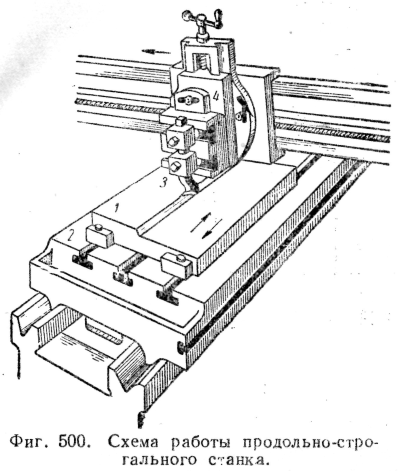
Продольно-строгальные станки. Продольно-строгальный станок характеризуется тем, что обрабатываемые детали закрепляют на столе, совершающем поступательно-возвратное движение, а резец совершает поступательное движение (движение подачи). На фиг. 500 показана схема работы продольно-строгального станка. Деталь 1, закрепленная на столе 2, делает движения в направлениях, показанных стрелками; резец 3, закрепленный в супорте 4, совершает поступательное движение подачи в направлении стрелки.
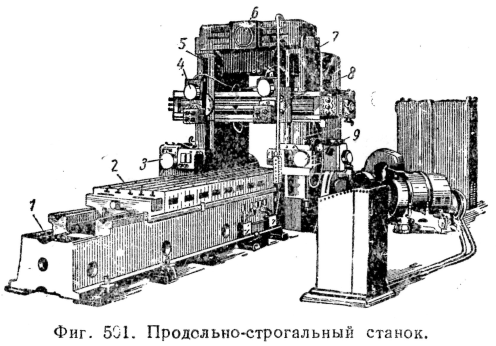
На фиг. 501 дан общий вид продольно-строгального станка. На станине 1 расположен стол 2, супорты 3 и 9, расположенные на стойках, а супорты 4 и 8 перемещаются по поперечине. Стойки 5 и 7 соединены траверсой 6. Коробка подач регулирует движение супорта.
Продольно-строгальные станки применяют при обработке крупных деталей, например, мостовых опор, станин и т. п. Кроме того, продольно-строгальные станки позволяют вести обработку партий однородных деталей одновременно закрепленных на столе.
Поперечно-строгальные станки. Поперечно-строгальные станки применяют при обработке деталей небольшого размера. Эти станки получили широкое распространение в металлообрабатывающих цехах.

На фиг. 502 показан поперечно-строгальный станок. Ползун 1 осуществляет поступательно-возвратное главное движение. На столе 2 крепится обрабатываемая деталь. От электродвигателя 3 получают движение через кулисный механизм, находящийся в станине 4, ползун 1 и стол 2. Винт 5, приводимый в движение храповым колесом 6, осуществляет движение подачи стола 2.
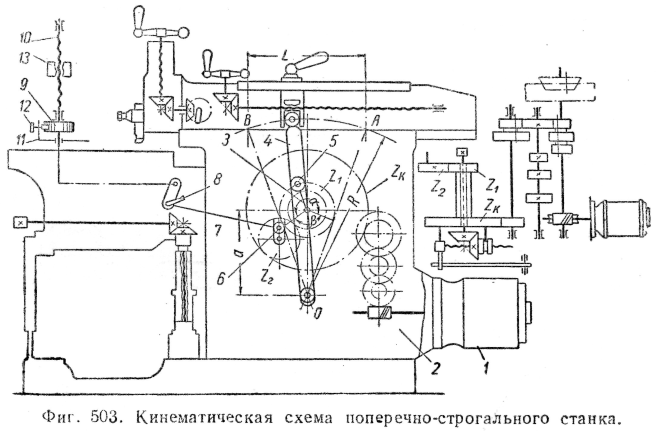
На фиг. 503 приведена кинематическая схема поперечно-строгального станка. Ползун получает движение от электродвигателя 1 через коробку скоростей 2, кулисное зубчатое колесо zк и кривошипный механизм 3 с кулисой 4. Кривошипный механизм получает от кулисного зубчатого колеса равномерное вращение, а кулиса качается около точки О. При движении кулисы из точки А в точку В кривошип описывает большую дугу (с углом а), а при обратном ходе — меньшую (с углом в). Поэтому при одинаковой длине хода ползуна в ту и другую сторону его скорость при холостом ходе будет больше скорости при рабочем ходе во столько раз, во сколько угол а будет больше угла р. Этим и достигается повышение скорости холостого хода. Длина хода ползуна регулируется перестановкой камня 5.
Движение подачи стола можно производить вручную или автоматически. При автоматической подаче вращение от колеса zк передается зубчатыми колесами z1 и z2. На колесе z3 эксцентрично закреплен палец 6. При вращении этого колеса палец 6 тянет за собой тягу 7, на конце которой помещается рычаг 8, приводящий в движение храповое колесо 9, жестко посаженное на ходовой винт стола 10. За один двойной ход ползуна тяга 7 сообщит качательное движение рычагу 11, который при помощи собачки 12 и храпового колеса 9 повернет винт подачи на некоторый угол. При повороте винта 10 на нем переместится гайка 13, жестко связанная со столом.
Долбежные станки. Долбежные станки являются разновидностью строгальных. Если представить себе поперечно-строгальный станок с вертикально расположенным ползуном, то такой станок и будет долбежным.
Долбежные станки применяют при обработке небольших деталей и по преимуществу для долбления шпоночных канавок.
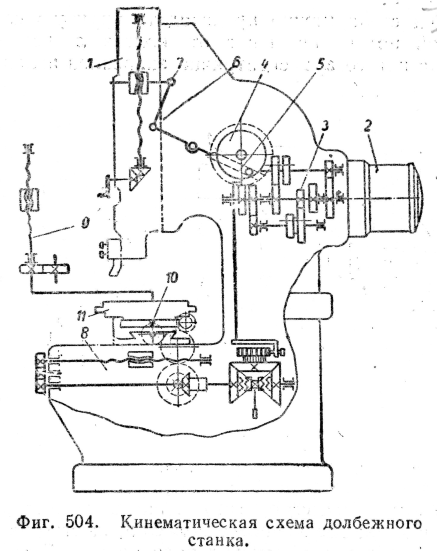
На фиг. 504 показана кинематическая схема долбежного станка. Движение ползуну 1 передается от электродвигателя 2 через коробку скоростей 3, кривошипный механизм 4, кулису 5, шатун 6 и палец 7. Движение подачи в долбежных станках может быть в продольном и поперечном направлениях, а также по кругу. Продольная подача производится ходовым винтом 8, поперечная — от винта 9 и круговая — от зубчатого колеса 10, жестко связанного со столом 11.
Протяжные станки. Протяжными называются станки, применяемые для обработки отверстий и наружных поверхностей с помощью многолезвийного инструмента, называемого протяжкой. Процесс протягивания весьма производителен и широко применим.
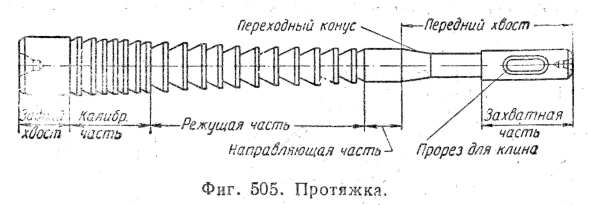
На фиг. 505 показан чертеж протяжки, применяемой при протягивании отверстий. Режущая часть состоит из ряда круглых резцов с постепенно увеличивающимися диаметрами. При работе этой протяжкой в обрабатываемой детали предварительно просверливается отверстие, в которое могут входить передний хвост и направляющая часть протяжки. При движении протяжки
слева направо по отверстию в детали режущая часть ее снимает стружку, постепенно расширяя отверстие при переходе от резания меньшим зубом к следующему большему. Окончательные размеры отверстию придает калибрующая часть протяжки.
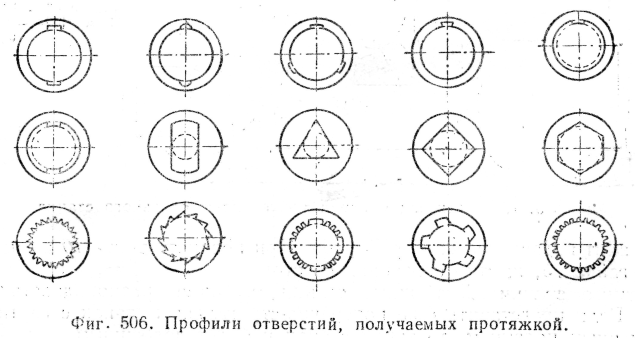
На фиг, 506 показаны различные профили отверстий, получаемых протяжкой; на каждом из профилей пунктиром нанесены предварительно подготовленные к протягиванию отверстия в обрабатываемых деталях.
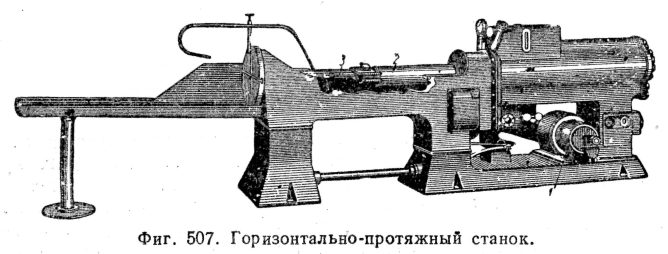
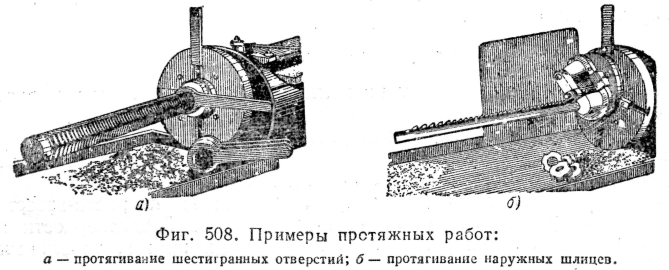
На фиг. 507 показан протяжной станок. От электродвигателя 1 движение передается к поршню 2, на штоке которого закрепляется протяжка 3. Поршень перемещается вдоль станины по направляющим; обрабатываемая деталь закрепляется в планшайбе. Характер крепления и примеры протяжных работ показаны на фиг. 508, а и б.
Скачать реферат:
Пароль на архив: privetstudent.com