Обработку металлов резанием можно производить вручную или на станках; ручная обработка металла резанием называется слесарной обработкой.
Надлежащая форма детали получается при слесарной обработке так же, как и при станочной, — путем последовательного удаления с заготовки слоев металла в виде стружки.
Основными видами слесарных работ являются разметка, рубка, резка, опиловка, ручное сверление, развертывание, нарезание резьбы, шабрение и притирка, а также правка и холодная клепка.
Толщину слоя металла, подлежащего удалению при обработке резанием, называют припуском на обработку.
Соответствие детали заданным размерам определяют измерительным инструментом.
Заготовки для слесарной обработки получают ковкой или отливкой; в некоторых случаях слесарной обработке могут подвергаться заготовки, полученные станочной обработкой.
Заготовки, поступающие для слесарной обработки, должны быть проверены в отношении размеров припусков, а также в отношении их качества: заготовки не должны иметь трещин, пленок, газовых и усадочных раковин; заготовки из чугуна не должны иметь отбеленных поверхностей; сварные заготовки не должны иметь пороков по сварке.
Измерительный инструмент
Применяемый в слесарном деле измерительный инструмент разделяют на многомерный и одномерный. К многомерному относят измерительный инструмент, служащий для определения различных размеров; одномерным называют инструмент, применяемый для определения лишь одного размера. Многомерным измерительным инструментом являются линейки, кронциркули, микрометры и т. п., одномерным — калибры, шаблоны, угольники и т. п.
Многомерный измерительный инструмент. Линейки. Применяемые в слесарном деле линейки представляют собой стальные полосы с нанесенными на них делениями обычно через 0,5 мм.
Штангенциркуль также является линейкой с нанесенными на ней делениями. На конце линейки неподвижно укреплена ножка, другая ножка укреплена на рамке, могущей скользить по линейке. На рамке имеется вырез, на краю которого помещена шкала, называемая нониусом. Применение нониуса позволяет производить измерения с большей точностью, чем на обыкновенной линейке. Увеличение точности измерения при пользовании нониусом достигается тем, что шкала нониуса может, например, иметь 10 делений, уложенных на длине 9 мм, т. е. длина деления этой шкалы составляет не 1 мм, а лишь 0,9 мм; поэтому если длина измеряемого предмета несколько больше некоторого целого числа миллиметров, то для точного измерения поступают так (фиг. 408, а):
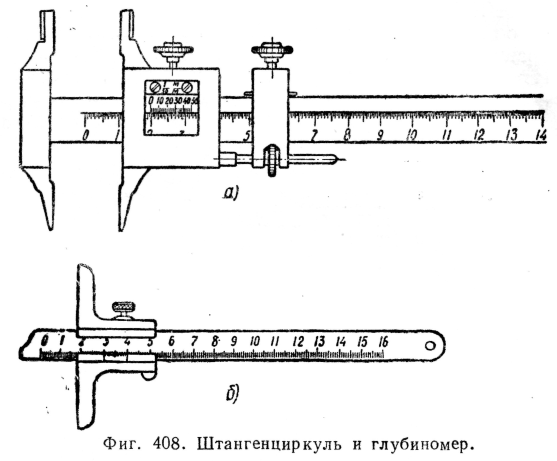
1) убедившись, что при сдвинутых ножках нулевые деления линейки и нониуса совпадают, раздвигают ножки так, чтобы концы их совпали с конечными точками измеряемого расстояния;
2) находят целое число делений линейки, на которое продвинулась нулевая черта нониуса;
3) находят черту шкалы нониуса, совпадающую с каким-либо делением линейки, и определяют, какая по счету эта черта; если, например, седьмая черта делений нониуса совпадает с делением линейки, значит в измеряемой длине содержится некоторое целое число миллиметров плюс семь десятых миллиметра.
Так как точность измерения при пользовании нониусами равна частному от деления одного деления линейки на число делений нониуса, то в рассмотренном выше примере точность измерения составляет 0,1 мм. Для более точных измерений применяют штангенциркули с меньшим размером делений линейки (например, 0,5 мм) и большим числом делений на шкале нониуса при небольшой абсолютной длине ее (например, шкала длиной 12 мм разделена на 25 частей).
Глубиномер применяют для измерения глубины отверстий, углублений, пазов и т. п. (фиг. 408, б). Он состоит из линейки с делениями и подвижной поперечины с нониусом. При измерении поперечина устанавливается на краях измеряемого отверстия, а линейка продвигается в глубину его до соприкосновения с дном. Определение глубины производят так же, как измерение длины штангенциркулем.
