Сравнение клепаных соединений со сварными по ряду важнейших конструктивно-технологических критериев оказывается не в пользу первых, которые не отвечают высоким требованиям в отношении герметичности. Трудоемкость получения клепаных соединений также выше, чем сварных, особенно если учесть трудоемкость изготовления накладок, фитингов и других соединительных элементов, присущих исключительно клепаным конструкциям. Детали, соединяемые клепкой, должны сопрягаться по поверхности большой протяженности внахлест, с помощью накладок и т. п., что приводит к утяжелению конструкции по сравнению со стыковым сварным соединением. Но, несмотря на больший вес клепаных соединений, клепаный отсек в целом существенно легче сварного при одинаковых габаритах и несущей способности.
Выигрыш в весе клепаных отсеков достигается благодаря применению высокопрочных материалов, главным образом термически упрочняемых алюминиевых сплавов, а также сплавов на основе магния, композитов. Удельная прочность этих материалов, т. е. отношение показателей прочности к плотности, в 1,5—2,5 раза выше, чем у сплава АМг-6 — основного материала сварных отсеков.
Клепаные соединения достаточно надежны. В процессе клепки материал деталей не подвергается термическому воздействию. В условиях статических и динамических нагрузок клепаные конструкции имеют прочность, равную прочности конструкций со сварными соединениями.
К клепаным изделиям относятся так называемые сухие отсеки: приборные, переходные, хвостовые, а также обтекатели, сбрасываемые с головной части после прохождения стартовавшей ракетой разреженных слоев атмосферы.
Как видим, перечень отсеков, изготавливаемых с помощью клепки, достаточно велик. Несмотря на появление новых технологий, в частности технологии склеивания, клепка сохраняет свое значение, что отчасти объясняется влиянием традиций, тем более что выигрыш в весе (особенно первой ступени) уже не столь важен при возросшей мощности носителей.
1.1. СОЕДИНЕНИЕ ДЕТАЛЕЙ КЛЕПКОЙ
Технологический процесс клепки, состав операций и их последовательность во многом определяются требованиями, предъявляемыми к соединению, типом заклепок, методом сборки конструкции. К основным операциям, обязательно имеющимся в каждом техпроцессе клепки, относят установку деталей в сборочное положение и их фиксацию, образование отверстий под заклепки и гнезд под закладные головки при потайной клепке, вставку заклепок, образование замыкающих головок и контроль качества соединения.
Соединяемые детали (пакет) собирают в приспособлении или стапеле, плотно прижимают друг к другу зажимами или рубильниками, а также струбцинами, фиксируя их правильное положение с помощью технологических болтов, фиксаторов, упоров.
Отверстия под заклепки сверлят по шаблонам, кондукторам, направляющим отверстиям (НО) в одной из деталей.
Образование НО и сборочных отверстий (СО) производится в заготовительных цехах путем сверления или пробивки. НО имеют заниженный диаметр по отношению к диаметру заклепки, при обработке пакета их рассверливают до нужного диаметра. В стальных и титановых деталях НО получают сразу в соответствии с диаметром заклепок, не опасаясь, что сверло «разобьет» направляющее отверстие при сверлении пакета.
В качестве режущего инструмента используют спиральные сверла из инструментальной стали. Диаметр сверла должен быть на 0,1 мм больше номинального диаметра заклепки. Это позволяет легко вставлять заклепку в отверстие с небольшим зазором, который заполняется при последующей клепке стержнем заклепки в процессе его осадки. Гнезда под закладные головки потайных заклепок получают зенкованием. Зенкование может выполняться одновременно со сверлением. Инструментом служат трехзубые зенковки с направляющими шпильками или комби-

Рис. 1.1. Ограничительная головка для зенкования отверстий

Рис. 1.2. Примеры постановки заклепок различных типов: а) с плоской головкой; б) с потайной головкой; в) со скругленной головкой

