Дипломный проект
Модернизация вертикально-сверлильного станка модели 2Н125
Аннотация
Пояснительная записка содержит 148 страниц, в том числе 107 рисунков, 25 таблиц, 21 источник, 2 приложения. Графическая часть выполнена на 10листах формата А1.
В ходе выполнения дипломного проекта была произведена модернизация вертикально-сверлильного станка модели 2Н125с целью повышения его производительности.
В части инженерного анализа проекта произведен ряд расчетов несущей системы станка, а также шпиндельного узла.
В технологической части был выполнен расчет повышения производительности оборудования.
В разделе дипломного проекта по безопасности жизнедеятельности рассмотрены возможные вредные и опасные производственные факторы на участке и приведены рекомендации по улучшению условий труда, а также произведён расчет защитного заземления для станка.
В экономической части произведён расчёт экономического эффекта от модернизации вертикально-сверлильного станка модели 2Н125.
The abstract
Explanatory note contains 148 pages, including 107 figures, 25 tables, 21 sources, 2 app. Graphic portion is 10 sheets of A1.
In the course of the graduation project was modernized vertical drilling machine 2N125 model to improve its performance.
As part of the engineering analysis of the project produced a series of calculations of the support system of the machine, as well as spindle assembly.
In the process of the calculation was performed improve equipment performance.
In the diploma project on life safety, the possible harmful and dangerous production factors in the area and provides recommendations to improve working conditions, as well as a calculation for protective grounding of the machine.
In a calculation of the economic impact of the economic modernization of vertical drilling machine model 2N125.
Содержание
Введение........................................................................................................... 6
1 Сверлильные станки и технология сверлильной обработки.......................... 7
1.1 Общие сведения об особенностях процесса сверления.............................. 7
1.2 Классификация сверлильных станков...................................................... 15
1.3 Технология обработки на сверлильных станках и их оснастка................ 29
1.4 Основные направления модернизации сверлильных станков.................. 39
1.5Постановка цели и задач проектирования................................................. 44
2 Разработка конструкции основных узлов и приспособлений станка.......... 46
2.1Анализ режимов обработки на базовой модели станка............................. 46
2.2Кинематический расчет привода главного движения................................ 47
2.3 Силовой расчет привода главного движения............................................ 52
2.4 Проектный расчет зубчатых колес коробки скоростей............................. 53
2.5 Проектный расчет валов коробки скоростей............................................ 59
2.6 Расчет и выбор подшипников для коробки скоростей.............................. 62
2.7 Расчет шпоночных и шлицевых соединений на смятие........................... 65
2.8 Разработка конструкции подъемно-поворотного кронштейна................. 66
2.9 Разработка конструкции универсального кондуктора для сверления отверстий 68
2.10 Разработка конструкции механизма привода вертикальной подачи....... 69
2.11 Обоснование выбора посадок деталей в разработанных узлах и приспособлениях........................................................................................................................ 70
3Инженерный анализ узлов станка................................................................ 71
3.1 Расчет характеристик шпиндельного узла................................................ 71
3.2 Разработка модели несущей системы станка............................................ 76
3.3 Расчет статических характеристик несущей системы станка................... 78
3.4 Расчет динамических характеристик несущей системы станка................ 80
4 Технологическая часть................................................................................ 93
4.1 Назначение и конструкция обрабатываемой детали................................. 93
4.2 Определение технологичности конструкции детали................................ 94
4.3 Определение типа производства............................................................... 97
4.4 Выбор и обоснование метода получения заготовки............................... 100
4.5 Расчёт припусков на механическую обработку...................................... 103
4.6 Расчёт режимов резания.......................................................................... 108
4.7 Расчёт технической нормы времени....................................................... 110
4.8 Выбор оборудования и расчет его количества........................................ 112
4.9 Выводы по технологической части......................................................... 113
5 Безопасность труда.................................................................................... 114
5.1 Анализ и обеспечение безопасных условий труда на рабочем месте..... 114
5.2 Расчет защитного заземления станка...................................................... 119
5.3 Возможные чрезвычайные ситуации. Расчет времени эвакуации при пожаре 122
5.4 Оценка устойчивости объекта к ударной волне ядерного взрыва.......... 125
6 Экономическая часть................................................................................. 129
6.1 Исходные данные для расчета экономического эффекта от модерниза-
ции................................................................................................................ 129
6.2 Расчет затрат на проведение модернизации........................................... 131
6.3 Расчет экономического эффекта от проведения модернизации.............. 133
Заключение................................................................................................... 142
Список использованных источников............................................................ 143
Приложение А.............................................................................................. 145
Приложение Б (Спецификации)................................................................... 148
Введение
Развитый машиностроительный комплекс, высокий уровень его технологий, конкурентоспособность выпускаемых машин и механизмов являются непременным условием динамичного развития экономики. Особое место в развитии отраслей машиностроения и металлообработки занимает станкоинструментальная промышленность, которая, поставляя технологическое оборудование, обеспечивает внедрение достижений научно-технического прогресса в области технологий, определяет уровень ресурсных затрат в промышленности, формирует парк технологического оборудования.
Сверлильные станки составляют значительную долю в общем объеме металлорежущего оборудования. На некоторых предприятиях пятая часть всего заводского парка станков – сверлильные станки. На сверлильных станках выполняют весьма широкий круг работ, что обеспечивается разнообразием конструкций станков, а также инструмента. Типы и модели сверлильных станков отличаются назначением, конструкцией, кинематикой, размерами, уровнем автоматизации и степенью точности.
Достижение и сохранение в течение длительного времени высокой производительности и точности сверлильных станков является важной экономической задачей, которую можно решить совершенствованием конструкций станков, отдельных его элементов, их правильной эксплуатацией, своевременным и технически грамотным обслуживанием.
1 Сверлильные станки и технология сверлильной обработки
1.1 Общие сведения об особенностях процесса сверления
Сверление – один из самых распространенных методов получения отверстий резанием. Режущий инструмент –сверло, которым можно как получать отверстия в сплошном материале (сверление), так и увеличивать диаметр уже просверленного отверстия (рассверливание). Работа сверла показана на рисунке 1.1, а зенкера (многолезвийногоинструмента для обработки отверстия) – на рисунке 1.2.
Рисунок 1.1 – Работа сверла:1 – сверло, 2 –стружка, 3 – деталь.
Рисунок 1.2 – Работа зенкера:1-деталь, 2-зенкер
При сверлении обрабатываемую деталь закрепляют на столесверлильного
станка прихватами, в тисках, на призмах и т. п., а сверлу сообщают два совместных движения (см. рисунок1.2.) – вращательное по стрелке vи поступательное (направленное вдоль оси сверла) по стрелке s. Вращательное движение сверла называется главным (рабочим) – движением, или движением резания, а поступательное – движением подачи.
Сверла бывают разных типов: перовые, спиральные, пушечные, кольцевые и комбинированные специальные.
Спиральное сверло состоит из рабочей части, шейки, хвостовика для крепления сверла в шпинделе станка и лапки, служащей упором при выбивании сверла из гнезда шпинделя (рисунок 1.3, а). Рабочая часть разделяется на режущую и направляющую.
Режущая часть состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки (рисунок1.3, б);перемычки (сердцевины) –средней части сверла, соединяющей оба зуба (пера); Двух передних поверхностей, по которым сбегает стружка, и двух задних поверхностей; двух ленточек для направления сверла и уменьшения еготрения о стенки отверстия; двух главных режущих кромок, образованных пересечением передних и заднихповерхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкойрасположена идущая по винтовой линии несколько углубленная часть – спинка зуба.
К геометрическим параметрам режущей части сверла относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
Рисунок 1.3 – Элементы спирального сверла
Угол при вершине сверла 2φ расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимостиот твердости обрабатываемого материала (от 80до140°):для сталей, чугунов и твердых бронз 2φ = 116–118°; для латуней имягких бронз 2ср = 130°; для легких сплавов, силумина, электрона и баббита 2φ = 140°; для красной меди 2φ = 125°; для эбонита и целлулоида 2φ = 80–90°.
Чтобы повысить стойкость сверл диаметром от 12 мм и более, применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, как при обычной заточке, а ломаной линии. Основнойугол 2φ = 116–118° (для сталей и чугунов), а второй угол 2φ = 70 -75°.
Угол наклона винтовой канавки обозначается греческой буквой омега (ω). С увеличением этого углапроцесс резания протекает легче и улучшается выход стружки. Величина а) зависит от диаметра сверла. Для сверлдиаметром 0,25-9,9 мм ω = 18-28°, для сверл диаметром 10 мм и более ω = 30°.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим переднийугол γ.
Передний уголγ (гамма) в разных точках режущей кромки имеет разную величину: он больше периферии сверла и заметноменьше у его оси. Так, если у наружного диаметра передний угол γ = 25–30°, то у перемычки он близок к 0°.Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний уголсверлаα(альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости А–А, параллельной оси сверла (см. рис. 4, е). Величина заднего угла также изменяется по направлению от периферии к центру сверла: у периферии он равен 8–12°, а у оси а = 20–26°.
Угол наклона поперечной кромки φ (пси) для сверл диаметром 1–12 мм от 47 до 50° (см. рис. 4, б), а для сверлдиаметром более 12 мм φ = 55°.
Сверлильные станки. Согласно классификации, принятой в России, сверлильные станки подразделяются на шестьосновных типов:
- вертикально-сверлильные;
- одношпиндельные полуавтоматы;
- многошпиндельные полуавтоматы;
- радиально-сверлильные;
- горизонтально-сверлильные (расточные) и
- разные сверлильные.
Наиболее распространены одношпиндельные вертикально-сверлильные станки. Они бывают настольными, настенными и на колонне. Настольные станки весьма быстроходны и применяются для сверления отверстийдиаметром до 12 мм.
Многошпиндельные сверлильные станки применяют главным образом в серийном производстве. Станки этого типа выполняют с неподвижными (постоянными) и с переставными шпинделями.
Многошпиндельные сверлильные станки с постоянными шпинделями имеют обычно от двух до шести шпинделей, расположенных в один ряд с постоянными расстояниями между их осями . Последовательно перемещая деталь, на этом станке можно выполнить различные операции (сверление, зенкерование, развертывание и т. д.) или одновременно обработать несколько отверстий в одной детали.
Любой одношпиндельный станок можно приспособить для одновременного сверления нескольких отверстий. Для этого на шпинделе укрепляют многошпиндельную головку, имеющую специальное устройство для передачивращательного движения от шпинделя сверлильного станка всем шпинделям головки.
Радиально-сверлильные станки применяют для обработки нескольких отверстий, расположенных на значительном расстоянии друг от друга, в крупных по весу и габаритам деталях (рисунок 4). Эти станки в отличие от обычных сверлильных дают возможность, не меняя положения обрабатываемой детали, перемещать лишь сверлильную головку.
Рисунок 1.4 – Радиально-сверлильный станок:
1 – основание, 2 – неподвижная колонна, 3– вращающаяся колонна, 4–траверса, 5 – механизм подъема и опускания траверсы, 6– сверлильная головка, 7 – шпиндель
На современных механизированных предприятиях получили распространение агрегатные станки, состоящие из отдельных стандартных самостоятельных узлов – агрегатов: силовых головок, многошпиндельных головок, станин, колонн, специальных плит, зажимных приспособлений и т. п.
Расточные станки. На сверлильных станках можно обрабатывать отверстия сравнительно небольшого диаметра (до 80–100 мм). Кроме того, они не приспособлены для обработки точных отверстий, к которым предъявляются строгие требования в отношении прямолинейности оси и расположения относительно других поверхностей деталей. Для решения этих задач наиболее приспособлены расточные станки.
Горизонтально-расточные станки являются наиболее универсальными из всей группы сверлильных станков. На них, кроме операций, для которых приспособлены обычные сверлильные станки, можно также растачивать отверстия, обтачивать бобышки, подрезать резцом наружные и внутренние торцы, растачивать внутренние канавки, нарезать резцом внутренние резьбы, а также выполнять все фрезерные операции.
Координатно-расточные станки характеризуются в первую очередь высокой точностью изготовления, а также тем, что имеющиеся на них специальные отсчетные устройства (механические, оптические или электрические) позволяют устанавливать стол с обрабатываемой деталью относительно оси шпинделя по двум координатам с точностью до 0,01–0,005 мм. Благодаря этому на координатно-расточных станках можно обрабатывать детали до 1-го класса точности включительно и выдерживать заданные расстояния между осями отверстия с точностью до ±0,01 мм.
Эти станки особенно необходимы в инструментальных цехах для производства кондукторов, приспособлений иштампов, а также в экспериментальных цехах для изготовления первых образцов деталей без кондукторов и приспособлений.
Работы, выполняемые на сверлильных станках. Технологические возможности сверлильных станков не ограничиваются операцией сверления отверстий. На них можно выполнять и другие технологические операции, непосредственно не связанные с обработкой отверстий . Точные и чистые отверстия (до 2-го класса точности включительно) обрабатывают последовательно тремя инструментами: сверлом, зенкером и разверткой. Для получения отверстий диаметром более 15–18 мм по 2-му классу точности в серийном производстве применяют двукратное развертывание.
Отверстия под головки винтов, шурупов и заклепок обрабатывают зенкерами или зенковками соответствующей конфигурации.
Торцы у отверстий обрабатывают цековками (торцовками). Для обработки сквозных резьбовых отверстий применяют одиночные удлиненные метчики. Глухие резьбовые отверстия обрабатывают последовательно наборами из двух или из трех метчиков. Растачивают отверстия только на расточных станках. Сверлильные станки для этой работы не приспособлены.
Растачиванием можно обработать отверстия любых размеров (0Т 3–5 мм и более). Применяя тонкое растачивание при больших скоростях резания (150–300 м/мин), небольшой глубине резания (0,02–0,1 мм) и малой подаче(0,05–0,1 мм/об), можно получать отверстия до 1-го класса точности с чистотой поверхности до 10-го класса.
Суть процесса сверления заключается в удалении металла, осуществляющегося в целях получения отверстий. Сверление состоит из двух движений: вращения инструмента (в отдельных случаях – детали) вокруг оси и подачи вокруг последней. С детали, которая неподвижно укреплена, режущими кромками сверла срезаются тонкие пласты металла, при этом происходит образование стружки, выходящей в процессе скольжения по спиральным канавкам сверла из отверстия, поддающегося обработке. Сверло – это многолезвийный режущий инструмент, при этом в процессе резания принимают участие как два основных лезвия, так и пара вспомогательных, которые располагаются на направляющих лентах сверла, и даже лезвие перемычки. Это существенно усложняет образование стружки. Если рассматривать схемы стружкообразования при сверлении, можно заметить, что в разных точках лезвия условия работы режущей кромки сверла значительно отличаются.
К примеру, передний угол наклона кромки, который находится ближе к периферии сверла, имеет положительное значение, в связи с чем условия работы режущей кромки являются относительно легкими. Что же касается переднего угла наклона кромки, располагающегося в большем отдалении от периферии и приближенного к центру сверла, то он является отрицательным, что значительно усложняет работу режущей кромки.
Говоря о резании поперечной режущей кромкой, можно отметить, что данный процесс имеет характер, близкий к выдавливанию. По сравнению с точением сверление характеризуется на порядок худшими условиями отвода стружки, а также подвода охлаждающей жидкости. Помимо того, для сверления характерно существенное трение стружки о канавки сверла (в том числе и трение стружки и самого сверла о поверхность, которая обрабатывается), возникновение вдоль режущей кромки сверла резкого перепада скоростей резания, значение которого может колебаться от нуля до максимума, что обуславливает деформацию и срезание слоя металла в различных точках с отличающейся скоростью, а также снижение деформации с приближением к периферии режущей кромки.
Подобными особенностями процесса резания обуславливаются более тяжелые условия образования стружки, повышение выделения тепла и увеличение уровня нагрева сверла. Но если говорить о процессе стружкообразования, который происходит на отдельных микроучастках кромки, можно отметить, что деформации упругого и пластического характера, а также явления тепловыделения, упрочнения, образования наростов и износа инструментов возникают по таким же причинам, как и при точении. При этом скорость резания значительно больше, нежели подача, воздействует на температуру резания.
Что же касается составляющих частей сверла, то к ним относятся рабочая часть, цилиндрический либо конусный хвостовик, который необходим для закрепления сверла, а также лапки, назначение которых состоит в упоре при осуществлении удаления сверла.
Сверление в отличие от других процессов резания имеет свои особенности. Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. При сверлении скорость резания равна окружной скорости периферийных точек режущих кромок сверла. Скорость резания меняется от нуля в центре сверла до максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки.
Рисунок 1.5 – Параметры процесса сверления
Основным инструментом для сверления является сверло, имеющее твёрдость выше, чем у сверлимого материала. В зависимости от назначения (от вида обрабатываемого материала), свёрла условно делятся на следующие типы: по металлу, по бетону, по дереву, по стеклу и кафельной плитке.
Стандартные свёрла по металлу имеют винтовую форму с заострённым концом (с углом заострения - 120°). Наиболее распространённые спиральные свёрла имеют две главные режущие кромки: поперечную режущую кромку (перемычка) и две вспомогательные режущие кромки.
Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенное трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стеснённых условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
Каждое сверло состоит из хвостовика, рабочей и режущей части, и чаще – из элементов для отвода стружки.
Рисунок 1.6 – Конструкция сверел
Основным размером сверла является его диаметр, так как для получения отверстия конкретного диаметра нужно использовать, в основном, сверло того же диаметра. Правда, если отверстие нужно с резьбой или с повышенной точностью, диаметр подбирается (по нормам) меньше - для последующей доводки метчиком, развёрткой или протяжкой.
Исходя из длины, свёрла выпускаются по типоразмерам с удлинённым хвостовиком и с укороченным. При этом хвостовик спирального сверла может быть цилиндрическим или коническим.
Свёрла с диаметром до 12 мм часто выпускаются с цилиндрическим хвостовиком, предназначенным для крепления в кулачковом патроне или в другом приспособлении, передающим сверлу вращение от шпинделя сверлильного инструмента.
Обычно в свёрлах с цилиндрическим хвостовиком длина рабочей части сверла равна, как правило, 50 мм плюс диаметр сверла.
Конический хвостовик свёрл предназначен для его закрепления непосредственно в шпинделе станка или в переходной втулке, если конус сверла не совпадает с конусом шпинделя. Конусы эти стандартизованы и называются конус Морзе в честь предложившего его Стивена А. Морзе, который также изобрёл спиральное сверло приблизительно в 1864 г.
Наименьший размер конуса Морзе обозначается № 0, а наибольший - № 6. Так как первые конусы Морзе изготовлялись в дюймовой системе, их размеры при переводе на метрические меры выражаются дробными числами.
Рисунок 1.7 – Переходники для конуса Морзе
Спиральные свёрла изготавливают из быстрорежущей стали марок Р6М5, Р6М5К5, Р9, Р18 и стали 9ХС в зависимости от материала, в котором необходимо просверлить отверстие. Наиболее универсальными являются свёрла по металлу, так как ими можно сделать отверстие и в металлах, и в дереве, и в пластике.
Свёрла в зависимости от условий работы и времени изнашиваются и требуют заточки. Это заметно по малой скорости сверления и перегреву, к тому же сверление сопровождается визжащим звуком, да и просверленные отверстия имеют грубую поверхность. Затупившиеся свёрла диаметром до 12 мм затачивают вручную, а большего диаметра - на универсальных или специальных заточных станках.
1.2 Классификация сверлильных станков
Сверлильные и расточные станки по классификатору относятся ко второй группе, внутри которой их делят на следующие типы: 1 – вертикально-сверлильные станки; 2 –одношпиндельные полуавтоматы; 3 – многошпиндельные полуавтоматы; 4 – координатно-расточные станки; 5 – радиально-сверлильные станки; 6 – горизонтально-расточные; 7 – алмазно-расточные; 8 – горизонтально-сверлильные станки; 9 – разные сверлильные.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая – к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 – вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18мм, улучшен по сравнению со сверлильными станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производства.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
1.2.1 Назначение и классификация сверлильных станков
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренней резьбы, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка – наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Рисунок1.8 –Одношпиндельные (а, б) и многошпиндельные (в, г) вертикально-сверлильные станки:
а – настольный; б – среднего размера; в – на общей станине; г – с регулируемыми шпинделями
Из достаточно большой номенклатуры сверлильных станков можно выделить следующие основные типы универсальных станков: одно- и многошпиндельные вертикально-сверлильные (рисунок 1.8); радиально-сверлильные (рисунок 1.9); горизонтально-сверлильные для глубокого сверления (рисунок 1.10).
Рисунок 1.9 – Радиально-сверлильные станки: а – стационарный; б – передвижной по рельсам; в– переносной.
Расточные станки подразделяются на универсальные горизонтально-расточные и координатно-расточные.
Горизонтально-расточные станки предназначены для растачивания, сверления, зенкерования и развертывания отверстий, нарезания резьбы и для обработки плоских поверхностей в деталях типа корпусов, кронштейнов и др. Эти станки используются в мелкосерийном и серийном производствах.
В качестве инструмента в расточных станках используют резцы, фрезы, сверла, зенкеры, развертки, метчики. Инструменту сообщается главное вращательное движение. Движение подачи сообщается инструменту или заготовке.
Рисунок 1.10 – Горизонтально-сверлильные станки для глубокого сверления вращающихся (а) и неподвижных (б) заготовок: DrDs– направления главного движения и подачи соответственно.
1.2.2 Сверлильные станки с ручным управлением
1.2.2.1 Вертикально-сверлильный станок
На станине 1 станка (рисунок 1.11) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача – штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок.
Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ. Стол 9 можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку 10. В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным).
Охлаждающая жидкость подается электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы – вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
Рисунок1.11 – Вертикально-сверлильный станок:
1 – колонна (станина); 2 – электродвигатель; 3 – сверлильная головка; 4 – рукоятки переключения коробок скоростей и подач; 5 – штурвал ручной подачи; 6 – лимб контроля глубины обработки; 7– шпиндель; 8 – шланг для подачи СОЖ; 9 – стол; 10 – рукоятка подъема стола; 11 – фундаментная плита; 12 – шкаф электрооборудования.
1.2.2.2 Радиально-сверлильный станок
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах).
По конструкции радиально-сверлильные станки подразделяют на станки общего назначения (рисунок 1.12), переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите 7 (рисунок 1.12) или приставном столе Р; очень крупные заготовки устанавливают на полу. В цоколе плиты смонтирована тумба 2, в которой может вращаться поворотная колонна 3. Зажим колонны – гидравлический.
Рисунок 1.12 – Радиально-сверлильный станок:
1 – плита; 2 – тумба; 3 – колонна; 4 – механизм подъема; 5 – ходовой винт; 6 – рукав; 7 – шпиндельная бабка; 8 – шпиндель; 9 – приставной стол
Рукав 6 перемещается по колонне от механизма подъема 4 и ходового винта 5. Шпиндельная бабка 7 смонтирована на рукаве и может перемещаться по нему вручную. В шпиндельной бабке размещены коробки скоростей, подач и органы управления. Шпиндель 8 с инструментом устанавливают относительно заготовки поворотом рукава и перемещением по нему шпиндельной бабки.
1.2.3 Сверлильные станки с ЧПУ
1.2.3.1 Вертикально-сверлильный станок с ЧПУ
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства.
Револьверная головка 3 (рисунок 13) с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов. Класс точности станка обычно П.
Станок оснащен замкнутой системой ЧПУ, в качестве датчиков обратной связи используются сельсины. Управление процессом позиционирования и обработки в прямоугольной системе координат осуществляет УЧПУ. Имеется цифровая индикация, предусмотрен ввод коррекции на длину инструмента. Точность позиционирования стола и салазок 0,05 мм, дискретность задания перемещений и цифровой индикации 0,01 мм. Число управляемых координат – 3/2 (всего/одновременно).
УЧПУ, смонтированное в шкафу 7, содержит считывающее устройство 10, кодовый преобразователь 9, блок технологических команд 6, блоки управления приводами салазок 8 и стола 7. Для удобства визуального наблюдения за работой механизмов предусмотрен блок 11 ручного управления и сигнализации. УЧПУ оснащают различными дополнительными блоками: устройствами коррекции радиуса, длины и положения инструмента, значений подачи, скорости резания; индикации перемещений, датчиками обратной связи при нарезании резьбы; блоками контроля останова на рабочих и вспомогательных ходах и т.п.
Получив информацию через считывающее устройство 10, УЧПУ выдает команды на автоматический привод перемещения рабочих органов станка, например на шаговый двигатель 5 привода салазок. Силовое электрооборудование размещено в шкафу 2, откуда команды передаются на станочное электрооборудование. Рабочий орган станка – револьверная головка 3 с набором инструментов – обеспечивает обработку различными инструментами (до шести) в заданной программой последовательности.
Рисунок 1.13 – Вертикально-сверлильный станок с ЧПУ:
1 – автономная стойка УЧПУ; 2 – шкаф силового электрооборудования; 3 – револьверная головка; 4 – стол; 5 – шаговый электродвигатель; б, 7, 8, 11 – блоки управления; 9 – кодовый преобразователь; 10 – считывающее устройство
1.2.3.2 Радиально-сверлильный станок с ЧПУ
На станке выполняют обработку отверстий в крупногабаритных заготовках, а также легкое фрезерование поверхностей и пазов, в том числе криволинейных. Класс точности станка Н. Число управляемых координат (всего /одновременно).Точность установки координат 0,001 мм. Программируется: перемещение по осям X, Y, Z; параметры режима резания и номер инструмента; смена инструмента осуществляется оператором.
Основные механизмы станка показаны на кинематической схеме (рисунок 14). Деталь располагают на столе-плите, закрепленной на фундаменте. На салазках, перемещающихся по станине (ось X), установлена колонна, по вертикальным направляющим которой выполняет установочное перемещение рукав. По направляющим рукава движется шпиндельная головка (подача по оси Y) с размещенными в ней коробкой скоростей и приводом подач. Направляющие шпиндельной головки и салазок комбинированные (скольжения - качения). Передняя поверхность направляющих шпиндельной бабки – лента из фторопласта, работающая в паре с передней чугунной термообработанной направляющей рукава. Шпиндель имеет осевую подачу по оси Z.
У станка установлен стеллаж вместимостью 18 инструментов, обеспечивающих работу станка по программе. У каждой ячейки с инструментом имеется лампочка, которая сигнализирует о том, какой инструмент по программе оператор должен установить в шпиндель. Ячейки снабжены микропереключателями, которые срабатывают, если извлечен незапрограммированный инструмент или отработавший инструмент вставлен не в свою ячейку. При этом работа станка по автоматическому циклу прекращается.
Главное движение шпиндель (вал VII) получает от электродвигателя Ml через передачу 29/35, коробку скоростей, состоящую из пяти двойных блоков Б1– Б5. Блок Б5 может занимать положение, показанное рисунке 1.14, или, перемещаясь, сцеплять с колесом z = 28 внутреннего зацепления. Все блоки и фрикционная муфта 2 переключаются гидросистемой станка по команде от УЧПУ. Муфта 2 предназначена для плавного пуска привода, реверсирования шпинделя и для предохранения элементов привода от перегрузки. Муфта 2 сблокирована с тормозом.
Шпиндель установлен в подшипниках повышенной точности и связан роликовой цепью с механизмом ограничения хода. Инструмент зажимается пакетом тарельчатых пружин. В станке предусмотрено устройство для удаления инструмента. На штангу-толкатель, проходящую через центральное отверстие шпинделя, воздействует рычаг, передающий усилие гидроцилиндра. Управляют гидроцилиндром с пульта управления. Датчик нарезания резьбы получает вращение от вала VII через зубчатую I передачу 42/42.
Существует другое исполнение привода главного движения – с двигателем постоянного тока. Тогда коробка скоростей упрощается: в ней отсутствуют блоки Б1– Б5 и муфта 2.
Движение подач осуществляется от высоко моментных двигателей постоянного тока, обеспечивающих как рабочие подачи, так и ускоренные перемещения. В двигатели встроены тахогенератор и револьвер – датчик обратной связи.
Движение по оси Z шпиндель получает от двигателя М2 через передачи 19/38, 1/48 и реечную передачу. Реечное колесо z = 13 расположено на одном валу с червячным колесом, а рейка служит гильзой шпинделя. Подача шпиндельной головки по рукаву (ось Y) происходит от двигателя МЗ через передачу винт – гайка качения XIII. Перемещение салазок (ось X) обеспечивается двигателем М4 через передачу винт –гайка качения XIV.
Перемещение рукава по колонне осуществляется от двигателя М5 через муфту 7, зубчатые передачи 35/55, 16/48 и винт с шагом Р= 6 мм. Рукав зажимается под действием пружин, которые толкают клиновый шток, воздействующий через толкатель и рычаги на прижимные планки. Зажимное устройство мгновенно срабатывает при выключении станка. Отжим рукава происходит с помощью гидроцилиндра (на рисунке1.14 не показан).
Рисунок 1.14 – Кинематическая схема радиально-сверлильного станка с ЧПУ:
1,2– муфты; 3 – рейка (т = 3 мм); Ml– М4– электродвигатели; Б1 – Б5 – двойные блоки зубчатых колес коробки скоростей; Д – датчик нарезания резьбы.
1.2.4 Горизонтально-расточные станки
1.2.4.1 Универсальный горизонтально-расточный станок с ручным управлением
Станок предназначен для обработки заготовок больших размеров и массы. Станок (рисунок 1.15) имеет неподвижную переднюю стойку 3, установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5. На направляющих основания расположены салазки 10, а на них стол 9, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение.
Рисунок 1.15 – Универсальный горизонтально-расточный станок:
1,3 – стойки; 2 – люнет; 4 – суппорт; 5 – планшайба; 6 – шпиндель; 7 – шпиндельная бабка; 8 – пульт; 9 – стол; 10 – салазки; 11 – основание
На основании установлена задняя стойка 1 с люнетом 2, предназначенным для дополнительной опоры конца борштанги при растачивании длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт 4, обеспечивающий обработку резцом плоских поверхностей и выточек. Управление станком осуществляется с пульта 8. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм).
1.2.4.2 Горизонтально-расточный станок с ЧПУ
Этот станок используют в условиях единичного и мелкосерийного производства для сверления, зенкерования, растачивания, фрезерования и нарезания резьбы метчиками в заготовках из черных и цветных металлов.
Станок оснащен замкнутой позиционной системой ЧПУ. Предусмотрена цифровая индикация текущего и задаваемого значений перемещений по осям. В качестве датчиков обратной связи применены сельсины. Число управляемых осей координат (всего/одновременно) равно 5/2. Дискретность отсчета по осям X, У, Z составляет 0,01 мм. Возможно введение коррекции длины и положения инструмента.
Станок выполнен с выдвижным шпинделем, продольно-подвижной стойкой и поперечно-подвижным поворотным столом. Шпиндель 9 станка (рисунок 16) получает главное вращательное движение и осевое перемещение по оси Z. По горизонтальным направляющим станины 1 перемещаются салазки 14 стойки 7 от редуктора подач 15 по оси W. Стол 4 имеет поперечную подачу по оси X от редуктора подач 2 и запрограммированный поворот на угол В'. По вертикальным направляющим стойки 7 перемещается шпиндельная бабка 8 по оси Y.
Главное движение шпиндель (вал IV) получает от электродвигателя постоянного тока Ml через блоки зубчатых колес Б1 и Б2 и через передачу 22/74 (или 60/64). Муфта 10 и блоки Б1, Б2 переключаются электрогидравлическим механизмом. При переключении механических ступеней подача отключается, а при электрическом регулировании не отключается.
Выходной вал I двигателяMl имеет бесступенчато изменяемую частоту вращения 600...3000 мин-1.
Рисунок 1.16 – Кинематическая схема горизонтально-расточного станка с ЧПУ:
1 – станина; 2, 15 – редукторы; 3, 5, 6, 10- 13, 17-19- муфты; 4 -стол; 7– стойка; 8 – шпиндельная бабка; 9 – шпиндель; 14 – салазки; Ml–МЗ – электродвигатели; Д – датчик; Б1– Б2 – блоки зубчатых колес
Поворот стола осуществляется от вала XXII через передачи 20/80, 43/78 (включена муфта 1), 38/52, 52/52, 38/38, 38/38, червячную передачу 2/225. Для установки поворотного стола через 90° на салазках стола установлен индуктивный датчик, а на поворотном столе – четыре магнитопривода, конструкция которых позволяет регулировать угол поворота в небольших пределах. При подходе в зону датчика стол перемещается на заранее заданной небольшой скорости. Все подвижные механизмы станка зажимаются пакетом тарельчатых пружин, а отжимаются гидравликой.
Гидросистема станка осуществляет переключение механических ступеней главного привода, отжим подвижных органов станка, отжим инструмента в шпинделе.
1.2.5 Координатно-расточные станки
1.2.5.1 Назначение и конструктивные особенности
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На этих станках выполняют практически все операции, характерные для расточных станков. Кроме того, на координатно-расточных станках можно производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными механическими, оптико-механическими, индуктивными и электронными устройствами отсчета, позволяющими измерять перемещения подвижных узлов с высокой точностью – 0,003...0,005 мм. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки выполняют одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи – вертикальное перемещение шпинделя. Установочные движения в одностоечных станках – продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали; в двухстоечных станках – продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
1.2.5.2 Координатно-расточный станок с ручным управлением
Общий вид одностоечного координатно-расточного станка показан на рисунке 1.17.К станине 19 привинчена стойка 9, на направляющих которой смонтирована шпиндельная бабка 8, имеющая вертикальное перемещение. На шпиндельной бабке расположена коробка скоростей 7, передающая вращение шпинделю 4. На направляющих 18 станины установлены салазки 17, а на них – стол 16 с определенным размером рабочей поверхности. Продольное и поперечное бесступенчатое перемещение стола осуществляется от электродвигателя постоянного тока через червячные передачи, зубчатые колеса и рейки. На станке предусмотрены устройства для автоматического зажима-разжима стола и салазок во время работы. На шпиндельной бабке установлены указатель 6 частоты вращения шпинделя и указатель 2 скорости перемещения гильзы, рукоятки 5и 72 для ручного ускоренного и точного перемещения шпинделя, а также маховик 77, служащий для установки частоты вращения шпинделя.
