Сварные швы. Подлежащее сварке место свариваемых изделий должно быть предварительно надлежащим образом подготовлено; такая подготовка обычно заключается в скашивании свариваемых кромок, или, как говорят, в разделке кромок. На фиг. 338 показана наиболее типичная разделка свариваемых кромок.
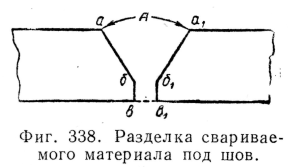
Скошенные поверхности кромки аб и а'б' называют скосами и фасками, остающуюся после снятия фаски часть листа бв и б'в' — притуплением, расстояние вв' между кромками листа — зазором, а угол А, образуемый фасками, называют углом разделки (или углом скоса кромок).
Сварные швы можно классифицировать по различным признакам. На фиг. 339 приведена схема классификации сварных швов.

Рассмотрим различные типы сварных швов в порядке, соответствующем приведенной схеме.