Общие сведения
Заклепочные соединения относятся к классу неразъемных соединений. Они являются одним из наиболее распространенных и надежных способов соединения деталей в общем машиностроении, судостроении и особенно в конструк
ции летательных аппаратов. Например, в широкофюзеляжном самолете до 75% всех соединений выполняются с помощью заклепок. На самолете ИЛ-86 общее число заклепок достигает почти 1, 5 млн штук.
К преимуществам заклепочных соединений относится возможность применения:
□ для соединения несвариваемых деталей;
□ в ответственных конструкциях, воспринимающих большие вибрационные или повторные нагрузки;
□ в конструкциях, не допускающих сварку из-за коробления или опасности отпуска термообработанных детален.
Кроме того, заклепочные соединения по сравнению со сварными более стабильны, лучше контролируются.
Недостатками заклепочных соединений являются:
□ большая масса соединения;
□ более высокая стоимость изготовления;
□ повышенный расход металла;
□ шум и вибрация в процессе ручной клепки.
Заклепка представляет собой стержень круглого поперечного сечения с закладной головкой на конце. Закладная головка 1 выполняется одновременно со стержнем, а замыкающая 2 формируется при клепке. Диаметр отверстия под заклепку в соединяемых деталях делают на 0, 2... 0, 5 мм больше диаметра стержня заклепки. В результате клепки стержень заклепки осаживается и плотно заполняет отверстие. Наибольшее применение имеют сплошные стержневые заклепки общемашиностроительного применения с закладной головкой различной формы, замыкающая головка которых образуется методом прессования или ударом. При прессовой клепке замыкающая головка заклепки формируется равномерным сжатием стержня на полуавтоматических прессах и клепальных автоматах.
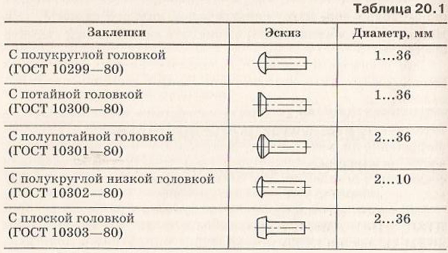
Различаются одиночная и групповая клепка, при которой за один ход пресса расклепываются несколько заклепок, что существенно повышает производительность. Клепка ударом выполняется с помощью пневматических клепальных молотков. Образование замыкающей головки происходит в процессе ударного воздействия и осаживания стержня заклепки. Качество прессовой клепки выше, чем ударной. Поэтому при проектировании заклепочных соединений учитывается возможность применения как одиночной, так и групповой прессовой клепки для заклепок с плоской или потайной головкой.
В соединениях, обтекаемых воздушным потоком, используются заклепки с потайной головкой с углом конуса а = 90° при d = 10 мм и а = 120° при d = 2... 6 мм. Способ выполнения гнезд под головки потайных заклепок зависит от толщины соединяемых деталей. При толщине обшивки б больше высоты закладной головки гнездо образуется зенкованием, для обшивок с б < 1, 2 мм — штамповкой или штамповкой обшивки и зенкованием каркаса. При толщине обшивки меньше высоты головки применяются заклепки с а = 120°.
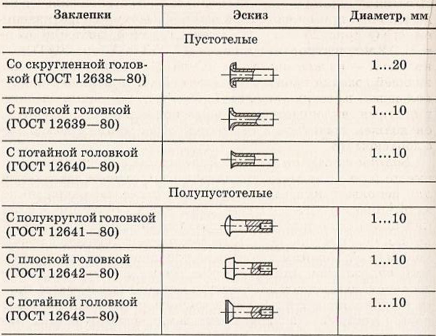
Для соединения деталей из композиционных материалов (стеклотекстолитов, углепластиков и др. ) применяются полупустотелые и пустотелые металлические заклепки d = = 1... 10 мм. Глухое отверстие в стержне полупустотелой заклепки снижает усилие расклепывания, уменьшает увеличение диаметра стержня заклепки и повышает выносливость соединения. Пустотелые заклепки предназначены для соединения деталей из эластичных материалов и для несиловых соединений металлических деталей.
Заклепки изготовляются из алюминиевых сплавов (В65, Д18П, Д19П, АМг5П и др. ), сталей (10, 15, 20Г2, 12Х18Н9Т, ЗОХМА), латуни (Л63) и меди (М2). При соединении деталей из легких сплавов, а также из легких сплавов и стали рекомендуется применять заклепки из алюминиевых сплавов, так как большие усилия клепки, необходимые для расклепывания стальных заклепок, вызывают значительные деформации деталей из легких сплавов. Наиболее распространены заклепки из сплава В65. В конструкциях, работающих при 150... 250 °С, используются заклепки из сплава Д19П. Для соединения деталей из деформируемых сплавов АМц, АМгЗ и неметаллических материалов применяются заклепки из пластичного алюминиевого сплава АМг5П. Детали из титановых сплавов и сталей соединяются стальными заклепками. Заклепки из коррозионно-стойкой стали 12Х18Н9Т применяются для обеспечения коррозионной стойкости соединения, а также при температурах выше 250 °С.
