Револьверные станки
Револьверные станки входят в группу токарных станков. Видоизменение обычного токарного станка в револьверный вызвано стремлением увеличить производительность станка при массовом и крупносерийном производстве однородных деталей за счет сокращения времени, необходимого при переходе от одной токарной операции к другой. Револьверные станки дают возможность переходить от работы одним режущим инструментом к работе другим без остановки станка, вследствие чего их производительность выше, чем у обычных токарных станков.
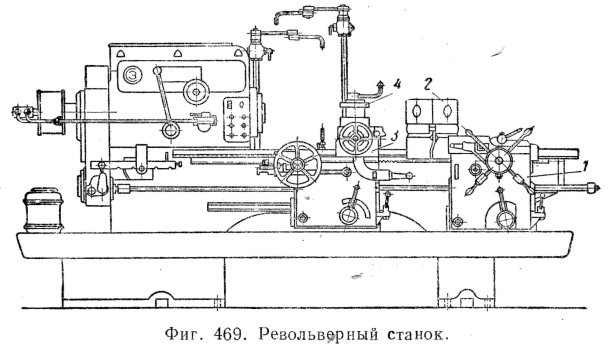
Револьверные станки отличаются от токарных обыкновенного устройства отсутствием задней бабки и наличием револьверной головки с закрепляемым в ней набором режущего инструмента. На фиг. 469 показан общий вид револьверного станка. На супорте 1, могущем перемещаться вдоль станины, установлена револьверная головка 2. При движении супорта 1 в сторону передней бабки револьверная головка 2 подводится к обрабатываемой детали и вводится в работу один из закрепленных в ней режущих инструментов. При обратном движении супорта 1 револьверная головка поворачивается, и в рабочее положение ставится следующий закрепленный в головке инструмент. Таким образом, последовательно вводится в работу весь набор закрепленного в револьверной головке инструмента. Второй супорт 3 можно перемещать, как у обыкновенного токарного станка, и в продольном, и в поперечном направлениях. На супорте 3 укреплена поворотная головка 4 с установленным на ней набором резцов, которые можно вводить в работу последовательно при повороте головки 4.
В револьверной головке 2 устанавливают сверла, метчики, плашки, а также резцы, в поворотной головке 4 — только резцы.

На фиг. 470 показан пример последовательности переходов при обработке на револьверном станке винта. На фиг. 470, а дан чертеж установочного винта, изготовленного на револьверном станке, а на фиг. 470, б — последовательность переходов обработки. Для заготовки взят прутковый материал; первый переход I показывает положение прутка до упора; II— обработка поверхности 2 проходным резцом, укрепленным в резцедержателе, помещенном на супорте 3 (фиг. 469). Одновременно с этим ведется обработка поверхностей 3 и 4 резцами, закрепленными в револьверной головке; III — обработка фаски 1 на конце детали резцом, закрепленным в револьверной головке, и одновременно ведется чистовая обработка поверхности 3 резцом, закрепленным в резцедержателе супорта; IV — нарезка резьбы плашками, закрепленными в револьверной головке; V — обработка фаски 5 резцом, закрепленным в резцедержателе супорта; VI — отрезка.
На фиг. 471 приведена наладка револьверного станка при обработке маховичка.

Лобовые станки
Лобовые станки, как и револьверные, являются разновидностью токарных станков.
Лобовые станки применяют для обработки коротких деталей, имеющих большие диаметры (шкивы, маховики и т. п.). Соответственно этому существенной особенностью лобовых станков является их небольшая длина и отсутствие задней бабки.
На фиг. 472 показан лобовой токарный станок. Обрабатываемую деталь крепят на планшайбе 1, а резец закрепляют в супорте 2. В этом станке супорт может давать и продольную, и поперечную подачи. Трудность крепления тяжелых деталей, а также неравномерность нагрузки подшипников передней бабки ограничивают применение токарно-лобовых станков.

Карусельные станки
В отличие от лобовых токарных станков в карусельных станках планшайба, на которой устанавливают обрабатываемую деталь, вращается в горизонтальной плоскости, чем достигается устойчивость работы станка. На фиг. 473 показано устройство карусельного станка, имеющего револьверную головку 1, укрепленную на вертикальном супорте 2, перемещаемом по поперечине 3; обрабатываемая деталь устанавливается на планшайбе 4. Обрабатываемая деталь имеет вращательное движение, а инструмент — поступательное.

Многорезцовые станки
Многорезцовые станки отличаются от обыкновенных токарно-винторезных станков наличием двух супортов, из которых один имеет продольную подачу, а второй — поперечную. На фиг. 474 дана схема обработки ступенчатого шкива на многорезцовом станке.

Обрабатываемый шкив 1 закреплен на оправке 2; передний супорт 3 осуществляет продольную подачу, а задний 4 — поперечную; этим достигается одновременная обработка поверхностей. Как видно из чертежа, задний супорт имеет пять резцов, которыми одновременно подрезаются все уступы, а передний — четыре резца, которыми также одновременно обтачивают поверхности четырех ступеней шкива. На фиг. 475 показан общий вид многорезцового станка; на фиг. 475, а станок показан с передней, а на фиг. 475,6 —с задней стороны.

Токарные полуавтоматы и автоматы
Токарные полуавтоматы характеризуются автоматическим выполнением всех токарных операций за исключением установки заготовки на станке и снятия готовой детали. В токарных автоматах и эти две последние операции механизированы.
Токарные полуавтоматы и автоматы применяют только при крупносерийном и массовом производстве однородных деталей.
Полуавтоматы и автоматы бывают одношпиндельными и многошпиндельными. В первом случае все операции проводятся последовательно, а во втором некоторые операции выполняются одновременно.
На фиг. 476 показан принцип работы одношпиндельного пруткового автомата. Обрабатываемую деталь 1 закрепляют в муфте 2, которая связана с направляющей трубкой 3. Пруток может перемещаться в пустотелом шпинделе 5 и закрепляться в рабочем положении муфтой 4. Шпиндель 5 получает движение от приводного шкива 6, а поперечный супорт 7 вместе с резцедержателем 8 и державкой 9 для инструмента, закрепленной на продольном супорте 10, получают движение от распределительного вала 11. Управление движением подачи осуществляется кулачками 12, 15, 16 и 19 при помощи рычагов 13, 14 и 17 и штифта 18.

На фиг. 477 показана последовательность переходов обработки винта на одношпиндельном автомате.
Скачать реферат:
Пароль на архив: privetstudent.com