Сущность процесса газо-прессовой сварки заключается в том, что теплоту сгорания газовой смеси используют для нагрева соединяемых в пластическом состоянии двух металлических деталей; самое соединение осуществляют механическим усилием, сдавливающим свариваемые детали.
На фиг. 352 показана схема газо-прессовой сварки.
Подвергаемые сварке поверхности 1 должны быть тщательно очищены от ржавчины, грязи, влаги, жира и хорошо пригнаны одна к другой. Свариваемые поверхности нагревают до температуры, близкой к температуре оплавления, и производят их сжатие прессом 3.
Форма горелки 2 и количество наконечников определяются конструкцией и размерами свариваемых деталей. На фиг. 352 приведена многопламенная кольцевая горелка.
Газо-прессовая сварка получила широкое применение при сварке труб нефтепроводов и газопроводов, рельсов, оборудования буровых скважин и отличается высокой производительностью. Механические свойства шва, получаемого газо-прессовой сваркой, весьма близки к механическим качествам основного металла.
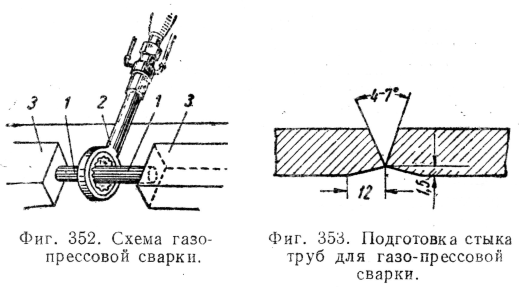
На фиг. 353 показана схема разделки шва для газо-прессовой сварки труб. При такой разделке шов не получает усиления внутри трубы, что вполне рационально, так как вследствие этого не будет возникать лишнего сопротивления движению жидкости по трубопроводу.
О производительности газо-прессового способа сварки труб можно составить представление из следующего примера: труба диаметром 300 мм, толщиной 10 мм сваривается в течение приблизительно 1,5 мин., считая в том числе и время, затрачиваемое на установку стыка.
Скачать реферат:
Пароль на архив: privetstudent.com