Электрохимической дуговой называется сварка, при которой нагрев металла производят электрической дугой, а также теплом, выделяющимся при химических процессах.
Атомно-водородная сварка. Атомно-водородной сваркой называется сварка, в процессе которой нагревание металла производят дугой косвенного действия, а также теплом, выделяющимся при образовании из атомного водорода молекул этого газа по реакции 2Н»« Н2 + 100 600 кал. Водород, который подводится к электрической дуге из баллона, находится в обычном молекулярном состоянии. Под влиянием высокой температуры дуги происходит диссоциация молекулярного водорода Н2«» 2Н —100 600 кал. Соприкасаясь со сравнительно холодной поверхностью металла и с не расщепленными молекулами водорода, атомный водород (Н) опять переходит из атомной формы в молекулярную (Н2). При этом происходит выделение ранее поглощенного тепла. В результате получается пламя с очень высокой температурой — около 3700°, которое и используется для плавления — сварки металла.
При этом способе сварки дуга возбуждается между двумя угольными или вольфрамовыми электродами (чаще применяют вольфрамовые электроды), поставленными один к другому под углом 45—60°. Так как температура плавления вольфрама около 3600°, а нагрев электродов достигает не больше 3000°, то вольфрамовые электроды не плавятся, а только «распыливаются» в процессе работы дуги.
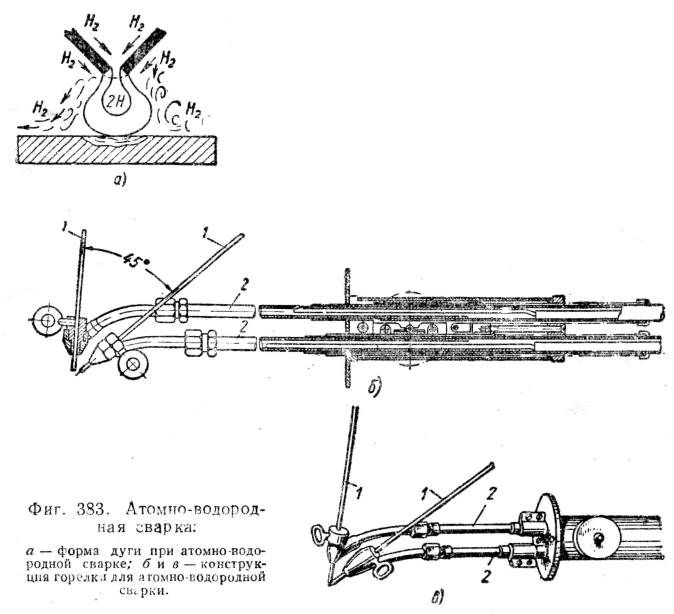
Электроды укреплены в соплах (фиг. 383), через которые поступает водород. Под действием собственного магнитного поля и струи водорода дуга отклоняется и приобретает форму веера. Процесс отклонения дуги и получаемая дугой форма показаны схематически на фиг. 383, а. Конструкция аппарата (горелки) для атомно-водородной сварки показана на фиг. 383, б, где 1 — вольфрамовые электроды и 2 — трубки, через которые подается к дуге из баллона водород. На фиг. 383, в показан внешний вид такой горелки; обозначения те же, что и на фиг. 383, б. Атомно-водородную сварку можно производить как без присадочного металла (для листов толщиной до 2 мм), так и с присадочным металлом.
При атомно-водородной сварке для зажигания дуги требуется напряжение до 300 в; рабочее напряжение—от 60 до 120 в. Необходимость применения повышенных напряжений обусловливается высокой температурой плавления и испарения вольфрама, высоким потенциалом ионизации водорода и охлаждающим действием водорода на дугу. Для компенсации этого необходимо увеличение разности потенциалов.
Сила тока, применяемого при атомно-водородной сварке, составляет 20—70 а; она зависит главным образом от толщины свариваемого материала. Расход водорода определяется мощностью дуги и, следовательно, также зависит от, толщины свариваемого материала. При сварке стальных листов толщиной от 2 до 5 мм сила тока составляет 20—40 а, а расход водорода около 350—800 л/час, для листов толщиной от 5 до 8 мм приведенные выше цифры увеличиваются для тока до 55 а и для водорода до 1000 л/час. Ресход вольфрамовых электродов на 1 м длины шва при толщине листов 3 мм составляет около 0,5 г, при толщине листов 10 мм — около 2 г. При сварке алюминиевых листов расход материала резко увеличивается.
Соприкосновение с жидким металлом водорода обеспечивает восстановление окислов, вследствие чего качество шва повышается.
В России для атомно-водородной сварки, кроме водорода, применяют также азотно-водородную смесь, получаемую диссоциацией аммиака при температуре около 600°.
Процесс атомно-водородной сварки ведут следующим образом: 1) к электродам подают водород или азотно-водородную смесь; 2) включают ток; 3) веерообразный факел дуги направляют на основной металл; 4) после того как основной металл расплавится, в образовавшуюся ванну вводят конец присадочного прутка. Электроды в процессе работы укорачиваются, и расстояние между ними увеличивается; при передвижке обгоревших электродов предварительно выключают ток.
Так как при атомно-водородной сварке пользуются напряжением 300 в, сварщик во избежание электрического удара должен быть особенно осторожен.
Атомно-водородную сварку можно применять при работах со всеми сортами сталей небольшой толщины и главным образом со сплавами цветных металлов. Атомно-водородная сварка в значительной степени вытесняется в настоящее время аргоно-дуговой сваркой.
Положительными сторонами атомно-водородной сварки являются высокие механические качества шва и отсутствие надобности в обмазке электродов; к отрицательным относятся дефицитность материала электродов, громоздкость горелок, не всегда позволяющая вести работу по сварке сложных конструкций, неудобство и опасность работы с высоким напряжением.
Газо-электрической сваркой называют такой способ сварки, при котором металл нагревается одновременным действием электрической дуги и газовой горелки. При таком способе достигается высокий нагрев металла и защита его от воздействия окружающего воздуха восстановительным пламенем горелки. Сварку ведут металлическим электродом. Сварщик держит в правой руке горелку и в левой электрод; сварку ведут правым способом.
На фиг. 384 показана схема газо-электрической сварки.

Так как горение дуги при этом способе сварки происходит в пламени газовой горелки, электроды покрывают специальной обмазкой, улучшающей ионизацию газового промежутка дуги в этих условиях.
Такой способ сварки применяют для стальных листов толщиной не менее 3 мм, так как вследствие сильного нагрева металла более тонкие листы расплавляются.
Высокая температура вызывает образование весьма жидкой ванны металла, вследствие чего газо-электрическую сварку удобно применять только при сварке в нижнем положении.
Газо-электрическая сварка в России почти не применяется.
Скачать реферат:
Пароль на архив: privetstudent.com