На столе смонтированы пульты управления 3 с кнопками и регуляторами 2, 14, 13 скорости перемещения соответственно салазок, стола и гильзы шпинделя. Здесь же установлены маховики ручного перемещения салазок и стола: 7, 20 – на ускоренном ходу, 24, 21 – с микрометрической подачей, а также рукоятки 75, 23 механизмов набора координат салазок и стола и маховички 22 устройства приведения отсчета оптических систем к нулю.
Рисунок 1.17 – Одностоечный координатно-расточный станок с ручным управлением:
1 – маховик ручного перемещения стола; 2 – кнопка перемещения салазок; 3 – пульты управления; 4 – шпиндель; 5 – рукоятка для ручного ускоренного перемещения шпинделя; 6 – указатель частоты вращения шпинделя; 7 – коробка скоростей; 8 – шпиндельная бабка; 9 – стойка; 10 – указатель скорости перемещения гильзы шпинделя; 11 – маховик для установки частоты вращения шпинделя; 12 – рукоятка для ручного точного перемещения шпинделя;13 – кнопка перемещения гильзы шпинделя; 14 – кнопка перемещения стола; 15 – кнопка механизма набора координат салазок; 16 – стол; 17 – салазки; 18 – направляющие; 19 – станина; 20 – маховик ручного ускоренного перемещения стола; 21 – маховик ручного перемещения стола с микрометрической подачей; 22 –маховичок устройства приведения отсчета оптических систем к нулю; 23 – кнопка механизма набора координат стола; 24 – маховик ручного перемещения салазок с микрометрической подачей.
Бесступенчатое вращение шпиндель 8 (рисунок 1.18, а) получает от электродвигателя постоянного тока Ml через сменную клиноременную передачу d1/d2, зубчатые колеса 33/70 и 70/40 (или 33/70 и 19/56). Вертикальная подача гильзы 9 шпинделя осуществляется от регулируемого электродвигателя 4 постоянного тока посредством червячной передачи 1/38, зубчатых колес 21/21, червячной передачи 1/56, фрикционной муфты 3, реечного зубчатого колеса z = 16 и рейки 6, закрепленной на гильзе. При выключенной муфте 3 производится ручное перемещение гильзы: ускоренное от маховика 7 и точное – от рукоятки 2 через передачу коническую 22/30 и червячную 1/56. Ускоренное перемещение шпиндельной бабки 10 выполняется от электродвигателя М2 с помощью червячной передачи 2/22 и далее однозаходного червяка 5 и рейки 6.
Совмещение осей обрабатываемого отверстия и шпинделя осуществляется перемещением стола и салазок на заданные координаты.
Отсчет перемещений производится по стеклянным масштабным линейкам, смонтированным на столе и салазках станка. Шкала 72 линейки стола имеет 1000 высокоточных делений через 1 мм. На шкале 13 линейки салазок нанесено 630 делений через 0,01 мм. Кроме того, имеется микронная шкала 14.
Риски делений проецируются на матовые экраны оптических устройств с 75-кратным увеличением. Таким образом, миллиметровый промежуток между делениями масштаба составляет 75 мм.
На рисунке 20, б проставлено число 73,543 мм: миллиметры отложены на шкале 72, сотые – на шкале 13, а тысячные – на шкале 14.
1.2.5.3 Координатно-расточные станки с ЧПУ
Класс точности этих станков А и С; их выпускают в одностоечном и двухстоечном вертикальном исполнении с шириной стола от 32 до 2000 мм. Дискретность задания перемещений по осям составляет от 0,0001 до 0,005 мм. По уровню автоматизации различают станки с цифровой индикацией и предварительным набором координат; с ЧПУ; с ЧПУ и автоматической сменой инструментов и заготовок.
На координатно-расточных станках с ЧПУ кроме сверлильно-расточных можно выполнять и фрезерные работы при сохранении особо высокой точности. По конструкции станки с ЧПУ аналогичны координатно-расточным станкам с ручным управлением.
Координатно-расточные станки с ЧПУ устанавливают на специальные виброизолирующие опоры в термоконстантных помещениях с температурой воздуха (20 ± 0,2) °С.
Рисунок1.18 – Кинематическая схема шпиндельной бабки координатно-расточного станка (а) и шкалы его оптического устройства (б):
1 – маховик; 2 – рукоятка; 3 – муфта; 4 – регулируемый электродвигатель; 5 – червяк; 6, 7 – рейки; 8 – шпиндель; 9 – гильза; 10 – шпиндельная бабка; 11 – противовес; 12 – миллиметровая шкала; 13 – шкала сотых долей миллиметра; 14 – микронная шкала; Ml, M2 – электродвигатели.
Начальное положение целесообразно отсчитывать от нуля, для чего в системе отсчета имеются маховички устройства приведения отсчета к нулю (см. рис. 9, поз. 22).
1.3 Технология обработки на сверлильных станках и их оснастка
На сверлильных станках можно выполнять не только сверление, но и другие технологические операции дальнейшей обработки отверстий. На современных сверлильных станках осуществляют следующие работы:
- сверление сквозных и глухих отверстий (рисунок 1.19, а);
- рассверливание отверстий на больший диаметр (рисунок 1.19, б);
- зенкерование, выполняемое для получения отверстия с высокими квалитетом и параметром шероховатости поверхности (рисунок 1.19, в);
- зенкование, выполняемое для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов (рисунок 1.19, г);
- развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и шероховатость обрабатываемой поверхности (рисунок 1.19, д);
- раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости Ra 0,63...0,08 мкм (рисунок 119, е);
- нарезание внутреннихрезьб метчиками (рисунок 1.19, ж);
- подрезание (цекование) торцов наружных и внутренних приливов для получения ровной поверхности, перпендикулярной к оси отверстия (рисунок 1.19, з).
Технологические возможности сверлильных станков не исчерпываются перечисленными работами. На них можно развальцовывать полые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Отверстия на сверлильных станках обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, резцами и метчиками.
Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты: переходные сверлильные втулки, сверлильные патроны, оправки и т.д.
Переходные конические втулки служат для крепления режущего инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не соответствует номеру конуса в шпинделе станка, например на токарно-винторезных станках.
Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от (0 до 6) по ГОСТ 8522–70. Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка. Если одной втулки недостаточно, то применяют несколько переходных втулок, вставляя одну в другую.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 20 мм.
Рисунок 1.19 – Работы, выполняемые на сверлильных станках:
а – сверление, б – рассверливание, в – зенкерование, г – зенкование, д – развертывание, е – раскатывание, ж – нарезание внутренней резьбы, з – подрезание (цекование) торцов.
В трехкулачковом сверлильном патроне инструменты закрепляют ключом (рисунок 1.20, а). Внутри корпуса патрона (рисунок 1.20, б) наклонно расположены три кулачка 1 с резьбами, объединенные гайкой 2. Обойму 3 вращают специальным ключом 4, вставленным в отверстие корпуса патрона. При вращении обоймы по часовой стрелке одновременно с ней вращается гайка.
Рисунок 1.20 – Сверлильный патрон для закрепление сверел с цилиндрическим хвостовиком:
а – общий вид патрона с ключом для зажима заготовки, б – устройство патрона: 1 – кулачки, 2 – гайка, 3 – обойма, 4 – ключ.
Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла или другого режущего инструмента. При вращении обоймы против часовой стрелки кулачки, поднимаясь вверх, расходятся и освобождают зажатый инструмент.
В двухкулачковом сверлильном патроне хвостовик инструмента зажимают, перемещая в Т-образных пазах корпуса два кулачка. Эти кулачки сближают и разводят ключом при помощи винта, имеющего правую и левую резьбу.
Для зажима сверл малого диаметра с цилиндрическими хвостовиками часто используют цанговые патроны.
Быстросменные сверлильные патроны применяют для сокращения вспомогательного времени при работе на сверлильных станках. Они позволяют быстро менять режущий инструмент, не выключая станок. Один из таких патронов, предназначенный для крепления режущих инструментов с коническими хвостовиками, изображен на рисунок 1.21, а. Для крепления сверл с цилиндрическими хвостовиками в коническое отверстие 6 патрона вставляют переходную коническую разрезную втулку (рисунок 1.21, б). В последнее время в серийном и массовом производствах широко применяют такие втулки для крепления сверл с цилиндрическими хвостовиками диаметром до 10 мм. Эта втулка, вставленная в шпиндель сверлильного станка, обеспечивает прочное закрепление сверла.
Самоустанавливающиеся сверлильные патроны применяют при обработке предварительно просверленных отверстий. Патроны позволяют центрировать режущий инструмент по оси обрабатываемого отверстия.
Рисунок 1.21 – Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверел с цилиндрическими хвостовиками (б):
1 – корпус патрона, 2 – сменная втулка, 3 – шарики, 4 – муфта, 5 – кольцо, 6 – оправка
Рисунок 1.22 – Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
1 – кольцо для крепления метчика, 2, 4 – ведомые полумуфты, 3 – кулачки муфты, 5 – ведущая кулачковая полумуфта, 6 – пружина, 7 – оправка, 8 – гайка регулировочная
Предохранительные патроны служат для крепления метчиков при нарезании резьбы на сверлильных станках. Применение таких патронов улучшает качество нарезаемой резьбы и предохраняет метчик от поломок (рисунок 1.22). Ведущая кулачковая полумуфта 5 пружиной 6 прижимается к ведомым полумуфтам 2 и 4, свободно сидящим на оправке 7. При этом кулачки 3, расположенные на торце полумуфты 4, входят во впадины полумуфт 2 и 5 и приводят их в движение. По окончании нарезания резьбы в отверстии полумуфты 2 и 4 вместе с метчиком прекращают вращение, а полумуфта 5, выйдя из зацепления с полумуфтами 2 и 4 и продолжая вращаться, начинает проскальзывать (щелкать). Метчик из нарезанного отверстия вывертывают обратным вращением шпинделя станка. Кольцо 1 служит для закрепления метчика в патроне.
Реверсивные патроны используют при нарезании резьбы на сверлильном станке, который не имеет реверса (устройства для переключения на обратное вращение шпинделя). С их помощью метчики вывертывают из нарезанного отверстия.
Для разверток, закрепляемых в шпинделе сверлильного станка, применяют качающиеся оправки, позволяющие инструменту занимать положение, совпадающее с осью обрабатываемого отверстия.
Удалять режущий инструмент, переходные втулки и сверлильные патроны из отверстия шпинделя станка рекомендуется с помощью специальных клиньев (рисунок 1.23) или эксцентрикового ключа (рисунок 1.24).
Рисунок 1.23 – Клинья для удаления инструмента из шпинделя станка:
а – плоский клин, б – радиусный клин
Рисунок 1.24 – Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, из которых наиболее распространенными являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
Винтовые машинные тиски широко используют в единичном производстве, а пневматические – применяют чаще всего в серийном и массовом производствах при работе на станках различных групп.
Быстродействующие машинные тиски с рычажно-кулачковым зажимом (рисунок 1.25) используют при работе на сверлильных станках. Они обеспечивают быстрый зажим заготовок. На плоских направляющих поворотной части 2 смонтировано основание 9 подвижной губки 5. Расстояние между губками тисков в зависимости от размеров обрабатываемой заготовки регулируется установочным винтом 4, имеющим трапецеидальную резьбу. Губка 5 выполнена в виде рычага, на конец которого действует двойной кулачок 8 эксцентрикового валика 7, перемещаемого рукояткой 6. Основание 9 представляет собой опору для губки 5 рычага и кулачка 8. Для зажима обрабатываемой заготовки рукоятку 6 нужно перевести в горизонтальное положение.
Рисунок 1.25 – Быстродействующие машинные тиски с рычажно-кулачковым зажимом:
1 – корпус, 2 – поворотная часть, 3 – неподвижная губка, 4 – винт, 5 – губка, 6 – рукоятка, 7 – эксцентриковый вал, 8 – двойной кулачок, 9 – основание
Для закрепления заготовок и обеспечения правильного положения инструмента относительно оси обрабатываемого отверстия на сверлильных станках используют специальные приспособления – кондукторы.
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Конструкция и размеры этих втулок стандартизованы. Существуют постоянные (рисунок 1.26, а) втулки (применяются в кондукторах для мелкосерийного производства при обработке отверстия одним инструментом) и быстросменные (рисунок 1.26, б) с замком (для кондукторов массового и крупносерийного производства). Втулки изготовляют из стали У10А или 20Х и подвергают термической обработке для придания им необходимой твердости.
Рисунок 1.26 – Кондукторные втулки:
а – постоянные, б – быстросменные
Для уменьшения износа втулок и смещения оси обрабатываемого отверстия из-за возможного перекоса инструмента во втулке между ее нижним торцом и поверхностью заготовки оставляют зазор. В результате этого стружка не проходит через втулку и сбрасывается в сторону. При сверлении чугуна устанавливают зазор 0,3 ...0,5d, где d – диаметр отверстия во втулке.
При сверлении стали и вязких материалов (меди, алюминиевых и других сплавов) зазор увеличивают (до диаметра отверстия во втулке).
Кондукторные плиты служат для установки в их отверстиях кондукторных втулок. В зависимости от способа соединения с корпусом кондуктора кондукторные плиты подразделяют на постоянные, поворачиваемые, съемные, подвесные и подъемные. Постоянные плиты изготовляют как единое целое с корпусом кондуктора или жестко соединяют с ним сваркой или винтами. Поворачиваемые плиты вращаются на оси относительно корпуса кондуктора при установке и снятии обрабатываемой детали. Съемные плиты изготовляют отдельно от корпуса.
Подвесные кондукторные плиты устанавливают на нижних концах двух направляющих скалок и закрепляют гайками. Верхние концы скалок свободно входят в отверстия втулок, запрессованных в отверстия корпуса многошпиндельной сверлильной головки, которая закреплена на гильзе шпинделя станка. Подъемные кондукторные плиты по краям имеют два отверстия, которые используют при их установке на верхние концы двух направляющих скалок. Установленные плиты закрепляют гайками. Нижние концы направляющих скалок входят в отверстия корпуса кондуктора. Подъем и опускание направляющих скалок с кондукторной плитой производится от пневмопривода.
Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, выверке заготовок при креплении и других операциях, связанных со сверлением по разметке, снижает утомляемость рабочего и т.д. Поэтому их широко используют в серийном и массовом производстве. В зависимости от конструкции различают накладные, скользящие, опрокидываемые и поворотные кондукторы.
Рассмотрим в качестве примера накладные кондукторы, называемые так потому, что их накладывают на обрабатываемую заготовку. Существуют два вида накладных кондукторов: закрепляемые и незакрепляемые. На рисунке 29 дана схема незакрепляемого накладного кондуктора для сверления четырех отверстий 6. Обрабатываемая заготовка устанавливается базовой поверхностью на поверхности приспособления 5 так, чтобы оси просверливаемых отверстий расположились вертикально, соответственно направлению рабочей подачи сверла. После закрепления в таком положении на заготовку накладывают кондукторную плиту 4. Два фиксирующих пальца 1 и 2 обеспечивают правильное положение направляющих втулок 3 относительно осей отверстий.
Рисунок 1.27 – Незакрепляемый накладной кондуктор:
1 и 2 – фиксирующие пальцы, 3 – направляющие втулки, 4 – кондукторная плита, 5 – базовая поверхность приспособления, 6 – отверстия
К поворотным и передвижным приспособлениям, используемым на сверлильных станках, относятся нормализованные стойки, поворотные и передвижные столы, обычно применяемые для обработки отверстий вместе со съемными рабочими приспособлениями – поворотными кондукторами для установки и закрепления обрабатываемой заготовки и направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, принято называть поворотными стойками, а приспособления с вертикальной осью вращения – поворотными столами.
Универсально-сборные приспособления (УСП) широко применяются на многих заводах и служат для крепления заготовок при их обработке на различных металлорежущих станках (например, для обработки отверстий на сверлильных станках). Применение УПС дает большую экономию времени и средств.
Многошпиндельные сверлильные головки являются дополнительным приспособлением к сверлильному станку. Эти головки позволяют одновременно обрабатывать несколько отверстий различными инструментами, что значительно увеличивает производительность сверлильных станков.
На рисунке 1.28 показана конструкция шестишпиндельной револьверной головки для последовательной обработки отверстий в деталях различными режущими инструментами. В головке устанавливают сменные шпиндели, приводы которых имеют различные передаточные числа. Такая конструкция головки позволяет без остановки и переналадки вертикально-сверлильного станка при последовательном повороте шпинделей выполнять различные виды обработки отверстия: сверление, зенкерование, развертывание, нарезание резьбы и цекование торцов.