Рис. 1.3. Групповая прессовая клепка стрингера и обшивки
Инструментом служат трехзубые зенковки с направляющими шпильками или комбинированные сверла-зенковки. Зенковки имеют упор, ограничивающий глубину гнезда (рис. 1.1).
Сверление выполняют с помощью пневматических дрелей, а также на универсальных сверлильных станках, специальных сверлильно-зенковальных установках и станках-автоматах.
В случае образования герметического соединения пакет после сверления разбирают для удаления заусениц и стружки. Пакет, не подлежащий разборке, простукивают резиновым молотком и продувают сжатым воздухом либо отсасывают стружку пылесосом.
Для предотвращения коррозии отверстия в деталях из магниевых сплавов покрывают грунтовкой. Коррозионная стойкость легких сплавов, используемых в конструкциях клепаных отсеков, недостаточна. Поэтому детали из алюминиевых и магниевых сплавов перед сборкой анодируют, а после клепки осуществляют дополнительные антикоррозионные меры — наносят специальную краску на отсек в целом либо на места расположения заклепок.
Закладные головки заклепок располагают со стороны более тонкого или более слабого материала пакета, в частности со стороны обшивки (рис. 1.2). Если обшивка не металлическая, под закладную головку помещают шайбу. Когда обе детали пакета из пластика, шайбы помещают и под закладную, и под замыкающую головки.
Заклепки с потайной головкой (рис. 1.2) устанавливают на торцевые поверхности отсека, а также на обшивки вблизи торцов, где после сборки ракеты наклеивают липкие ленты для защиты стыков от атмосферных осадков. На торцевых поверхностях потайные головки не должны выступать, а утопание допускается в пределах 0,2 мм. Головки, расположенные в обшивке, могут выступать на 0,1...0,3 мм.

Рис. 1.4. Переносной пресс для клепки пневморычажиой конструкции

Рис. 1.5. Переносной пресс для клепки с пневмогидравлическим мультипликатором
Осаживание выступающей части стержня и образование замыкающей головки могут осуществляться, в зависимости от применяемого оборудования и инструмента, ударом, путем прессования и раскаткой. Прессовая клепка предпочтительней, поскольку обеспечивает стабильность качества клепаных соединений, высокую производительность и лучшие условия труда. За один ход пресса можно осаживать до 10 и более заклепок (рис. 1.3). Наряду со стационарными клепальными прессами применяют переносные пневматические пресс-скобы (рис. 1.4, 1.5) и автоматы. Клепальные автоматы выполняют операции сверления, установки заклепок и расклепывания.
Ударная клепка применяется в случаях, когда из-за сложных подходов невозможно использовать прессовую. Наиболее широкое распространение получили пневматические клепальные молотки. Замыкающая головка образуется несколькими ударами клепального молотка либо одним ударом (одноударные молотки). Пневматические клепальные молотки могут быть различной конструкции, размеров и мощности. Работают от цеховой воздушной сети. Частота ударов многоударных молотков в пределах 300...50000 в минуту. В зависимости от мощности молотка работа одного удара составляет от 0,05 до 8 кгм.

Рис. 1.6. Способы ударной клепки: а) прямой; б) обратной; 1 — пневмомолоток; 2 — боек (обжимка); 3 — поддержка


Рис.1.7. Примеры постановки болт-заклепок и заклепок с сердечниками: I— стержень болт-заклепки; 2 — втулка; 3 — фильера; 4 — сердечник; 5 — пустотелая заклепка
В качестве инструмента используют обжимки (бойки) и поддержки (рис. 1.6). Рабочая поверхность обжимки обычно слегка выпуклая.

Рис 1.8. Последовательность клепки рада заклепок: а) от центра к краям; б) от одного кран к другому

