Курсовой проект
Проектирование ГПС для изготовления деталей заданной номенклатуры
Аннотация
Данный курсовой проект содержит 33 страницы, 18 формул, 16 рисунков, 6 источников. Графическая часть выполнена на одном листе формата А1.
В данном проекте описаны основные этапы проектирования участков ГПС с помощью программного обеспечения «Каскад». Так же реализованы возможности этой программы при моделировании ГПС с различным расположением станков.
Содержание
Введение………………………………………………………………………………...4
1 Расчет основного технологического оборудования………………………………..6
1.1 Выбор моделей станков…………………………………………………………...6
1.2 Расчёт числа станков……………………………………………………………….9
2 Расчет автоматизированного склада заготовок…………………………………...12
2.1 Расчёт ёмкости склада по стоимости станко-часа ГПС………………………...12
2.2 Расчет емкости склада методом экспресс-анализа……………………………...14
2.3 Упрощенный метод расчет емкости склада……………………………………..16
2.4 Расчет вероятностей риска нехватки позиций на складе для размещения всех заготовок………16
3 Расчет потребности ГПС в режущих инструментах……………………………...18
4 Разработка планировки ГПС……………………………………………………….20
4.1 Разработка планировки ГПС с расположением станков в одну линию……….21
4.2 Разработка планировки ГПС с расположением станков в две линии…………23
5 Моделирование работы ГПС в среде системы "Каскад"………………………...26
5.1 Моделирование ГПС с расположением станков в две линии………………….27
5.2 Моделирование ГПС с расположением станков в одну линию………………..28
Заключение…………………………………………………………………………….32
Список использованных источников………………………………………………...33
Введение
Развитие современного машиностроения претерпевает фундаментальные изменения с новым, качественно отливающимся этапом автоматизации машиностроительного производства.
Автоматизация в машиностроении в первой половине XX века касалась в основном массового производства, и только с появлением в 50-х годах станков с числовым программным управлением автоматизация стала развиваться в единичном, мелко- и среднесерийном производстве.
Однако в этих производствах автоматизация не дала пока такого эффекта, как в массовом производстве, ни по повышению производительности труда, ни по снижению себестоимости. А вместе с тем более 80% всей продукции выпускается именно в серийном, мелкосерийном и единичным производстве.
Доля серийного и мелкосерийного производств непрерывно растет в связи с более быстрым устареванием и сменяемостью выпускаемой продукции.
Эта тенденция ограничивает возможности автоматизации массового производства на базе автоматической линий. Автоматическая линия, предназначенная для выпуска одного фиксированного для нее изделия, перестала быть прогрессивным средством производства, поскольку сдерживает переход на выпуск новых, более современных изделий.
Поэтому особую актуальность в последние десятилетия приобрела так называемая гибкая автоматизация единичного, мелко- и среднесерийного производства. Это связано с быстрым старением и сменяемостью выпускаемой продукции. Гибкая автоматизация направлена на создание гибких производственных систем (ГПС) - комплексов оборудования различного целевого назначения, управляемых от ЭВМ.
ГПС включает в себя два основных комплекса: производственный (ПК) и управляющий вычислительный комплекс (УВК), управляющий потоками информации, заготовок, инструментов. В свою очередь ПК включает в себя технологический комплекс (ТК) - совокупность ГПМ и других видов технологического оборудования и систему обеспечения его функционирования в автоматическом режиме.
Внедрение ГПС имеет для промышленности поистине революционное значение, поскольку вызывает резкое сокращение себестоимости продукции, изготовляемой в условиях мелкосерийного производства.
В то же время результатом внедрения ГПС является значительное сокращение потребностей машиностроения в рабочей силе.
Именно ГПС, а не промышленные роботы знаменуют собой начало этапа научно-технической революции, который позволит в машиностроение достигнуть уровня автоматизации, давно существующих в перерабатывающих отраслях.
Основное преимущество ГПС состоит в том, что они представляют реальную возможность резкого снижения значительных скрытых производственных затрат, например, на незавершенное производство, и таких накладных расходов, как оплата труда вспомогательных рабочих. Применение ГПС также приводит к созданию безлюдного производства, но все же в большинстве случаев их преимущества чаще проявляются в уменьшении накладных расходов, чем в сокращении стоимости рабочей силы.