Рисунок 1.28 – Шестишпиндельная револьверная головка:
1 – фиксатор, 2 – рычаг фиксатора, 3 – ведущая полумуфта, 4 – рычаг муфты, 5 – корпус основной, 6 – стержень, 7, 8 – упорные винты, 9 – рейка, 10 – зубчатое колесо, 11 – коническая зубчатая передача, 12 – храповой механизм, 13 – зубчатый венец, 14 – поворотный корпус, 15 – шпиндель головки
Каждый шпиндель головки поворачивается в вертикальное положение для последующей обработки отверстия соответствующим режущим инструментом автоматически, без остановки станка и переключения скорости. Для включения в работу очередного шпинделя с инструментом револьверная головка, закрепленная на пиноли станка, поднимается.
При работе на сверлильных станках сверловщик часто использует измерительный инструмент для контроля диаметров и глубины отверстий, а также других размеров обрабатываемых заготовок.
Размеры отверстий измеряют и проверяют различными контрольно-измерительными инструментами, которые выбирают в зависимости от требуемой точности измеряемого размера и характера производства. Наиболее часто сверловщик использует следующие измерительные инструменты: измерительную линейку, нутромер, угольники, штангенциркуль, калибры гладкие и резьбовые, штангенглубиномер. Рассмотрим некоторые из них.
Измерительная линейка представляет собой жесткую стальную ленту длиной от 150 до 1000 мм и более с нанесенными на нее делениями через 1 мм и используется для приближенных измерений габаритных размеров обрабатываемых заготовок, расстояний между центрами отверстий, диаметров отверстий и т.д. Точность измерения линейкой – 0,5 мм.
Индикаторный нутромер (рисунок 31, а) применяют для измерения точных отверстий диаметром от 6 мм и более. Погрешность показаний нутромера ± 0,15 мм; цена деления 0,01 мм. В комплект нутромеров входит набор сменных вставок, с помощью которых устанавливают нужные пределы измерения.
Рисунок 1.29 – Нутромеры:
а – индикаторный, б – микрометрический
Рисунок 1.30 – Калибр пробки:
а – гладкая предельная, б – резьбовая двусторонняя
Для проверки точных отверстий применяют микрометрические нутромеры с ценой деления 0,01 мм и погрешностью показаний ± 0,006 мм (рисунок 31, б).
Гладкие калибры –бесшкальные измерительные инструменты – используют главным образом в серийном или массовом производстве для контроля правильности изготовления отверстий.
В настоящее время применяют в основном предельные двусторонние калибры, у которых одна сторона имеет наибольшие предельные размеры детали и называется проходной (ПР), а вторая – наименьшие предельные размеры и называется непроходной (НЕ). К предельным гладким калибрам относятся гладкие пробки (рисунок 1.30, а).
Изделия, имеющие внутренние резьбы, контролируют резьбовыми калибрами – прототипами сопрягаемых изделий. Рабочими калибрами для контроля внутренних резьб являются резьбовые пробки: проходная ПР и непроходная НЕ (рисунок 1.30, б).
1.4 Основные направления модернизации сверлильных станков
1.4.1 Обеспечение наиболее полного использования возможностей современного режущего инструмента
Возможности режущего инструмента, изготовленного из высокостойких режущих материалов и имеющего усовершенствованную конструкцию и геометрию, могут быть полностью использованы только на быстроходных, мощных достаточно виброустойчивых н соответственно жестких станках.
Несмотря на то что в период "внедрения скоростных режимов резания была проведена большая работа по повышению быстроходности, мощности и жесткости станков, модернизация станков с целью обеспечения наиболее .полного использования возможностей современного режущего инструмента продолжает оставаться актуальной. Это обусловливается тем, что далеко не все станки наличного парка, нуждающиеся в .повышении мощности быстроходности, были .подвергнуты соответствующей модернизации. Кроме того, появление новых материалов для изготовления режущих инструментов и проводимое инженерами, учеными и новаторами производства усовершенствование их конструкции создают условия для дальнейшего повышения скоростей резания и увеличения подач.
1.4.2 Концентрация операций и переходов
В данном случае модернизация имеет целью обеспечить возможность совмещения операций или переходов, выполнявшихся ранее последовательно (раздельно) на одном и том же или на разных станках.
1.4.3 Сокращение затрат вспомогательного времени
При полном использовании возможностей современного режущего инструмента, когда работа ведется при высоких режимах резания и при концентрации операции и переходов, основное время во многих случаях сокращается столь значительно, что составляет лишь небольшую часть общего штучного времени. В этих условиях дальнейшая интенсификация режимов резания не дает заметного повышения производительности. Поэтому модернизация станков должна обеспечить сокращение времени, затрачиваемого на соответствующие вспомогательные операции.
1.4.4 Автоматизация цикла обработки
При значительном сокращении доли основного времени в общем времени обработки повышения производительности труда можно добиться за счет автоматизации цикла работы станка. Вследствие этого вопросы автоматизации модернизируемых станков приобретают особую актуальность.
При автоматизации достигается сокращение вспомогательного времени, которое на автоматизированных станках является временем холостых ходов, создаются условия для внедрения многостаночного обслуживания, а в ряде случаев и для повышения режимов работы.
Возможность повышения режимов работы на автоматизированных станках обусловливается тем, что применение высоких режимов резания на неавтоматизированных станках ограничивается условиями ручного управления, которое возможно только при ограниченной (скорости протекания процесса обработки, а соответственно и более низких режимах резания.
1.4.5 Расширение технологических возможностей станка
При расширении технологических возможностей модернизируемый станок приспосабливают для выполнения более широкого круга работ в пределах его основного технологического назначения или для выполнения ранее не свойственных ему работ.
1.4.6 Изменение основного технологического назначения станка
При изменении основного технологического назначения модернизируемый станок перестраивают для выполнения несвойственных ему операций и после этого он не может быть использован по основному технологическому назначению.
1.4.7 Специализация станка
В условиях массового производства, когда на станке постоянно выполняется одна и та же операция или несколько однотипных операций, модернизируемый станок целесообразно специализировать для осуществления этих операций.
1.4.8 Повышение точности станка
Целью модернизации станка является получение точности, превышающей первоначальную точность станков аналогичного типа. Необходимость модернизации этого рода возникает в тех случаях, когда требования к точности обработки не могут быть удовлетворены при использовании имеющегося оборудования.
1.4.9 Улучшение условий эксплуатации станка
Это направление объединяет все мероприятия, которые имеют целью снизить расходы на вспомогательную рабочую силу и материалы, на текущий и капитальный ремонт модернизированных станков.
1.4.10 Повышение безопасности работы на станке
В условиях социалистического производства любая модернизация станка должна обеспечивать безопасность работающего на станке и людей, находящихся вблизи от рабочего места.
1.4.11 Модернизация приводов станков
Общие положения. Исследование, вопросов, связанных с модернизацией приводов станков, доказывает, что, как правило, мощность привода можно повысить только при 'повышении числа оборотов первого вала коробки скоростей. Но и при этих условиях мощность может быть повышена только до определенных пределов и не во всех случаях.
На первый взгляд, исходя из формулы для определения крутящих моментов (Мкр= 97300 N/n) кажется, что без ущерба для работы привода его мощность может быть повышена в тех же пределах, что и быстроходность, так как крутящие моменты и соответственно усилия, действующие на элементы привода, остаются постоянными. В действительности, как подтверждают практика и теоретические расчеты, вначале, повышая угловые скорости всех элементов привода, можно увеличить мощность электродвигателя.
По мере повышения числа оборотов элементов привода возможности для увеличения мощности электродвигателя уменьшаются. Наконец, при каком-то числе оборотов допустимая мощность электродвигателя достигает максимума. Если далее повышать числа оборотов, возникает необходимость уменьшения мощности электродвигателя во избежание повышенного износа элементов привода или их поломки. Такая зависимость между повышением быстроходности станка и мощности электродвигателя объясняется тем, что на детали привода, кроме рабочих нагрузок, действуют также динамические нагрузки, обусловливаемые многими причинами, в первую очередь ошибками зацепления зубчатых колес. Динамические нагрузки резко увеличиваются с повышением быстроходности привода. Чтобы сохранить неизменными суммарные нагрузки на детали привода, приходится уменьшать полезные нагрузки и соответственно мощность -приводного электродвигателя.
Следовательно, повышение- быстроходности станка за счет увеличения передаточного отношения первого звена целесообразно только в определенных пределах, в которых одновременно можно повысить и мощность привода, заменяя электродвигатель. Динамические нагрузки по-разному влияют на работу различных деталей привода. Например, динамические нагрузки, действующие на валы и подшипники качения, незначительны и могут практически не учитываться. Динамические нагрузки на зубчатые колеса могут достигать большой величины. Вместе с тем повышение окружных скоростей зубчатых колес приводит к уменьшению срока их службы. Поэтому пределы повышения быстроходности и мощности приводов станков определяют на основе поверочных расчетов зубчатых колес.
Повышение быстроходности станка ограничивается не только условиями нагрузки деталей привода, но и допустимыми для них окружными скоростями и виброустойчивостью станка в целом.
При решении вопроса о повышении быстроходности приводанадо иметь в виду и влияние скоростей вращения элементов привода на к. о. д. станка, который имеет тенденцию к. снижению по мере увеличения быстроходности привода. Уменьшение к. п. д. зависит от возрастания потерь на трение, часть которых увеличивается .пропорционально повышению 'быстроходности привода, а часть в большей степени, чем быстроходность.
Выбор оптимального варианта модернизации привода зависит также от технологических задач, для решения которых модернизируется ставок, и от -вида производства – индивидуальное, серийное или массовое, для которого предназначается модернизированный станок.
Таким образом, в зависимости от технологических задач, конструкции привода и запасов прочности и долговечности его деталей следует выбирать варианты модернизации привода движения резания, являющиеся для данного конкретного случая наиболее оптимальными.
Ниже рассматриваются основные варианты модернизации приводов движения резания в применении к консольно-фрезерным станкам.
1.4.12 Варианты модернизации приводов
Существуют три основных варианта модернизации, которые являются наиболее простыми. Они предусматривают повышение быстроходности путем пропорционального увеличения чисел оборотов всех элементов привода. В первом варианте это достигается упразднением первой понижающей передачи; во втором варианте – установкой более быстроходного электродвигателя, в третьем – увеличением передаточного отношения первой постоянной передачи.
Каждый из указанных вариантов имеет свои преимущества и недостатки. В отношении К.П.Д. оптимальным является первый вариант, то объему работ наилучшим является второй вариант, третий вариант, создает наиболее широкие возможности варьирования пределов повышения быстроходности станка и соответственно мощности электродвигателя. В отношении других параметров все три 'варианта примерно равноценны.
Четвертый вариант модернизации привода применяется в том случае, если окружные скорости промежуточных элементов привода настолько высоки, что дальнейшее повышение их быстроходности сокращает срок их службы и может привести к поломкам. Повышение быстроходности шпинделя достигается увеличением передаточного отношения последней передачи. Эффективная мощность на шпинделе может даже из-за увеличения потерь, связанных с увеличением быстроходности, несколько понизиться. Данный метод целесообразно применять для модернизации станков, используемых на чистовых операциях, которые требуют быстроходности, но небольшой мощности.
Пятый вариант модернизации применяют в случае, когда окружная скорость зубчатых колес привода уже достаточно велика и повышение быстроходности в нужных пределах за счет увеличения скорости всех звеньев привода оказывается невозможным. Этот вариант предусматривает повышение быстроходности станка частично за счет увеличения передаточного отношения последнего звена и частично посредством повышения числа оборотов первого звена привода движения резания по одному из первых трех вариантов.
Повышение быстроходности шпинделя может быть достигнуто в весьма широких пределах, а увеличение мощности привода незначительно, поэтому данный вариант пригоден в тех случаях, когда модернизированный станок предназначается для получистовых и чистовых операций, не требующих большой мощности привода.
В рассмотренных пяти вариантах модернизации приводов движения резания обычно удается обеспечить прежний диапазон регулирования скорости и прежнее количество скоростей вращения шпинделя, которые станок имел до модернизации и, следовательно, сохранить его универсальность.
Однако модернизировать станки устаревших конструкций рассмотренными методами обычно не удается, так как вся конструкция привода в целом (материал деталей привода, их термическая обработка, точность изготовления, система смазки и т. л.) оказывается совершенно не приспособленной для работы на высоких скоростях и требует при модернизации коренной переделки, что нерационально.
Модернизацию станков устаревших конструкций, в частности станков со ступенчато-шкивным приводом, целесообразно вести в направлении их специализации, автоматизации и изменения основного технологического назначения для использования в крупносерийном и массовом производстве.
Для станков, используемых в -серийном -производстве, диапазон регулирования и количество скоростей могут быть при модернизации существенно сокращены; станки, модернизируемые для массового производства, могут иметь 1–3 скорости и весьма малый диапазон регулирования скорости. В этом случае в зависимости от вида производства и технологических задач можно использовать шестой, седьмой или восьмой варианты модернизации.
Шестой вариантшироко применяется для станков со ступенчато-шкивным приводом, конструкции которых не позволяют рассмотренными выше методами повысить их быстроходность и мощность. При этом методе широко используются стандартныеи1приставные коробки скоростей, имеющие от четырех до девяти передач, или различные варианты для бесступенчатого изменения скорости, например, тороидные вариаторы конструкции Светозарова, шарикового типа, с раздвижными конусами и др. Для модернизации фрезерных и токарных станков приставные коробкискоростей иногда применяются совместно с колонкой и натяжными роликами.
Диапазон регулирования при этом методе модернизации находится в пределах 3–10. Объем работ по модернизации значителен. Однако в этом случае может быть достигнуто весьма существенное повышение быстроходности и мощности даже для станков устаревших конструкций.
Этот вариант особенно пригоден для модернизации группы аналогичных станков, предназначенных для работы в условиях серийного производства.
Седьмой вариант модернизации применяется для массового производства, где за станком закрепляется определенная операция и поэтому можно обойтись без изменения скоростей, осуществляя привод шпинделя непосредственно от электродвигателя через ременную передачу.
Для изменения скорости при настройке станка на другую операцию можно использовать сменные шкивы, а в ряде случаев – ступенчатые. Затраты по этому варианту незначительные, а эффект в условиях массового производства весьма большой, так как быстроходность и мощность привода могут быть повышены в необходимых для осуществления заданной операции пределах.
Восьмой вариант модернизации предусматривает установку новой шпиндельной бабки (в большинстве случаев упрощенной конструкции) с ограниченным диапазоном регулирования. Этот вариант чаще 'всего используется для расширения технологических возможностей станков или изменения их основного технологического назначения и одновременно обеспечивает возможность внедрения скоростных методов обработки.
В практике заводив этот метод модернизации широко используется для переоборудования устаревших горизонтально- и универсально-фрезерных станков в вертикально-фрезерные для работы на скоростных режимах в условиях серийного и крупносерийного производства.
Многошпиндельные продольно-фрезерные станки устаревших конструкций, имеющие привод всех шпиндельных бабок и привод подач от одного электродвигателя, при модернизации оснащаются новыми шпиндельными бабками с индивидуальным приводом от отдельного электродвигателя и сравнительно небольшим диапазоном изменения скоростей вращения, но зато весьма быстроходными и достаточно мощными.
Такие же шпиндельные бабки используются для переоборудования устаревших продольно-строгальных станков в продольно-фрезерные, пригодные для скоростных методов работы, а также токарно-карусельных станков в станки для непрерывного фрезерования.
Установка шлифовальных бабок на продольно-строгальных станках позволяет расширить их технологические возможности и использовать как продольно-шлифовальные.
1.5 Постановка цели и задач проектирования
В рамках дипломного проектирования будет выполнен проект модернизациивертикально-сверлильного станка модели 2Н125.
Цель проекта: Сверлильный станок 2Н125 с расширенным диапазоном скоростей, улучшенным процессом вертикальной подачи, ускоренным процессом переналадки и установленным универсальным кондуктором.
Задачи проекта:
- Расширение диапазона скоростей;
- Модернизация стола с целью ускорения процесса переналадки;
- Улучшенный механизм вертикальной подачи;
- Установка универсального кондуктора.
Планируемые расчеты дипломного проекта:
- Кинематический расчет привода главного движения;
- Силовой расчет привода главного движения;
- Проектный расчет зубчатых передач коробки скоростей;
- Проектный расчет валов коробки скоростей;
- Расчет и выбор подшипников для коробки скоростей;
- Расчет характеристик шпиндельного узла;
- Разработка модели несущей системы станка;
- Расчет статических характеристик несущей системы станка;
- Расчет динамических характеристик несущей системы станка;
- Расчет защитного заземления станка (раздел БЖД);
- Расчет экономической эффективности проекта (экономический раздел).
2 Разработка конструкции основных узлов и приспособлений станка
Виды работ, которыебудут выполняться на проектируемом станке, аналогичны работам, которыевыполняются на станке-прототипе, а именно: сверление, зенкерование и развертывание отверстий вразличных деталях, торцевания и нарезания резьб.
2.1Анализ режимов обработки на базовой модели станка
Режимы резания выбираются по таблицам (по экспериментальным данным).
Полученные значения скоростей резания v(м/мин) оформляются в виде графика (рисунок2.1).
