Сварные швы. Подлежащее сварке место свариваемых изделий должно быть предварительно надлежащим образом подготовлено; такая подготовка обычно заключается в скашивании свариваемых кромок, или, как говорят, в разделке кромок. На фиг. 338 показана наиболее типичная разделка свариваемых кромок.
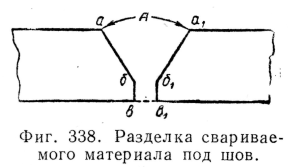
Скошенные поверхности кромки аб и а'б' называют скосами и фасками, остающуюся после снятия фаски часть листа бв и б'в' — притуплением, расстояние вв' между кромками листа — зазором, а угол А, образуемый фасками, называют углом разделки (или углом скоса кромок).
Сварные швы можно классифицировать по различным признакам. На фиг. 339 приведена схема классификации сварных швов.

Рассмотрим различные типы сварных швов в порядке, соответствующем приведенной схеме.
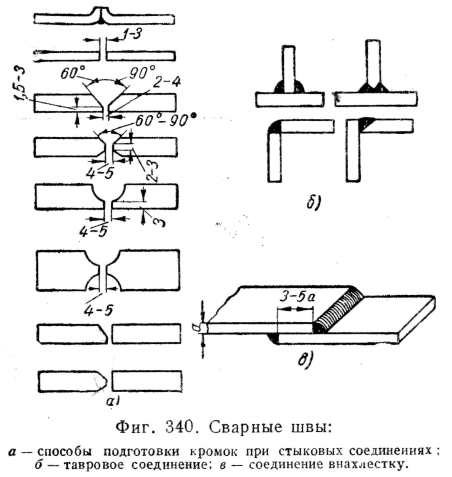
При сварке встык свариваемые детали помещают рядом. Разделку свариваемых поверхностей определяют толщиной свариваемых деталей и общими условиями работы. На фиг. 340, а показаны различные способы разделки кромок при стыковой сварке. На фиг. 340, б показаны различные схемы тавровых соединений; на фиг. 340,в — соединение внахлестку (этот тип соединения редко применяется при газовой сварке).
На фиг. 341 показаны сварочные швы, получаемые при различных положениях в процессе сварки.
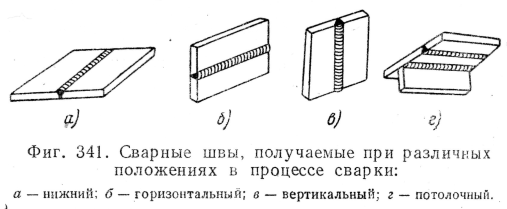
Все показанные на фиг. 341 швы являются непрерывными. В тех случаях, когда нет надобности в плотном соединении и когда это возможно по условиям прочности, шов делают прерывистым. На фиг. 342 показаны прерывистые швы; изображенный на схеме а называют цепным швом, изображенный на схеме б — шахматным.
На фиг. 342, в показан шов, расположенный параллельно действующей на него силе; такой шов называется фланговым. На фиг. 342, г действующая сила направлена перпендикулярно к длине шва; такой шов называется лобовым.
При промежуточном положении сварного шва, когда он расположен под некоторым углом (острым или тупым) к действующему усилию, шов называется косым.

На фиг. 343 показана схема разреза сварного шва. Выступ шва над поверхностью сваренных листов называют усилением, выступ шва на обратной стороне — подваркой или обратной подваркой.
Металл подлежащих сварке деталей называют основным, металл, подаваемый извне и расплавляемый вместе с основным, — присадочным. Присадочный металл после расплавления пламенем газовой горелки (или электрической дугой) образует вместе с расплавленным основным металлом свариваемых кромок металл шва (или наплавленный металл).
Процессы газовой и электрической дуговой сварки, состоящие из расплавления свариваемого и присадочного материала и последующего затвердевания его, являются процессами металлургическими. Все явления окисления и раскисления металла, проникновения в металл примесей и удаления их из металла, рассмотренные в разделе «Металлургия», имеют место и при сварке и отличаются лишь быстротой протекания; кроме того, расплавляемый в процессе сварки металл растворяет в себе газы.
