Автоматической дуговой сваркой называют механизированный процесс дуговой сварки, в котором управление дугой и подачу присадочного материала производят специальными механизмами.
При ручной сварке максимальная доля стоимости работы приходится на рабочую силу и сравнительно небольшую часть составляют расходы на электроды и электроэнергию. Кроме того, что ручная сварка дорога, она не может давать такого однородного и высокого по качеству шва, как автоматическая. Наконец, автоматическая сварка в 2—3 раза производительнее ручной.
Преимущества механизации процесса дуговой сварки были понятны и изобретателям ее —- Бенардосу и Славянову, и ими были построены первые образцы электросварочных автоматов.
Автоматическую сварку применяют при массовом или крупносерийном производстве однородных сварочных работ.
Сварка металлическим электродом. Увеличение производительности при механизированной сварке достигается: 1) отсутствием необходимости смены электродов, так как электродный материал подается в виде проволоки, поступающей с мотка; 2) возможностью значительно повышать силу сварочного тока, что увеличивает скорость наплавки присадочного материала.
Возможность увеличения силы тока здесь достигается тем, что при ручной сварке ток подключают к электроду в верхней его части (примерно на расстоянии 300 мм от дуги), а при автоматической — на расстоянии около 100 мм и менее от дуги. Подключение тока у конца электрода вызывает сильный нагрев всего электрода и ограничивает возможность увеличения тока. В случае подвода тока вблизи дуги это обстоятельство исключается.
Агрегат для автоматической сварки составляют: 1) мотор-генератор или трансформатор; 2) автоматическая сварочная головка, снабженная механизмом для автоматического регулирования длины дуги и подачи присадочного материала; 3) каретка и механизм передвижения сварочной головки или изделия (при неподвижной головке).
Для защиты металла от атмосферного воздуха при автоматической сварке металлическими электродами применяют флюсы или обмазки.
Флюсы подаются из бункера в виде гранулированной массы, насыпаемой на шов одновременно с подачей проволоки. Расплавленный флюс окружает место сварки, концентрируя в нем тепло, вследствие чего увеличивается количество расплавляемого основного металла, приходящегося на единицу веса присадочного.
Простейший способ нанесения ионизирующих обмазок на электродную проволоку состоит в погружении мотка ее в 10—15%-ный водный раствор ионизатора (например, поташа) с последующей просушкой. Небольшое количество остающегося на проволоке ионизатора оказывается достаточным для получения устойчивой дуги на переменном токе. Для нанесения больших количеств обмазки проволоке можно придавать, например, крестообразное сечение; проволоку такого сечения пропускают через резервуар с обмазочной пастой, заполняющей углубления в профиле проволоки.
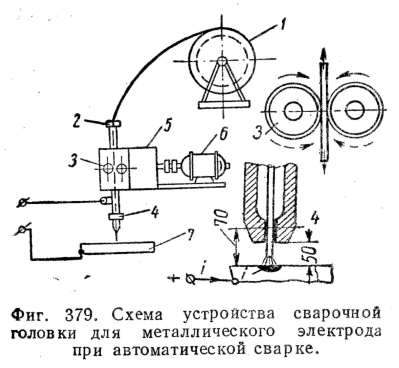
На фиг. 379 показана схема устройства сварочной головки для металлического электрода. Присадочная проволока наматывается на барабан 1 и пропускается в приемную трубку 2; ролики 3 служат для подачи проволоки к изделию 7 через бронзовый мундштук 4, к которому подключается ток: механизм коробки передач 5 получает движение от электродвигателя 6.
В настоящее время такие автоматы в России почти не применяют в связи с переходом на автоматическую сварку под слоем флюса.
Скоростная автоматическая сварка под слоем флюса. Академией наук под руководством акад. Е. О. Патона разработан способ дуговой сварки голым электродом под гранулированным флюсом, позволяющий увеличить производительность дуговой сварки в производственных условиях в 5—10 раз по сравнению с ручной.
Другими существенными преимуществами автосварки под флюсом являются:
а) более однородное и высокое качество наплавленного металла по сравнению с ручной сваркой;
б) экономия в электродной проволоке вследствие отсутствия угара и разбрызгивания металла проволоки во время сварки, а также огарков электродов (кусков электрода, остающихся в электрододержателе при ручной сварке после расплавления каждого электрода);
в) экономия электроэнергии вследствие лучшего использования тепла дуги;
г) отсутствие надобности в защитных приспособлениях для глаз сварщиков (дуга горит под слоем флюса) и специальной вентиляции, необходимой при ручной сварке качественными электродами;
д) возможность замены квалифицированных сварщиков ручной сварки менее квалифицированными, так как основные операции выполняет автомат.