Рисунок2.1 – Скорости резания по видам работ
Таблица 2.1 – Принятые режимы резания на вертикально-сверлильном станке 2Н125
Сталь (конструкционная углеродистая и низколегированная, ).
|
Вид операции |
Тип |
Диаметр |
Глубина резания |
Подача |
Скорость резания |
|
Сверление |
1. Сверла быстрореж. |
20-60 |
--- |
0,13-0,55 |
20- 27,5 |
|
2. Сверла твердосплав. |
20-30 |
--- |
0,16- 0,35 |
49- 60 |
|
|
Зенкерование |
3. Зенкеры быстрореж.. |
15-80 |
0,5-1 |
0,4- 0,9 |
20- 26 |
|
4. Зенкеры твердосплав. |
40-80 |
1-1,8 |
0,7- 1,1 |
67- 80 |
|
|
Развёртывание |
5. Развертки быстрореж. |
6-80 |
0,2-0,4 |
0,5- 1,7 |
2- 15 |
|
6. Развертки твердосплав. |
10- 50 |
0,2-0,4 |
0,8-1,2 |
60-80 |
|
|
7. Развертки конические |
13-100 |
--- |
0,08-1,0 |
4- 6 |
|
|
Подрезка торцов под головку болта |
8. Зенкеры торцовые и пластины подрезные |
30-80 |
--- |
0,1- 0,12 |
13-30 |
Итог:
- минимальная скорость резания vmin= 2 м/мин
- максимальная скорость резания vmax= 80 м/мин
2.2 Кинематический расчет привода главного движения
2.2.1 Выбор приводного электродвигателя
При заданной мощности электродвигателя, его выбор осуществляется методом подбора по частоте вращения. При низких частотах вращения шпинделя нецелесообразно применять электродвигатель с пониженной номинальной частотой вращения, так как возрастают масса, размеры и стоимость электродвигателя. В то же время для приводов главного движения не следует применять электродвигатели со скоростью вращения выше 3000 мин –1, так как при этом возрастает уровень шума станка. В таких случаях целесообразно применять электродвигатель с относительно высокой частотой вращения и механические передачи для последующего ее понижения. В рамках данной модернизации выбран асинхронный двухскоростной двигатель переменного тока А02-41-4/2 (1460/2830 об/мин; 3,3/4,1 кВт).
2.2.2 Определение общего диапазона регулирования привода
(2.1)
где nmax – наибольшая частота вращения шпинделя, мин –1;
nmin – наименьшая частота вращения шпинделя, мин –1
2.2.3 Определение общего числа ступеней скорости
Для геометрического ряда частот вращения число ступеней скорости может быть определено из соотношения:
(2.2)
Вычисленная по этой формуле величина z округляется до целого числа, что приводит к некоторому изменению действительного диапазона регулирования Rn.
2.2.4 Выбор конструктивных вариантов привода
При настройке последовательно включенными групповыми передачами число ступеней скорости может быть представлено в виде:
(2.3)
где pk – число отдельных передач в каждой группе;
m – число групп передач.
При выбранном числе ступеней частот вращения шпинделя z количество групп передач, количество передач в каждой группе и порядок расположения групп может быть различным.
Число конструктивных вариантов привода, состоящего из m групп передач, определяется по формуле:
(2.4)
где q – число групп с одинаковым числом передач.
2.2.5 Определение числа возможных кинематических вариантов
Если частоты вращения шпинделя изменяются по геометрическому ряду, то передаточные отношения передач в группах образуют геометрический ряд со знаменателем jх, где х – целое число, называемое характеристикой группы передач. Для последовательного получения частот вращения шпинделя сначала переключают передачи одной группы, затем другой и т. д.
В зависимости от принятого порядка переключений группа может быть:
а) основной, характеристика, которой определяется по формуле:
х0 = 1 (2.5)
б) первой переборной группой, для которой характеристика определяется по формуле:
х1 = р1(2.6)
где р1– число передач в основной группе;
в) второй переборной группой, для которой характеристика определяется по формуле:
х2 = р1× р2(2.7)
где р2– число передач в первой переборной группе.
Основной и различными по номеру переборными группами может быть любая группа передач в приводе. Для определенного конструктивного варианта число кинематических будет равно числу перестановок из m групп передач:
Nкин. = m! (2.8)
2.2.6 Определение максимальных передаточных отношений по группам передач
Общее максимальное передаточное отношение привода определяется по формуле:
(2.9)
Поученное передаточное отношение может быть представлено в виде:
(2.10)
где Н – показатель степени, определяющий величину общего передаточного отношения.
Определение максимальных передаточных отношений в группах производится путем разбиения общего передаточного отношения на передаточные отношения групп, для чего вычисляется показатель степени Н и выражается в виде:
(2.11)
где hk– показатель степени, характеризующий величину максимального передаточного отношения k-той группы передач;
m – число групп передач.
При этом выбранные значения hk должны быть целыми числами и должны удовлетворять условию:
hk£hk+1£ … £hm (2.12)
Максимальное передаточное отношение в группе определится по формуле:
(2.13)
При этом должно быть обеспечено выполнение следующего условия:
(2.14)
Так как показатель степени Н, как правило, не является целым числом, он не может быть точно представлен суммой целых чисел. Поэтому для сохранения величины общего максимального передаточного отношения вводится дополнительная передача от вала электродвигателя на входной вал, передаточное отношение которой, определится по формуле:
(2.15)
(2.16)
2.2.7 Построение структурных сеток
Структурные сетки строятся в соответствии с выбранной формулой структуры привода. В них находит отражение относительная связь между передаточными отношениями в группах, поэтому лучи для каждой группы проводятся симметрично, а количество интервалов между их конца ми численно равно характеристике группы, определяемой в соответствии со структурной формулой. Структурная сетка представлена в приложение А.
2.2.8 Построение графиков частот вращения
Графики частот вращения отражают частоты вращения всех валов привода, включая валы одиночных передач, необходимых для его компоновки. Построение начинают с цепи редукции, обеспечивающей снижение частоты вращения электродвигателя nэд. до nmin на шпинделе. Для дальнейшего построения используются структурные сетки. График частот вращения шпинделя представлен в приложении А.
2.2.9 Определение передаточных отношений в группах передач
Для определения передаточных отношений используются построенные графики частот вращения.
Передаточное отношение передачи определяется выражением:
u = jk(2.17)
где k – число интервалов между горизонталями, перекрытых лучами, соединяющими отметки частот вращения на соседних валах.
2.2.10 Определение чисел зубьев передач
При определении чисел зубьев исходят из постоянства межосевого расстояния и числа зубьев определяют по следующим формулам:
; (2.18)
; (2.19)
; (2.20)
; (2.21)
где z1 и z2 – числа зубьев ведущего и ведомого колес;
z0 – сума чисел зубьев сопряженных колес;
f – числитель передаточного отношения;
g– знаменатель передаточного отношения;
K – наименьшее кратное сумм (f + g);
Е – целое число;
zmin= 18 – минимальное число зубьев.
В соответствии с полученными числами зубьев передач, для двух выбранных вариантов привода, вычерчиваются варианты кинематической структуры.
2.2.11 Определение крутящих моментов на валах коробки скоростей
Крутящие моменты на валах могут быть найдены по формуле:
; (2.22)
где Рэд. – мощность на валу двигателя, кВт;
h– КПД участка кинематической цепи от двигателя до рассчитываемого вала;
n – расчетная частота вращения вала, мин –1.
Кинематический расчет коробки скоростей выполнен с использованием программы «SIRIUS 2». Результаты расчета находятся в приложении А.
2.3Силовой расчет привода главного движения
2.3.1 Определение момента на валах
N=4 квт; nэ.д.= 1426 об/мин.
Момент на валах:
Таблица 2.2 – Значения моментов на валах
|
Z1/ Z2 |
|
Z9/ Z10 |
||
|
Mвх= |
26,80 |
|
Mвх= |
30,67139688 |
|
i0= |
1,119214586 |
|
i4= |
0,785353535 |
|
Мвых= |
23,94521335 |
|
Мвых= |
39,05425455 |
|
Z3/ Z4 |
|
Z11/ Z12 |
||
|
Mвх= |
23,94521335 |
|
Mвх= |
30,67139688 |
|
i1= |
0,780701754 |
|
i5= |
0,790996785 |
|
Мвых= |
30,67139688 |
|
Мвых= |
38,77562776 |
|
Z5/ Z6 |
|
Z13/ Z14 |
||
|
Mвх= |
23,94521335 |
|
Mвх= |
30,67139688 |
|
i2= |
0,398073836 |
|
i6= |
0,634146341 |
|
Мвых= |
60,15269322 |
|
Мвых= |
48,36643354 |
|
Z7/Z 8 |
|
|
|
|
|
Mвх= |
23,94521335 |
|
|
|
|
i3= |
0,798387097 |
|
|
|
|
Мвых= |
29,9919844 |
|
|
|
2.4 Проектный расчет зубчатых колес коробки скоростей
2.4.1 Расчет модулей зубчатых колес
Модули передач можно рассчитать в программном продукте APMTRANS
Для расчета потребуются ранее определенные данные таблицы 2.2.
Пример расчета Z1-Z2
Войдя в программу APMTRANS выбираем: тип передачи – прямозубое внешнего зацепления;
Тип расчета – проектировочный; в диалоговом окне «основные данные» вводим данные для расчета:
Рисунок 2.4 – Диалоговое окно «Основные данные» программы APMTRANS
В закладке «еще…» вводим числа зубьев передач.
После ввода данных для расчета рассчитываем зубчатую передачу нажатием кнопки .
Полученные результаты вносим в таблицу:
Таблица 2.3 – Результаты расчета проектных параметров зубчатых колес
|
Зубчатое колесо |
Число зубьев |
Модуль |
Ширина колеса |
|
Z1 |
25 |
2.5 |
34 |
|
Z2 |
32 |
2.5 |
30 |
|
Z3 |
27 |
2 |
28 |
|
Z4 |
68 |
2 |
24 |
|
Z5 |
32 |
2 |
28 |
|
Z6 |
63 |
2 |
24 |
|
Z7 |
37 |
2 |
28 |
|
Z8 |
58 |
2 |
24 |
|
Z9 |
42 |
2 |
28 |
|
Z10 |
53 |
2 |
24 |
|
Z11 |
21 |
3.5 |
35 |
|
Z12 |
67 |
3.5 |
31 |
|
Z13 |
39 |
3.5 |
35 |
|
Z14 |
49 |
3.5 |
31 |
Результаты расчетов зубчатого зацепления Z3/ Z4 (передаточное отношение i1).
Рисунок 2.4 – Основные геометрические параметры зубчатых колес Z3/Z4
Рисунок 2.5 – Основные параметры материалов колесZ3/Z4
Рисунок 2.6 – Расчетные силы в зацеплении Z3/ Z4
Результаты расчетов зубчатого зацепления Z5/ Z6 (передаточное отношение i2).
Рисунок 2.7 – Основные геометрические параметры зубчатых колес Z5/Z6
Рисунок 2.8 – Основные параметры материалов колес Z5/Z6
Рисунок 2.9 – Расчетные силы в зацеплении Z5/Z6
2.4.2 Построение зубчатых колес в среде компас shaft и их расчет на прочность
Пример расчета Z3-Z4.
Для построения колес потребуются данные таблицы 2.3. В программе компас входим «менеджер библиотек - Расчет и построение – Компас Shaft-2D – построение модели».
В элементах механических передач выбираем: шестерня цилиндрической зубчатой передачи – запуск расчета – геометрический расчет – «по межосевому расстоянию». В диалоговом окне «геометрический расчет; закладка станица 1» вводим требующиеся для расчета данные:
Рисунок 2.11 – Диалоговое окно ввода данных для геометрического расчета зацепления Z3-Z4 в программе КомпасShaft-2D
На закладке «страница 2» производим расчет передачи кнопкой , затем заканчиваем расчеты и выбираем объект построения передачи:
Рисунок 2.12 – Выбор необходимого зубчатого колеса для построения
Для расчета зубчатых колес на прочность необходимо в «страница 2» нажатием , вернуться в главное окно, где станет, активен «расчет на прочность». При вводе данных задаем максимальную нагрузку. Выбираем материал, схему расположения передачи, а так же задаемся расчетной нагрузкой и числом оборотов на ведущем колесе.
Рисунок 2.13 – Расчет на прочность зубчатых колес при действии максимальной нагрузки
2.5 Проектный расчет валов коробки скоростей
2.5.1 Определение минимальных диаметров валов
Минимальный диаметр валов находится по формуле:
После расчетов согласно справочника/3/ принимаем минимальные диаметры валов:
- 1 вал: 17,5 мм (диаметр подшипника 25);
- 2 вал: 16,85 мм (диаметр под подшипник 25 мм);
- 3 вал: 18,3 мм (диаметр под подшипник 28 мм).
2.5.2 Расчет валов
Пример расчета вала №3
После сборки колес в среде «Компас» геометрические параметры вала можно определить, конструируя его «по месту» в сечении самой сборки. После окончательного построения вала требуется произвести проверочный расчет
Проверочный расчет валов коробки скоростей рассчитывается в программном продукте АРМ SHAFT.
На рабочем поле операцией «цилиндр» выстраивается конструкция рассчитываемого вала, задаются опоры. С помощью инструментальной панели расставляются силы и моменты кручения в точке их приложения по расчетной цепи.
Рисунок 2.14 – Расчетная схема вала №3 в программе APMSHAFT
Во вкладке материал выбираем конструкционную сталь ст45 используемую для изготовления валов. В команде «рассчитать – общий расчет вала…» вводим частоту вращения вала и задаемся ресурсом работы изделия, и во вкладке «результаты…» просматриваем интересующие нас, рассчитанные программой характеристики, по результатам расчета которых оценивается вал.
Рисунок 2.15 – Расчетные напряжения на валу №3
Рисунок 2.16 – Перемещения в вертикальной плоскости вала №3
Рисунок 2.17 – Коэффициент запаса по усталостной прочности вала №3
2.6 Расчет и выбор подшипников для коробки скоростей
Расчет подшипников можно реализовать в программном продукте АРМ BEAR.
Требуемая долговечность подшипника [lh] = 20000 часов.
Расчет на долговечность подшипников 305 ГОСТ 8338-75.
Для пар подшипников рассчитывается один наиболее нагруженный подшипник.
Подшипники 305 ГОСТ 8338-75 находятся на первом ичетвёртом валу коробки скоростей. В строке состояния АРМ BEAR находится вкладка «данные», в нее последовательно вводим требующиеся для расчета параметры.
Выбираем тип подшипника – «радиальный подшипник – тип установки одиночный»
Рисунок 2.18 – Выбор типа подшипника в системе APMBEAR
В строке «геометрия…» с помощью имеющихся баз данных выбираем требуемый подшипник. Характеристика рассчитываемого подшипника автоматически выводиться в диалоговое окно:
Рисунок 2.19 – Характеристики рассчитываемого подшипника
Затем во вкладке «Условия работы…» вводим следующие данные:
Рисунок 2.20 – Исходные данные для расчета требуемого подшипника
Рассчитываем и выводим результаты расчета .
Рисунок 2.21 – Результаты расчета подшипника в системе APMBEAR
Условие выбора подшипников при расчете на долговечность:
Подшипник принимается в том случае если его долговечность больше требуемой, т.е.: [lh]<lh. В нашем случае рассчитанная долговечность выполняет заданное условие:
[lh] = 20000 часов <lh = 211344,54часов.
Аналогично рассчитываются и другие подшипники коробки скоростей.
Все подшипники коробки скоростей согласны условию [lh]<lh.
Таблица 2.5 – Результаты расчета подшипников
|
Подшипник |
Вал |
Внутренний диаметр Подшипника |
N об./мин |
|
305 ГОСТ 8338-75 |
1 |
25 |
1596 |
|
305 ГОСТ 8338-75 |
2 |
25 |
1246 |
|
1027312А ГОСТ 27365-87 |
3 |
60 |
80 |
2.7 Расчет шпоночных и шлицевых соединений на смятие
Шлицевое соединения можно рассчитать в программном продукте АРМ JOINT.
Задаем тип соединения и вводим данные.
Рисунок 2.22 – Исходные данные для расчета шлицевых соединений в программе АРМ JOINT
Производим расчет соединения. Программа предлагает возможные варианты шлицевых соединений, которые можно применить в конструкции.
По предложенным результатам выберем шлицевое соединение средней серии.
Рисунок 2.23 – Результаты расчета шлицевого соединения в системе АРМ JOINT
Таблица 2.6 – Результаты расчета шлицевых соединений
|
Z*d*d |
Число зубьев |
D |
D |
B |
D1, не менее |
С |
R, не более |
|
Номин. |
|||||||
|
8*62*72 |
8 |
62 |
72 |
12 |
57,8 |
0,5 |
0,5 |
2.8 Разработка конструкции подъемно-поворотного кронштейна
С целью повышения производительности, безопасности и удобства на станке путем обеспечения возможности обработки в закрепленной на столе детали произвольного качества отверстий без ее перекрепления в предлагаемом вертикально-сверлильном станке 2Н125 кронштейн на колонне и стол на кронштейне установлены на опорах качения, а механизмы зажима кронштейна на колонне и стола на кронштейне связаны единой системой рычагов и имеют общую рукоятку управления.