Рис. 1.9. Схема клепки раскаткой: 1 — закладная головка заклепки; 2 — опорный пуансон; 3 — раскатник заклепок
Поддержка служит опорой при осадке заклепок. Форма, размеры и масса поддержки зависят от конструкции склепываемого узла, диаметра а также от выбранного способа клепки. Масса поддержки может быть в пределах 1,5...12 кг.
По способу образования замыкающих головок ударная клепка может быть прямой или обратной (рис. 1.6). При прямом способе удары молотка наносят по стержню заклепки, а при обратном — по закладной головке.
Поддержку прижимают соответственно к замыкающей головке или к стержню заклепки.
При обратном способе применяют обжимки с углублениями на рабочей поверхности (рис. 1.6), их диаметр и глубина должны соответствовать размерам закладной головки. Каждый удар бойка вызывает упругий прогиб склепываемого пакета в сторону поддержки, в это время заклепка осаживается. Одноударные молотки в данном случае непригодны. В ракетостроении применяют в основном обратный способ, т. к. он обеспечивает лучшее стягивание пакета, т. е. сжатие соединяемых деталей по сопрягаемым поверхностям.
Ударная клепка сопровождается резким сильным шумом, вредно действующим не только на непосредственных исполнителей, но и на окружающих.
Пневматические клепальные молотки относятся к виброопасным орудиям труда.
Наряду с обычными заклепками, показанными на рис. 1.2, используют болт-заклепки и заклепки с сердечниками (рис. 1.7). Применение болт-заклепок носит характер альтернативы ударной клепке. Ими соединяют внахлест обшивки и другие малонагруженные детали.
Материал стержней и колец — стали, сплавы титана и алюминия. Кольцо обжимают специальной фильерой, одновременно прикладывая тянущее усилие к стержню. Деформируясь, кольцо заполняет канавки стержня, образуя неразъемное соединение. Когда заполнение заканчивается, усилие, приложенное к стержню, возрастает и вызывает его обрыв. Болт-заклепки менее прочны, чем обычные заклепки из того же материала, и стоят дороже.
Заклепки с сердечником незаменимы там, где имеется лишь односторонний доступ к месту клепки. Их вставляют в отверстие склепываемого пакета и тянут на себя стальной сердечник (рис. 1.7) специальным инструментом, упирающимся в закладную головку. Сердечник раздает трубчатую часть заклепки, образуя замыкающую головку, а затем обрывается в месте, ослабленном канавкой. Выступающую часть сердечника срезают. Отверстия под заклепки с сердечниками и болт-заклепки дополнительно обрабатывают развертыванием или зенкерованием в целях обеспечения минимального зазора, достаточного для вставки заклепок. Клепка обычных заклепок сопровождается утолщением стержневой их части до полного заполнения металлом зазора между заклепкой и отверстием, поэтому допуски на диаметр отверстий не столь жестки, как при установке заклепок, показанных на рис. 1.7.
При клепке обшивок и других тонколистовых деталей (независимо от типа применяемых заклепок) следует учитывать возможность образования «хлопуна» — местного вспучивания листа. Ряд или соседние ряды заклепок, составляющих заклепочный шов, необходимо проклепывать от середины к концам либо от одного конца к другому (рис. 1.8). Соответственно края или один край обшивки не фиксируют заранее.
Для соединения деталей из хрупких материалов разработаны различные способы малодеформационной клепки, обеспечивающие локализацию пластических деформаций в области замыкающей головки заклепки. Наибольшее распространение получил способ раскатки. При клепке раскаткой формирование замыкающей головки вызывается комбинированным воздействием на торец стержня заклепки осевого давления и сил раскатывания. Применяют специальные раскатки (рис. 1.9). которые установлены в раскатной головке под углом 5...6 к оси вращения. При вращении головки инструмент описывает в пространстве конус, вершина которого находится на рабочей поверхности инструмента. Осевая сила Р, прикладываемая к стержню заклепки через раскатник, значительно меньше (в 10 раз и более), чем при других способах клепки. Пластической деформации одновременно подвергается лишь узкая зона контакта раскатник-торец стержня заклепки, перемещающаяся вокруг продольной оси заклепки при вращении раскатника.
Клепка раскаткой имеет несколько разновидностей (круговая, радиальная и др.) и выполняется на специальных станках и устройствах, а также на универсальных сверлильных станках.
Клепаные соединения некоторых изделий, например приборных отсеков, подвергают герметизации. Герметизация клепаного шва может быть внутришовной или поверхностной. В первом случае герметики прокладывают между соединяемыми деталями, во втором — наносят на внутренние поверхности соединенных деталей. Герметизирующие материалы обладают адгезией, применяются в виде паст, раствора, ленты или ткани, пропитанной герметиком.
Выполнение внутришовной герметизации совмещают с процессом сборки и клепки. Изделие предварительно собирают в фиксаторах, обрабатывают отверстия, затем разбирают, зачищают заусеницы, обезжиривают поверхности, наносят герметик, и лишь после этого окончательно собирают и проклепывают. Герметики в виде пасты наносят шпателем или шприцем, герметизирующую жидкость — кистью.
Для герметизации болтовых соединений, люков применяют упругие прокладки из резины, асбеста, пластмасс, т. к. они не обладают адгезией и проявляют свои герметизирующие свойства только при наличии усилий сжатия.
1.2. ТИПОВЫЕ ДЕТАЛИ И УЗЛЫ КЛЕПАНЫХ ОТСЕКОВ
Типовая конструкция клепаного отсека (рис. 1.10) содержит следующие детали и узлы:
— верхний 1 и нижний 2 торцевые шпангоуты из углового профиля;
— стрингеры 3 из тавровых, угловых и корытообразных профилей;
— фитинги 4, соединяющие стрингеры с торцевыми шпангоутами;
— промежуточные шпангоуты 5 зетаобразного сечения;
— обшивки 6 и окантовки 7.