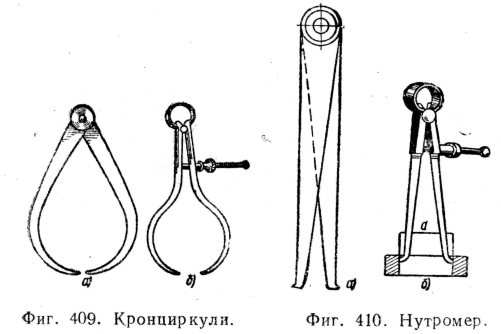
Кронциркуль служит для измерения изделий небольшого размера. Он состоит из двух дугообразных ножек, соединенных шарниром (фигура 409, а). Раздвигание ножек кронциркуля производят рукой или посредством винта и гайки (фиг. 409, б); в последнем случае ножки соединяются пружиной. При измерении концы ножек должны касаться поверхности изделия и передвигаться по ней с небольшим трением. Расстояние между концами ножек измеряют линейкой.
Нутромер. Устройство нутромера показано на фиг. 410, а. Нутромер отличается от кронциркуля тем, что концы его ножек отогнуты наружу. Нутромером определяют размер диаметров отверстий, размеры пазов и т. п. Пример измерения отверстия нутромером показан на фиг. 410, б.
Микрометр применяют для точного измерения длины, толщины и диаметра изделий небольших размеров.
Устройство микрометра показано на фиг. 411, а. Он состоит из стальной скобы 1, закаленного стержня 2 со шлифованным торцом, закрепленного в скобе 1. Во втулку 3 с резьбой ввинчивается стержень 4, гладкий конец которого выходит внутрь скобы 1. На другом конце стержня 4 укреплена гильза 5, вращающаяся вместе со стержнем 4; гильза 5 частично закрывает втулку 3. Измеряемое изделие помещают между торцами стержней 2 и 4; грубую установку стержня осуществляют вращением гильзы 5. Для устранения чрезмерного нажима стержня 4 на измеряемое изделие служит трещотка 6, которой производится окончательная установка стержня 4. Трещотка соединена с гильзой 5 храповичком, отжимаемым пружинкой; храповичок начинает вращаться свободно, как только стержень 4 упрется в измеряемую деталь. Таким образом, измеряемый предмет зажимается между торцами стержней 2 и 4 слабо и всегда с одинаковой силой.
Стержень 4 может быть закреплен поворотом зажимаемого кольца 7. На втулке 3 имеются деления, нанесенные через 0,5 мм, а малая окружность конусообразной части гильзы 5 разделена на 50 равных частей. Шаг винта втулки 3 составляет 0,5 мм; таким образом, при полном обороте гильзы 5 она (вместе со стержнем 4) переместится на 0,5 м, при повороте гильзы на одно деление она переместится на 0,5 : 50 = 0,01 мм. Следовательно, размер изделия, зажатого между торцами стержней 2 и 4, определяется по количеству делений на втулке 3 и по числу делений, нанесенных по кругу гильзы 5; например, на втулке 3 читаем 25,5 мм, а по кругу гильзы 5—17 делений, тогда размер изделий будет равен 25,5+0,17 = 25,67 мм.
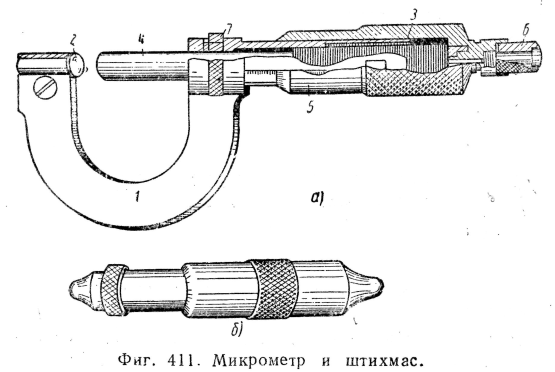
Штихмас служит для измерения внутренних размеров изделий. Он состоит из трубки с резьбой; на трубку навертывается гильза (фиг. 411, б). На трубке нанесены деления через 0,5 мм, а окружность гильзы разделена на 50 частей. При измерениях штихмас должен устанавливаться перпендикулярно оси измеряемого отверстия; отсчеты по штихмасу производят так же, как и отсчеты по микрометру.