Станок с предлагаемой конструкцией подъемно-поворотного кронштейна обеспечивает быструю и несложную установку детали, закрепленной на столе станка, в заданное положение путем ручного поворота кронштейна со столом вокруг колонны и поворота стола на кронштейне. Это позволяет обрабатывать любое количество отверстий в детали без ее перезакрепления и, следовательно, значительно повысить производительность, безопасность и удобство работы на станке.
Вертикально-сверлильный станок, содержащий плиту, круглую колонну, неподвижно установленную на ней сверлильную головку, подъемно-поворотный кронштейн, установленный на колонне, поворотный стол, установленный на кронштейне, механизм вертикального перемещения кронштейна на колонне, механизмы зажима кронштейна на колонне и стола на кронштейне, отличающийся тем, что, с целью повышения производительности, безопасности и удобства работы на станке путем обеспечения возможности обработки в закрепленной на столе детали произвольного количества отверстий без ее закрепления, кронштейн н колонне и стол на кронштейне не установлены на опорах качения, а механизмы зажима кронштейна на колонне и стола на кронштейне связаны единой системой рычагов и имеют общую рукоятку управления.
Рисунок 2.24 – Конструкция подъемно-поворотного кронштейна
2.9 Разработка конструкции универсального кондуктора для сверления отверстий
Для обработки заготовок на сверлильных станках используются самые разнообразные приспособления: машинные тиски, накладные, ящичные, скальчатые и портальные кондукторы, поворотные столы, стойки с делительными планшайбами.
Одно из эффективных направлений совершенствования конструкций приспособлений для сверлильных станков – разработка и использование универсальных и групповых быстропереналаживаемых кондукторов с использованием сменных наладок, которые позволяют обрабатывать различные по размерам детали. Применение таких приспособлений повышает производительность обработки и сокращает время на подготовку производства.
Простейший переналаживаемый кондуктор для сверления отверстий на вертикально-сверлильном станке во внутренних стопорных кольцах приведен на рисунке 2.25. Данная конструкция кондуктора применяется в серийном производстве.
Рисунок 2.25 – Кондуктор переналаживаемый
2.10 Разработка конструкции механизма привода вертикальной подачи
В рамках данного проекта модернизации вертикально-сверлильного станка 2Н125 предлагается использовать механизм подачи шпинделя с устройством для автоматического переключения шпинделя с быстрого подвода на рабочую подачу при соприкосновении инструмента с обрабатываемым изделием и последующего переключения на быстрый отвод по окончании обработки. С целью повышения чувствительности и надежности в работе, переключающее устройство выполнено на последнем звене кинематической цепи и представляет собой пиноль шпинделя, состоящую из двух подпружиненных частей, одна из которых при относительном перемещении воздействует через клиновой толкатель на электрический переключатель.
Рисунок 2.26 – Механизм привода вертикальной подачи шпинделя
2.11 Обоснование выбора посадок деталей в разработанных узлах и приспособлениях
При назначении полей допусков для посадок вала под внутреннее кольцо и отверстия корпуса под наружное кольцо подшипников качения необходимо учитывать [8]:
а) вращается вал (внутреннее кольцо) или корпус;
б) вид нагрузки;
в) режим работы;
г) тип и размеры подшипников;
д) класс точности подшипника;
е) скорость вращающегося кольца;
ж) условия монтажа и эксплуатации и т.п.
В соответствии с указанными условиями, для посадки на вал шариковых радиальных подшипников класса точности Р6, циркуляционном нагружении (вращающийся вал) и нормальном режиме работы, выбирается поле допуска k6. Для посадки подшипников в корпус выбирается поле допуска Н7.
Для прямобочных шлицевых соединений:
а) в качестве посадки по диаметру при центрировании по наружному диаметру выбирается посадка H7/h6;
б) в качестве посадки по ширине шлица выбирается посадка F8/ js7.
Для неподвижных шпоночных соединений выбирается переходная посадка H7/p6. Для посадки призматических шпонок в вал использована посадка P9/h9.
3 Инженерный анализ узлов станка
3.1 Расчет характеристик шпиндельного узла
Конструктивная схема шпинделя представлена на рисунке 3.1.
Для расчета используется метод конечных элементов. Шпиндельный узел представляется стержневыми конечными элементами, каждый стержень описывается тремя параметрами: длиной, внутренним диаметром и наружным диаметром. При разбиении шпиндельного узла на конечные элементы учитывается: количество опор шпинделя; тип опор и схема их установки. Тип опор и схема их установки моделируется в зависимости от ряда условий:
- жесткости подшипников;
- конфигурации внутренних и наружных поверхностей шпинделя;
- расположения зубчатых колес;
- наличия других приводных элементов.
В общем случае разбиение шпинделя на конечные элементы выполняется на основе условий однозначности: физических, начальных и граничных.
В соответствии с указанными условиями составляется расчетная схема шпинделя, используемая для последующего расчета на ЭВМ. Данный расчет выполнен при помощи CAE-системы «ANSYS».
Рисунок 3.1 – Конструктивная схема шпинделя (3D-модель) станка 2Н125
Рисунок 3.2 – Сеточная модель шпинделя
3.1.1 Расчет статических характеристик шпиндельного узла
Рисунок 3.3 – Суммарные статические деформации шпинделя
3.1.2 Расчет динамических характеристик шпиндельного узла
3.1.2.1 Расчет амплитудно-частотных характеристик шпинделя
Рисунок 3.4 – Амплитудно-частотные характеристики шпинделя (осевое направление)
Рисунок 3.5 – Амплитудно-частотные характеристики шпинделя (радиальное направление)
3.1.2.2 Модальный анализ шпиндельного узла
Модальный анализ шпиндельного узла показал 17 мод.
Рисунок 3.6 – I-II моды (194,02 Гц)
Рисунок 3.7 – III-IV моды (545,11 Гц)
Рисунок 3.8 – V-VI моды (1063 Гц)
Рисунок 3.9 – VII мода (1422 Гц)
Рисунок 3.10 – VIII-IX моды (1722,6 Гц)
Рисунок 3.11 – X-XI моды (2506,8 Гц)
Рисунок 3.12 – XII мода (2515,1 Гц)
Рисунок 3.13 – XIII мода (3389,1 Гц)
Рисунок 3.14 – XIV-XV моды (3415,4 Гц)
Рисунок 3.15 – XVI-XVII моды (4440,7 Гц)
3.2 Разработка модели несущей системы станка
Рисунок 3.16 – 3D-модель несущей системы станка 2Н125
Рисунок 3.17 – Сеточная модель несущей системы станка
3.3 Расчет статических характеристик несущей системы станка
Рисунок 3.18 – Статические деформации несущей системы станка по оси X
Рисунок 3.19 – Статические деформации несущей системы станка по оси Y
Рисунок 3.20 – Статические деформации несущей системы станка по оси Z
Рисунок 3.21 – Суммарные статические деформации несущей системы станка
3.4 Расчет динамических характеристик несущей системы станка
3.4.1 Расчет амплитудно-частотных характеристик несущей системы станка
Рисунок 3.22 – Амплитудно-частотные характеристики несущей системы станка по оси X
Рисунок 3.23 – Амплитудно-частотные характеристики несущей системы станка по оси Y
Рисунок 3.24 – Амплитудно-частотные характеристики несущей системы станка по оси Z
3.4.2 Модальный анализ несущей системы станка
Модальный анализ несущей системы станка показал 20 мод.
Рисунок 3.25 – I мода (18,696 Гц)
Рисунок 3.26 – II мода (19,165 Гц)
Рисунок 3.27 – III мода (88,645 Гц)
Рисунок 3.28 – IV мода (132,36 Гц)
Рисунок 3.29 – V мода (136 Гц)
Рисунок 3.30 – VI мода (189,52 Гц)
Рисунок 3.31 – VII мода (194,38 Гц)
Рисунок 3.32 – VIII мода (240,21 Гц)
Рисунок 3.33 – IX мода (244,65 Гц)
Рисунок 3.34 – X мода (364,89 Гц)
Рисунок 3.35 – XI мода (472,32 Гц)
Рисунок 3.36 – XII мода (478,51 Гц)
Рисунок 3.37 – XIII мода (499,76 Гц)
Рисунок 3.38 – XIV мода (573,53 Гц)
Рисунок 3.39 – XV мода (620,45 Гц)
Рисунок 3.40 – XVI мода (630,04 Гц)
Рисунок 3.41 – XVII мода (700,36 Гц)
Рисунок 3.42 – XVIII мода (818,02 Гц)
Рисунок 3.43 – XIX мода (849,59 Гц)
Рисунок 3.44 – XX мода (884,37 Гц)
Результаты расчетов несущей системы станка показали, что модернизированный вариант не уступает по статическим и динамическим характеристикам базовому варианту станины станка модели 2Н125. Таким образом, рассмотрев данные характеристики, приходим к выводу, что изменение конструкции станины не ухудшает характеристики станка и ее можно использовать в модернизированном станке.
4 Технологическая часть
4.1 Назначение и конструкция обрабатываемой детали
Деталь «Валик задний» относится к деталям класса валов /4, с. 371/. Она характеризуется тем, что в основном образована наружными поверхностями вращения около одной оси. Длина вала значительно больше диаметра, в отдельных случаях возможно наличие внутреннего центрального отверстия.
Основное предназначение валика - передавать крутящий момент. Нагрузки, воспринимаемыми валиком передаются через опорные устройства – подшипники, устанавливаемыми на цапфах валика, на корпуса, рамы или станины машин.
Рисунок 4.1 – Эскиз детали
Деталь «Валик задний» в данном случае является составной частью коробки скоростей станка, и предназначен для передачи крутящего момента через переборку корпуса от механизма передач к маслонасосу который применяется в различных узлах гидравлики как станков так и других машин. Эскиз детали приведён на рисунке 4.1.
Отверстие диаметром 6,15+0,05 предназначено для шплинтового соединения валика с приводным механизмом маслонасоса.
Цапфа валика диаметром 16k6 с шероховатостью Ra0,8и опорная поверхность диаметром 32 мм предназначены для установки на них подшипника качения и уплотнительной фурнитуры для обеспечения как вращения валика в корпусе так и его герметичность.
Два шпоночных паза 6х4,5х12 мм с шероховатостью Ra3,2 предназначены для соединения самого маслонасоса с валом отбора мощности от коробки скоростей станка посредством шпонок.
Отверстие диаметром 8 мм предназначено для установки в него магнитного штифта который предназначен для измерения оборотов с помощью датчика Холла.
Материал детали – сталь 40ХГНМ ТУ14-1-261-2. Эта сталь углеродистая, легированная. Из этой стали изготавливаются самые разнообразные детали различных классов. Так как в этой стали 0,40% углерода, то в основном она используется для изготовления деталей с последующей термической закалкой для увеличения твердости.
Химический состав 40ХГНМ представлен в таблице 4.1, а механические свойства 40ХГНМ в таблице 4.2.
Таблица 4.1 – Химический состав 40ХГНМ в процентах
|
C |
Si |
Mn |
Cr |
S |
P |
Ni |
As |
Мо |
|
не более |
||||||||
|
0,37–0,43 |
0,17–0,37 |
0,50–0,80 |
0,9 |
0,04 |
0,035 |
1 |
0,08 |
0,3 |
Таблица 4.2 – Механические свойства стали 40ХГНМ
|
σт, МПа |
σв, МПа |
∆s, % |
ψ, % |
aн, Дж/см2 |
HB 10–1(не более) |
|
|
не менее |
горячекатанной |
отожженной |
||||
|
340 |
690 |
6 |
10 |
36 |
229 |
207 |
Примечание–σт ― предел пропорциональности (предел текучести для остаточной деформации); σв ― предел кратковременной прочности; ∆s ― относительное удлинение при разрыве; ψ ― относительное сужение;aн ― ударная вязкость.
4.2 Определение технологичности конструкции детали
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовке производства. На трудоемкость изготовления детали оказывает особое влияние ее конструкция и технологические требования на изготовление. Технологичность важнейшая техническая основа, обеспечивающая использование конструкторских технологических резервов. Правила отработки конструкции детали на технологичность приведены в ГОСТ 14.203-83.
Оценку технологичности конструкции детали производят по двум показателям: качественным и количественным.
4.2.1 Качественный анализ
Деталь «Валик задний» изготавливается из стали 40ХГНМ, поэтому конфигурация нагруженного контура не вызывает значительных трудностей получение детали. Поскольку деталь – тело вращения, то большинство операций по обработке со снятием стружки можно выполнить на токарных станках.
С точки зрения механической обработки, нетехнологичны фаски по 30˚, они определяются конструктивными соображениями и изменить их, по- видимому, затруднительно.
К поверхностям диметром 16k6 предъявляются требования, так как именно они являются опорными элементами для подшипников. Эти поверхности должны быть выполнены в пределах указанных отклонений и с шероховатостью Ra 0,8. Единственным способом достижения указанной точности являетсяокончательное шлифование на кругло-шлифовальных станках.
Также нетехнологичном элементами являются два пазовых отверстия 6х4,5х12 на поверхности диаметром 25 так как его изготовление требует применение шпоночной фрезы на вертикально-фрезерном станке.
В остальном деталь технологична. Деталь допускает применения высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций. Данную деталь можно изготавливать на универсальном и специализированном оборудовании стандартным режущим инструментом, также в зависимости от объема производства допускается использовать оборудование с ЧПУ и обрабатывающие центры. Поэтому данная деталь технологична.
4.2.2 Количественный анализ
В качестве количественных показателей технологичности могут рассматриваться коэффициент использования материала, коэффициент точности обработки, коэффициент шероховатости поверхности, уровень технологичности конструкции по технологической себестоимости.
Для расчёта коэффициента точности и коэффициента шероховатости составим таблицу 4.3 c номерами и значениями шероховатости и точности обрабатываемых поверхностей, а также при расчёте коэффициентов будем использовать рисунок 4.2, на котором изображён эскиз детали с нумерацией обрабатываемых поверхностей. Поверхности, которые имеют одинаковую форму, квалитет, шероховатость и размер в расчет не включаем. На размеры, на которых не указан квалитет или имеющие свободную шероховатость, назначаем квалитет и шероховатость самостоятельно в зависимости от способа обработки данной поверхности.
Рисунок 4.2 – Обрабатываемые поверхности детали
Коэффициент точности обработкиКтч определяется по формуле /2, с. 100/
(4.1)
гдеni― число размеров соответствующего квалитета точности;
Ti― квалитет точности обработки.
Если коэффициент точности обработки удовлетворяет условиюКтч>0,8, то деталь технологична по точности. ПосколькуКтч= 0,917>0,8, то рассматриваемая деталь является технологичной по точности.
Таблица 4.3 – Основные характеристики обрабатываемых поверхностей
|
Номер поверхности |
Размер обработки |
Квалитет точности, |
Шероховатость поверхности, Ш(Rа) |
|
1 |
2 |
3 |
4 |
|
1 |
67 |
h14 |
6,3 |
|
2 |
1 × 45º |
±IT14/2 |
6,3 |
|
3 |
Ø16 |
k6 |
0,8 |
|
4 |
38 |
h14 |
6,3 |
|
5 |
Ø 15,6 |
h14 |
6,3 |
|
6 |
40 |
h14 |
1,6 |
|
|
|||
Продолжение таблицы 4.3
|
1 |
2 |
3 |
4 |
|
7 |
Ø32 |
h7 |
6,3 |
|
8 |
5×30º |
±IT14/2 |
6,3 |
|
9 |
Ø25 |
h7 |
6,3 |
|
10 |
1 × 45º |
±IT14/2 |
6,3 |
|
11 |
1 ×30º |
IT14/2 |
6,3 |
|
12 |
Ø8 |
H14 |
6,3 |
|
13 |
6х4,5х12 |
D6 |
3,2 |
|
14 |
22 |
h14 |
6,3 |
|
15 |
Ø 6,15 |
H14 |
3,2 |
Коэффициент шероховатости поверхности определяется по формуле:
(4.2)
где ― число поверхностей соответствующей шероховатости;
Ш― шероховатость поверхности.
Если коэффициент шероховатости поверхности удовлетворяет условиюKш< 0,32, то деталь технологична по шероховатости поверхности. ПосколькуKш=0,19 < 0,32, то рассматриваемая деталь является технологичной по шероховатости поверхности.
В процессе проверки уровня технологичности видно, что данная деталь является достаточно технологичной.
4.3 Определение типа производства
Исходными данными для определения типа производства являются:
- режим работы – 2 смены;
- объём выпуска детали в год – 9500 шт.
Тип производства в соответствии с ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операцийКз.о., который показывает число различных операций, закрепленных в среднем по цеху (участку) за каждым рабочим местом в течении месяца.
Коэффициент закрепления операций рассчитывается по формуле:
(4.3)
где – суммарное число различных операций;
–число рабочих мест в одной смене.
