Изготовляемые сваркой изделия получают иногда значительные деформации, делающие их непригодными. Сварные изделия могут иметь или местные коробления, или прогиб всего изделия.
Причиной коробления сварных изделий являются внутренние напряжения (или, как теперь принято называть, собственные напряжения), которые возникают вследствие неравномерного нагрева свариваемого изделия, усадки наплавленного металла при переходе его из жидкого состояния в твердое, и структурных изменений, происходящих при изменении температуры металла в процессе сварки. Собственные напряжения могут вызвать в сварных изделиях появление горячих (в процессе сварки) или холодных трещин.
При всех видах и способах сварки необходимо иметь в виду возможность коробления сварных изделий или даже появления в них трещин. Поэтому в технологическом процессе сварки должны быть предусмотрены меры, предупреждающие появление внутренних напряжений или компенсирующие в той или иной степени их влияние.
Мерами предупреждения или уменьшения коробления сварных изделий являются:
1) интенсивное охлаждение места сварки; для этого свариваемое изделие помещают на медные подкладки, на него накладывают смоченный водой асбест и др.;
2) сварка участками с таким расчетом, чтобы деформация одного участка уничтожала или уменьшала деформацию другого:
3) метод обратных деформаций, заключающийся в том, что свариваемым деталям до сварки дают деформацию, обратную той, которая будет ими получена при сварке; пример применения этого метода приведен на фиг. 350, а; здесь показана схема сварки листов, расположенных в горизонтальной плоскости, под небольшим углом (расхождение краев на противоположном началу сварки конце около 1—2% длины шва); в процессе сварки разведенные края листов сходятся, и коробление устраняется;
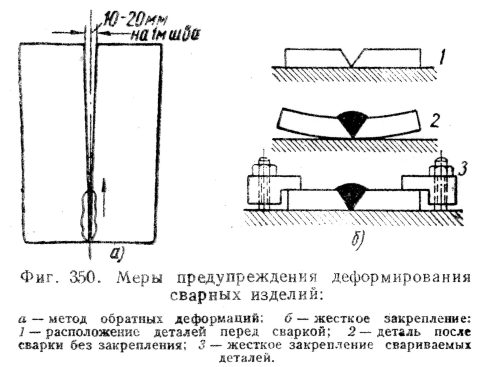
4) жесткое закрепление свариваемых деталей (схема 8 на фиг. 350, б), препятствующее их перемещению, в результате чего внутренние напряжения вызывают пластическую деформацию нагретого металла шва после освобождения детали. Для получения недеформированного изделия необходимо при закреплении изделия придать ему обратную деформацию (практически равную той, которая изображена на схеме 2 фиг. 350, б). После освобождения от зажимов в последнем случае деформация уже не будет иметь места. Причина появления деформации изделия при сварке без закрепления согласно схеме 1 фиг. 350, б, заключается в том, что равнодействующая поперечной усадки треугольного сечения шва не совпадает с центром тяжести (серединой толщины) листа и создает момент, изгибающий изделие.
Необходимо отметить, что при жестком закреплении изделия во время сварки, препятствующем поперечной усадке шва, могут возникнуть напряжения, превосходящие предел прочности металла и приводящие, следовательно, к трещинообразованию, разрушению изделия. Чем больше расстояние между зажимами, тем меньше напряжения в свариваемом изделии, и наоборот.
Скачать реферат:
Пароль на архив: privetstudent.com