Процессы окисления металла при газовой сварке происходят за счет взаимодействия с кислородом, подаваемым через горелку и поступающим из окружающего воздуха. Восстановительные процессы происходят главным образом за счет окиси углерода и водорода горючих газов.
Присадочный материал. Присадочный материал должен обеспечивать получение металла шва, по механическим качествам близкого к основному материалу. Исходя из этого основного условия, присадочный материал должен удовлетворять следующим требованиям:
1) химический состав присадочного материала должен быть близок к химическому составу основного металла;
2) температура плавления присадочного материала должна быть близка к температуре плавления основного металлаf
3) плавление присадочного материала должно быть спокойным, без разбрызгивания его частиц и не должно давать газовых пузырей и шлаковых включений в наплавленном металле;
4) проволока или прутки присадочного материала должны быть гладкими, чистыми, не должны иметь на поверхности окалины, ржавчины, масла.
Толщина присадочного прутка берется в соответствии с толщиной свариваемых изделий (листов, прокатных профилей и т. п.).
Повышение производительности труда наших сварщиков-стахановцев связано с применением присадочного материала возможно больших диаметров и пользованием горелками больших размеров. Применение прутков большого диаметра требует более внимательной работы сварщика, который должен в этом случае сильнее греть пруток и обеспечивать своевременное расплавление основного металла.
Флюсы. Сварочными флюсами называют вещества, применяемые при сварке металлов для растворения окислов металла и образования легкоплавких и малого удельного веса шлаков.
Свариваемый и присадочный металл всегда в той или иной степени покрыт пленкой окислов; эта пленка утолщается при нагреве металла; она образуется также и на каплях расплавленного металла. Таким образом, окислы металла всегда имеются в сварочной ванне. Окислы металлов имеют высокую температуру плавления и густоплавки. Флюсы растворяют окислы металлов, образуя с ними легкоплавкую жидкотекучую массу, которая всплывает на поверхность сварочной ванны. Освобожденный от неметаллических включений наплавленный металл образует однородную массу, которая при застывании будет всюду иметь одинаковые механические качества.
В качестве флюсов применяют кремнезем, борную кислоту, буру, соду, поташ.
В виде примера рассмотрим взаимодействие закиси железа с применяемым в качестве флюса кремнеземом:
![]()
FeSiО3 является шлаком, всплывающим на поверхность сварочной ванны, которая оказывается, таким образом, освобожденной от FeO.
Способы и приемы газовой сварки. Газовую сварку можно осуществлять многими способами с применением различных приемов; на фиг. 344 приведена схема классификации способов и приемов газовой сварки.
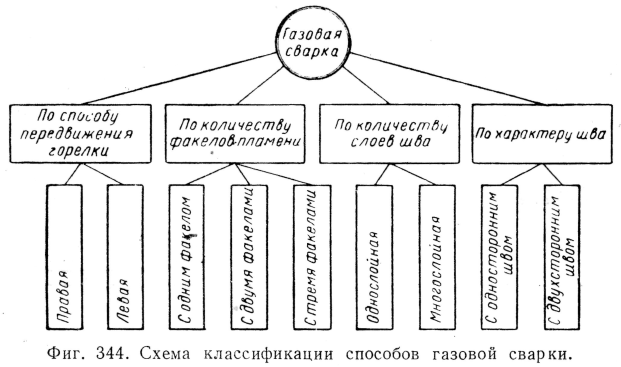
По способу передвижения горелки газовая сварка делится на правую и левую.
Во время работы сварщик держит горелку всегда в правой руке, присадочный материал — в левой. Если в процессе работы движение горелки и прутка производят слева направо, сварку называют правой, при обратном направлении движения — левой. На фиг. 345, а показан левый способ сварки, на фиг. 345, б — правый.

