Периодичность контроля, перечень контролируемых объектов
|
№ оп. |
Стадия процесса |
Характер контроля |
Периодичность контроля |
Кто осуществляет контроль |
Где фиксируются результаты |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
подготовка сырья к пуску в производство |
очистка и осмотр тары от поверхностных загрязнений |
ежесменно 1-2 раза |
сменный технолог, мастер-пекарь, начальник ПТЛ |
визуально |
|
2 |
просеивание муки |
съём металлопримесей с магнитов |
в конце смены |
сменный технолог |
журнал учёта металлопримесей |
|
3 |
дозировка сырья |
точность работы дозирующего оборудования на соблюдение производственной рецептуры |
непрерывно |
сменный технолог, дежурный слесарь |
технологический журнал |
|
4 |
приготовление опары, закваски |
влажность, кислотность, температура, подъёмная сила, органолептические свойства (объём, внешний вид, запах) |
в конце брожения, в начале, по мере надобности |
тестовод, сменный технолог, начальник смены |
технологический журнал |
|
5 |
приготовление теста |
влажность, кислотность, температура, подъёмная сила, органолептические свойства (объём, внешний вид, запах), непромесы |
в конце брожения, в начале, по мере надобности |
тестовод, сменный технолог, начальник смены |
технологический журнал |
Продолжение таблицы 8
|
1 |
2 |
3 |
4 |
5 |
6 |
|
6 |
разделка теста |
точность и масса заготовок, с учётом величины упёка в печи и усушки при хранении |
не менее 3-х раз в смену |
машинист тестоделительной машины, начальник смены (бригадир), дежурный слесарь, при ручной разделке – формовщик теста и начальник смены (бригадир) |
технологический журнал |
|
7 |
расстойка |
продолжительность и органолептические признаки (объём, внешний вид) |
по мере надобности |
сменный технолог, мастер-пекарь, начальник ПТЛ |
технологический журнал |
|
8 |
выпечка |
раскладка, температура, продолжительность, упёк, цвет корки, состояние мякиша |
при выпечке |
сменный технолог, мастер-пекарь, начальник ПТЛ |
технологический журнал |
|
9 |
укладывание, упаковка, хранение |
сортировка, органолептическая оценка, определение физико-химических показателей |
на выходе после печи, охлаждённые, 3-4 образца постоянно |
контроллер |
технологический журнал |
4 Экономический раздел
4.1 Сущность проблемы
Расчет экономической эффективности повышения качества ржано-пшеничного хлеба «Дарницкий» при совершенствовании способа дозировки сырья на ИП «Пупкин».
Вопросы повышения качества продукции требуют экономического обоснования. Важнейшей задачей анализа производства является обеспечение постоянного роста конкурентоспособности продукции на российском рынке.
При производстве продукции осуществляются затраты на ее изготовление и сбыт.
Повышение качества продукции также требует определенных затрат, которые окупаются дополнительной прибылью, получаемой за счет более высокого качества продукции.
В данном расчете производится определение экономической эффективности повышение качества хлеба «Дарницкий» при совершенствовании способа дозировки жидких и сыпучих компонентов, за счет внедрения дозаторов Ш2-ХДБ и Ш2-ХДА.
Дозировка сырья – одна из важнейших операций в процессе приготовления теста, опары, жидких хмелевых дрожжей. От того как будет произведена эта операция зависят свойства теста (опары, дрожжей) и его технологические параметры, а следовательно, и качество готовых изделий. Неправильная и неточная дозировка муки, воды, раствора соли, дрожжей может привести к дефектам хлеба: недовес изделий; хлеб пониженного объема, округлой формы с крошковатым мякишем, непропеченность изделий; крупные трещины на корке хлеба.
Брак хлеба «Дарницкий» по дефектам возникающим из-за отсутствия дозаторов сыпучих и жидких компонентов составляет 1 %.
Статистические исследования позволяют утверждать, что с применением дозаторов Ш2-ХДА и Ш2-ХДБ стоимостью, соответственно, 39,50 тыс.р. и 45,00 тыс.р., брак хлеба снизится до 0,2 %. При этом бракованный хлеб в базовом (Б) и проектном (П) вариантах может быть использован в качестве сырья (сухари) для производства кваса, то есть наблюдается 100 % исправимость брака.
4.2 Расчетная часть
4.2.1 Методические основы расчета экономической эффективности
Критериями экономического обоснования повышения качества хлеба «Дарницкий» является следующие:
- Годовые приведенные затраты, р., которые определяются по формуле:
, (3)
где - единовременные капитальные вложения I варианта технического решения, р.;
-нормативный коэффициент экономической эффективности, ( =0,15-0,33);
- ежегодные эксплуатационные затраты по обслуживанию мероприятия, р.;
-величина вероятностного ущерба, убытка от внедрения мероприятия в виде потерь от неисправимого брака, р.
- Фактический срок окупаемости дополнительных капитальных вложений (год) рассчитывают по формуле:
, (4)
где и -соответственно, капитальные вложения базового и проектного вариантов, р.;
и -соответственно, ежегодные эксплуатационные затраты или себестоимость продукции в тех же вариантах, р.;
и -соответственно, годовые потери от брака по вариантам, р.;
-нормативный срок окупаемости мероприятия.
- Годовая экономия на эксплуатационных затратах определяется по формуле:
, (5)
- Годовой экономический эффект определяется по формуле:
, (6)
- Фактический коэффициент экономической эффективности определяется по формуле:
(7)
Поскольку базовым параметром в вышеприведенных формулах является эксплуатационные затраты или себестоимость продукции, то произведем их расчет.
Применительно к теме расчета себестоимость будет складываться из затрат на сырье, амортизацию основных фондов, электроэнергию, оплату труда работников, затраты на быстро изнашивающиеся предметы (100 %), отчисления на социальные нужды, отчисления на страхования от несчастных случаев на производстве (0,2-8,5 %).
4.2.2 Капитальные вложения и эксплуатационные затраты в себестоимости продукции
Капитальные вложения – это стоимость зданий, сооружений, машин и оборудования, транспортных средств, хозяйственного инвентаря и т.д.
4.2.3 Состав основных фондов и эксплуатационных затрат и их расчет
4.2.3.1 Расчет затрат на исходное сырье и материалы
Определим годовые затраты на закупку сырья от поставщиков, поступающего на ИП «Пупкин» для производства хлеба «Дарницкий» (в расчете на годовой объем 60 тонн в год). Расчет представлен в таблице 9.
