Сущность процесса дуговой электросварки заключается в том, что для расплавления свариваемых деталей и присадочного материала используется тепло, развиваемое электрической дугой, возникающей в свариваемом месте или подводимой к нему извне.
Способы дуговой электрической сварки, следовательно, можно разделить на две основные группы:
1) сварка дугой прямого действия и
2) сварка дугой косвенного действия.
В первом случае изделие включается в электрическую сварочную цепь и дуга возбуждается и горит между изделием и электродом.
Во втором случае дуга горит между двумя электродами, и источник сварочного тока к изделию не присоединяется.
И в первом, и во втором случаях можно применять как металлические, так и угольные электроды. Следовательно, по материалу применяемых для сварки электродов может иметь место:
1) сварка угольным (или двумя угольными) электродом и
2) сварка металлическим электродом (или двумя металлическими электродами) .
Первым электрическую дугу для сварки металлов применил русский инженер Н. Н. Бенардос в 1882 г.; при сварке по способу Бенардоса используется тепло, развиваемое дугой, возникающей между основным металлом и подводимым к месту сварки угольным электродом. Схема сварки по этому способу, т. е. сварки угольным электродом, показана на фиг. 356, а. Дуга 3 расплавляет основной металл 1. Если требуется пополнить ванну расплавленного металла, в дугу вводится конец прутка присадочного материала 4. При способе Бенардоса обычно применяется постоянный ток. Угольный электрод 2 присоединяется к отрицательному полюсу, металл — к положительному.

В 1888 г. другим русским инженером — Н. Г. Славяновым был предложен способ электродуговой сварки, при котором угольный электрод заменяется металлическим. Схема сварки по способу Славянова, т. е. сварки металлическим электродом, показана на фиг. 356,б; при этом способе металлический электрод одновременно является и присадочным металлом. При способе Славянова может применяться как постоянный, так и переменный ток.
Существует также способ, при котором основной металл не включается в электрическую цепь и дуга является не зависимой от основного металла. На фиг. 356, в показана схема разработанного также Н. Н. Бенардосом способа сварки независимой дугой, или угольной дугой косвенного действия. Между электродами 1 возникает дуга 2, отклоняемая в сторону основного металла 3 действием электромагнита 4; 5 — присадочный пруток. В современных электрододержателях для сварки независимой дугой электромагнит 4 отсутствует, так как дуга и без последнего отклоняется собственным магнитным полем сварочного контура. Объясняется отклонение дуги тем, что плотность силовых линий магнитного потока, охватывающего дугу внутри угла, образованного электродами, больше, чем плотность снаружи этого угла.
Способ сварки угольной дугой косвенного действия в настоящее время почти не имеет практического применения. Способ сварки металлической дугой косвенного действия применяют для сварки стали небольшой толщины (от 0,5 мм) и цветных металлов. Способ сварки угольной дугой прямого действия имеет ограниченное применение; способ Славянова, т. е. дуговая сварка металлической дугой, является наиболее распространенным из всех способов сварки вообще.
Для возникновения электрической дуги при помощи короткого замыкания необходима сравнительно небольшая разность потенциалов, которая составляет около 45 в при постоянном токе и около 60 в при переменном; после возбуждения дуги напряжение падает. Для возбуждения сварочной дуги электрод замыкается на изделие на очень короткий промежуток времени (около 1/10 секунды), но достаточный для нагрева конца электрода и изделия. При коротком замыкании вследствие омического сопротивления нагреваются в месте соприкосновения (контакта) как конец электрода, так и часть изделия добела; после прекращения короткого замыкания (т. е. отдергивания электрода) отрицательный электрод (например, угольный электрод на фиг. 356, а) начинает выделять электроны, которые с большой скоростью устремляются к положительному электроду (т. е. к изделию на фиг. 356, а) и бомбардируют его. Кинетическая энергия электронов переходит в теплрвую, и место столкновения электронов с анодом, т. е. с изделием (на фиг. 356, а) сильно нагревается. Положительно заряженные ионы, находящиеся в газовом промежутке между электродами (в столбе дуги), притягиваются катодом и, ударяясь о него, нагревают его; в результате нагрева катод сохраняет способность к дальнейшему выделению электронов, и, таким образом, дуга будет поддерживаться.
При переменном токе условия возникновения и поддержания дуги остаются теми же, что и при постоянном, с той разницей, что в этом случае вследствие периодического изменения напряжения происходят перерывы течения тока и, следовательно, уменьшается ионизация газового пространства между электродами; уменьшение степени ионизации газового промежутка уменьшает стабильность дуги.
При питании дуги переменным током и пользовании металлическим электродом зажигание дуги затрудняется вследствие больших потерь тепла как в электроде, так и в основном металле; для улучшения условий зажигания дуги, питаемой переменным током, необходимо поддержание ионизации газового промежутка между электродами и после затухания дуги. Одним из средств,
применяемых для этого, является покрытие (обмазка) металлических электродов легко ионизирующимися веществами, как мел, поташ и др.
Напряжение между электродами, необходимое для горения дуги, зависит от длины дуги, материала электрода, силы тока, характера и давления газовой среды; оно может быть определено из эмпирической формулы
![]()
где l— длина дуги в мм;
I — сила тока в а;
а, Ь, с и d коэфициенты, зависящие от материала электродов, характера
и давления газовой среды, рода тока.
Так как последний член этого уравнения при значительных силах тока, применяемых при сварке, имеет небольшую величину, написанное выше уравнение можно представить в упрощенном виде:
![]()
Таким образом, напряжение мало зависит от силы тока и находится в прямой зависимости от длины дуги.
На фиг. 357 показана зависимость между напряжением и силой тока для дуги между металлическими (стальными) электродами при длине дуги 5 мм; из этого графика видно, что напряжение при одинаковых прочих условиях зависит главным образом от длины дуги; так, для дуги длиной 5 мм напряжение при силе тока, начиная с 30 а, перестает заметно изменяться. Это можно видеть и из формулы v =а +. bl, если подставить в нее соответствующие разбираемому случаю величины: для железных электродов и воздушной среды а — 15,5 и b — 2,5; тогда v = 15,5 + 2,5·5 = 28.
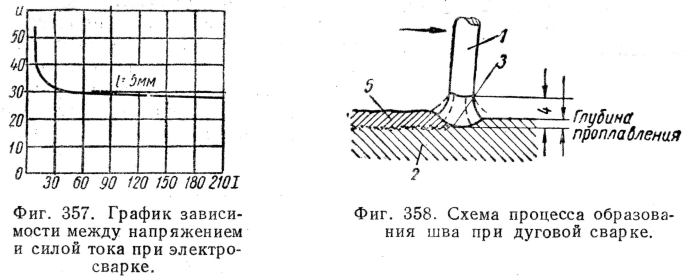
Дуга, образовавшаяся между электродом 1 и основным металлом 2, расплавляет основной металл; в расплавленном металле непосредственно под дугой образуется углубление—кратер 3 (фиг. 358). Расстояние от конца электрода
до дна кратера называется длиной дуги; при сварке металлическим электродом оно не должно превосходить 3—4 мм, так как при более длинной дуге сильно увеличивается взаимодействие между расплавленным металлом электрода и воздухом, ведущее к понижению механических качеств наплавленного металла 5. При угольном электроде дугу поддерживают длиной не менее 15—20 мм, так как при короткой дуге наплавленный металл сильно науглероживается.
Скачать реферат:
Пароль на архив: privetstudent.com