Для автоматической сварки под флюсом требуется более тщательная сборка свариваемых изделий, чем при ручной сварке, и правильная настройка всей аппаратуры.
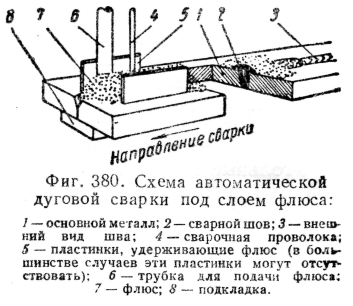
Автоматическая сварка нашла в России широкое применение не только при изготовлении изделий, имеющих сварные швы большой протяженности (сварные балки, резервуары, судовые конструкции и т. п.), но и при сварке мелких швов, например, при обварке связей котлов, шпилек, электрозаклепок и т. п. На фиг. 380 показана схема автоматической дуговой сварки под слоем флюса. Так как дуга образуется под слоем гранулированного флюса, окисления и азотирования наплавленного металла воздухом не происходит. Вследствие большой концентрации тепла под слоем флюса и повышенной силы тока, применяемого при автоматической сварке, разделка шва под автоматическую сварку отличается от обычной: для листов толщиной до 8 мм вместо скоса кромок дают зазор в 2—2,5 мм, при больших толщинах дается скос в 30—45° и зазор около 1 мм.
Для автоматической сварки под слоем флюса пользуются сварочными «тракторами». Сварочный трактор имеет самоходную тележку, на которой помещена сварочная головка. Тележка передвигается по свариваемому изделию или по специальным направляющим, передвижным рельсовым путям и т. п.
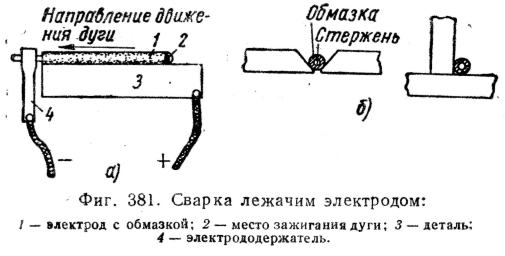
Полуавтоматическая сварка лежачим электродом. Промежуточным способом между ручной и автоматической дуговой сваркой является сварка лежачим электродом. Сущность этого способа заключается в следующем: в разделку шва укладывают толстообмазанный электрод, присоединенный к одному сварочному проводу; другой провод присоединяют к основному металлу; дуга между лежачим электродом и основным металлом возбуждается угольным или металлическим стержнем. Зажженная дуга перемещается вдоль шва по мере расплавления лежачего электрода. Такой способ не требует сложного оборудования и дает однородный, хорошего качества шов. На фиг. 381, а представлена схема этого способа сварки, на фиг. 381, б показано положение лежачего электрода при стыковом и тавровом соединении деталей.
Толщина обмазки электродов, применяемых при таком способе сварки, должна быть несколько большей, чем при обычных способах, и изготовление более тщательным в части эксцентричности нанесения слоя покрытия. К недостаткам этого способа следует отнести недостаточно глубокий провар корня шва, трудность осуществления криволинейных швов, трудность сварки по прихваткам и невозможность регулирования сечения шва при данном диаметре электрода.
Автоматическая сварка угольным электродом. Сварку можно производить открытой дугой и под слоем флюса. Автоматы, работающие на угольных электродах, отличаются от работающих на металлических только в отношении подачи электрода. Угольный электрод расходуется гораздо медленнее металлического, и горение угольной дуги по сравнению с горением металлической весьма устойчиво даже при значительном изменении ее длины, поэтому при работе с угольным электродом условия механизации процесса легче, чем при работе с металлическим.
Защита наплавленного металла при сварке открытой дугой производится посредством обмазочной пасты, которой покрывают основной металл, или при помощи подаваемого в дугу бумажного шнура, пропитанного квасцами в смеси с 25%-ным раствором поташа.
Угольные автоматы можно применять при сварке стальных листов толщиной от 1 до 10 мм. Скорость сварки листов малых толщин может достигать 80 м/час. Автоматическую дуговую сварку угольным электродом обычно ведут или без присадочного материала, или с присадочным материалом, предварительно заложенным в разделку шва.
Вследствие того, что горение угольной дуги очень устойчиво, для обслуживания двух-трех автоматов иногда достаточно одного рабочего.
Наиболее эффективной является сварка угольным электродом при соединении деталей из тонкой малоуглеродистой стали без присадочного металла на постоянном токе прямой полярности.
Скачать реферат:
Пароль на архив: privetstudent.com