Таблица 9 - Расчет затрат на сырье
|
Наименование сырья |
Нормы расхода сырья, т/т |
Годовой расход сырья, т/год |
Закупочная цена 1 тонны, тыс. р. |
Стоимость сырья, тыс. р. в год |
|
мука пшеничная хлебопекарная, 1-го сорта |
0,36 |
21,60 |
8,00 |
172,80 |
|
мука ржаная хлебопекарная обдирная |
0,36 |
21,60 |
6,50 |
140,40 |
|
соль поваренная пищевая |
0,014 |
0,84 |
1,37 |
1,15 |
|
дрожжи жидкие хмелевые |
0,015 |
0,90 |
15,00 |
13,50 |
|
комплексный улучшитель «Рожь» |
0,014 |
0,84 |
38,20 |
32,09 |
|
Итого |
|
|
|
359,94 |
4.2.3.2 Расчет амортизационных отчислений
Определяем амортизацию основных фондов на хлебопекарне, состав основных фондов ограничен действующим оборудованием.
Стоимость зданий, сооружений и прочих основных фондов остается неизменной, в базовом и проектном вариантах, и поэтому расчету не подлежит. К стоимости основных фондов следует добавить транспортно-заготовительные (10-20 %), монтажные (10-15 %) и прочие (3-5 %) расходы. Состав основных фондов в базовом и проектном варианте на ИП «Пупкин» приведен в таблице 8.
Таблица 10 - Состав основных фондов
|
Наименование основных фондов |
Количество, штук |
Стоимость единицы, тыс.р. |
Общая стоимость, тыс.р. |
||
|
Б |
П |
Б |
П |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
печь хлебопекарная Ш2-ХПА-10 |
1 |
50,00 |
50,00 |
50,00 |
50,00 |
|
тестомесительная машина «Стандарт» |
2 |
25,00 |
25,00 |
25,00 |
25,00 |
|
котел электропищеварочный КПЭ-160 |
1 |
31,72 |
31,72 |
31,72 |
31,72 |
|
мукопросеиватель «Пионер-М» |
1 |
13,00 |
13,00 |
13,00 |
13,00 |
|
дозатор жидких компонентов Ш2-ХДБ |
1 |
- |
45,00 |
- |
45,00 |
|
дозатор сыпучих компонентов Ш2-ХДА |
1 |
- |
39,50 |
- |
39,50 |
|
Итого |
|
|
|
119,72 |
204,22 |
Транспортно-заготовительные расходы по вариантам (15 %) составляют:
тыс.р.
тыс.р.
Затраты на монтаж оборудования (10 %) составляют, по вариантам:
тыс.р.
тыс.р.
Прочие затраты (3 %) по вариантам составляют:
тыс.р.
тыс.р.
Таким образом, полная стоимость основных фондов по вариантам составляет:
тыс.р.
тыс.р.
По мере эксплуатации основные фонды изнашиваются. В процессе износа происходят непрерывные накопления средств для возмещения износа. Эти средства, называемые амортизационными, создаются путем ежемесячных отчислений по установленным нормам. Для нашего оборудования годовая норма амортизации составляет 12 %. Следовательно, амортизационные отчисления по вариантам составляют:
тыс.р.
тыс.р.
4.2.3.3 Расчет затрат на быстроизнашивающиеся предметы
Наименование, количество и стоимость быстроизнашивающихся предметов приведены в таблице 11.
Таблица 11 – Затраты на быстроизнашивающиеся предметы
|
Наименование быстроизнашивающихся предметов |
Количество, штук |
Стоимость единицы, тыс.р. |
Суммарная стоимость, тыс.р. |
|
1 |
2 |
3 |
4 |
|
весы РН-10Ц13У |
2 |
1,30 |
2,60 |
|
сито |
2 |
0,03 |
0,06 |
|
дежа |
11 |
3,90 |
42,90 |
|
мерная посуда |
10 |
0,20 |
2,00 |
|
хлебные лотки |
72 |
0,07 |
5,04 |
|
хлебные формы |
149 |
0,09 |
7,45 |
|
весы РП1-Ц13 |
1 |
4,70 |
4,70 |
|
электрокипятильник |
1 |
3,00 |
3,00 |
|
вагонетки |
10 |
0,70 |
7,00 |
|
прочие |
- |
- |
1,00 |
|
Итого |
- |
- |
75,75 |
4.2.3.4 Расчет средств на оплату труда обслуживающего персонала
Определим затраты на оплату труда обслуживающего персонала по формуле:
, (8)
где -фонд основной заработной платы работников, р.;
-доплаты до часового фонда заработной платы (премии, доплаты за бригадирство, ночные часы) , р.;
-доплаты до дневного фонда заработной платы (доплаты кормящим матерям до исполнения ребенку 1 года, подросткам за сокращенный рабочий день) , р.;
-доплаты до месячного годового фонда (зарплаты за отпуска, выходные пособия, мобилизованные в армию) , р.;
-доплаты по районному коэффициенту.
(9)
где - количество отработанных часов за месяц, ч;
- часовая тарифная ставка, р. за час;
- количество работников, человек;
- количество видов работ.
Фонд основной заработной платы для окладчиков определяется по формуле:
(10)
C внедрением дозатора Ш2-ХДБ и Ш2-ХДА численность работников меняется с 14 до 12 человек.
4.2.3.5 Расчет отчислений на социальные нужды
Определяем отчисления на социальные нужды или социальный налог (который согласно законодательству составляет 35,6 % от общего фонда оплаты труда):
тыс.р.
тыс.р.
4.2.3.6 Расчет топливно-энергетических затрат
Определим затраты на электроэнергию, расходуемую на производство хлеба «Дарницкий»
Так как имеются данные по технологической норме расхода, электроэнергии определяем по формуле:
, (11)
где -технологическая норма расхода электроэнергии на единицу I-й продукции;
- тариф за 1 кВт/ч электроэнергии, кВт;
-годовой объем продукции, т.
В данном расчете норма расхода электроэнергии на обработку 1 тонны хлеба составляет 15 кВт/ч в базовом варианте, а в проектном в связи с внедрением дозаторов Ш2-ХДБ и Ш2-ХДА, эта норма увеличивается на 0,8 %. Величина тарифов 1,10 р. кВт/ч, отсюда годовые затраты на электроэнергию по вариантам составляют:
тыс.р.
тыс. р.
4.2.3.7 Расчет отчислений на страхование от несчастных случаев на производстве
Определим отчисления на страхование от несчастных случаев на производстве, которые согласно законодательству для данной отрасли составляют 0,6 % от фонда оплаты труда:
тыс.р.
тыс.р.
Произведем сводку всех эксплуатационных затрат в таблице 12.