Таким образом, создание и использование гибких автоматизированных производств, следует рассматривать как качественно новый уровень развития современного машиностроения
Дело в том, что ГПС является сложной системой, эффективность которой весьма чувствительна к малым изменениям структуры и характеристик оборудования, к параметрам технологических процессов и организационным решениям. Поэтому несущественные, на первый взгляд, погрешности при проектировании могут вызвать значительные отклонения в эффективности системы при эксплуатации.
Современным средством проверки качества комплекса решений, принимаемых при создании и использовании ГПС, является моделирование протекающих в них производственных процессов. Сокращение или полное устранение внутренних потерь позволяет оптимизировать проектные параметры ГПС, а сокращение внешних потерь - минимизировать эксплуатационные издержки. Тем самым обеспечивается возможность создания ГПС с заданным свойством - минимальным сроком окупаемости капитальных затрат.
1 Расчет основного технологического оборудования
Технологическим оборудованием производственной системы называется оборудование, непосредственно выполняющее технологические операции, или, другими словами, оборудование, непосредственно выполняющее ту задачу, для решения которой предназначена система.
Проектирование системы технологического оборудования включает два этапа: а) выбор моделей станков, б) расчет числа станков каждой модели.
1.1 Выбор моделей станков
Модели станков выбираются уже при разработке технологии изготовления деталей, для выполнения которых и проектируется система.
Рациональная номенклатура возможных моделей станков ограничивается, как правило, их технологическими возможностями, габаритами рабочей зоны, стыкуемостью средств автоматизации загрузки и управления.
Изготавливаемые детали (таблица 1) относятся к корпусным деталям.
Основным оборудованием для деталей данной группы являются станки сверлильно-фрезерно-расточной группы (обрабатывающие центры).
Таблица 1 – Годовая программа изготавливаемых деталей
|
Наименование детали, шифр |
Габаритные размеры, мм. |
Станкоемкость деталеустановки, мин. |
Годовая программа выпуска, шт. |
|
Крышка тормозного барабана |
340х320х280 |
1-я ДУ- 32,25 |
19000 |
|
Корпус кулисного механизма 334012 |
470х420х350 |
1-я ДУ-29.87 |
9000 |
|
Корпус БД 8.020.98 |
450х360х300 |
1-я ДУ- 10,51 2-я ДУ-4,23 |
11600 |
|
Корпус подшипника ШВА 01.03.01 |
240×230х180 |
1-я ДУ- 4,81 |
17000 |
|
Корпус П 943-1-32-403 |
400×350х270 |
1-я ДУ- 9,36 |
12800 |
|
Палец кулисы 7Б35.40.37 |
450×420х400 |
1-я ДУ- 5,97 2-я ДУ- 2,72 |
7000 |
|
Корпус привода 1ДУ |
350×240х200 |
1-я ДУ- 5,5 |
5000 |
Все станки выбираем одной модели, что позволяет снизить риск «нестыковки» средств автоматизации и управления, затраты на переналадку оборудования, а также получить более простую расчетную схему ГПС. Наибольшими габаритами обладает деталь «Корпус кулисного механизма 334012» 470х420х350, поэтому в качестве основного технологического оборудования для участка механической обработки ГПС принимаем горизонтальный обрабатывающий центр ИР500МФ4, размеры рабочей зоны которого позволяют обработать любую деталь из предложенных.
Сверлильно - фрезерный - расточной станок ИР500МФ4. Предназначен для обработки корпусных деталей на поворотном столе. На станке производится сверление, зенкерование, развертывание, растачивание точных отверстий по координатам, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками. Класс точности станка Н.
Все узлы станка смонтированы на общей жесткой станине. Бесконсольная шпиндельная бабка расположена внутри портальной стойки. Поворотный индексируемый стол перемещается по отдельной станине. Перемещение подвижных узлов осуществляется от высокомоментных электродвигателей с постоянными магнитами, что обеспечивает стабильность времени разгона и торможения (в пределах 0,2 с). Комбинированные направляющие состоят из высокоточных роликовых опор, установленных с предварительным натягом, и накладок, изготовленных из антифрикционного полимерного материала, обладающего низким коэффициентом трения и высокой демпфирующей способностью.
Горизонтальный шпиндель станка смонтирован в отдельном корпусе на двух прецизионных подшипниках (один — с цилиндрическими роликами, другой упорно-радиальный), это способствует достижению высокой точности, жесткости и виброустойчивости. Зажим инструмента в шпинделе гидромеханический. Привод шпинделя осуществляется от электродвигателя постоянного тока через двухступенчатую коробку скоростей. В пределах 2 - 184 мин-1 регулирование частоты вращения производится при постоянном моменте, а в пределах 184—3000 об/мин — при постоянной мощности. Автоматическая ориентация шпинделя с управлением от системы ЧПУ позволяет осуществлять серию технологических циклов, в которых необходимо отвести резец от рабочей поверхности в точно определенную позицию, не повредив изделие.
