Первые исследования процесса образования стружки были сделаны И. А. Тиме; они относятся к 60-м годам минувшего столетия и до сих пор не утратили своей ценности. Работы И. А. Тиме были расширены и развиты К. А. Зворыкиным (1899 г.) и другими русскими исследователями.
Рассмотрим процесс образования стружки.
Закрепив металлический брусок 1 (фиг. 403, а) и установив резец 2 на определенную глубину t, приложим к резцу силу Р по направлению, параллельному поверхности бруска 1.
Резец под действием силы Р при перемещении врезается в обрабатываемый металл и сжимает часть металла. При этом сжатии возникает скалывающее напряжение в плоскости, параллельной к определенному направлению аа. Когда это напряжение достигает определенного значения, происходит скалывание элемента 1 (фиг. 403, 6 и в). При дальнейшем перемещении резца происходит скалывание элемента 2, затем 3, 4 и т. д.
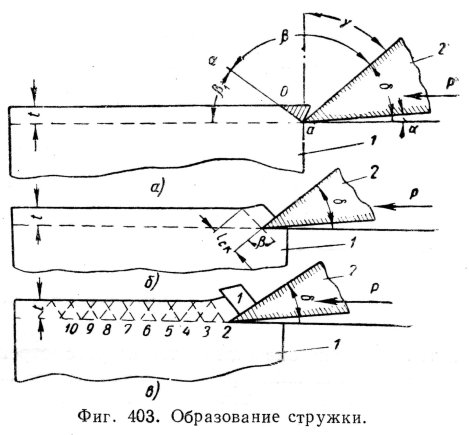
В процессе резания вязких металлов отдельные элементы стружки под действием больших давлений сцепляются между собой, образуют непрерывную стружку, гладкой стороной обращенную к резцу и шероховатой наружу. При обработке хрупких металлов такого соединения между элементами стружки не наблюдается, и стружка отделяется от обрабатываемого образца в виде отдельных кусков.
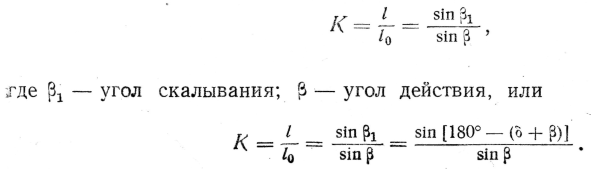
Угол в между передней гранью резца и плоскостью аа называется углом действия.
Исследованиями Тиме установлено, что сумма углов действия р и резания о есть величина приблизительно постоянная и для различных металлов колеблется в пределах от 145 до 150°. При этом сумма указанных углов получалась приблизительно равной следующим величинам: ß + б = 145° при б = 45°, ß + б = 150° при б = 75°.
Угол ß1, образованный плоскостью скалывания и направлением движения, резца, называется углом скалывания.
Виды стружки. Все разнообразие видов стружки можно объединить в следующие основные виды: 1) стружка надлома, 2) стружка скалывания или элементная, 3) ступенчатая стружка и 4) сливная стружка.
Различия между приведенными типами стружки обусловлены следующими: признаками.
1. Стружка надлома получается при резании твердых и хрупких металлов. При врезании резца нельзя обнаружить заметных пластических деформаций стружки, которая вырывается кусками неправильной формы. Обрабатываемая поверхность получается шероховатой. Сама стружка со стороны, обращенной к резцу, получается неровной и неправильной формы. Стружка надлома может быть получена также при обработке и вязких металлов, если обработку вести с малым углом резания и с небольшой скоростью резания (фиг. 404, а).
2. Стружка скалывания (фиг. 404, б) образуется при обработке твердых. и недостаточно вязких металлов. Внешне она отличается от стружки надлома тем, что элементы ее между собой на некоторой длине соединены в виде ленты с шероховатостью на наружной части и более ровной поверхностью на передней части резца.
Ленты стружки скалывания имеют различную форму и состоят из отдельных элементов, механически связанных между собой в процессе их деформации и перемещения. Иногда может получаться стружка, состоящая из отдельных элементов, которые между собой настолько слабо связаны, что достаточно легкого прикосновения, чтобы они отделились друг от друга. Такая стружка скалывания называется элементной. Обработанная поверхность при стружке скалывания получается значительно более чистой, чем при стружке надлома.