Таблица 12 - Сводка эксплуатационных затрат
|
Наименование статей и затрат |
Величина затрат тыс.р. в год |
|
|
базовый |
проектный |
|
|
сырье и материалы |
359,94 |
359,94 |
|
амортизация основных фондов |
18,39 |
31,37 |
|
электроэнергия |
0,99 |
1,00 |
|
оплата труда работников |
305,12 |
261,38 |
|
затраты на быстроизнашивающиеся предметы |
75,75 |
75,75 |
|
отчисления на социальные нужды |
108,62 |
93,05 |
|
отчисления на страхование от несчастных случаев |
1,83 |
1,57 |
|
Итого |
870,64 |
824,06 |
Таким образом, годовые эксплуатационные затраты на производство хлеба «Дарницкий» соответственно по вариантам составляют 870,64 тыс. р. и 824,06 тыс.р.
4.3 Расчет затрат по браку продукции
4.3.1 Расчет величины первичного брака
Производим оценку затрат по браку хлеба «Дарницкий», который возникает из-за неправильной (неточной) дозировки сырья.
Величина первичного брака по вариантам составляет:
тыс.р.
тыс.р.
4.3.2 Расчет величины исправимого брака
Брак продукции полностью устраним. Однако, следует подсчитать потери связанные с исправимым браком хлеба путём переработки его на сухари, т.е. дополнительно необходимо подсчитать затраты по всем статьям технологии, кроме сырья:
тыс.р.
тыс.р.
4.4 Расчет показателей экономической эффективности применения дозаторов Ш2-ХДБ и Ш2-ХДА
4.4.1 Расчет годовых приведенных затрат
Годовые приведенные затраты в базовом и проектном вариантах, определяем по формуле (3):
тыс.р.
тыс.р.
4.4.2 Расчет экономии на эксплутационных затратах
Экономию на эксплутационных затратах определяем по формуле (5):
4.4.3 Расчет экономического эффекта
Годовой экономический эффект определяем по формуле (6):
тыс.р.
4.4.4 Расчет фактического срока окупаемости, дополнительных
капитальных вложений
Фактический срок окупаемости, дополнительных капитальных вложений определяем по формуле (4):
4.4.5 Расчет фактического коэффициента экономической эффективности
Фактический коэффициент экономической эффективности определяем по формуле (7):
По результатам, проведенных расчетов, составляем сводную таблицу 13 технико-экономических показателей.
Таблица 13 - Сводная таблица технико-экономических показателей эффективности внедрения на ИП «Пупкин» дозаторов Ш2-ХДБ, Ш2-ХДА
|
Показатели |
Единицы измерения |
Величина показателя |
||
|
Базовый вариант |
Проектный вариант |
|||
|
1 |
2 |
3 |
4 |
|
|
1. Исходные данные 1.1 Годовой объем производства хлеба «Дарницкий» |
т |
60,00 |
60,00 |
|
|
1.2 Единовременные капитальные вложения, всего |
тыс.р. |
153,24 |
261,40 |
|
|
1.3 В том числе дополнительные капитальные вложения |
тыс.р. |
- |
84,50 |
|
|
1.4 Величина потерь от брака, хлеба |
% |
1 |
0,20 |
|
|
1.5 Численность работников (расчетная) |
чел. |
14 |
12 |
|
|
2 Эксплуатационные затраты, всего |
тыс.р. |
870,64 |
824,06 |
|
|
2.1 Затраты на сырье |
тыс.р. |
359,94 |
354,94 |
|
|
2.2 Затраты на амортизацию |
тыс.р. |
18,39 |
31,37 |
|
|
2.3 Затраты электроэнергию |
тыс.р. |
0,99 |
1,00 |
|
|
2.4 Затраты на оплату труда работников |
тыс.р. |
305,12 |
261,32 |
|
|
2.5 Затрата на быстроизнашивающиеся предметы |
тыс.р. |
75,75 |
75,75 |
|
|
2.6 Отчисления на социальные нужды |
тыс.р. |
108,62 |
93,05 |
|
|
2.7 Отчисления на страхование от несчастных случаев |
тыс.р. |
1,83 |
1,57 |
|
|
3 Затраты на брак продукции, всего |
тыс.р. |
8,71 |
1,65 |
|
|
3.1 Величина потерь от исправления дефектной продукции |
тыс.р. |
5,11 |
0,93 |
|
|
|
|
|
|
|
|
Продолжение таблицы 13
|
||||
|
1 |
2 |
3 |
4 |
|
|
4 Показатели экономической эффективности 4.1 Годовые приведенные затраты |
тыс.р. |
898,74 |
864,20 |
|
|
4.2 Фактический срок окупаемости |
лет |
- |
2,13 |
|
|
4.3 Годовая экономия на эксплуатационных затратах |
тыс.р. |
- |
50,76 |
|
|
4.4 Годовой экономический эффект |
тыс.р. |
- |
34,54 |
|
|
4.5 Фактический коэффициент экономической эффективности |
- |
- |
0,47 |
|
Вывод: внедрение на ИП «Пупкин» дозаторов жидких и сыпучих компонентов Ш2-ХДБ и Ш2-ХДА, соответственно, экономически эффективно. Это видно из того, что происходит снижение брака выпускаемой продукции, срок окупаемости дополнительных капитальных вложений меньше нормативного (2,13 < 7 лет), а годовой экономический эффект составляет 34,54 тыс. р.
5 Безопасность труда
5.1 Анализ и обеспечение безопасных условий труда
В процессе труда человек взаимодействует со средствами производства, с производственной средой и с предметами труда. При этом он подвергается воздействию большого числа факторов, влияющих на здоровье и работоспособность человека [15-20].
Эти факторы определяются внешней производственной средой, физической и нервно-психической нагрузкой, монотонностью, ритмом труда, а также оформлением интерьеров, оборудованием рабочих мест и др.
Для эффективной работы, для повышения работоспособности и укрепления здоровья рабочих, необходимо приведение перечисленных факторов в оптимальное состояние.
В хлебопекарном производстве основными вредными производственными факторами являются пыль, повышенная температура и влажность воздуха, и шум. Проанализируем условия труда на хлебопекарном предприятии ИП «Пупкин».
По санитарно-гигиеническим показателям одним из факторов является неблагоприятный микроклимат. Микроклимат в зоне рабочих мест и в производственном помещении оказывает существенное влияние на работоспособность, самочувствие и протекание физиологических процессов, поддерживающих постоянство температуры тела.
Производственный микроклимат определяется интенсивностью теплового излучения от нагретого оборудования и материалов, температуры, влажности и скорости движения воздуха. Значительные колебания микроклимата могут привести к перегреву или переохлаждению организма человека. На участке выпечки и охлаждения хлеба возможно повышение температуры и влажности воздуха, что может усугубить действие температуры на человека. При повышенной температуре в рабочей зоне, замедляется удаление тепла из организма, повышается температура тела и как следствие учащается сердцебиение и дыхание, ухудшается внимание, координация движений, уменьшается скорость реакции на зрительные и слуховые раздражители. В частности на изменение температуры на участке выпечки (ее повышение) может влиять плохая теплоизоляция горячих поверхностей хлебопекарной печи.