Встроенный поворотный делительный стол позиционируется в автоматическом режиме. Для установки и крепления детали на поверхности стола предусмотрена координатная сетка резьбовых отверстий. Отдельно стоящее гидромеханическое поворотное (на 180°) устройство автоматической смены столов-спутников позволяет исключить из технологического цикла время на установку и снятие детали. Устройство автоматической смены инструментов, расположенное вне рабочей зоны, состоит из инструментального магазина барабанного типа с кодированными гнездами и манипулятора. Выбор инструментов возможен в любой последовательности.
Для питания гидравлических устройств станка служит аксиально-поршневой насос переменной производительности с автоматическим регулированием расхода масла. В гидросистеме станка имеется гидроаккумулятор с эластичным мешком, обеспечивающий уравновешивание шпиндельной бабки. Все трущиеся детали станка и подшипники шпинделя смазываются посредством централизованной автоматической дозированной системы смазки; смазка зубчатых колес и подшипников главного привода непрерывная циркуляционная. СОЖ подается в зону резания, причем управление насосной установкой осуществляется от системы ЧПУ.
В станке применена трёх координатная комбинированная система ЧПУ с линейной и круговой интерполяцией (число одновременно управляемых координат 2). Программа может вводиться в устройство ЧПУ на перфоленте или вручную (с помощью буквенно-цифровой клавиатуры на пульте), а также посредством программного накопителя, телетайпа или от центральной ЭВМ. В качестве датчиков обратной связи по всем координатам использованы резольверы, установленные на валу электродвигателей. Дискретность задания размеров 0,002 мм.
Рисунок 1 – Габаритные размеры станка ИР500МФ4
Таблица 2 –Технические характеристики ИР500МФ4
|
Параметр |
Значение |
|
Наибольшая масса обрабатываемого изделия, кг |
700 |
|
Размеры рабочей поверхности стола, мм |
500´500 |
|
Число индексируемых позиций стола |
72 |
|
Точность поворота стола, угл. с |
±3 |
|
Пределы частоты вращения шпинделя (89 ступеней), об/мин |
21,2-3000 |
|
Наибольший крутящий момент на шпинделе, кгс*м |
70 |
|
Мощность главного привода, кВт |
14 |
|
Точность позиционирования по осям X, V, 2., мм |
0.025 |
|
Пределы подач стола, шпиндельной бабки, стойки, мм/мин |
1—2000 |
|
Наибольшее усилие подачи, кгс. |
1000 |
|
Скорость быстрого хода подвижных узлов, мм/мин |
10000 |
|
Число инструментов в магазине |
30 |
|
MAX Æ инструмента, мм: при загрузке магазина без пропуска гнезд то же при пропуске одного гнезда |
110 125 |
|
Наибольший вылет инструмента от торца шпинделя, мм. |
300 |
|
Наибольшая масса оправки с инструментом, кг |
15 |
|
Время смены инструмента, с. |
6 |
|
Габарит станка (длина´ширина´высота), м |
6.0´7.98´3.1 |
|
Масса (без электрошкафов, устройства ЧПУ, гидростанции и принадлежностей), кг. |
12500 |
1.2 Расчёт числа станков
Расчёт числа станков каждой модели основан на балансе эффективного (расчетного) годового фонда времени работы станков и номинальной трудоемкости годовой производственной программы деталеустановок обрабатываемых на станках данной модели:
Ср. = Tн / Fo × k, (1)
где Ср – число станков
k – коэффициент использования оборудования, k = 0.9.
Fo – эффективный годовой фонд времени работы станков
Tн – номинальная трудоемкость годовой производственной программы деталеустановок.
Номинальная трудоемкость годовой производственной программы Tн в данном случае рассчитывается по формуле:
|
(2)
где tштi,j - штучное время (трудоемкость) j-ой технологической операции в технологическом процессе обработки i-ой заготовки;
mi - число технологических операций в техпроцессе i-ой заготовки, выполняемых на станках данной модели;
Ni - годовая программа выпуска деталей i-го наименования;
L - номенклатура заготовок в производственной программе, обрабатываемых на станках данной модели;
Fo – эффективный годовой фонд времени работы станков данной модели.