Число однотипных операций , выполняемых на рабочем, определяется по формуле:
(4.4)
где ― нормативный коэффициент загрузки оборудования, равный 0,75…0,8;
― расчётный коэффициент загрузки оборудования по данной операции, равный:
(4.5)
где ― расчётное количество станков по данной операции;
― принятое количество станков по данной операции, полученное округлением до ближайшего большего целого числа полученногозначения .
Расчётное количество станков по операции определяется по формуле:
(4.6)
где ― штучное или штучно-калькуляционное время выполнения операции, мин;
― годовой объём выпуска деталей, шт.;
― действительный годовой фонд времени, ч (при односменномрежиме работы ).
Для определения штучного времени по операциям необходимо произвести укрупненное нормирование вновь разрабатываемого технологического процесса. Это можно выполнить, пользуясь методом приближенного определения норм времени по таблицам, приведенным в приложении источника.
Рассчитаем , , , для каждой операции и полученные значения занесём в таблицу 4.4
005 Токарная с ЧПУ:
; ; ; .
010 Токарная с ЧПУ:
; ; ; .
015 Фрезерная с ЧПУ:
; ; ; .
020 Кругло-шлифовальная:
; ; ; .
025 Сверлильная:
; ; ; .
Таблица 4.4 ― Расчёт коэффициента закрепления операций
|
Операция |
, мин |
||||
|
005 Токарная с ЧПУ |
12 |
0,59 |
1 |
0,59 |
1 |
|
010 Токарная с ЧПУ |
12 |
0,59 |
1 |
0,59 |
1 |
|
015 Фрезерная с ЧПУ |
5,2 |
0,25 |
1 |
0,25 |
3 |
|
020 Кругло-шлифовальная |
13,5 |
0,66 |
1 |
0,66 |
1 |
|
025 Сверлильная с ЧПУ |
5,3 |
0,25 |
1 |
0,25 |
3 |
Определяем коэффициент закрепления операций:
Так как ,то принимаем крупносерийный тип производства.
В основном в технологическом процессе применяется стандартный режущий инструмент, что ускоряет технологическую подготовку производства. Обработка детали ведётся с применением смазочно-охлаждающей жидкости, что позволяет вести обработку с более высокими скоростями резания и сохранением оптимальных периодов стойкости инструмента.
В конце технологического процесса деталь проходит окончательный контроль детали, что позволяет проконтролировать соблюдение всех требований, предъявляемых к детали. Применяется стандартные и специальные измерительные инструменты и контрольные приспособления и приборы.
Для крупносерийного производства рассчитывается количество деталей в партии для одновременного запуска по формуле:
(4.7)
гдеN― годовой объём выпуска деталей;
a― периодичность запуска в днях (принимаема = 3 дн.);
254 ― количество рабочих дней в году.
Таким образом:
деталей.
4.4 Выбор и обоснование метода получения заготовки
При выборе метода получения заготовки решающими факторами являются: форма детали, масса, материал, объём выпуска деталей. Окончательное решение о выборе метода принимается на основе технико-экономических расчётов.
Метод получения заготовки, обеспечивающий технологичность изготовления из неё детали при минимальной себестоимости, считается оптимальным. Основное требование предъявляемые к методу получения заготовки – наибольшее приближение формы и размеров заготовки к форме и размерам готовой детали. Чем меньше разница в размерах детали и заготовки, тем меньше трудоемкость последующей механообработки.
Исходной базовой заготовкой для изготовления детали «Валик задний» является прокат: прут диаметром 35х3000 мм Сталь 40ХГНМ ТУ14-1-261-2.
Масса заготовки рассчитаем по формуле:
(4.10)
где ― плотность заготовки, принимаем ;
― объём заготовки, .
(4.11)
где ― диаметр заготовки, м;
― длина заготовки, м.
Поскольку длина прутка 3 м, то длина остатка прутка составит:
Штучно-калькуляционное время рассчитаем по формуле:
(4.12)
где ― длина резания при резании проката на штучные заготовки, мм;
принимаем
― величина врезания и перебега, мм; принимаем
― минутная подача при резании, мм/мин; принимаем
― коэффициент, показывающий долю вспомогательного времени вштучном, принимаем для среднесерийного производства:
Таким образом, штучно-калькуляционное время составит:
Коэффициент использования материала рассчитаем по формуле:
(4.13)
где ― масса готовой детали, кг ( );
― масса материала, израсходованного на изготовление детали, кг ( ).
Для уменьшения расхода материала применим поковку, получаемую штамповкой на горизонтально-ковочной машине (ГКМ). Данный метод позволяет производить изделия максимально приближённые по форме к готовым деталям, что позволяет в дальнейшем упростить технологию механической обработки.
Массу заготовки рассчитываем в САПР «Компас», используя эскиз заготовки с назначенными припусками (рисунок 4.3).
Группу (степень) сложности определяем по ГОСТ 7505-89, согласно которому для штампованной заготовки устанавливаем:
- группа материала ― М1;
- класс точности ― Т3;
- степень сложности ― С2;
- исходный индекс ―
Коэффициент для штамповок нормальной точности равен: .
Коэффициент для штамповки 2-ой группы сложности равен: .
Рисунок 4.3 ― Эскиз штампованной заготовки
Коэффициент использования материала рассчитаем по формуле:
Из вышеприведенных расчётов видно, что для получения заготовки для детали «Валик задний» целесообразно принять заготовку, получаемую штамповкой на ГКМ.
4.5 Расчёт припусков на механическую обработку
Рассчитаем припуски на механическую обработку наружной поверхности. Технологический маршрут обработки поверхности состоит из чернового и чистового точения и чернового и чистового шлифования. Заготовка устанавливается в специальное зажимное приспособление
Материал детали –Сталь 40ХГНМ ТУ14-1-261-2. Заготовка – поковка. Масса заготовкиm = 0,44 кг.
На остальные обрабатываемые поверхности назначаем припуски и допуски по ГОСТ 7505-89 и заносим в таблицу 4.6.
На основании данных расчётов построим схему графического расположения припусков и допусков на обработку внутренней поверхностидиаметром (рисунок 4.4).
Суммарное отклонение рассчитывается по формуле:
(4.14)
где ― допуск на смещение, мм;
―погрешность зацентровки, мм;
― допуск на коробление, мм.
Погрешность зацентровки рассчитывается по формуле:
(4.15)
где ― допуск на поверхности (по ГОСТ 7505-74 для штамповок класса точности ― Т3, группы материала ― М1, степень сложности ― С2, 1,6 мм)
= 0,838 мм.
Коробление детали рассчитывается по формуле:
, (4.16)
где ―удельная кривизна заготовок на 1 мм длины, =1,5;
l –расстояние от обрабатываемого сечения до ближайшей опоры,l = 40 мм.
.
Определяем суммарное отклонение:
Остаточные пространственные отклонения рассчитываем по формуле:
(4.17)
где ―коэффициент уточнения формы;
― суммарное отклонение заготовки.
Находим коэффициент :
- для чернового точения: ;
- для чистового точения: ;
- для чернового шлифования: .
Тогда:
- после чернового точения:
- после чистового точения:
- после чернового шлифования:
Значения Rz и T определяем по таблицам 4.3 и 4.5 /1/:
- заготовка: Rz = 150 мкм, T = 250 мкм;
- после чернового точения: Rz = 50 мкм, T = 50 мкм;
- после чистового точения: Rz = 30 мкм, T = 30 мкм;
- после чернового шлифования: Rz = 10 мкм, T = 20 мкм;
- после чистового шлифования: Rz = 5 мкм, T = 15 мкм.
Расчёт минимальных значений припусков производим пользуясь основной формулой:
(4.18)
Минимальный припуск на:
черновое точение:
чистовое точение:
черновое шлифование:
чистовое шлифование:
Результаты расчёта заносим в таблицу 4.6.
Графу «Расчётный размер» заполняем, начиная с конечного (в данном случае чертёжного) размера последовательным прибавлением расчётного минимального припуска каждого технологического перехода:
Значения допусков каждого перехода принимаем в соответствии с квалитетом того или иного вида обработки. Так для чистового шлифования значение допуска составляет δ4 = 16 мкм (чертёжный размер); для чернового шлифования δ3 = 39 мкм (с учётом достижения 8-ого квалитета); для чистового точения δ2 = 62 мкм (с учётом достижения 9-ого квалитета), для чернового точения δ1 = 390 мкм (с учётом достижения 13-ого квалитета).
Наибольшие предельные размеры определяем прибавлением допусков к наименьшим предельным размерам:
Минимальные предельные значения припусков равны разности наибольших предельных размеров, а максимальные значения ― соответственно разности наименьших предельных размеров выполняемого и предшествующего переходов:
Общие припуски и определяем, суммируя промежуточные припуски и записываем их значения внизу соответствующих граф.
Общий номинальный припуск:
Номинальный диаметр заготовки:
Произведём проверку правильности расчётов.
На основании данных расчётов построим схему графического расположения припусков и допусков на обработку поверхности диаметром . (рисунок 4.4).
Таблица 4.5― Припуски и допуски на обрабатываемые поверхности детали в миллиметрах
|
Поверхность |
Размер |
Припуск |
Допуск |
|
|
табличный |
расчётный |
|||
|
3 |
Ø 16 |
2·1,6 |
2·2,09 |
|
|
7 |
Ø 32 |
2·1,6 |
– |
|
|
9 |
Ø 25 |
2·1,6 |
– |
|
|
14 |
22 |
2·2 |
– |
|
|
6 |
40 |
2·2 |
– |
|
|
1 |
67 |
2·2 |
– |
|
Таблица 4.6― Расчёт припусков и предельных размеров по технологическим переходам на обработку отверстия
|
Технологические переходы обработки отверстия Ø16k6 |
Элементы припуска, мкм |
Расчётный припуск, мкм |
Расчётный размер, мм |
Допуск, мкм |
Предельные размеры, мм |
Предельные значения припусков, мкм |
|||||
|
Rz |
T |
ρ |
εу |
δ |
|||||||
|
Заготовка |
150 |
250 |
860 |
- |
– |
19,108 |
1600 |
19,108 |
20,708 |
– |
– |
|
Точение черновое |
50 |
50 |
52 |
- |
16,588 |
390 |
16,588 |
16,978 |
2520 |
3730 |
|
|
Точении чистовое |
30 |
30 |
34 |
- |
16,284 |
62 |
16,284 |
16,346 |
304 |
632 |
|
|
Шлифование черновое |
10 |
20 |
17 |
- |
16,096 |
39 |
16,096 |
16,135 |
188 |
211 |
|
|
Шлифование чистовое |
5 |
15 |
– |
– |
16,002 |
16 |
16,002 |
16,018 |
94 |
117 |
|
|
|
|
|
|
|
|
|
|
|
|
3106 |
4690 |
Рисунок 4.4 ― Схема расположения припусков на обработку диаметра .
4.6 Расчёт режимов резания
Рассчитаем режим резания для операции «015 Фрезерная с ЧПУ». Операция фрезерование шпоночного паза 6D6 выполняется на шпоночно-фрезерном станке 6Д92Ф2. Инструмент ― шпоночная концевая фреза 2234-0363 H5 ГОСТ 9140-78. Диаметр фрезы D = 6мм. Расчёт режимов резания представлен в таблице 4.7.
На все остальные переходы режимы резания определяем по нормативам и картам, приведенным в литературе /6/. Результаты расчётов заносим в таблицу 4.8.
Таблица 4.7– Расчёт режимов резания для операции «015 Фрезерная с ЧПУ»
|
Наименование |
Формула |
Расчёт |
|
1) Длина рабочего хода суппорта
|
+ y |
. |
|
2) Подача суппорта на оборот шпинделя |
S0 назначаем по карте Т-2 [8] и уточняем по паспорту станка |
На всё переходы назначаем S0 = 0,08 мм/об;
|
|
3) Стойкость инструментаTp |
Tp = Tмλ; Tм назначаем по карте Т-3 [8];
|
Tм = 150 мин; ; Tp = 150 × 0,96 = 144 мин.
|
|
4) Скорость резанияV и число оборотов шпинделяn |
; ; уточнение n по паспорту станка; уточнение Vпо формуле |
Переход 2: по паспорту n = 1500 мин–1.
|
Таблица 4.8– Режимы резания
|
№ операции и перехода |
t, мм |
Lр.х., мм |
S0, мм/об |
n, мин–1 |
V, м/мин |
tО, мин |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
005Токарная с ЧПУ |
2 |
2 |
1 |
1,1 |
280 |
92 |
0,1 |
|
3 |
2 |
4,5 |
1,1 |
280 |
92 |
0,24 |
|
|
4 |
2 |
1 |
1,1 |
280 |
92 |
0,1 |
|
|
5 |
1,6 |
21 |
1,2 |
260 |
100 |
4 |
|
|
6 |
2,5 |
4 |
1,1 |
280 |
92 |
0,23 |
|
|
ΣtО |
3,2 |
||||||
|
010Токарная с ЧПУ |
2 |
2 |
8 |
1,1 |
280 |
92 |
0,35 |
|
3 |
2 |
1 |
1,1 |
280 |
92 |
0,1 |
|
|
4 |
0,8 |
38 |
1,1 |
280 |
92 |
1,5 |
|
|
5 |
2 |
10,2 |
1,1 |
280 |
92 |
1 |
|
|
|
|
||||||
Продолжение таблицы 4.8
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
|
6 |
1,6 |
5 |
1,1 |
280 |
92 |
0,25 |
||
|
ΣtО |
3,2 |
||||||||
|
015Фрезерная с ЧПУ |
2 |
6 |
64 |
0,08 |
1500 |
28,8 |
1,95 |
||
|
020Кругло-шлифовальная |
2 |
0,8 |
40 |
0,08 |
500 |
93 |
3,7 |
||
|
025 Сверлильная |
2 |
6 |
19 |
0,1 |
1400 |
26 |
0,54 |
||
|
|
3 |
0,1 |
19 |
0,4 |
1400 |
26 |
0,54 |
||
|
4 |
0,05 |
19 |
0,1 |
1500 |
30 |
0,54 |
|||
|
5 |
4 |
5 |
0,1 |
1400 |
26 |
0,32 |
|||
|
ΣtО |
1,94 |
||||||||
4.7 Расчёт технической нормы времени
Расчёт технических норм времени производим на все операции технологического процесса /6/. Результаты расчёта заносим в таблицу 4.10. Для операции 025 «Сверлильная» произведём подробный расчёт норм времени по элементам. Расчёт оформим в виде таблицы 4.9.
Таблица 4.10 – Расчёт норм времени для операции «025 Сверлильная»
|
Наименование |
Формула |
Расчёт |
|
1 |
2 |
3 |
|
1) Вспомогательное время tВ, мин |
tВ = tУС + tЗ.О. + tУП + tИЗ; tУС + tЗ.О., tУП, tИЗ, находим по нормативам [9]
|
tУС + tЗ.О. = 0,50 мин; tУП = 1,04 мин; tИЗ = 0,28 мин; tВ = 0,50 +1,04 + 0,28 = 1,82 |
|
2) Оперативное время tОП, мин |
tОП = tО + tВ |
tОП = 1,85 + 1,82 = 3,76 |
|
3) Время на обслуживание tОБС и отдых tОТД, мин |
(tОБС + tОТД) = 0,1tОП |
(tОБС + tОТД) = 0,1 · 3,76 = 0,38 |
|
4) Норма штучного времени tШТ, мин |
tШТ = tО + tВ + tОБС + tОТД |
tШТ = 1,94 + 1,82 + 0,38 = 4,14 |
|
5) Подготовительно-заключительное время tП.З., мин |
tП.З. = tНАЛ + tПОЛ tНАЛ, tПОЛ находим по нормативам [9] |
tП.З. = 30,5 + 13 = 43,5 |
Продолжение таблицы 4.10
|
1 |
2 |
3 |
|
5) Норма штучно-калькуляционного времени tШТ.-К., мин |
tШТ.-К. = tШТ + (tП.-З. / n)
|
TШТ.-К. = 4,14 + (43,5 / 67) = = 5,3
|
Примечание –tВ― вспомогательное время, мин; tУС– время на установку и снятие детали, мин; tЗ.О.― время на закрепление и открепление детали, мин; tУП – время на приёмы управления станком, мин; tИЗМ– время на измерение детали, мин; tОП ― оперативное время; tО ― основное (машинное) время, мин; tОБС ― время на обслуживание рабочего места, мин; tОТД― время на отдых, мин; tШТ ― штучное время; tШТ.-К. ― штучно-калькуляционное время; tП.-З. ― подготовительно-заключительное время, мин; tНАЛ ― время на наладку станка, инструмента и приспособлений, мин; tПОЛ ― время на получение инструмента и приспособлений до начала и сдачу их после окончания работы, мин; ― размер партии деталей.