Оптимальные и допустимые показатели микроклимата в рабочей зоне производственных помещений должны соответствовать значениям, указанным в ГОСТ 12.1.005-88 (Поправка от 01.04.2004) «Общие санитарно-гигиенические требования к воздуху рабочей зоны». Температура, влажность, скорость движения воздуха нормируется с учетом сезона года, категории выполняемой работы, а также уровня тепловыделения в производственных помещениях. Температура воздуха в производственных помещениях от 18 °С до 23 °С, скорость движения воздуха от 0 до 0,3 м/с, относительная влажность от 40 до 60%.
На данном предприятии наблюдается повышенная температура и влажность на участке выпечки и охлаждения, 28 °С и 70% соответственно. Повышенная температура в цеху вызвана инфракрасным излучением от хлебопекарной печи. Для решения данной проблемы необходима замена устаревшей системы вентиляции на современные системы кондиционирования воздуха.
Одними из основных видов сырья для данной отрасли являются пшеничная и ржаная мука. Многие процессы и операции на складах хранения сопровождаются выделением, пыли в воздух. Их перемещение в производственных цехах, складе и других помещениях сопровождается выделением пыли. Превышение ее ПДК (2-6 мг/м3) может привести к профессиональным заболеваниям, повышение концентрации пыли более 10-15 г/м3 при наличии источника искрения к взрыву.
По причине малого объема производства на данном предприятии, расход сырья, выделяющего пыль, является небольшим. Поэтому показатели запыленности на ИП «Пупкин» в норме.
Другим не менее важным фактором является шум, возникающий при работе машин с вращающимися органами. Источником шума также является вентиляционная система в цехе. Длительный интенсивный шум приводит к ухудшению слуха, вызывает нервное раздражение, отклонение нормального течения физических процессов, приводит к снижению производительности труда.
Допустимые уровни шума на рабочих местах определяются ГОСТ 12.1.003 – 83 «ССБТ. Шум. Общие требования безопасности». Допустимый уровень шума и эквивалентные уровни шума на рабочих местах составляет: в помещениях управления, рабочих комнатах – 60 дБА, в производственных помещениях – 85 дБА. Для ограничения воздействия шума на человека применяют звукоизолирующие кожухи, используют звукопоглощающие материалы и амортизирующие фундаменты. Наиболее прогрессивным методом борьбы с шумом является применение малошумных технологий, изменение конструкции машин и их своевременный ремонт.
Освещение рабочих мест и производственных помещений является одним из важнейших показателей гигиены и культуры производства. Наиболее благоприятно для организма естественное освещение, так как солнечный свет несет ультрафиолетовые лучи, без которых наступает световое голодание. Однако естественное освещение имеет и недостатки: оно не постоянно в течение времени суток и года. В разную погоду и т. п. Поэтому естественное освещение дополняется искусственным. Недостаточное освещение приводит к психологическому дискомфорту, развивает зрительное и общее утомление, снижает производительность. Для обеспечения зрительного комфорта, в цехе применяется естественное, искусственное и совмещенное освещение, при котором недостаточному по нормам естественному освещению добавляется искусственное, для создания рассеянного, равномерного освещения.
Мероприятия по улучшению освещенности должны учитывать следующее:
- освещенность рабочей поверхности должна быть равномерной;
- на поверхности не должно быть теней, особенно движущихся;
Хлебопекарное предприятие ИП «Пупкин» как и любое другое современное производство, непременно связано с широким применением электрической энергии. Однако, облегчая труд, электрический ток в то же время представляет большую опасность для жизни и здоровья человека. Поражения электрическим током могут быть вызваны: прикосновением к открытым токоведущим частям или проводам, изоляция которых повреждена; при прикосновении к металлическим частям оборудования, случайно оказавшимся под напряжением; в результате пренебрежительного отношения работающих к средствам защиты и т. д. Использование электрической энергии в цехе выпечки 220/380 В для питания электродвигателей, осветительных установок, в случае несоблюдения требований безопасности может привести к поражению человека электрическим током.
Вывод: Анализ условий труда на хлебопекарном предприятии ИП «Пупкин» показал, что на данном производстве показатели температуры и относительной влажности воздуха превышают допустимые. Показатели запыленности, уровня шума и освещенности соответствуют норме. Для достижения оптимальных показателей микроклимата в рабочей зоне цеха выпечки кратность воздухообмена в помещении должна быть не менее единицы в час. Также необходимо улучшить теплоизоляцию горячих поверхностей хлебопекарной печи.
5.2 Расчет вентиляции
В данном подразделе будет произведен расчет общеобменной вентиляции от избытков тепла на хлебопекарном предприятии ИП «Пупкин». Данное предприятие находится в одноэтажном кирпичном здании размером 20x30x4 метров. На данном производстве работают 10 человек. В здании имеется шесть оконных проемов с одинарным остеклением. Расположение окон по сторонам света следующее: по два окна на севере, востоке и западе. Все оконные проемы одинаковой площади 1,8 м2. Общая поверхность остекления составляет 10,8 м2. Суммарная потребляемая мощность искусственного освещения составляет 12 кВт. Основным источником тепловыделения в цеху является хлебопекарная печь «Ш2-ХПА-10», номинальная тепловая мощность которой 80 кВт.
Для обеспечения требуемого по санитарным нормам качества воздушной среды необходима постоянная смена воздуха в помещении; вместо удаляемого вводится свежий, после соответствующей обработки, воздух [21]. Системы отопления и системы кондиционирования следует устанавливать так, чтобы ни теплый, ни холодный воздух не направлялся на людей. На производстве рекомендуется создавать динамический климат с определенными перепадами показателей. Температура воздуха у поверхности пола и на уровне головы не должна отличаться более чем на 5 °С. В производственных помещениях помимо естественной вентиляции предусматривают приточно-вытяжную вентиляцию. Основным параметром, определяющим характеристики вентиляционной системы, является кратность обмена, т.е. сколько раз в час сменится воздух в цехе.
Объем рабочего помещения определяется по формуле:
, (12)
где Vпом. - объем рабочего помещения;
В – длина помещения;
А – ширина помещения;
Н – высота помещения.
Vпом. = = 2400 м3
Необходимый воздухообмен по избыткам тепла L, м3/ч, определяется по формуле:
, (13)
где Q - избыточное тепло, выделяемое в помещении, Дж/ч;
C - удельная весовая теплоемкость воздуха, равная 1004 Дж/кг;
ρ- плотность воздуха, 1,2 кг/м3;
tпр , t ух - температура приточного, температура уходящего из помещения воздуха соответственно, °С.