Рассчитывается по нормативам в зависимости от массы и уровня автоматизации станков.
Для ГПС эффективный годовой фонд времени работы можно рассчитать по формуле:
Fo = Fcут × d, (3)
где Fcут - суточный фонд времени работы оборудования ( две смены по восемь часов), мин;
d - количество дней работы в году (320).
Находим номинальную трудоемкость производственной программы по формуле (2):
Т1 = 3000 × 32,25 = 96750 мин.;
Т2 = 9000 × 29,87 = 268830 мин.;
Т3 = 9000 × (10,51 + 4.23) = 132660 мин.;
Т4 =17000 × 34,66 = 589220 мин.;
Т5 =12800 × 9,36= 119808 мин.;
Т4 =7000 × (5,97 + 2,72) = 60830 мин.;
Т5 =5000 × 5,5 = 27500 мин.
Тн = Т1 + Т2 + Т3+ Т4 +Т5 = 96750 + 268830 + 132660 + 589220 + 119808 +
+ 60830 + 27500 = 1295598 мин.
Рассчитываем эффективный фонд времени работы оборудования по
формуле (3):
Fо = 2 × 8 × 60 × 320 = 307200 мин.
Определяем расчетное число станков по формуле (1):
Ср= 1295598 / (307200 × 0.9) = 4,68 штук.
Принятое число станков Ср = 5, получается округлением расчетного в большую сторону.
2 Расчет автоматизированного склада заготовок
Автоматизированный склад ГПС служит для хранения запаса палет с заготовками, необходимых для обеспечения бесперебойной работы станков в течение планируемого цикла их автономной работы. Условная стоимость одной позиции такого склада вместе с палетой составляет 1500–2500 руб.
Расчет емкости склада на ранних стадиях проектирования необходим для выявления его размеров и компоновки при разработке вариантов планировки участка.
Расчет сопряжен с определенными трудностями. Дело в том, что в многономенклатурном производстве в разные смены могут изготавливаться разные детали с различной станкоемкостью, а, следовательно, и число палет с заготовками варьируется от смены к смене. Ошибки расчета могут привести к созданию склада с недостаточной или избыточной емкостью. Нехватка позиций на складе для размещения ДУ ведет к простоям оборудования из-за отсутствия заготовок, избыточная емкость склада - к неоправданному увеличению затрат на его создание и эксплуатацию.
Рассмотрим три метода расчета емкости склада ГПС: расчет емкости склада по стоимости станко-часа ГПС, расчет емкости склада методом экспресс-анализа и упрощенный метод расчета склада.
2.1 Расчёт ёмкости склада по стоимости станко-часа ГПС
При заданных значениях времени обработки деталеустановок t1 , t2, ..., tL из закрепленной за ГПС номенклатуры L выявляются те, которые имеют наименьшее tштmin и наибольшее tштmax время обработки. Выявленные значения времени используются для расчета предельных значений числа позиций склада:
|
где Nmin, Nmax - наибольшее и наименьшее возможное число ДУ в составе сменного задания (СЗ), для размещения которых требуется соответствующее количество палет и позиций в накопителях, шт.;
F - планируемая длительность цикла безлюдной работы ГПС, мин.;
Сп - принятое число станков, шт.
Nmin = 480 × 5 / 34,66 = 69;
Nmax = 480 × 5 / 2,72 = 882.
При каждом числе позиций в накопителях участка Ni из интервала
возможных значений Nmin…Nmax рассчитываются вероятные простои станков Тпр из-за нехватки ДУ.
С учетом выявленных простоев рассчитывается стоимость станко – часа работы ГПС. В качестве оптимальной принимается емкость склада, при которой стоимость станко – часа минимальна.
Расчет емкости склада с использованием данного метода осуществляем вводом исходных данных в систему «Каскад \ Аналитический расчет \ Накопители ДУ» (рисунок 2).
Рисунок 2 – Исходные данные для расчёта ёмкости
склада по стоимости станко – часа ГПС
После коррекции исходных данных запускаем запускаем систему нажатием клавиши «R». После завершения операции выдается экран с табличным и графическим представлением результатов в соответствии с рисунком 3.
Рисунок 3 – Результаты расчета склада по стоимости станко – часа работы ГПС в
системе «Каскад»
Принимаем число ячеек склада N1 = 224 шт., так как стоимость станко –
часа работы ГПС в этом случае минимальна 214,19 руб.
2.2 Расчет емкости склада методом экспресс-анализа
В основу алгоритма расчета положен метод итерационного формирования возможных вариантов сменного задания (СЗ).
