Для получения доброкачественной отливки немаловажное значение имеет ее конструкция; отсюда следует, что конструктор должен учитывать условия изготовления отливки.
Для доказательства сказанного выше достаточно указать на встречающиеся в литейной практике случаи, когда предлагаются к отливке предметы, имеющие форму, не позволяющую выбить стержни из отливки. Такие случаи редки; случаи же, когда конструктор создает форму, имеющую ненужные резкие переходы от толстых стенок к тонким или неправильные закругления, в результате чего получается брак в отливке, — очень часты.

На фиг. 227 представлен пример неправильной и правильной (в смысле возможности получения доброкачественной отливки) конструкции тройника.
Недостатком конструкции, представленной на фиг. 227, а, является: 1) уменьшение толщины стенок тройника при меньшем фланце почти вдвое против толщины шаровой части тела тройника; 2) резкие переходы от шаровой части корпуса к патрубку.
В результате таких неправильностей конструкции тройника может иметь место или образование трещин при самой отливке в местах перехода от толстых стенок к тонким, или, если даже и не будет трещин (при высоком качестве литейного материала, хорошей податливости формовочной земли, надлежащей температуре заливки и правильном охлаждении), образовавшиеся в металле напряжения могут превзойти предел его прочности при гидравлической пробе и отливка может дать течь.
В конструкции, показанной на фиг. 227, б, указанные выше недостатки устранены без нарушения соответствия детали своему назначению.
Спрашивается, чем руководствовался конструктор, уменьшая толщину стенок при малом фланце? Очевидно, стремлением точно выдержать обычно приводимое в справочниках соответствие между размером фланца и толщиной стенки. Таким образом, конструктор поступил, на первый взгляд, правильно, между тем созданная им форма оказывается конструктивно неправильной, так как им не были учтены условия изготовления проектированной детали.
Конструктор в данном случае должен был учесть, что для получения здоровой отливки нужно стремиться к тому, чтобы все части отливки охлаждались с одинаковой скоростью и что равномерность охлаждения отливки легче всего достигается в том случае, когда стенки отливки имеют одинаковую толщину.

Знание этих условий и учет их при конструировании являются одним из элементарных требований, предъявляемых к конструктору.
Для избежания ряда дефектов в отливках конструктор должен быть знаком с основами литейного производства; в противном случае литейщик может быть поставлен в условия, сильно затрудняющие его работу, а иногда даже не позволяющие получить здоровую отливку.
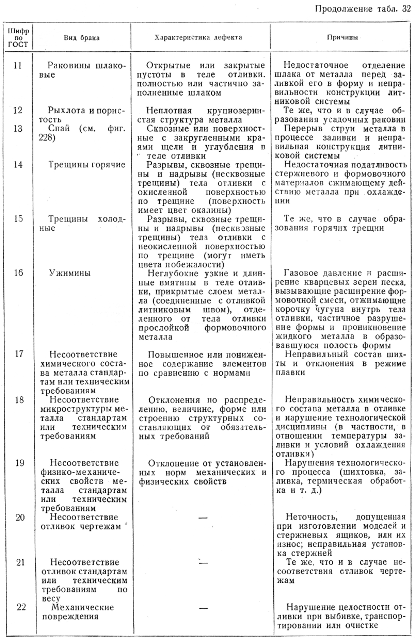
Виды литейного брака очень разнообразны; в табл. 32 приводится классификация литейного брака чугунных отливок согласно ГОСТ 2612-44, с -указанием причин брака.
Все основные виды брака чугунных отливок могут быть отнесены и к цветному литью.
Меры предупреждения брака отливок вытекают из причин, вызывающих их; например, в 50% случаев брак по газовым раковинам устраняется при повышении газопроницаемости и понижении газотворной способности формовочной смеси.
Скачать реферат:
Пароль на архив: privetstudent.com