Рис. 1.10. Типовые формы и основные детали клепаных отсеков

Рис. 1.11. Т-образный стрингер законцовкой в сборке с фитингом

Рис. 1.12. Стрингер из угловогопро-филя с подсечкой в месте соединения с торцевым шпангоутом
Материал фитингов — сплав АК-4 на основе алюминия. Легирован медью, магнием, никелем, железом и титаном. Хорошо штампуется в горячем состоянии. После закалки и старения предел прочности FВ = 400МПа, относительное удлинение F= 12%. Штампованные заготовки фитингов обрабатывают на фрезерных и сверлильных станках с ЧПУ.
Остальные детали изготавливают обычно из алюминиевых сплавов Д16, Д19, В95. Сплав В95 легирован медью (1,7 %), магнием (2,3 %) и цинком (6 %). Обладает удовлетворительными пластическими свойствами в течение 6 часов после закалки. После старения Fв = 600 МПа, F= 6%. Сплав Д16 легирован медью (4 %) и магнием (1.5 %), имеет хорошие пластические свойства в течение 2 часов после закалки. В состаренном состоянии FВ = 420МПа, F=9%.
Гибку листов и профилей из перечисленных материалов, а также большинство других формоизменяющих операций выполняют в холодном состоянии. Подсечку (сдвиг сечения на длине порядка 10 мм) профилей из сплава В95 получают на заготовках, нагретых до 130...140 С.
Заклепки из сплавов В94, В65 и Д18П поступают на сборку после закалки и естественного старения. Заклепки из менее пластичных материалов Д19П и В95 можно осаживать лишь непосредственно после закалки в течение 2 и 6 часов соответственно. По этой причине они применяются в редких случаях.
Детали отсеков, изготовленные из алюминиевых и магниевых сплавов, в том числе заклепки, защищены от коррозии анодированным слоем, электрическая проводимость которого недостаточна. Во избежание образования на обшивке заряда статического электричества небольшая часть расположенных на ней заклепок выполнена из сплава АМг-5 , относящегося к коррозионно-стойким. Они менее прочны, но зато не нуждаются в покрытии. Через эти заклепки электрический заряд стекает на массивные детали силового каркаса.
Стрингеры изготавливают из прессованных профилей, которые могут поставляться с пресс-остатками. Фрезерованием пресс-остатка получают стрингер с законцовкой, заменяющей фитинг (рис. 1.11). Тем самым достигается снижение веса конструкции. Поверхность стрингера, прилегающую к обшивке (см. поверхность Б на рис. 1.11), получают при прессовании радиусом 1500 мм на широких корытообразных профилях и плоской — на узких-угловых, т-образных профилях.

Рис. 1.13. Приспособление для сборки стрингера: 1 — фитинг нижний; 2 — профиль; 3 — кронштейн; 4 — фитинг верхинй
Поверхность В фитингов (рис. 1.11) обрабатывают в соответствии с кривизной торцевых шпангоутов, на узких фитингах эта поверхность плоская.
В конструкции большинства отсеков массивные (силовые) стрингеры чередуются с легкими. Последние часто не имеют законцовок и фитингов, в этом случае на концах стрингеров выполнены подсечки (смещения) для сопряжения с торцевыми шпангоутами (рис. 1.12).