Температура воздуха, удаляемого из помещения tух ,°С определяется по эмпирической формуле:
, (14)
где t р.з. - температура воздуха в рабочей зоне, °С;
Δt - градиент температуры по высоте помещения (от 1 до 5 °С);
H - расстояние от пола до центра вытяжных проемов, м;
°С
Избыточное тепло определяется по формуле:
, (15)
где Qлюдей. – тепловыделения от людей;
Qобор - избыток тепла от электрооборудования;
Qист.св - тепловыделения от источников искусственного освещения;
Qсолн.рад - тепло, вносимое в помещение солнечной радиацией.
Избыток тепла от электрооборудования рассчитывается по формуле:
, (16)
где 860 - тепловой эквивалент;
Nφ - номинальная мощность, расходуемая станками, кВт;
- коэффициент использования мощности;
- коэффициент загрузки;
- коэффициент одновременности работы;
- коэффициент ассимиляции тепла воздухом, учитывающий, какая частота тепла затрачиваемой механической энергией передается в виде тепла воздуха помещения;
Дж/ч
В теплый период года (при наружной температуре более плюс 10 °С) следует учитывать солнечную радиацию. Количество тепла, поступающего от солнечной радиации Qсолн.рад., Дж, определяется по формуле:
, (17)
где Fост - поверхность остекления, м2;
Кост - коэффициент, зависящий от характеристики остекления;
qост - солнечная радиация через 1 м2 поверхности остекления в зависимости от ориентации по сторонам света, Дж..
Учитывая расположение оконных проемов по сторонам света, мы получим следующий результат:
Дж/ч
Тепловыделения людей рассчитывается по формуле:
, (18)
где q - тепловыделения от одного человека;
n - число людей в смене.
Рассчитаем тепловыделения от людей с учетом следующих данных:
- характер работы - средней тяжести;
- температура на рабочем месте 27 °С;
- количество персонала 10 человек.
Дж/ч
Избытки тепла в помещении от источников света Qист.св. , Дж, можно
определить по формуле:
, (19)
где NΣ - суммарная потребляемая мощность освещения, кВт.
=860∙12=10320 Дж
Определяем суммарное избыточное тепло, поступающее в помещение Q, Дж:
=7116200+10788+10320+3430594=10567902 Дж
Избыточное тепло с учетом тепловых потерь Q, Дж, определяют по формуле:
, (20)
где Qпост - тепло, поступившее в помещение, Дж;
Qт.п. - тепловые потери, Дж.
Тепловые потери можно Qт.п , Дж, определить по формуле:
, (21)
где К - коэффициент теплопередачи (для кирпичной стены К от 3348 до 3767 Дж, для бетонной К от 5441 до 6279 Дж);
F - площадь поверхности ограждения, м2;
tвн , tн - внутренняя и наружная температура воздуха в помещении соответственно, °С.
Дж
=10567902-75340=10492562 Дж
Подставив Q в формулу (13), найдем необходимый воздухообмен в помещении.
м3/ч
Оптимальным вариантом является кондиционирование воздуха, т.е. автоматическое поддержание его состояния в помещении в соответствии с определенными требованиями (заданная температура, влажность, подвижность воздуха) независимо от изменения состояния наружного воздуха и условий в самом помещении.
Произведем подбор вентилятора. Исходными данными для выбора вентилятора являются:
- расчетная производительность вентилятора определяется по формуле:
, (22)
где 1,1 - коэффициент, учитывающий утечки и подсосы воздуха.
Lрасч = = 800 м3/ч
Напор, Па, обеспечиваемый вентилятором определить по формуле:
, (23)
где Y - плотность воздуха (1,2 кг/м);
v - окружная скорость вентилятора, ограничивается предельно допустимым уровнем шума в помещении.
Для центробежных вентиляторов низкого для цеховых помещений v должна быть не менее 35 м/с. Примем v = 40 м/с.
Hв = = 240 Па
По исходным данным выбираем центробежный вентилятор низкого давления Ц4-70N5. По номограммам определяем его характеристики:
- число оборотов - 1000 об/мин;
- КПД вентилятора – 0,8.
Вывод: в данном разделе был произведен расчет системы вентиляции и подобран вентилятор марки Ц4-70N5.
5.3 Чрезвычайные ситуации
Данное предприятие относится к пожароопасному помещению категории Б. Категория Б: Горючие пыли или волокна, легковоспламеняющиеся жидкости с температурой вспышки более 28 °С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси, при воспламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающие 5 кПа.
Негорючие вещества и материалы в холодном состоянии, материалы в холодном состоянии. Поэтому особое внимание в цехе должно обращаться на выполнение противопожарных требований к технологическому оборудованию, применяемому в производстве [22].
Основными общими мерами пожарной безопасности при эксплуатации технологического оборудования являются:
- строгое соблюдение правил пожарной безопасности,
- своевременная смазка подшипников машин и механизмов;
- режим работы оборудования должен соответствовать паспортным данным;
- теплоизоляция нагретых поверхностей;
- применение местной и центральной аспирации и установок аварийной вентиляции;
- контроль утечек пожаро- и взрывоопасных паров, газов,
- применение электродвигателя во взрывобезопасном исполнении,
- не допускать перегрузки электрических проводов выше расчетной,
- защищать провода от перегрузок и коротких замыканий
- не допускать попадания металлических предметов в рабочие органы машины, перегрева трущихся деталей.
Для тушения возможных пожаров на предприятии, кроме общего водопровода, предусмотрены неприкасаемые запасы воды в резервуарах.
Правила пожарной безопасности ППБ 01-03 требуют, чтобы на объект была разработана и утверждена приказом руководителя объекта инструкция по пожарной безопасности. В инструкции о пожарной безопасности необходимо отразить следующие вопросы противопожарного режима:
- порядок содержания территории, зданий и помещений, в том числе эвакуационных путей;
- мероприятия по обеспечению пожарной безопасности при проведении технологических процессов, эксплуатации оборудования, производстве пожароопасных работ;
- порядок и нормы хранения и транспортировки взрывопожароопасных и материалов;
- места курения, применения открытого огня и проведения огневых работ;
- порядок сбора, хранения и удаления горючих веществ и материалов;
- предельные показания контрольно-измерительных приборов, отклонения от которых могут вызвать пожар или взрыв;
- обязанности и действия работников при пожаре, в том числе:
- правила вызова пожарной охраны;
- порядок аварийной остановки технологического оборудования;
- порядок отключения вентиляции и электрооборудования;
- правила применения средств пожаротушения и установок пожарной автоматики;
- порядок эвакуации горючих веществ и материальных ценностей;
- порядок осмотра и приведения в пожаровзрывобезопасное состояние всех помещений предприятия.
