Большое разнообразие работ по резанию металла обусловило создание многочисленных видов металлорежущих станков. Все они были созданы в результате необходимости производить обработку различных по форме изделий пользуясь различным по конструкции инструментом; кроме того, возрастающие требования к точности и производительности обработки вызвали дальнейшее развитие и совершенствование станкостроения. Создание высокопроизводительного инструмента для резания металла явилось также мощным толчком для развития строительства быстроходных высокопроизводительных металлов режущих станков.
Классификация металлорежущих станков
В настоящее время промышленность располагает сотнями типов металлорежущих станков, начиная с простейших и кончая сложными полуавтоматами и автоматами. Однако все это разнообразие станков может быть представлено в виде отдельных групп, объединенных по различным признакам.
По характеру обработки и выполняемых операций металлорежущие станки могут быть объединены в группы согласно приведенной ниже схеме (фиг. 429). Из схемы видно, что все виды металлорежущих станков можно подразделить на токарные, сверлильные, фрезерные, строгальные, шлифовальные и зуборезные.

Токарные станки. В токарных станках обрабатываемый предмет совершает вращательное движение, а режущий инструмент (резец) — поступательное. На фиг. 430, а приведена схема движения детали и инструмента. При перемещении резца вдоль оси детали резец осуществляет продольную подачу, а при перпендикулярном к оси — поперечную.
Сверлильные станки. В сверлильных станках инструмент осуществляет вращательное движение и поступательное движение подачи (фиг. 430, б).
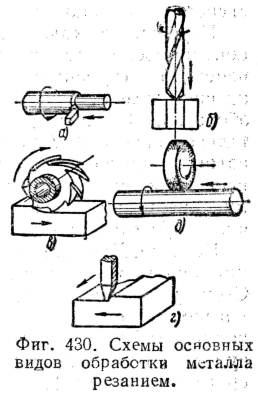
Фрезерные станки. В фрезерных станках вращательные движения совершает многорезцовый инструмент — фреза, а деталь — поступательное (подачу) (фиг. 430, в).
Строгальные станки. При строгании и деталь, и инструмент имеют поступательное движение. В продольно-строгальных станках движение подачи осуществляет резец, а деталь — рабочее движение; в поперечно-строгальных движение подачи совершает деталь, а рабочее движение — резец (фиг. 430, г).
Шлифовальные станки. В шлифовальных станках инструмент — шлифовальный круг—совершает вращательное движение, а деталь может одновременно совершать вращательное и поступательное движение (при шлифовании цилиндрических поверхностей) (фиг. 430, д) или только поступательное движение (при шлифовании плоских поверхностей).
Зуборезные станки. В зуборезных станках рабочее движение и движение подачи различно для разных станков. В зубофрезерных станках инструмент совершает одновременно и вращательное, и поступательное движение, а деталь—только вращательное; в зубодолбежных станках и деталь, и инструмент совёршают оба вида движения.
Привод главного движения. Совокупность механизмов, посредством которых осуществляется передача движения от трансмиссии или электродвигателя к инструменту и обрабатываемой детали, называется приводом станка.
Передача движения от двигателя осуществляется или при помощи ременных передач (плоские ременные или клиноременные), или путем установки встроенных электродвигателей.
На современных металлорежущих станках обрабатывают самые разнообразные по физико-механическим свойствам материалы различными по качеству режущими инструментами. В целях получения наивыгоднейшей скорости резания от современных приводов требуется получение наибольшего количества чисел движений детали и инструмента в единицу времени.
Это изменение числа движений можно осуществлять ступенчатым или бесступенчатым регулированием.
При ступенчатом регулировании между наименьшим и наибольшим числом движений можно иметь лишь ограниченное количество ступеней; бесступенчатое регулирование позволяет получать, любое количество переходов.
Скачать реферат:
Пароль на архив: privetstudent.com