Рис. 1.15. Панель с корытообразными и Т-образными стрингерами и ложементы для сборки

Рис. 1.14. Обшивка цилиндрического отсека
На рисунке 1.13 показано специальное приспособление для сборки силовых стрингеров конического отсека.
Профиль с фитингами устанавливают на плиту приспособления по базовым упорам и фиксируют прижимами и фиксаторами. Базовые упоры обеспечивают необходимый размер L собираемого стрингера. Фиксаторы вставляют в СО фитингов через отверстия кондукторных втулок в базовых упорах. Зазор между профилем и базовыми поверхностями приспособления допускается только местный и не более 0,1 мм. Отверстия под заклепки сверлят по НО фитинга совместно с профилем. Далее выполняется прихватка: не менее двух заклепок в ряду. СО в стенках фитингов рассверливают по кондукторным втулкам, установленным в базовых упорах. Кронштейны крепления промежуточных шпангоутов (их количество зависит от конструкции отсека) устанавливают по промежуточным базовым упорам, закрепленным на плите приспособления. Окончательная клепка стрингеров выполняется с помощью пневморычажного пресса. После заключительного контроля узел маркируют, замыкающие головки заклепок покрывают грунтом.
Обшивки поставляют на сборку с односторонней подсечкой в местах нахлесточного соединения (рис. 1.14).
Тонкостенные обшивки (1,5...2 мм) поставляют плоскими. Контуры обшивок, включая окна, получают по шаблону обработки контура (ШОК). По нему сверлят на подсеченном крае НО под зацепки и СО для фиксации стрингеров при сборке вне стапеля. В местах расположения окон обшивки усиливают с помощью окантовок. Толщина окантовок 2...3 мм.
Обшивки панелированных отсеков входят в состав узлов, называемых панелями. Панель состоит из обшивки, собранной со стрингерами (рис. 1.15). Она может содержать также секторы промежуточных шпангоутов. Чем технологичнее конструкция отсека, тем большую часть его клепаных соединений можно выполнить при сборке узлов: стрингеров в сборке и панелей с применением прессовой групповой клепки, автоматизированного оборудования.
Применяют два, способа фиксации стрингеров при сборке панелей: по гнездам в ложементах специального приспособления (рис. 1.15); по сборочным отверстиям стригеров и обшивок.
В условиях мелкосерийного производства второй способ экономичнее (исключаются затраты на приспособление). Для придания панели жесткости в нее с двух сторон вставляют технологические шпангоуты — секторы колец с угловой формой сечения и кривизной, такими же как у торцевых шпангоутов отсека, на место которых они ставятся. Технологические шпангоуты соединяют через СО со стрингерами с помощью болтов. В таком виде панели обрабатывают на сверлильном и клепальном оборудовании. Готовые панели отсоединяют от технологических шпангоутов и подают на сборочный стапель.
1.3. СБОРКА КЛЕПАНЫХ ОТСЕКОВ
Сборка производится в стапелях. Универсальный стапель с наружным расположением колонн схематично показан на рис. 1.16. Колонны 1 в количестве 3 или 4 установлены симметрично на фундаменте. По всей высоте колонн расположены крепежные отверстия для верхней и нижней групп кронштейнов. Места установки кронштейнов выбирают с учетом высоты собираемого отсека. На кронштейны ставят плиты стыка: верхнюю 2 и нижнюю 3, верхнюю плиту можно поднимать и опускать с помощью домкратов 4. Плиты стыка представляют собой специальную оснастку, изготовленную для конкретного отсека, в них предусмотрены отверстия и кондукторные втулки для фиксации и сверления шпангоутов, базовые упоры, а также прижимы для временного закрепления собираемых деталей и узлов. Правильность установки колец на стапель, в том числе их соосность, обеспечивается фиксаторами, которые установлены в кронштейнах и входят в отверстия колец.
Технические условия на стапельную сборку отсеков включают допуск на смещение осей отверстий под заклепки (не более 0,3—0,5 мм), местное неприлегание обшивки после клепки (не более 1,5 мм), допуски на непараллельность, несоосность, неплоскостность торцевых шпангоутов, условия контроля диаметров отверстий, глубины зенкования, диаметра и высоты замыкающих головок.
Сборку отсека начинают с установки торцевых шпангоутов на плиты стыка стапеля по фиксаторам и закрепления их зажимами.