Пути эвакуации необходимо освещать в соответствии с требованиями. Предельно допустимое расстояние от наиболее удаленной точки помещения до ближайшего эвакуационного выхода, измеряемое по оси эвакуационного пути, должно быть ограничено в зависимости от класса функциональной пожарной опасности и категории взрывопожароопасности помещения и здания, численности эвакуируемых, геометрических параметров помещений и эвакуационных путей, класса конструктивной пожарной опасности и степени огнестойкости здания.
Двери аварийных и спасательных выходов для эвакуации людей в случае пожара, пунктов скорой помощи, аптечки и места хранения спецсредств окрашиваются в зеленый сигнальный цвет.
Назначение ответственных лиц при пожаре и изучение сотрудниками своих обязанностей и действий при эвакуации людей при пожаре.
Расчет времени эвакуации
Необходимо определить время эвакуации из участка замеса и формования сотрудников предприятия ИП «Пупкин» при возникновении пожара в здании. Производственное кирпичное здание, не оборудовано автоматической системой сигнализации и оповещения о пожаре. Здание одноэтажное, имеет размеры в плане 20x30 м. Объем участка 640 м3. На участке работают 3 человека. Всего на предприятии работают 10 человек. Схема эвакуации из здания представлена на рисунке 18.
Рисунок 18 - Схема эвакуации сотрудников предприятия ИП «Пупкин»
Помещение относится к категории Б и ΙΙ степени огнестойкости.
Критическая продолжительность пожара, τп.к., мин, по температуре, с учетом оборудования в помещении, рассчитывается по формуле:
, (24)
где Vпом – объем воздуха в рассматриваемом здании, м3;
c – удельная изобарная теплоемкость газа, кДж/кг∙град; при атмосферном давлении 760 мм.рт.ст. и температуре от 0 до 60 °С, с = 1009;
tкр – критическая для человека температура, tкр = 70°С;
tн – начальная температура воздуха, °С; tн =24;
φ – коэффициент, характеризующий потери тепла на нагрев конструкции и окружающих предметов, φ = 0,5;
Q – теплота сгорания веществ, кДж/кг; Q = 13800;
n – весовая скорость горения, кг/м2∙мин; n = 14,0;
ν – линейная скорость распространения огня по поверхности горючих веществ, м/мин; ν = 0,36.
мин
Критическая продолжительность пожара по концентрации кислорода, , мин, рассчитывается по формуле:
, (25)
где - расход кислорода на сгорание 1 кг горючих веществ, м2/кг; согласно теоретическому расчету, = 4,76.
Допустимая продолжительность эвакуации, τдоп., мин, рассчитывается по формуле:
, (26)
где m – коэффициент безопасности, зависящий от степени противопожарной защиты здания, m = 1.
τдоп. = 1∙14,1 =14,1 мин
Расчетное время эвакуации людей, tр, мин, определяется как сумма времени движения людского потока по отдельным участкам пути, следовательно, рассчитывается по формуле:
tр = t1+ t2+ t3+…+ti, (27)
где t1 – время движения людского потока на первом участке, мин;
t2, t3, …, ti – время движения людского потока на каждом из следующих после первого участкам пути.
Время движения людского потока по первому участку пути рассчитывается по формуле:
, (28)
где - длина первого участка пути, м;
- значение скорости движения людского потока по горизонтальному пути на первом участке, определяется в зависимости от относительной плотности D, м2/м2.
Плотность людского потока, D1, м2/м2 , на первом участке пути, рассчитывается по формуле:
, (29)
где N1 – число людей на первом участке, чел, N1 = 3;
- средняя площадь горизонтальной поверхности человека, м2/чел, =0,1;
b1 – ширина первого участка пути, м, b1 = 4.
Время движения людского потока по первому участку пути, с учетом плотности людского потока, рассчитывается в соответствии с формулой (28):
мин
Плотность людского потока, D2, м2/м2, при ширине второго участка пути, b2 = 7м, длине =14 м, числе людей на втором участке N2=7 чел, будет иметь значение 0,07, отсюда значение скорости движения людского потока по горизонтальному пути на втором участке, =90 м/мин.
мин
Плотность людского потока, D3, м2/м2, при ширине второго третьего участка пути, b2 = 7м, длине =6 м, числе людей на втором участке N2=10 чел, будет иметь значение 0,01, отсюда значение скорости движения людского потока по горизонтальному пути на втором участке, =100 м/мин.
мин
Длина дверного проема принимается равной нулю. Наибольшая возможная интенсивность движения в проеме в нормальных условиях qmax=19,6 м/мин, интенсивность движения в проеме шириной d =3 м рассчитывается по формуле:
qd = 2,5 +3,75∙d, (30)
qd =2,5+3,75∙3 = 13,75 м/мин
Отсюда находим, что qd< qmax, следовательно, движение через проем проходит беспрепятственно.
Время движения в проеме, td1, мин, рассчитывается по формуле:
, (31)
мин
мин
мин
При максимальной плотности людского потока, N=10чел, интенсивность движения через дверной проем на улицу шириной 3 м – 8,5 м/мин, следовательно время движения через дверной проем, td2, мин, в соответствии с формулой (31), будет равно 0,025 мин.
Расчетное время эвакуации, tр, мин, рассчитывается в соответствии с формулой (27):
tр= 0,15+0,15+0,06+0,05+0,02+0,025=0,5 мин
Вывод: Таким образом, время эвакуации из производственного цеха меньше допустимого, следовательно рабочий персонал, в случае пожара будет эвакуирован без угрозы безопасности жизнедеятельности.
6 Охрана окружающей среды
Согласно СанПиН 2.2.1/2.1.1.1200-03, хлебопекарные предприятия относят к предприятиям 4-го класса опасности, у которых размер нормативной санитарно-защитной зоны составляет 100 м.
В результате анализа экологического состояния установлено, что основными загрязнителями окружающей среды от их деятельности являются выбросы в атмосферу, сбросы со сточными производственными и ливневыми стоками, отходы, шумовое воздействие [24,25].
Хлебопекарное предприятие ИП «Пупкин» расположено на южное окраине пос. Ивановка.
Общая площадь предприятия составляет 1000 м2
Предприятие граничит:
- с северной стороны – с селитебной зоной;
- с восточной стороны – с конечной остановкой маршрутного такси;
- с южной стороны – с Беляевским шоссе;
- с западной стороны – с авторемонтным предприятием.
На предприятии предусмотрен контейнер для вывоза хозяйственно-бытового мусора.