При левом способе присадочный пруток идет впереди горелки, при правом впереди идет горелка, которая в последнем случае направлена на наплавленный металл, т. е. в сторону, противоположную движению горелки вдоль шва.
При левом способе в противоположность правому пламя направлено на более холодный основной металл. Для лучшего прогрева металла горелке сообщают, кроме поступательного, и небольшие колебательные перемещения в перпендикулярном к шву направлении.
При правом способе пламя направлено на горячий наплавленный металл; в поперечных движениях горелки почти нет надобности, и нагрев является более сосредоточенным, поэтому при правом способе скорость сварки больше, чем при левом. При правом способе конец прутка присадочного материала может быть все время погруженным в расплавленный металл и расплавляться одновременно с основным металлом, что делает шов более однородным и улучшает его качества. Благоприятно также влияет на качество шва отжиг наплавленного металла направленным на него пламенем. Хорошее использование тепла при правом способе сварки позволяет при небольшой толщине свариваемых листов (до 6 мм) вести сварку без скоса кромок. По этой же причине угол разделки кромок при более толстых листах в случае правой сварки делают меньшим, чем при левой (при левой около 90°, при правой 60—70°). При правом способе сварочный пруток перемещают по спирали, оставляя конец его в ванне расплавленного металла.
Таким образом, правый способ сварки имеет ряд преимуществ перед левым. Можно, однако, отметить, что при сварке листов толщиной менее 5 мм, т. е. с меньшей массой основного металла, левый способ почти равноценен правому.
В зависимости от толщины свариваемых листов наклон горелки и прутка к направлению их движения можно изменять в пределах, указанных (приблизительно) на фиг. 346; чем толще свариваемые листы, тем больше угол наклона горелки к свариваемому листу.

По количеству факелов пламени газовую сварку можно разделить на сварку однопламенной, двухпламенной и трехпламенной горелкой; большие количества факелов пламени практического применения не имеют.
В случае применения двухпламенной горелки одним факелом подогреваются кромки основного металла, а другим ведется самая сварка.
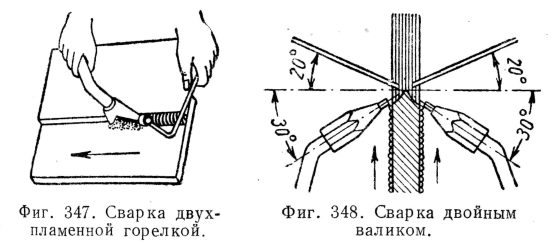
На фиг. 347 показана схема процесса сварки при двухпламенной горелке. При пользовании трехпламенной горелкой одним факелом подогревают кромки основного металла, другим— присадочный пруток, третьим ведут процесс сварки.
Многопламенные горелки применяют лишь при правом способе сварки; применение их позволяет значительно увеличить скорость процесса: на 25—50% против левого способа и на 15—30% по сравнению с правым при пользовании однопламенной горелкой. Применение многопламенных горелок дает 10—20% экономии в расходе горючих газов и кислорода.
Многослойную газовую сварку применяют при особо ответственных работах. Сущность этого способа заключается в том, что сварочный шов получают не сразу, а в несколько проходов: чем толще свариваемые детали, тем больше число слоев шва. Применение многослойной сварки улучшает качество шва, так как каждый нижний слой подвергается отжигу при наложении на него верхнего слоя. Общая скорость получения шва в случае многослойной сварки уменьшается, а расход горючего и кислорода увеличивается.
Сварка двойным валиком. Сущность этого способа заключается в том, что при вертикальном положении свариваемых деталей сварку ведут с обеих сторон шва одновременно. Получаемый при такой сварке шов состоит из двух валиков, расположенных по обе стороны сваренных листов. Схема сварки двусторонним швом или швом с двумя валиками показана на фиг. 348.
Нагрев основного металла с обеих сторон, уменьшая потери тепла, дает экономию газов и увеличивает скорость сварки.
Скачать реферат:
Пароль на архив: privetstudent.com