Суть метода: известна номенклатура L деталеустановок, изготовление которых осуществляется или планируется на данном станке. Для каждой ДУ известно время ее изготовления t1 , t2 , ... , tL . Задана также длительность
|
цикла безлюдной работы станка F и допустимое время его недогрузки dF. Сочетание заготовок N1 + N2 +...+ NL считается возможным вариантом СЗ, если выполняется условие:
где Cп - число станков в составе ГПС, шт;
t i - оперативное время обработки заготовки по i-му техпроцессу, мин;
Ni - число заготовок в партии запуска по i-му техпроцессу, шт;
L - номенклатура технологических процессов в производственной программе ГПС, шт;
F – время цикла безлюдной работы ГПС, мин.
Методом итерационного перебора значений Ni из интервалов их допустимых значений выявляются возможные варианты сочетаний заготовок в сменном задании.
Если сформированный набор ДУ не удовлетворяет граничным условиям, то он отбрасывается, и формируется новый набор. Если удовлетворяет, то считается возможным вариантом СЗ и для него рассчитывается номенклатура и количество деталеустановок, номенклатура и количество требуемых режущих инструментов, а так же вероятностное распределение машинного и оперативного времени технологических переходов.
После того, как сформированы все возможные варианты СЗ, начинается их статистическая обработка. Результатом обработки являются практическая кривая распределения количества ДУ в сменном задании и кривая вероятной потребности ДУ на цикл безлюдной работы ГПС.
Число позиций на складе N2 выбирается для размещения 85 % всех ДУ согласно кривой вероятной потребности.
Расчет емкости склада с использованием данного метода осуществляем вводом исходных данных в систему «Каскад \ Аналитический расчет \ Экспресс – анализ \ Исходные данные. Старт» (рисунок 4).
Рисунок 4 – Исходные данные для расчета емкости склада методом экспресс-
анализа
После коррекции исходных данных запускаем запускаем систему нажатием клавиши «R». Для просмотра результатов расчета следует войти в раздел «Каскад \ Аналитический расчет \ Экспресс – анализ \ Анализ обрабатываемых ДУ»
Рисунок 5 – Гистограмма распределения и вероятностная кривая
распределения заготовок в составе сменного задания.
Расчетное число позиций на складе по данному методу N2 = 222 шт., что соответствует 85% вероятности выполнения СЗ (рисунок 5).
2.3 Упрощенный метод расчет емкости склада
При возможности размещения в складе 85 % от наибольшего числа заготовок вероятность выполнения СЗ составляет 95 - 97 %. Дальнейшее увеличение числа позиций склада, видимо, нецелесообразно, так как увеличение капитальных затрат дополнительно на 15 % позволит лишь на 3 - 5 % расширить возможный состав СЗ.
Практический вывод состоит в том, что число позиций на складе заготовок следует принимать на 15 % меньше наибольшего возможного числа заготовок в СЗ. Зная минимальную станкоемкость ДУ из производственной программы tштmin , продолжительность смены F и число станков на участке Cп определим число позиций на складе N3 по формуле:
|
N3 = ( 480 × 5 / 2,72 ) × 0,85 = 750 шт.
Окончательный выбор и принятие числа позиций на складе деталеустановок проводим после расчета вероятностей риска нехватки позиций на складе для каждого метода.
2.4 Расчет вероятностей риска нехватки позиций на складе для размещения всех заготовок
Расчет вероятностей риска нехватки позиций на складе проводится по формуле:
(8)
Для метода расчета емкости склада по стоимости станко-часа работы ГПС, риск нехватки позиций на складе составляет:
Для метода экспресс-анализа:
Для упрощенного метода расчета емкости склада:
По полученным данным, два метода расчета обладают практически равными вероятностями риска нехватки позиций на складе (» 75%), при этом число позиций соответственно равно 224 и 222. Упрощенный метод заранее является не приемлемым, т.к. очень мала величина оперативного времени работы станка. Принимаем число позиций на складе равным 224 шт.
3 Расчет потребности ГПС в режущих инструментах
Расчет потребности в инструментах необходим для выбора состава и емкости накопителей, обеспечивающих размещения запаса режущих инструментов, требующихся на цикл безлюдной работы ГПС.
Ошибки определения потребности в инструментах ведут к ошибкам при проектировании автоматического склада режущих инструментов, а также при выборе типов и характеристик средств автоматической доставки режущих инструментов к станкам.