На данном предприятии не представляют опасности для окружающей среды следующие виды загрязнений: выбросы в атмосферу, ливневые стоки, отходы и шумовое воздействие. Эти виды загрязнений признаны неопасными по следующим причинам:
- малый объем производства;
- котельная на предприятии работает на природном газе;
- на данном предприятии используют электрические печи;
- небольшая территория предприятия;
- малое количество автотранспорта на предприятии.
Наиболее опасным видом загрязнений на данном предприятии являются производственные сточные воды.
Хлебопекарные предприятия относят к крупным водопользователям, расходующим воду питьевого назначения на технологические и хозяйственно-бытовые нужды. С учетом организации производственного цикла и ассортимента удельное потребление воды на 1 тонну готовой продукции для хлебопекарных предприятий без кондитерских цехов составляет от 2,5 до 4,5 м3, с кондитерскими цехами – до 5-5,5 м3.
В зависимости от мощности хлебопекарные предприятия потребляют от 70 до 400 т воды в сутки. Около 70 % предприятий сбрасывают производственные сточные воды в городскую канализацию; примерно 30% не имеют канализационных сетей и вынуждены сбрасывать сточные воды на грунт. Характерные загрязнители сточных вод хлебзаводов представляют собой органические взвешенные и растворимые вещества, в основном остатки сырья, по гигиеническим критериям относящиеся к малоопасным загрязнителям естественного происхождения, а также стоки от хозяйственно-бытовой деятельности, содержащие нефтепродукты и СПАВ.
Данные о составе сточных вод хлебопекарных предприятий приведены в таблице 14 (данные даны для малых пекарен):
Таблица 14 - Состав сточных вод хлебопекарных предприятий
|
Наименование показателя |
Значение
|
|
pH |
6,4-7,8 |
|
взвешенные вещества, мг/л |
960-1130 |
|
биологическое потребление кислорода, БПК, мг/л |
540-630 |
|
химическое потребление кислорода, ХПК, мг/л |
785-950 |
|
жиры, мг/л |
50-65 |
При исследовании состава сточных вод предприятий хлебопекарной промышленности был выявлен целый ряд типичных загрязнителей, связанных как непосредственно с технологией производства хлеба и хлебобулочных изделий, так и с наличием загрязнений от смывов с оборудования, хозяйственно бытовых стоков, стоков автохозяйств и ливневых стоков.
К основным типам загрязнителей, устойчивым к микробиологическому разложению относятся жиры, нефтепродукты, эфироизвлекаемые и взвешенные вещества, СПАВ и тяжелые металлы.
Тяжелые металлы в стоки хлебозаводов попадают частично из муки, питьевой воды, смывами с технологического оборудования, а также с ливневыми стоками и сточными водами от автопарка хлебозаводов.
В таблице 15 приведены обобщенные результаты анализа сточных вод для малых пекарен г. Оренбурга.
Таблица 15 - Обобщенные результаты анализа сточных вод
|
Загрязняющее вещество |
Значения концентраций загрязняющего вещества, мг/л |
|
1 |
2 |
|
хлориды |
488 |
|
сульфаты |
610 |
|
железо |
6,1 |
|
свинец |
0,24 |
|
цинк |
4,88 |
Продолжение таблицы 15
|
1 |
2 |
|
кадмий |
0,1 |
|
медь |
0,61 |
Резко повышенное содержание в сточных водах хлебозаводов железа, цинка, кадмия, а также хлоридов, значительно превышающие показатели, приведенные в таблице 15, наблюдаются при промывке котлов котельных.
Дрожжевая и бактериальная микрофлора, органические смывы, находящиеся в сточных водах хлебозаводов являются источниками биотических процессов, приводящих к эвтрофикации водоемов, угнетению биологических ресурсов в них, что в свою очередь является следствием наблюдающихся нарушений в состоянии экосистемы.
Жиры и нефтепродукты при попадании на поверхность воды образуют пленку. Хотя пленка тонкая (0,0001 - 0,0005 мм), она преграждает доступ кислорода в воду и таким образом подвергает опасности жизнедеятельность организмов. Один литр нефти покрывает пленкой 0,2 - 1 Га. поверхности воды.
Анализ состава загрязнений сточных вод предприятий хлебопекарной промышленности показал, что перечисленные загрязнители в значительных количествах присутствуют в их стоках и должны удаляться на локальных очистных сооружениях.
На рассматриваемом предприятии локальные очистные сооружения отсутствуют, как и на большинстве малых пекарен г. Оренбурга. Для внедрения локальных очистных сооружений необходимо, чтобы они были недорогими и простыми в эксплуатации.
На хлебопекарном предприятии ИП «Пупкин» производственные сточные воды попадают в септик, откуда удаляются ассенизаторской машиной без какой-либо очистки. Данную проблему можно решить при помощи промежуточного резервуара, который будет одновременно выполнять функции жироуловителя и отстойника. Конструкция данного резервуара представлена на рисунке 19.
Данное очистное сооружение работает по следующему принципу. По канализационной трубе 1 в резервуар поступают сточные воды с предприятия. Резервуар разделен непроницаемой перегородкой, но не полностью. По закону сообщающихся сосудов вода из первого отсека резервуара перемещается во второй, откуда по канализационной трубе 2 попадает в септик, очищенная от жиров, нефтепродуктов и большей части взвешенных частиц. Жиры и нефтепродукты легче воды, поэтому они образуют пленку 3 в первом отсеке резервуара, откуда их нужно периодически собирать и отвозить на утилизацию. Взвешенные частицы, попадая во второй отсек резервуара, под воздействием силы тяжести большей частью оседают на дно резервуара, где образуют илистый осадок 4.
1,2 – канализационные трубы; 3 – жировая пленка;
4 – илистый осадок;5 – непроницаемая перегородка.
Рисунок 19 - Пример локального очистного сооружения,
Преимущество данного очистного сооружения в простоте конструкции, дешевизне и несложной эксплуатации. Жировая пленка удаляется вручную, а илистый осадок должен с периодичностью, зависящей от объемов производства, откачиваться ассенизационной машиной, и отвозиться на утилизацию.
Сточные воды хлебопекарных предприятий после удаления из них жиров, нефтепродуктов и взвешенных частиц могут быть полностью очищены одним из методов биологической очистки на станциях аэрации и не представляют экологической опасности.
Заключение
В данном дипломном проекте был рассмотрен технологический процесс производства хлеба «Дарницкий» на ИП «Пупкин», из которого видны все особенности производства хлебобулочных изделий в условиях малых промышленных предприятий.
Для анализа технологического процесса использовались статистические методы контроля и управления качеством продукции. Это позволило выявить «узкие места», непосредственно влияющие на качество готового продукта. На основе статистических методов были определены частоты и причины возникновения при производстве хлеба «Дарницкий» отклонений.