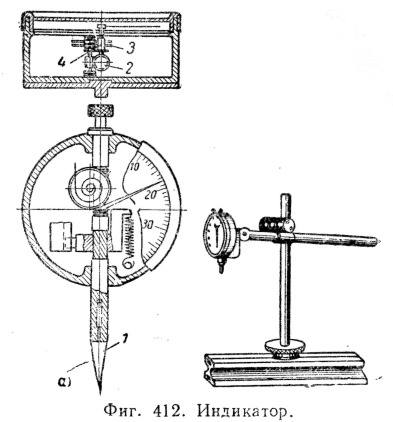
Индикатор применяют для точного измерения отклонений размеров изделия от требуемых. Схема устройства индикатора показана на фиг. 412, а. Измерительный штифт 1 имеет резьбу, которой он сцепляется с червячным колесом 2. При перемещении штифта 1 резьба его приводит во вращение червячное колесо, вращение которого через зубчатые колеса 3 передается оси 4, на которой укреплена стрелка прибора. Перемещение штифта индикатора на 1 мм дает полный оборот стрелки; на шкале наносится 100 делений; таким образом, смещение стрелки на одно деление соответствует перемещению штифта на 0,01 мм. При пользовании индикатором его укрепляют на стержне (фиг. 412, б), который может быть укреплен на стойке на различной высоте. Индикатором пользуются для контроля точности обработки на металлорежущих станках, проверяя изделие на овальность, разность диаметров, конусность и т. п.
Угломер состоит из двух линеек, скрепленных винтом; к одной из линеек прикреплен диск с градусными делениями и нониусом. Изделие помещают между линейками так, чтобы края линеек плотно прилегали к плоскостям, между которыми измеряется угол. Величину измеряемого угла прочитывают по показанию градусной шкалы диска.
Одномерный измерительный инструмент. Одномерный инструмент применяют для определения одного размера (диаметра, толщины, угла).
Контрольные плитки представляют собой прямоугольные стальные пластинки определенного размера; их готовят наборами, состоящими из плиток разного размера. Складывая несколько плиток, можно получить различные размеры. Контрольные плитки применяют для проверки инструментов и изделий точных размеров.
Проверочный инструмент для поверхностей служит для установления наличия отклонения поверхности от правильной плоскости, не давая точной величины этого отклонения. К такому инструменту относятся плитки, линейки, угольники. Проверку ведут на глаз, наблюдая просвет между инструментом и изделием; таким путем можно улавливать просветы от 0,003 мм.
Угольники, служащие для проверки угла определенной величины, состоят из двух линеек, расположенных под требуемым углом.
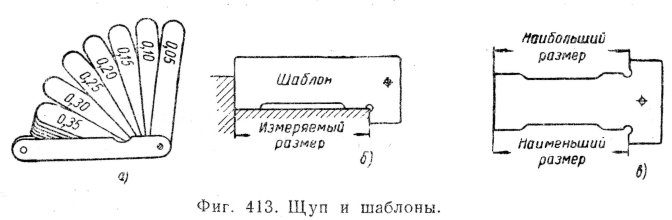
Щупом называют инструмент, применяемый для измерения небольших зазоров. Щуп состоит из набора стальных пластинок различной толщины (от 0,03 до 2 мм). Для измерения пользуются или одной пластинкой, или несколькими, сложенными вместе. При измерении щуп должен входить в зазор с небольшим трением. Пластинки щупа укрепляются веерообразно на заклепке, около которой они могут поворачиваться (фиг. 413, а).
Шаблонами называют инструменты, применяемые для проверки соответствия размера и профиля изделия заданным; шаблоны могут быть различных типов и размеров. Различают нормальные и предельные шаблоны; первые служат для проверки определенного размера (фиг. 413, б), вторые — для установления отклонений от нормального размера (фиг. 413, в) в сторону наибольшей и наименьшей его величины, при этом одна сторона шаблона будет проходной, другая — браковочной.
Калибрами называют измерительный инструмент, применяемый при массовом или крупносерийном изготовлении однородных деталей, могущих заменять одна другую. Для обеспечения взаимозаменяемости при изготовлении.
деталей необходимо, чтобы их размеры не отклонялись от номинального больше, чем это допускается техническими условиями.
Калибры, которыми можно измерять два предельных размера, между которыми лежит номинальный размер, называют предельными калибрами. Один из размеров калибра является наибольшим допускаемым, а второй — наименьшим; один из этих размеров является проходным, а другой браковочным.
На фиг. 414, а показан предельный калибр-скоба, а на фиг. 414, б — предельный калибр-пробка.
Если калибр имеет только одну сторону — проходную, его называют нормальным.
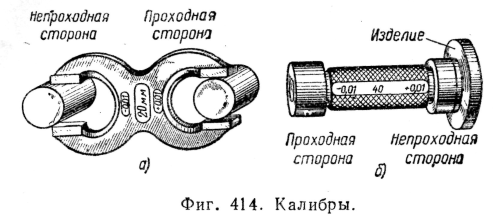
Измеряемое изделие должно проходить через такой калибр с легким трением. Резьбомер. Для измерения резьб с различным шагом и различным характером профиля служат специальные шаблоны, называемые резьбомерами.
Резьбомер представляет собой набор тонких стальных пластинок, на одной стороне которых имеются шаблоны соответствующего профиля и шага, для удобства пользования на каждой пластинке указывается размер шага резьбы.
Скачать реферат:
Пароль на архив: privetstudent.com