Ошибки при проектировании автоматизированной системы инструментального обеспечения приводят к экономическим потерям при эксплуатации ГПС.
Потребность ГПС в режущих инструментах рассчитываем с помощью системы моделирования "Каскад". Расчет производим для одного станка, а полученный результат умножаем на количество станков на участке, для получения проектной потребности всего участка ГПС в режущих инструментах.
Проектную потребность в РИ выбираем по вероятностной кривой с условием обеспечения любой потребности ГПС в режущих инструментах на
85 %.
Вводим исходные данные в раздел «Каскад \ Аналитический расчет \ Экспресс – анализ \ Исходные данные. Старт» (рисунок 6).
Рисунок 6 – Исходные данные для расчета потребности ГПС в режущих
инструментах
После коррекции исходных данных запускаем запускаем систему нажатием клавиши «R». Для просмотра результатов расчета следует войти в раздел «Каскад \ Аналитический расчет \ Экспресс – анализ \ Номенклатура и количество РИ».
Рисунок 7 – Гистограмма распределения и вероятностная кривая потребности
ГПС в режущих инструментах
Максимальное суммарное число всех режущих инструментов, необходимых для выполнения сменного задания, IΣmax = 66 ∙ 5 = 330 шт. при дискретности 12, следовательно проектная потребность в РИ определяется по формуле:
Nри = 0,85 × IΣmax (9)
Nри = 0,85 × 330 = 280,5 ≈ 281 шт.
Вероятность риска нехватки инструментов определяется по формуле:
(10)
Принимаем количество необходимого режущего инструмента равным 281 шт.
4 Разработка планировки ГПС
Разработку альтернативных вариантов планировки оборудования ГПС можно начинать, определившись с составом оборудования (модели и число используемых станков, КИМ, моечной машины), а также рассчитав необходимую емкость накопителей заготовок и режущих инструментов.
При создании участков с числом станков до 10 штук (типичное для ГПС число станков) оборудование располагается в одну или две линии. Автоматические склады ДУ и РИ, в зависимости от их емкости, могут исполняться одно- и многоярусными, одно- и многорядными. Компоновка склада предполагает использование транспортных средств определенного типа.
Для доставки заготовок из линейного склада к станкам используются одно- или двухпозиционные транспортные тележки (робокары), рельсовые и безрельсовые.
Склады многоярусной компоновки отличаются большой вместимостью при минимальной занимаемой площади. Число ярусов может ограничиваться высотой здания или величиной вертикальных перемещений обслуживающего крана-штабелера (КШ). Доставка заготовок к станкам может осуществляться непосредственно кран-штабелером либо робокаром, осуществляющим обмен ДУ между станками и перегрузочной позицией склада.
4.1 Разработка планировки ГПС с расположением станков в одну линию
Станки выстраиваем в одну линию. Расстояния l между станками выбираем в зависимости от наибольшего габаритного размера станка. Принимаем, что l = 1300 мм. Рассчитаем общую длину участка Lуч 1лин по формуле:
Lуч 1лин = Lст × 5 + l × 4 (11)
где Lст – длина станка
5 – число станков на участке
l – расстояние между станками
4 – количество проходов между станками
Lуч 1лин = 6060 × 5 + 1300 × 4 = 35500 мм.
Проверяем возможность использования линейного склада ДУ. Длина такого склада L1 не должна превышать длину участка:
L1 ≤ Lуч, (12)
L1 = 11 ´ N, (13)
где N - число позиций на складе ДУ, шт;
11 - расстояние между осями соседних позиций склада, м.
L1 = 600 × 224 = 134400 м.
134400 > 35500
Так как длина линейного склада значительно больше длины участка, следовательно, прорабатываем компоновку многоярусного склада ДУ. Проверяем возможность использования многоярусного склада. Предположим, что длина склада равна длине участка, и соответственно рассчитываем число ярусов склада Н:
H = L1 / Lуч, (14)
Н = 134400 / 35500 = 3,8 ≈ 4 яруса.
Рассчитаем число позиций склада Nскл по горизонтали (на одном ярусе):
Nскл = N / H (15)
Nскл = 224 / 4 = 56 шт.
Длина склада заготовок составит:
Lскл = 56 × 600 = 33600 мм.
В разрабатываемой планировке принимаем однорядный многоярусный склад модели СТ-0,5 (параметры приведены в таблице 3), расположенный вдоль линии станков, а в качестве транспортного средства выбираем кран-штабелер СА-ТСС-0,5 (параметры приведены в таблице 4).