Рис. 1. 16. Крепление на стапеле торцевых шпангоутов отсека

Рис. 1.17. Шпангоут с накладкой в начальной стадии сборки отсека
Торцевые шпангоуты предварительно замыкают с помощью накладок (рис. 1.17). Шпангоуты поступают на сборку разомкнутыми с припуском по периметру. Их устанавливают в специальное приспособление, где размечают линии обрезки по периметру. Здесь же шпангоут собирают с накладкой и сверлят в нем СО, по которым затем устанавливают на плиту стапеля.
При сборке панелированных отсеков поднимают верхнюю плиту стыка и устанавливают панели на нижней шпангоут так, что его стенка входит в зазор между обшивкой и фитингами. При этом совмещают торцевые отверстия в фитингах и шпангоуте и вставляют в них штыри стапеля. Затем опускают с помощью домкратов верхнюю плиту, в результате верхний шпангоут также входит в зазор между обшивками и фитингами. Последние скрепляют со шпангоутом и верхней плитой стапеля. Промежуточные шпангоуты устанавливают на кронштейнах силовых стрингеров. Если промежуточные шпангоуты были заранее установлены на панелях в виде секторов, их сращивают с помощью накладок. Многие отсеки из-за особенностей своей конструкции не поддаются расчленению на панели. К непанелированным относятся, в частности, все конические отсеки, поскольку невозможно ввести конические стенки торцевых шпангоутов в зазор между обшивкой и фитингами. Такие отсеки собирают на стапеле в виде силового каркаса, по которому огибают обшивки.
Трудоемкость стапельной сборки при этом сильно увеличивается. Сначала закрепляют торцевые шпангоуты на плитах стыка, устанавливают силовые стрингеры и скрепляют их со стенками шпангоутов заклепками или болтами. Далее размещают промежуточные шпангоуты, базируя их по упорам, закрепленным на стойке (или стойках) стапеля. На подготовленный каркас накладывают обшивки и стягивают их бандажами по торцевым и промежуточным шпангоутам. Бандаж представляет собой брезентовый, пояс со стальной лентой и стяжным винтовым замком. При правильной сборке СО обшивки и стрингеров совпадают, их рассверливают и ставят заклепки — по две на каждый стрингер. Затем снимают бандажи, сверлят отверстия в обшивке по НО стрингеров и промежуточных шпангоутов, выполняют клепку. В заключение проклепывают обшивку в местах нахлеста. Устанавливают и проклепывают окантовки, накладки, другие детали. Отсек демонтируют со стапеля для доработки.
Обтекатели головных частей конструктивно отличаются от клепаных отсеков другого назначения главным образом тем, что выполнены разъемными в плоскости, содержащей ось изделия. В местах разъема вместо типовых стрингеров устанавливают массивные балки с вмонтированными замками. Часть обшивок обтекателя выполнена из стеклотекстолита, т. к. экранизирующее влияние металлических обшивок затрудняет радиосвязь со спутником при подготовке старта и на начальном участке подъема ракеты.
Наряду с конструкцией стапеля, показанной на рис. 1.16, применяют универсальные стапели с внутренним расположением несущих колонн. Они занимают меньшие площади, но обладают недостаточной точностью параллельной установки плит стыка.
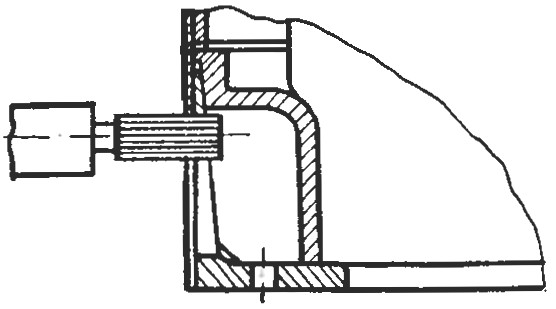
Рис. 1.18. Фрезерование окна в нижнем торцевом шпангоуте

