ШЛИФОВАЛЬНЫЕ СТАНКИ
В соответствии с видами шлифования станки подразделяют на круглошлифовальные, плоскошлифовальные и бесцентровые.
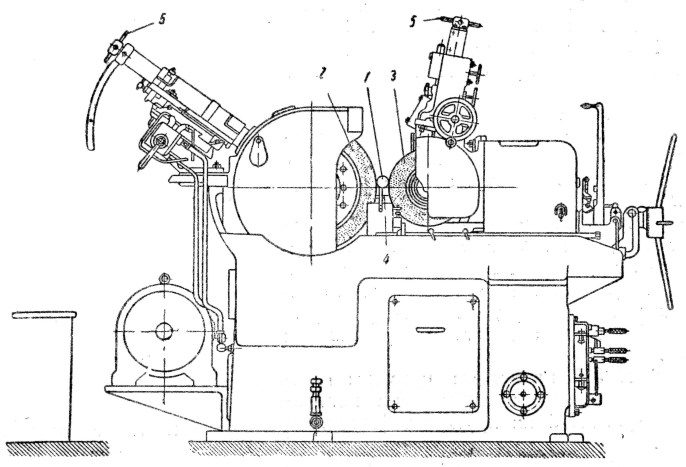
Круглошлифовальные станки. На фиг. 512 дан общий вид круглошлифовального станка для наружного шлифования. По станине 1 перемещается вручную или механически стол продольной подачи 2. Ручная продольная подача производится маховичком 8, а автоматическая — включением рукоятки 10; ручная поперечная подача производится маховичком 9, изменение скорости подачи производится рукояткой 11. На столе 2 установлены передняя бабка 3 и задняя 7. На шпинделе передней бабки закрепляется деталь. Шпиндель передней бабки 13 приводится во вращение электродвигателем 4 через ременную передачу 16. Изменение числа оборотов шпинделя производится коробкой скоростей, находящейся в передней бабке 3. Задняя бабка 7 служит для поддерживания другого конца детали при обработке ее в центрах.
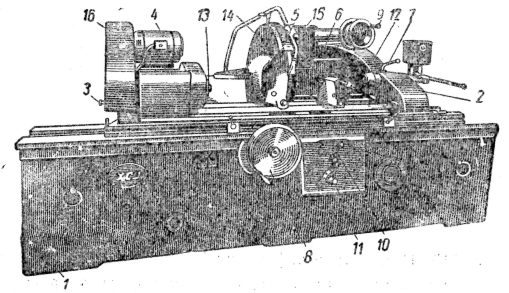
Фиг. 1. Круглошлифовальный станок.
Шлифовальная головка 15 с шлифовальным кругом 5, закрытым кожухом 14, приводится во вращение электродвигателем 6 через ременную передачу, закрытую кожухом 12.
На фиг. 2 показан внутришлифовальный станок, а на фиг. 3 — схема внутреннего шлифования. На этом станке обрабатывают внутренние поверхности отверстий, а также внутреннюю резьбу и различные фасонные поверхности при помощи копира.
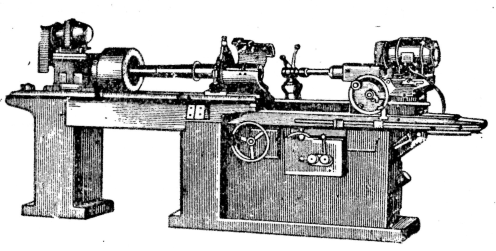
Фиг. 2. Внутришлифовальный станок.
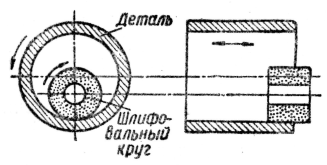
Фиг. 3. Схема внутреннего щлифования.
На фиг. 4 приведены примеры шлифования наружных и внутренних конических поверхностей на круглошлифовальных станках.

Фиг. 4. Примеры щлифования конических поверхностей.
Плоскошлифовальные станки применяются для шлифования плоскостей. По расположению шпинделя, на котором закрепляется шлифовальный круг, они подразделяются на вертикальные плоскошлифовальные и горизонтальные плоскошлифовальные.
На фиг. 5 показан плоскошлифовальный станок с горизонтальным шпинделем.
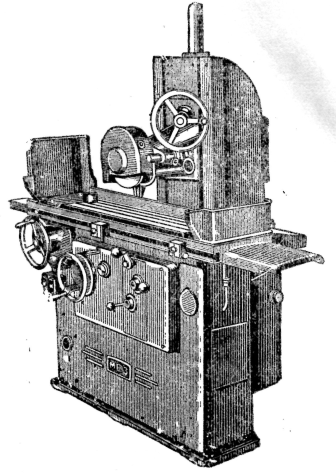
Фиг. 5. Плоскошлифовальный станок.
На фиг. 6 даны схемы работы различных типов плоскошлифовальных станков.
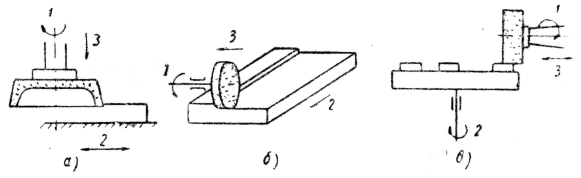
Фиг. 6. Схемы работы различных типов плоскошлифовальных станков.
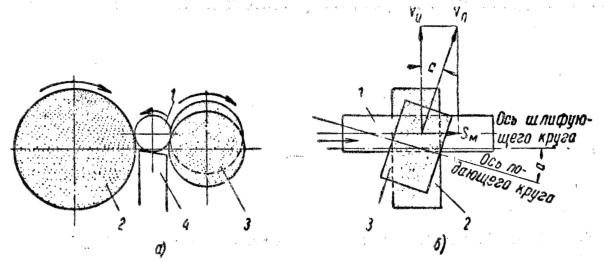
Фиг. 7. Бесцентрово-шлифовальный станок.
1 - обрабатываемая деталь; 2 - шлифующий круг; 3 - подающий круг; 4 - опора-нож; 5 - приспособления для правки кругов
Бесцектрово-шлифовальные станки (фиг. 7). Бесцентровым называется наружное круглое шлифование без крепления шлифуемого изделия. На фиг. 8, а представлена схема бесцентрового шлифования; из схемы видно, что шлифуемая деталь 1 помещается между двумя шлифовальными кругами, из которых один является основным шлифующим кругом 2 и другой—ведущим 3. Шлифуемая деталь поддерживается опорой 4. На фиг. 8, б показана схема взаимного расположения шлифующего и подающего кругов, у которых оси вращения расположены под углом а. При таком расположении осей находящаяся между кругами деталь 1, кроме вращательного, получает и поступательное движение вдоль оси, вследствие чего и будет осуществляться движение подачи.
Фиг. 8. Схема бесцентрового щлифования.
В бесцентрово-шлифовальных станках подача может быть подсчитана по формуле
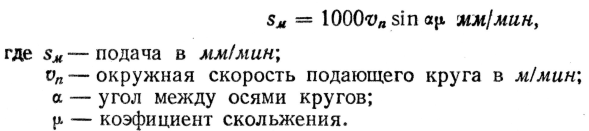
Так как величина а не превосходит обычно 5—6°, можно считать, что uк=un м/мин.
Машинное время здесь подсчитывается по формуле

Скачать реферат:
Пароль на архив: privetstudent.com