К накопителям инструментов относятся инструментальные магазины (ИМ) станков и автоматический склад инструментов.
Так как весь объем режущих инструментов невозможно разместить в ИМ станков, то необходим автоматический склад режущих инструментов. Автоматический склад инструментов размещается в один или несколько ярусов (в зависимости от требуемой емкости) с тыльной стороны станков. Число гнезд склада W для размещения инструментальных наладок рассчитывается как:
W= Nри – (Vим × Cn), (16)
где Nри - потребность станков в режущих инструментах за цикл безлюдной работы, шт.;
Vим - число гнезд в инструментальном магазине станка, шт.,
Cn, - число станков в ГПС, шт.
W = 281 – ( 30 × 5) = 131 шт.
Расстояние между РИ в автоматизированном складе принимаем l2 = 150 мм.
Длина склада РИ:
Lри = W × l2 (17)
Lри = 131 × 150 = 19650 мм.
Длина склада не превышает длину участка, поэтому принимаем однорядный склад режущих инструментов. При этом длина склада составит 1965 мм. Склад размещаем с тыльной стороны станков. В качестве средства доставки РИ к станкам используется инструментальный робот.
Таблица 3 – Параметры стеллажа АТСС модель СТ – 0,5
|
Параметр |
Значение |
|
|
Грузоподъемность одной ячейки, т |
0,5 |
|
|
Размеры грузовой единицы, lxB |
600х600 |
|
|
Габаритные размеры, м |
Длина |
10..100 |
|
Высота |
4,6 |
|
Таблица 4 – Параметры кран-штабелера модель СА – ТСС – 0,5
|
Параметр |
Значение |
|
Грузоподъемность, т. |
0,5 |
|
Размеры грузовой единицы, lxB |
500 х 500 |
|
Высота стеллажа |
3,4 |
|
Расстояние от рельсового пути до нижнего рабочего положения грузозахвата, мм. |
450 |
|
Скорость перемещения крана, м/с. |
1,6 |
|
Скорость подъёма грузозахватного органа, м/с. |
0,3 |
|
Скорость выдвижения грузозахватного органа, м/с. |
0,4 |
|
Суммарная мощность электродвигателей, кВт. |
6 |
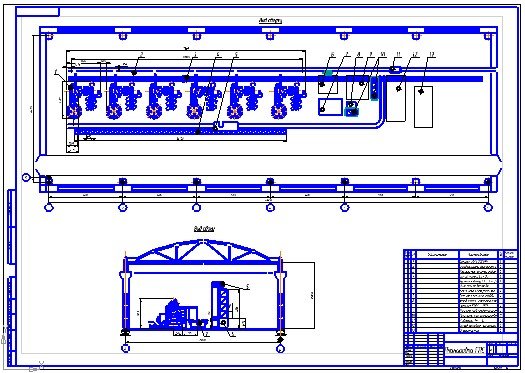
Рисунок 8 – Эскизная планировка ГПС с линейным складом РИ и
многоярусным складом ДУ
4.2 Разработка планировки ГПС с расположением станков в две линии
Станки выстраиваем в две линии. Расстояния l между станками выбираем в зависимости от наибольшего габаритного размера станка. Принимаем, что l = 2600 мм. Рассчитаем общую длину участка Lуч 2лин по формуле:
Lуч 2лин = Lст × 2 + l (18)
где Lст – ширина станка
2 – число станков
l – расстояние между станками
Lуч = 7980 × 2 + 2600 = 18560 мм.
Так как длина линейного склада значительно больше длины участка, следовательно, прорабатываем компоновку многоярусного склада ДУ. Проверяем возможность использования многоярусного склада. Предположим, что длина склада равна длине участка, и соответственно рассчитываем число ярусов склада Н по формуле (14):
Н = 134400 / 18560 = 7,2 ≈ 8 яруса.
Рассчитаем число позиций склада Nскл по горизонтали (на одном ярусе) по формуле (15):
Nскл = 224 / 8 = 28 шт.
Длина склада заготовок составит:
Lскл = 28 × 600 = 16800 мм.
В разрабатываемой планировке принимаем однорядный многоярусный внешний склад модели СТ-0,5 (параметры приведены в таблице 3), а в качестве транспортного средства выбираем транспортную тележку.
Длина склада режущих инструментов 19650 мм. не превышает длину участка, поэтому принимаем однорядный склад режущих инструментов. Склад размещаем с тыльной стороны станков. В качестве средства доставки РИ к станкам используется инструментальный робот.