Рис. 1.19. контроль геометрических параметров: 1 — отсек; 2 — поворотный стол; 3 — нижнее обмерочное кольцо; 4 — верхнее обмерочное кольцо; 5 — стойка; 6 — шаблон; 7 — индикаторная головка
Наиболее удобны в эксплуатации специальные стапели, спроектированные для конкретных отсеков без переналадки на другие изделия. Однако применение специальных стапелей связано с повышенными затратами времени и средств на подготовку производства, требует больших производственных площадей.
1.4. ВНЕСТАПЕЛЬНЫЕ РАБОТЫ
Вне стапеля производят установку арматуры внутри отсека, рассверливают отверстия и ставят заклепки в местах, в которых затруднена была их клепка в стапеле, заклепки применяют вместо технологических болтов, скреплявших фитинги с торцевыми шпангоутами, и т. п.
При сборке отсека в его деталях возникают упругие напряжения, которые вызывают соответствующую деформацию после снятия отсека со стапеля. Для обеспечения стыковки с другими отсеками стыковочные отверстия торцевых шпангоутов окончательно рассверливают в готовом отсеке по кондуктору. Работы выполняют на специальном стенде, который состоит из поворотного стола и радиально-сверлильного станка.
В ряде случаев для соединения отсеков необходимо обеспечить доступ к стыковочным отверстиям с внешней стороны. В клепаных отсеках ставят для этого фитинги с полостями, в которых располагают стыковочные отверстия. В торцевых шпангоутах собранного отсека фрезеруют окна напротив полостей фитингов, заранее предусмотрев вырезы на обшивках в этих местах (рис. 1.18).
Собранный отсек подвергают контролю по основным геометрическим параметрам: несоосности торцевых шпангоутов, непараллельное и неплоскостности их поверхностей, измеряют общую длину отсека и отклонение образующей внешней поверхности отсека от теоретического контура. Используют обмерочный стенд с поворотным столом, линейки, щупы, шаблоны, индикаторы (рис. 1.19).
На торцевые шпангоуты устанавливают обмерочные кольца, совмещают риски плоскостей стабилизации колец и отсека и помещают отсек на поворотный стол стенда. Отсек выставляют по нижнему обмерочному кольцу в ось стенда с точностью до 0,3 мм. При замере непараллельности торцевых шпангоутов ножку индикатора устанавливают на горизонтальной поверхности верхнего обмерочного кольца (рис. 1.19). Стол поворачивают на 360° и фиксируют минимальные показания индикаторной стрелки. Допуск на непараллельность поверхностей торцевых шпангоутов составляет до 1...1.5 мм.
Несоосность шпангоутов измеряют путем установки ножки индикатора на боковой поверхности обмерочного кольца. Отклонения допускаются до 1 — 1,5 мм. Неплоскостность определяют щупом. Местный зазор между контрольными кольцами и полками шпангоутов не должен превышать 1,5 мм. Длину отсека определяют по масштабным рискам шаблона. Контур отсека контролируют с помощью шаблона, вертикально ориентированного по плоскостям стабилизации (рис. 1.19) и под углом 45° между ними. Величину зазора 6 между контуром отсека и шаблоном определяют с помощью клинового шаблона.
После контроля геометрических параметров в соответствии с техническими требованиями на изделие наносят краску и различного рода покрытия, в частности, теплозащитные покрытия — на внешнюю поверхность приборных отсеков и обтекателей, а теплоизоляционные — на внутреннюю поверхность хвостовых и переходных отсеков.
Заключительные операции перед отправкой отсека на главную сборку — взвешивание, зачехление и опломбирование.
Используемая литература: "Технология производства космических ракет" 1992 г.
Е.А. Джур, С.И. Вдовин, Л.Д. Кучма, В.А.Найденов, Е.Ю. Николенко, Е.И. Ухов.
Скачать реферат:
Пароль на архив: privetstudent.com