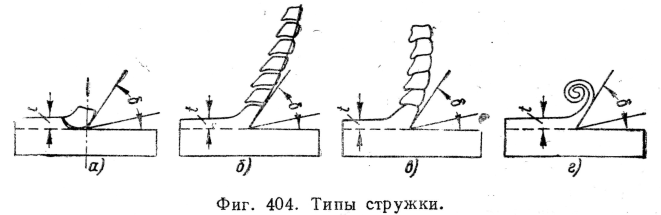
3. Стружка ступенчатая (фиг. 404, в) получается при обработке металлов средней твердости при небольшой глубине резания и при хорошо заточенном резце. С внешней стороны стружка имеет шероховатую, в виде ступеней, поверхность, а со стороны резца гладкую поверхность; элементы стружки соединены между собой.
4. Сливная стружка (фиг. 404, г) получается при обработке вязких или весьма мягких металлов, как, например, медь, олово, свинец, мягкая сталь и т. п. Внешне она отличается от рассмотренных выше форм стружки тем, что имеет вид спирали, при этом элементы ее между собой не разделены и почти не заметны. Шероховатость у этой стружки наблюдается только на внешней стороне, т. е. в вогнутой части, а со стороны резца она имеет гладкую поверхность.
Сливную стружку можно получить также при обработке и не очень вязких металлов, если резание производить при небольшой глубине и при малом угле.
В процессе образования стружки ее элементы получают трапециевидную форму; при этом большее основание трапеции располагается со стороны передней грани резца. Вследствие этого стружка, представляющая собой совокупность ряда таких элементов, не получается прямолинейной, а завивается, отступая от передней грани резца. Такое формообразование стружки называют завыванием.
Коэфициент усадки. В процессе образования стружки наблюдается укорачивание стружки по длине и разбухание по ширине; это явление очень заметно при обработке вязких металлов и мало заметно при обработке хрупких; оно называется усадкой стружки. Величина усадки характеризуется коэфициентом усадки и обозначается через К.
Обозначая через l0 длину элемента снятого слоя металла, а через l — длину полученного при этом элемента стружки, из чертежа, приведенного на фиг. 405, можно получить значение К:
Подставляя в эту формулу значение ß и ß1 (из равенства ,ß + б = 145° при б = 45° и ß + б = 150° при б = 75°), при б = 45° получим
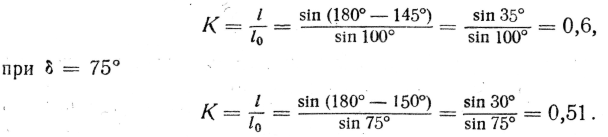
Из приведенных выше расчетов следует, что с увеличением угла резания б коэфициент усадки уменьшается.
Наклеп металла при резании. В процессе обработки резанием слой металла, прилегающий к обрабатываемой поверхности, приобретает наклеп. Глубина наклепанного слоя зависит главным образом от геометрической формы резца, режима резания и свойств обрабатываемого материала; для вязких материалов она больше, чем для хрупких.
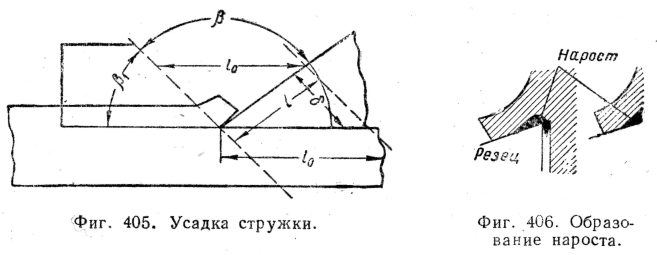
Нарост. В процессе резания металла на передней грани резца вблизи режущей кромки возникает нарост, состоящий из частиц обрабатываемого металла. Иногда высота такого нароста достигает нескольких миллиметров. Структура нароста существенно отличается от структуры обрабатываемого материала. Твердость материала нароста может достигать такой величины, что нарост сам может резать металл, из которого он образовался. Схема образования нароста показана на фиг. 406. Нарост уменьшает угол резания, если он больше 60°, предохраняет резец от нагрева и увеличивает его стойкость. Нарост отрицательно влияет на качество обрабатываемой поверхности, делая ее более шероховатой. Нарост появляется преимущественно при обработке вязких металлов. Замечено, что нарост возникает при некоторых средних скоростях резания. При малых и больших скоростях резания нарост имеет пониженное значение и уменьшается с увеличением переднего угла. Применение смазочноохлаждающих жидкостей уменьшает нарост.
Скачать реферат:
Пароль на архив: privetstudent.com