Рисунок 9 – Эскизная планировка ГПС с двухрядным расположением станков
и внешним складом палет
5 Моделирование работы ГПС в среде системы "Каскад"
Основными показателями эффективности функционирования ГПС служат:
- фактическая длительность цикла безлюдной работы (фактическое время выполнения сменного задания) Тц;
- коэффициент загрузки основного технологического оборудования kГПС.
Связь между Тц и kГПС описывается соотношением:
kГПС = (Тц - Тпр) / Тц , (19)
где Тпр – суммарные внутрицикловые простои оборудования, мин;
Tц – время безлюдной работы ГПС, мин.
Повышение kГПС можно достичь за счет сокращения внутрицикловых простоев оборудования.
Графической иллюстрацией работы и простоев ГПС служат временные диаграммы (циклограммы или диаграммы Ганта), включающие циклограммы взаимосвязанной работы технологических и транспортных модулей и их агрегатов.
На циклограммах в выбранном масштабе изображаются отрезки времени, символизирующие моменты начала, продолжительность и моменты завершения циклов работы устройств.
По циклограммам можно судить и о продолжительности простоев устройств по различным причинам.
Моделирование ведется в разделе «Каскад\Моделирование». В данном разделе реализуется работа пользователя с блоком процедур моделирования производственного процесса. Принятые алгоритмы функционирования ГПС представлены на рисунке 10.
Рисунок 10 – Принятые алгоритмы функционирования ГПС
5.1 Моделирование ГПС с расположением станков в две линии
Производим моделирование ГПС с двухрядным расположением станков, вводим в раздел «Каскад\Моделирование» исходные данные (рисунок 11). Полученные результаты расчета приведены на рисунке 12.
Рисунок 11 – Исходные данные конфигурации ГПС
Рисунок 12 – Результаты расчета
Коэффициент загрузки участка при двухрядном расположении станков равен 0,79.
5.2 Моделирование ГПС с расположением станков в одну линию
Производим моделирование ГПС с линейным расположением станков, вводим в раздел «Каскад\ Моделирование» исходные данные (рисунок 13). В результате расчета получили общие сведения о работе ГПС (рисунок 14), диаграммы соотношения работы и простоев в общем фонде времени работы оборудования (рисунок 15) и циклограмму работы ГПС (рисунок 16).
Рисунок 12 – Исходные данные конфигурации ГПС
Рисунок 14 – Результаты расчета
Рисунок 15 – Диаграммы соотношения работы и простоев
Рисунок 16 – Циклограмма работы ГПС
Коэффициент загрузки участка в данном случае равен 0,85.
Заключение
В данной курсовой работе была спроектирована гибкая производственная система по производству деталей заданной номенклатуры. В состав ГПС входят 5 станков типа “обрабатывающий центр” марки ИР500МФ4, многоярусный склад – накопитель паллет, кран – штабелер, склад режущего инструмента, инструментальный робот, средства контроля и подготовки производства.
Осуществлена планировка участка, в том числе и детальная, позволяющая визуально оценить габариты и расположение основного оборудования в цехе.
Было осуществлено моделирования данного участка при линейном и двухрядном расположении станков.
В результате моделирования было выявлено, что коэффициент загрузки участка при расположении станков в две лини (0,79) ниже коэффициента участка с линейным расположением станков (0,85). В связи с этим наиболее эффективным является участок с линейным расположение станков.
Список использованных источников
- Аверьянов, О.И., Дащенко А.И., Лескин А.А. и др. Технологическое оборудование ГПС.- Л., Политехника, 1991.-320 с.
- Бондаренко, В.А., Сердюк А.И. Основы создания ГПС механообработки: Учебное пособие.- 2000. - 206 с.
- Гибкие производственные комплексы/ Под ред. П.Н. Белянина, В.А. Лещенко .- М.: Машиностроение, 1984.- 384 с.
- Мельников, Г.Н., Вороненко В.П. Проектирование механосборочных цехов. - М.: Машиностроение, 1990. - 351 с.
- Сердюк, А.И. Основы создания ГПС механообработки: Электронный учебный курс - локальная сеть "Вся сеть\kafsap\Serduk\Электронный учебный курс".
- Сердюк А. И., Карагулова Л.В. Переход от технического задания к техническому предложению на создание ГПС: учебное пособие / А. И. Сердюк, Л. В. Карагулова. – 2005. - 130 с.
Чертежи:
Скачать: