Степенью вытяжки называется отношение длины металла после прокатки к длине его до прокатки. Если обозначим через F площадь поперечного сечения полосы до прокатки, F1 — площадь поперечного сечения полосы после прокатки и, соответственно, длину металла через L и L1, то вследствие постоянства объема получим
где у — степень вытяжки.
Отношение разности площади сечения полосы до прокатки и после прокатки к площади сечения полосы до прокатки называется относительной вытяжкой
![]()
где е — относительная вытяжка.
Величина относительной вытяжки колеблется в пределах от 4 до 50%; emin — в отделочных станах, еmax — в проволочных.
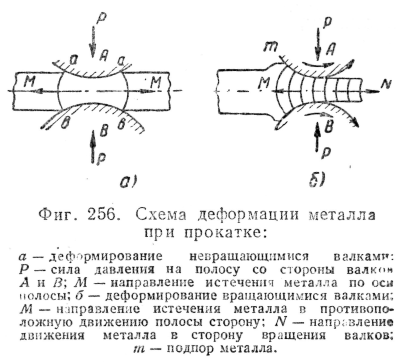
Разность высот полосы до и после прокатки называется обжатием; относительным обжатием называется отношение этой разности к высоте полосы до обжатия
![]()
где Н — высота полосы до прокатки;
h — высота полосы после прокатки; ф — относительное обжатие.