Передачи винт—гайка качения широко применяются в механизмах ЛА, например в механизмах изменения стреловидности крыла, в стыковочных устройствах КА, в металлорежущих станках. Основное применение имеют шарико-пинтовые передачи (рис. 1 — шариковая пара винт—гайка с пакетом регулировочных прокладок: 1—полугайка; 2 — винт. Они состоят из винта и гайки со специальными винтовыми канавками (рис. 2), в которых перемещаются шарики. Скорость перемещения этих шариков отличается от скорости ведущего и ведомого звеньев, поэтому для обеспечения непрерывной циркуляции шариков концы рабочей части резьбы в гайке должны быть соединены возвратным каналом. Шариковинтовые передачи (ШВП) применяются для рабочих нагрузок от сотен до сотен тысяч ньютонов. Средние диаметры винтов в этих передачах 10... 100 мм, диаметры шариков от 3 до 10 мм.
В ШВП различного назначения применяются криволинейные профили резьбы винта и гайки (рис. 2, а, б), прямолинейные (рис. 2, с) и комбинированные (рис. 2, г). Для силовых ШВП, применяемых в ЛA, рекомендуются полукруглые профили с двухточечным контактом и углом контакта ак = 45° (рис. 2 а). Прямолинейный профиль резьбы (треугольный, трапецеидальный, рис. 2, в) является наиболее технологичным, но значительно уступает по нагрузочной способности криволинейному. Это объясняется тем, что допускаемая нагрузка на шарик, находящийся в желобе с профилем в виде дуги окружности, более чем в 3 раза выше допускаемой нагрузки на шарик, лежащий на плоской поверхности трапецеидального или треугольного профиля. Прямолинейный профиль резьбы применяется в ШВП для восприятия небольших осевых нагрузок, например в измерительных устройствах.
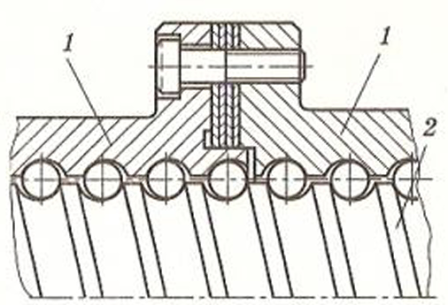
Рис. 1
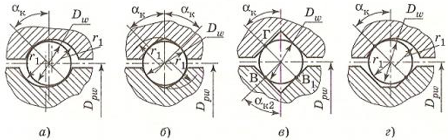
Рис. 2
Высокий КПД, надежность ШВП в значительной степени зависят от конструкции и качества изготовления перепускного канала. Каналы должны быть просты в изготовлении и допускать регулировку элемента, направляющего шарики из резьбовой канавки в возвратный канал; иметь плавный переход резьбовой канавки в возвратный канал; обеспечивать минимальный путь возврата шарика при малом числе поворотов.
Наиболее рациональной является конструкция, в которой возврат шариков осуществляется с помощью специальных вкладышей 1, вставленных в окна гайки по диагонали и соединяющих соседние витки резьбы (рис. 3). Обычно в гайке предусматриваются три вкладыша, которые располагаются под углом 120°, при этом шарики разделены на три независимо циркулирующие группы.
Для повышения осевой жесткости передачи и точности позиционирования гайки предусматривается возможность предварительного натяга путем взаимного смещения полугаек с помогцыо прокладок, либо путем взаимного поворота полугаек с их последующей фиксацией. При использовании профиля «стрельчатая арка» предварительный натяг обеспечивается подбором диаметра шариков.
Нагрузочная способность и долговечность ШВП определяются твердостью контактирующих поверхностей резьбы винта и гайки. Она должна быть не ниже (50 HRCэ. В случае поверхностного упрочнения (азотирования, объемной закалки или закалки ТВЧ) толщина слоя должна быть достаточной для восприятия высоких контактных напряжений.
Винты изготовляются из сталей ХВГ и 7ХГ2ВМ с объемной закалкой, 8ХВ с закалкой при индукционном нагреве и 20ХЗМВФ с азотированием поверхности. Для гаек применяются стали марок 9ХС, ШХ15 с объемной закалкой и цементируемые стали 18ХГТ, 12ХНЗА, 18ХНВА и др. Шарики обычно изготавливаются из стали ШХ15, ШХ15СГ. Твердость поверхности шариков должна быть не ниже 63 HRCэ.
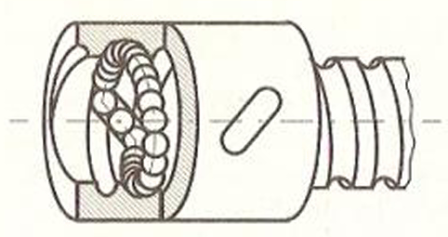
Рис. 3
Используемая литература: Детали машин и основы конструирования : учеб. для вузов /
Г. И. Рощин, Е. А. Самойлов, Н. А. Алексеева и др.; под
ред. Г. И. Рощинн и Е. А. Самойлова. — М. : Дрофа, 2006. —
415, [1] с.: ил. — (Высшее образование).
Скачать реферат:
Пароль на архив: privetstudent.com