Для устранения главного отклонения рекомендовано внедрение в производство дозаторов жидких и сыпучих компонентов марки Ш2-ХДБ и Ш2-ХДА, соответственно, использование которых экономически эффективно. Для повышения качества продукции были разработаны стандарты организации а для ИП «Пупкин».
Произведен анализ условий труда на предприятии и проведены мероприятия по их улучшению.
Произведена оценка деятельности предприятия с экологической точки зрения.
Список использованных источников
1 ГОСТ 26983-86. Хлеб Дарницкий. Технические условия [Текст]. Введ.с 01.12.86- М.: Изд-во стандартов, 1986.- 6 с.
2 Ауэрман, Л.Я. Технология хлебопекарного производства [Текст] / Л.Я. Ауэрман. -СПб.: Профессия, 2003.-416 с.
3 Цыганова, Т.Б. Технология хлебопекарного производства [Текст]: учеб. для нач. проф. Образования / Т.Б, Цыганова. –М.: ПрофОбрИздат, 2002.-432 с.
4 Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик.-СПб.: ГИОРД, 2003.-436 с.
5 Справочник оборудования для пекарен малой мощности [Текст]/ ЦНИИТЭН «Хлебопродинформ». - М.: 1995.-68 с.
6 Машины и аппараты пищевых производств. в 2 кн. Кн 2. [Текст]:учеб. для вузов/ С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; Под. ред. акад. РАСХН В.А. Панфилов.- М.: Высш. шк., 2001.-680 с.
7 Справочник технологического оборудования для предприятий хлебопекарной промышленности [Текст]/ ЦНИИТЭН «Хлебопродинформ».- М.: 1994.-162 с.
8 Басовский, Л.Е. Управление качеством [Текст]: учебник / Л.Е. Басовский, В.Б. Протасьев– М.: ИНФРА – М (Серия «Высшее образование»), 2002. – 212 с.
9 Статистические методы сбора и анализа информации для управления производством и качеством продукции [Текст]/ В.В. Рябенко – Люберцы, 1992. – 92 с.
10 Статистические методы повышения качества: Пер. с англ. [Текст]/Под ред. Х.Кумэ. – М.: Финансы и статистика, 1990. – 304 с.: ил.
11 Всеобщее Управление качеством [Текст]: учебник для вузов / О.П. Глудкин, Н.М. Горбугов, А.И. Гуров, Ю.В. Зорин: под ред. О.П. Глудкина. – М.: Горячая линия – Телеком, 2001. – 600 с.: ил.
12 Спицнадель, В.Н. Системы качества (в соответствии с международными стандартом ISO семейства 9000) [Текст]: учеб. пос / В.Н. Спицнадель. – СПб.: издательский дом «Бизнес-пресс», 2000. – 336 с.
13 Бобровников прогресс [Текст]. – М.: Издательство стандартов, 1988. – 80 с.
15 Хомцевников, В.В. Климат местности и микроклимат помещений [Текст]: учебное пособие / В.В. Хомцевников, А.В. Луков– М.: Из-во АСВ, 2001.-200 с.
16 Безопасность жизнедеятельности [Текст]: учебник / Под ред. проф. Э.А. Арустамова. – 6-е изд., перераб. и доп. – М.: Издательство-торговая корпорация «Дашков и К°», 2004. – 496 с.
17 Безопасность жизнедеятельности [Текст]: учеб. для вузов / С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др.; Под общ. ред. С.В. Белова, 4-е изд., испр. и доп. – М.: Высш. шк., 2004. – 606 с.
18 Безопасность жизнедеятельности [Текст]: учеб. Пособие для вузов /Под ред. проф. Л.А. Муравья. – 2-е изд., перераб. и доп. – М.: ЮНИТИ-ДАНА, 2003. – 431 с.
19 ГОСТ 12.1.005-88. Система стандартов безопасности труда. Общие санитарно-гигиенические требования [Текст]. Введ.с 01.01.89- М.: Изд-во стандартов, 1989.- 8 с.
20 ГОСТ 12.1.003-83. Система стандартов безопасности труда. Шум. Общие требования [Текст]. Введ.с 01.07.84- М.: Изд-во стандартов, 1984.- 7 с.
23 Поландова, Р. Д. Пути снижения техногенного воздействия хлебопекарных предприятий на окружающую среду / Р. Д. Поландова/ Пищевая промышленность, 2006. - N 3. - С. 22-24.
ЧЕТРЕЖИ
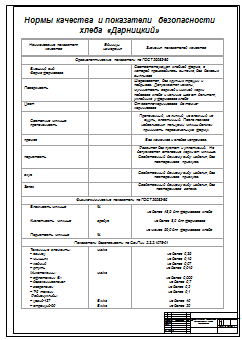
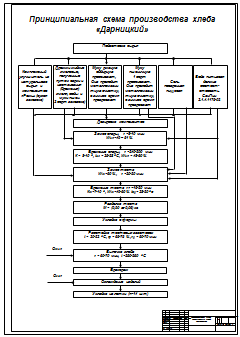
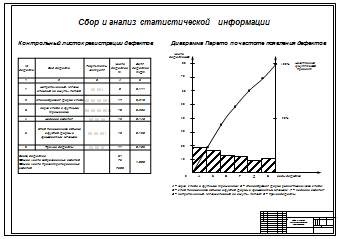
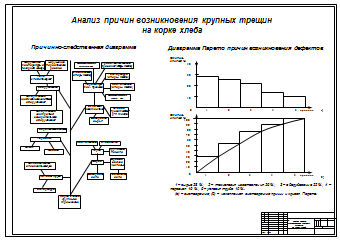
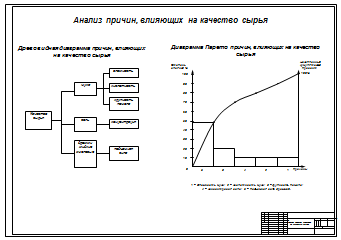
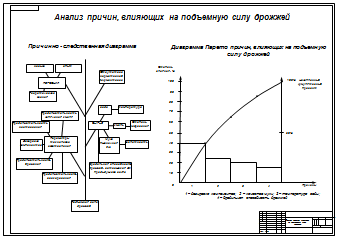
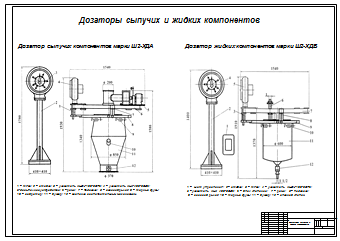
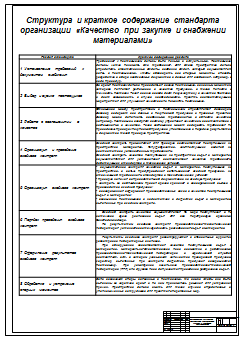
Скачать: