ШЛИФОВАНИЕ
Шлифование является одним из видов обработки металлов резанием. Режущим инструментом при шлифовании служит шлифовальный круг, представляющий собой совокупность множества режущих зерен, являющихся как бы элементарными резцами, закрепленными в связывающем их материале. Процесс шлифования заключается в том, что обрабатываемая деталь вводится в соприкосновение со шлифовальным кругом, который при взаимном перемещении с деталью срезает с обрабатываемой поверхности элементарные стружки.
Вследствие того что толщина снимаемой при шлифовании стружки весьма мала, точность обработки при шлифовании очень велика; она доходит в настоящее время до 0,002 мм против максимальной точности обработки на токарных станках приблизительно 0,02 мм.
Так как при непрерывном росте крупносерийного производства однородных деталей вопрос о их взаимозаменяемости наилучшим образом может разрешаться лишь в случае высокой точности размеров изготовляемых деталей, очевидно, что и применение шлифования для окончательной их обработки должно непрерывно расширяться. Отсюда становится понятным, почему удельный вес шлифовальных станков начал превышать 20% всего количества металлорежущих станков.
Шлифовальные круги
Шлифовальный круг состоит из мелких зерен твердого материала, называемого абразивным, и связывающего эти зерна вещества. Твердые мелкие зерна, являющиеся шлифующим материалом, могут быть естественного происхождения и искусственные. В качестве естественных шлифующих материалов применяют песчаник, наждак, корунд и алмаз.
Песчаник состоит из зерен кварца, связанных глинисто-известковыми веществами. Твердость песчаника составляет около 60% твердости алмаза. Песчаник применяют для изготовления точильных кругов, точильных брусков и оселков.
Корунд представляет собой кристаллическую окись алюминия (Аl2O3) с примесью окиси кремния (SiO2) и окиси железа (Fe2O3). Содержание окиси алюминия в корунде достигает 90%. Твердость корунда составляет 90—95% твердости алмаза.
Наждак содержит только около 65% окиси алюминия; твердость наждака составляет около 75% твердости алмаза.
Алмаз применяется в качестве абразивного материала в виде так называемых бортов и балласов, имеющих желтоватый цвет, и карбонатов, имеющих черный цвет. Алмазная крошка и пыль применяются в шлифовальных кругах при обработке изделий из особо твердого материала или при доводке специального режущего инструмента.
К искусственным абразивным материалам, применяемым при шлифовании, относятся искусственный корунд, получаемый в электропечах, карборунд и карбид бора. Карборундами называется химическое соединение (карбид кремния SiC), получаемое в электрических печах при высоких температурах (около 2200°).
Твердость карборунда достигает 95% твердости алмаза. Карборундовые шлифовальные круги применяют при шлифовании изделий из металлов, обладающих большой твердостью, и для заточки инструмента с пластинками из; твердых сплавов. Карбид бора (В4С) также получают в электропечах при высоких температурах. Твердость карбида бора несколько выше твердости карборунда.
Карбид бора применяют при изготовлении шлифовальных кругов в качестве заменителя алмазной пыли.
В качестве связующего материала в шлифовальных кругах применяют вещества растительного и минерального происхождения. К первым относятся каучук, бакелит и шеллак, ко вторым — смеси магнезита с хлористым магнием или хлористым кальцием, смесь глины с кремниевой пылью и др. Шлифовальные круги со связующим веществом на магнезитовой основе могут работать лишь на сравнительно небольших окружных скоростях.
Твердость шлифовального круга определяется способностью связующего вещества удерживать зерна абразивного материала. Она должна соответствовать твердости обрабатываемого материала. Так, для шлифования твердой стали следует применять более мягкие круги, чем при шлифовании мягкой стали, так как легко отрывающиеся зерна мягкого круга будут быстро вводить в работу новые, незатупившиеся зерна. При шлифовании мягкой стали целесообразно применять более твердый круг, который будет более стоек в работе.
Шлифовальные круги характеризуются также по зернистости абразивного материала. Зернистость материала определяется числом отверстий в сите на 1 пог. дюйм, через которое может просеиваться характеризуемый материал. Применительно к этому абразивные зерна классифицируются по номерам зернистости, приводимым ниже.
Группа зернистости № зернистости
Шлифовальное зерно......12 16 20 24 36 46 60 80
Шлифовальные порошки ....100 120 140 170 200 230 270 325
Форма шлифовального круга должна соответствовать выполняемой работе. На рис. 1 показаны формы шлифовальных кругов.
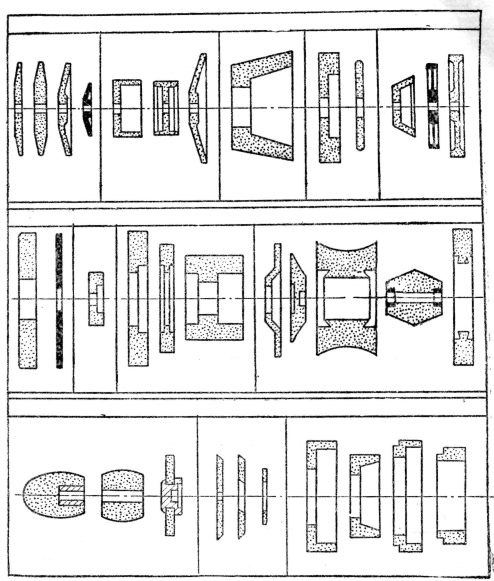
Рис. 1. Шлифовальные круги
В процессе шлифования выделяется большое количество тепла, могущего вызвать изменение свойства металла обрабатываемой детали и повлиять на рабочие качества шлифовального круга. Для предотвращения вредных последствий нагрева применяют охлаждение водой с добавлением 5—10% соды.
Скачать реферат:
Пароль на архив: privetstudent.com