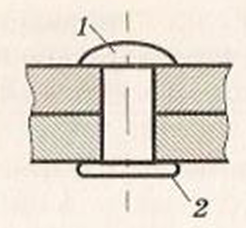
Рис. 1
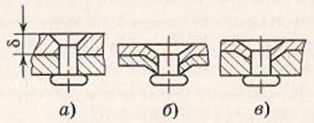
Рис. 2
Заклепки из легких сплавов и стальные заклепки d < 10 мм клепают холодным способом. Клепка стальных заклепок большого диаметра осуществляется горячим способом — разогревом конца заклепки.
В авиационной технике наряду со сплошными заклепками общего применения используются различного вида специальные заклепки (ОСТ 1).
В силовых соединениях, где действуют значительные срезывающие усилия и прочность заклепок из легких сплавов недостаточна, применяются заклепки с высоким сопротивлением срезу. Стержень 1 такой заклепки (d = = 5... 12 мм) изготовляется из сталей 25ХГСА или ЗОХГСА, а кольцо 2 — из алюминиевого сплава Д18. Образование замыкающей головки происходит путем обжатия кольца 2 вокруг кольцевой выточки стержня 1. При формировании соединения этими заклепками осаживания стержня не происходит — он должен ставиться в отверстие, обработанное разверткой с допуском Н8.
Болты-заклепки рекомендуется применять вместо болта с гайкой при наличии подходов к соединению для использования специального инструмента. Стержень из алюминиевого сплава с диаметром d = 3, 5... 10 мм имеет гладкий цилиндрический участок, равный по длине толщине пакета, и участок с накатанными кольцевыми ребрами и отрывной шейкой. Обжимное кольцо изготавливается из алюминиевого сплава или мягких сортов стали. Постановка болтов заклепок не сопровождается шумом и вибрацией, масса такого соединения в 1, 2... 1, 5 раза меньше, а усталостная прочность на разрыв — в 2 раза выше, чем у болтового соединения из соответствующих материалов.
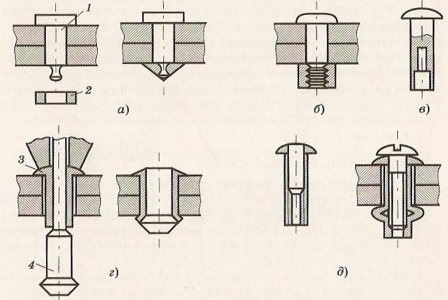
При одностороннем доступе к месту клепки используются взрывные заклепки, заклепки с сердечником и гайки-пистоны. Взрывные заклепки имеют в конце стержня камеру 3, заполняемую взрывчатым веществом. Заклепка ставится на место в холодном состоянии и нагревается до 500 °С, в камере происходит взрыв, разворачивающий свободный конец стержня.
Заклепки с сердечником состоят из двух частей — пистона с потайной или полукруглой головкой 3 (из Д18П или 1Х18Н9Т) и сердечника 4 (из Д16П или 3X13). Образование замыкающей головки происходит при протягивании сердечника через отверстие пистона. Выступающая часть сердечника отрывается.
Гайки-пистоны состоят из тонкостенного пистона с внутренней резьбой в конечной его части. При заворачивании винта тонкая стенка пистона деформируется, образуя замыкающую головку заклепки.
Соединение группой заклепок называется заклепочным швом. По конструкции заклепочные швы выполняются внахлестку, встык с одной накладкой и двумя накладками. Заклепки в соединении располагаются рядами или в шахматном порядке.
По числу сечений заклепок, работающих на срез, соединение может быть односрезным и двухсрезным. В конструкции летательных аппаратов используются в основном односрезные соединения. По назначению заклепочные соединения разделяют на прочные и прочноплотные. Прочные соединения служат для обеспечения прочности, восприятия внешней нагрузки и передачи ее с одного элемента на другой. Прочноплотные соединения при восприятии значительных усилий обеспечивают также герметичность (клепаные баки, герметичные кабины и т. д. ).
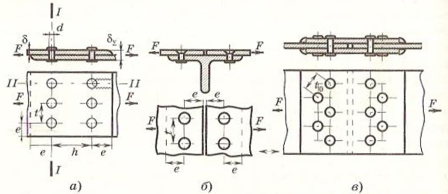
Соединение встык с одной накладкой — наиболее распространенный шов в конструкциях самолетов и вертолетов. Его применяют для соединения внешней обтекаемой обшивки со стрингерами, лонжеронами, шпангоутами и т. д. В сочетании с потайной клепкой это соединение отвечает требованиям современной аэродинамики. Встык с двумя накладками соединяются элементы конструкций, передающие большие усилия, например лонжероны, рамы, балки, узлы шасси и др. Соединения внахлестку применяются для крепления элементов электрооборудования и других агрегатов внутри планера.
Используемая литература: Детали машин и основы конструирования : учеб. для вузов /
Г. И. Рощин, Е. А. Самойлов, Н. А. Алексеева и др.; под
ред. Г. И. Рощинн и Е. А. Самойлова. — М. : Дрофа, 2006. —
415, [1] с.: ил. — (Высшее образование).
Скачать реферат:
Пароль на архив: privetstudent.com