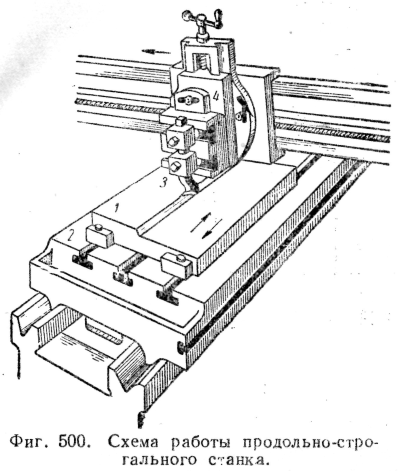
Продольно-строгальные станки. Продольно-строгальный станок характеризуется тем, что обрабатываемые детали закрепляют на столе, совершающем поступательно-возвратное движение, а резец совершает поступательное движение (движение подачи). На фиг. 500 показана схема работы продольно-строгального станка. Деталь 1, закрепленная на столе 2, делает движения в направлениях, показанных стрелками; резец 3, закрепленный в супорте 4, совершает поступательное движение подачи в направлении стрелки.
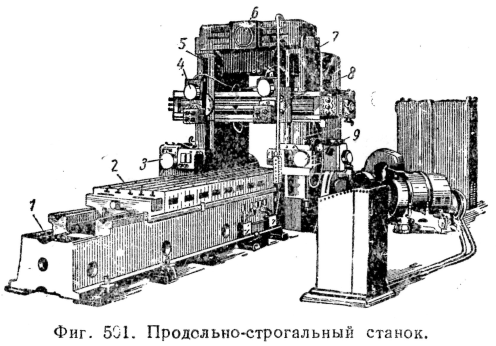
На фиг. 501 дан общий вид продольно-строгального станка. На станине 1 расположен стол 2, супорты 3 и 9, расположенные на стойках, а супорты 4 и 8 перемещаются по поперечине. Стойки 5 и 7 соединены траверсой 6. Коробка подач регулирует движение супорта.
Продольно-строгальные станки применяют при обработке крупных деталей, например, мостовых опор, станин и т. п. Кроме того, продольно-строгальные станки позволяют вести обработку партий однородных деталей одновременно закрепленных на столе.
Поперечно-строгальные станки. Поперечно-строгальные станки применяют при обработке деталей небольшого размера. Эти станки получили широкое распространение в металлообрабатывающих цехах.