Таблица 4.11 – Сводная таблица норм времени в минутах
|
Наименование операции |
tО |
tВ |
tОП |
tОБС |
tОТД |
tШТ |
tП.-З. |
n |
tШТ.-К. |
|||
|
tУС |
tЗ.О. |
tУП |
tИЗМ |
|||||||||
|
005 Токарная с ЧПУ |
3,2 |
0,5 |
1,04 |
0,28 |
5,43 |
0,54 |
3,52 |
44,2 |
67 |
12 |
||
|
010 Токарная с ЧПУ |
3,2 |
0,5 |
1,04 |
0,28 |
5,43 |
0,54 |
3,52 |
44,2 |
67 |
12 |
||
|
015 Фрезерная с ЧПУ |
1,95 |
0,5 |
1,04 |
0,28 |
2,8 |
0,25 |
3,1 |
33,3 |
67 |
5,2 |
||
|
020 Кругло-шлифовальная |
3,7 |
0,5 |
1,04 |
0,19 |
6,8 |
0,32 |
5,97 |
43,5 |
67 |
13,5 |
||
|
025Сверлильная |
1,94 |
0,5 |
1,04 |
0,28 |
3,76 |
0,38 |
4,14 |
43,5 |
67 |
5,3 |
||
|
|
||||||||||||
4.8 Выбор оборудования и расчет его количества
Определяем количество единиц оборудования по формуле:
(4.19)
где ― штучное или штучно-калькуляционное время выполнения
операции, мин;
― годовой объём выпуска деталей, шт.;
― действительный годовой фонд времени, ч (при двухсменномрежиме работы );
― нормативный коэффициент загрузки оборудования, равный 0,8.
Расчётный коэффициент загрузки оборудования по данной операции определяем по формуле:
(4.20)
где ― расчётное количество станков по данной операции;
― принятое количество станков по данной операции, полученное округлением до ближайшего большего целого числа полученного значения .
Коэффициент использования оборудования по основному (технологическому) времени свидетельствует о доле машинного времени в общем времени работы станка:
(4.21)
где tО– основное (машинное) время, мин.
Произведём расчёт для операции «005 Токарная с ЧПУ»:
; ; .
По аналогии рассчитаем показатели для всех остальных операций. Расчеты по определению необходимого количества оборудования и его загрузки сводим в таблицу 4.12
Поскольку полученные коэффициенты загрузки меньше, чем нормативный коэффициент загрузки, то необходимо провести дозагрузку станка деталями, имеющими сходные конструктивно-технологические признаки.
Таблица 4.12– Расчёт требуемого количества станков
|
№ операции |
Модель станка |
tО, мин |
tШТ.-К., мин |
mp |
Р |
ηз.ф. |
ηо |
|
005 |
Токарный с ЧПУ 16К20Ф3 |
3,2 |
12 |
0,59 |
1 |
0,59 |
0,26 |
|
010 |
Токарный с ЧПУ 16К20Ф3 |
3,2 |
12 |
0,59 |
1 |
0,59 |
0,26 |
|
015 |
Вертикально-фрезерный с ЧПУ 6Д92Ф2 |
1,95 |
5,2 |
0,25 |
1 |
0,25 |
0,37 |
|
020 |
Кругло-шлифовальный3М151 |
3,7 |
13,5 |
0,66 |
1 |
0,66 |
0,27 |
|
025 |
Вертикально-сверлильный 2Н125 |
1,94 |
5,3 |
0,25 |
1 |
0,25 |
0,37 |
4.9 Выводы по технологической части
Деталь «Валик Задний» технологична по коэффициентам точности обработки и шероховатости. В качестве метода получения заготовки используется штамповка на ГКМ.
Для детали «Валик Задний» с годовым объёмом выпуска
N = 10000 штук/год по полученным значениям принят тип производства ― крупносерийный. Рассчитаны припуски на обработку наиболее точной поверхности ― наружная поверхность валикадиаметром . Произведён расчёт режимов резания для операции «015 Фрезерная с ЧПУ», и техническое нормирование для операции «025 Сверлильная».
5 Безопасность труда
5.1 Анализ и обеспечение безопасных условий труда на рабочем месте
При механической обработке металлов на универсальном станке при выполнении основных операций возникает ряд физических и химических, психофизиологических и биологических опасных и вредных производственных факторов. К ним относятся:
Опасные зоны при обработке;
- освещение,
- шум вибрация;
- электрический ток;
- вредные вещества.
При организации труда станочника необходимо предусматривать комплекс мероприятий, обеспечивающих высокую производительность и полную безопасность работы.
Основные из этих мероприятий следующие:
1) рациональная планировка рабочего места, обеспечивающая взаимосвязь основного и вспомогательного оборудования, естественное и искусственное их освещение в соответствии с действующими нормами, возможность поддержания зрительной связи между работающими на участке, а также размеры рабочей площадки и разрывов между станкам;
2) организация бесперебойного питания рабочего места необходимыми материалами, инструментами, а также удаления (транспортирования) с рабочего места готовых изделий и отходов в виде стружки;
3) инструктаж станочника мастером или бригадиром, обеспечивающий наиболее производительные и безопасные приемы работы. Этот инструктаж должен производиться в соответствии с инструкциями по безопасности труда станочников.
В соответствии с нормами технологического проектирования и правилами безопасности, металлорежущие станки следует располагать так, чтобы на участке по возможности не было встречных и перекрещивающихся грузопотоков. Разрывы между станками определяются в зависимости от наличия и числа рабочих мест в проходе, размера станков и обрабатываемых деталей, а также других специфических условий работы.
При размещении станков не допускается ставить их вплотную к стенам, колоннам и друг к другу торцевыми или задними сторонами. Необходимо предусматривать разрывы, обеспечивающие безопасность условия наладки, смазывания и ремонта станка. Величина таких разрывов должна быть не менее 500 мм.
При определении разрывов между станками и необходимой рабочей зоны должны быть дополнительно учтены: максимальный вылет подвижных столов, ползунов и других частей станка, а также площадь для вспомогательных устройств (стеллажей для заготовок и готовых изделий, инструментальных шкафчиков и других ).
При установлении безопасной ширины проезда между станками следует учитывать особенности транспортных средств, характер их движения (встречное или одностороннее), наличие или отсутствие рабочих мест в проезде.
При использовании колесного транспорта (тележек, электрокары и другие). Минимальную ширину проезда надо рассчитывать, исходя из ширины тележки и необходимых разрывов между тележками, а также тележкой и станком, границей рабочей зоны и тележкой, что транспортируемые детали не выступают за габариты тележки.
Для создания высокопроизводительных и безопасных условий труда станочника большое значение имеет наличие на рабочем месте рациональных вспомогательных устройств ( инструментальных шкафчиков, полок, тары и тому подобное) для хранения заготовок, готовых изделий , инструментов и приспособлений. Отсутствие вспомогательного оборудования , его нерациональное устройство или расположение приводят к захламленности и загрязнению рабочего места, что препятствует росту производительности труда и способствует возникновению несчастных случаев.
Для обеспечения безопасности при перемещении заготовок и готовых изделий следует всемерно стремиться к механизации межоперационных транспортных операций. В тех случаях, когда общецеховые подъемно-транспортные устройства применять не целесообразно, следует предусматривать индивидуальные подъемно-загрузочные устройства. Выбор типа таких устройств зависит от конструкций станка, его габаритов, массы заготовки и расстояния, на которое она перемещается.
Правила техники безопасности запрещают производить измерение деталей на ходу станка, так как это связано с опасностью травмирования рабочих режущим инструментом , обрабатываемой деталью или приспособлениями.
Для измерения размеров обрабатываемых деталей станок необходимо останавливать. Однако частые остановки и пуски станка вредно отражаются на механизмах и увеличивают время обслуживания станка. Поэтому в процессе резания следует как можно шире применять приборы автоматического контроля.
При работе на станках широкое применение находят защитные очки, индивидуальные щитки и спецодежда, которая предназначается для защиты рабочих при обработке металлов резанием. Защитные очки и индивидуальные щитки используют главным образом для защиты органов зрения от металлического и теплового воздействия различных факторов производственной среды. Применение очков и щитков предупреждает ранение глаз, отлетающими частицами обрабатываемой детали и инструмента (стружкой , абразивной пылью, различными металлическими осколками), ожоги глаз раскаленными частицами металлов.
Средства индивидуальной защиты глаз необходимо применять особенно в тех случаях, когда станки не снабжены устройством, автоматически отводящим стружку из зоны резания, или ограждением зоны резания, препятствующим рассеянию стружки в направлении станочника.
Опасная зона на универсальном станке 2Н125 это режущий инструмент (различные сверла, зенкеры и другой режущий инструмент) и зона обработки детали. Опасную зону могут создать открытые вращающиеся и перемещающиеся детали машин или обрабатываемые изделия, она может быть на расстоянии от источника опасности – от отлетающей стружки. Особая опасность создается в случаях, когда возможен захват одежды работающего движущимися частями оборудования и плохо закрепленные приспособления.
Наличие опасной зоны может быть обусловлено опасностью поражения электрическим током, воздействием шума, вибрации, вредных паров и газов, пыли, возможностью травмирования отлетающими частицами материала заготовки и инструмента при обработке, вылетом обрабатываемой детали из-за плохого ее закрепления или поломки.
Размещение производственного оборудования, исходных материалов, заготовок, полуфабрикатов, готовой продукции и отходов производства в производственных помещениях и на рабочих местах не должно предстовлять опасности для персонала. Хранение исходных материалов, заготовок, полуфабрикатов, готовой продукции и отходов производства предусматривает применение способов хранения, исключающих возникновение опасных и вредных производственных факторов; использование безопасных устройств для хранения; механизацию и автоматизацию погрузочно-разгрузочных работ.
Показателями, характеризующими микроклимат в производственном помещении, являются: температура воздуха, температура поверхностей, относительная влажность воздуха, скорость движения воздуха, интенсивность теплового облучения. Они нормируются по ГОСТ 12.1.005-88 (утв. и введен в действие постановлением Госстандарта СССР от 29 сентября 1988 г.№ 3388)(с изменениями от 20 июня 2000 г.)
При несоблюдении гигиенических норм микроклимата снижается работоспособность человека, возрастает опасность возникновения травм и ряда заболеваний в том числе и профессиональных.
Температура воздуха оказывает большое влияние на самочувствие человека и производительность труда. Высокая температура в производственных помещениях вызывает бысрую утомляемость работающего, перегрев организма и большое потоотделение, что ведет к снижению внимания вялости и может оказаться причиной несчастного случая. Низкая температура может вызвать местное и общее охлаждение организма и стать причиной ряда профессионального заболеваний.
Влажность воздуха оказывает значительное влияние на терморегуляцию организма. Повышенная влажность (более 85%) затрудняет терморегуляцию из-за снижения испарения пота, а слишком низкая влажность (менее 20%) вызывает пересыхание слизистых оболочек дыхательных путей.
Скорость движения воздуха на рабочих местах производственных помещений имеет важное значение для создания благоприятных условий труда. Организм человека начинает ощущать воздушные потоки при скорости около 0,15м/с. Если эти потоки имеют температуру менее 36˚С, организм человека ощущает освежающее действие , а при температуре свыше 40˚С они действуют угнетающе.
Скорость движения воздуха оказывает также влияние на распределение вредных веществ в помещении.
Таблица 5.1 – Оптимальные параметры микроклимата в соответствии с ГОСТ 12.1.005-88
|
Период года |
Температура воздуха, ˚С |
Температура поверхностей, ˚С |
Относительная влажность воздуха, % |
Скорость движения воздуха, м/с |
|
Холодный |
17-19 |
16-20 |
40-60 |
0,2 |
|
Теплый |
19-21 |
18-22 |
40-60 |
0,2 |
Фактические значения параметров микроклимата в помещении цеха следующие:
В холодный период года: температура воздуха 10˚С; температура поверхностей 8˚С; относительная влажность воздуха 40%; скорость движения воздуха 0,3 м/с;
В теплый период года : температура воздуха 20˚С; температура поверхностей 22˚С; относительная влажность воздуха 60%; скорость движения воздуха 0,3 м/с.
При обеспечении допустимых величин микроклимата на рабочих местах:
- перепад температуры воздуха по высоте должен быть не более 3˚С;
- перепад температуры воздуха по горизонтали, а также в течении смены- 5 ˚С.
Освещение рабочего места – важнейший фактор создания нормальных условий труда. Неудовлетворительная освещённость вызывает напряжение в органах зрения, головные боли, привести к быстрой утомляемости рабочего и снижению работоспособности.
Качество естественного освещения внутри помещений определяет коэффициент естественной освещённости (КЕО), который рассчитывается как отношение освещённости в заданной точке помещения (Евн) к одновременной освещённости наружной точки (Енар), находящейся на горизонтальной плоскости, выраженное в процентах:
(5.1)
Нормы естественного освещения для различных зданий и помещений разрабатываются с учётом их назначений. Согласно установленным нормативам коэффициент единственной освещённости колеблется в пределах 1,5% (СНиП 23-05-2010).
Фактический коэффициент естественной освещённости для помещения цеха равен 2%.
В дневное время суток используется естественное освещение, которое обеспечивает хорошую освещённость. Естественное освещении помещений осуществляется через световые проёмы и выполнено в виде бокового освещения. В тёмное время суток, а так же при недостаточном естественном освещении применяется искусственное освещение, которое осуществляется посредством использования ламп дневного света для обеспечения нормальной освещённости применяют совмещённое освещение (естественное плюс искусственное). Общая освещённость в этом случае составляет 200 лк. На рабочем месте предусматривается местное освещение лампой накаливания мощность 150-200Вт.
Для местного освещения на станке предусматриваются светильники с непросвечивающими отражателями и защитным углом не менее 30˚.Кроме того, должны быть предусмотрены меры по снижению отраженности и блескости.
В процессе работы станка на рабочем месте возникают шум и вибрации. Гигиенические параметры шума нормируются по ГОСТ 12.1.003-83 переиздание (сентябрь 1999 г.) с изменением №1 , утвержденным в декабре 1988 г.(ИУС 3-89) и санитарным нормам СН 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в жилых помещениях, общественных зданий и на территории жилой застройки». Нормирование вибраций производится по ГОСТ 12.1.012-90 «ССТБ. Вибрационная безопасность. Общие требования», санитарные нормы СН 2.2.4/2.1.8.556-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий».
Фактическая величина вибрации в помещении цеха следующая:
- амплитуда колебаний вибрации 0,07 мм;
- частота вибрации 25 Гц;
- скорость колебательных движений 0,25 см/с;
- ускорение колебательных движений 12 см/с2.
Таблица 5.2 – Нормативные величины вибрации в производственных помещениях предприятий в соответствии с ГОСТ 12.1.012-90.
|
Амплитуда колебаний вибраций, мм |
Частота вибрации, Гц |
Скорость колебательных движений, см/с |
Ускорение колебательных движений, см/с2 |
|
0,4-0,6 |
До 3 |
0,76-1,12 |
14-22 |
|
0,15-0,4 |
3-5 |
0,46-0,76 |
14-15 |
|
0,05-0,15 |
5-8 |
0,25-0,46 |
13-15 |
|
0,03-0,05 |
8-15 |
0,23-0,28 |
13-27 |
|
0,009-0,03 |
15-30 |
0,17-0,26 |
27-32 |
|
0,007-0,009 |
30-50 |
0,16-0,22 |
32-70 |
|
0,005-0,007 |
50-75 |
0,22-0,23 |
70-112 |
|
0,003-0,005 |
75-100 |
0,19-0,23 |
112-120 |
|
1,5-2 |
40-55 |
1,5-2,5 |
25-40 |
Шум, неблагоприятно воздействуя на организм человека, вызывает психические и физиологические нарушения, снижает работоспособность и создает предпосылки для общих и профессиональных заболеваний и производственного травматизма. Допустимый верхний уровень шума на рабочем месте 80дБ (СН 2,2 4/2. 1.8.562-96).
Фактическое значение шума в помещении цеха составляет примерно 60 дБ. Воздействие вибраций не только ухудшает самочувствие работающего и снижает производительность труда, но часто приводит к тяжёлому профессиональному заболеванию – виброболезни.
Станок подключается к сети напряжением 380 В, что требует строгого соблюдения правил электробезопасности. Электрический ток, проходя через тело человека, оказывает термическое, электролитическое и биологическое воздействие на различные системы организма. Существует два оснавных вида действия электрического тока на организм человека : электрические травмы (ожоги, металлизация кожи, механические повреждения организма ) и электрические удары.
При гигиеническом нормировании ГОСТ 12.1.038-82 переиздание (июнь 2001 г.) с изменением №1, утвержденным в декабре 1987 г. (ИУС 4-88).
Устанавливает предельно допустимые напряжения прикосновения и токи, протекающие через тело человека (рука-рука, рука-нога) при нормальном ( неаварийном) режиме работы электроустановок производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц.
При обработке на станке различных материалов (чугуна, алюминия, пластмасс, и т.д.) образуется соответствующая пыль (чугунная , алюминиевая, абразивная и т.д.).
Вследствие того, что на данном станке обрабатывается преимущественно алюминий и его сплавы, наблюдается загрязнение воздушной среды цеха алюминиевой пылью, концентрация которой не должна превышать значения 2мг/м3. Фактическое значение концентрации пыли в помещении цеха составляет 0,8 мг/м3 ,что соответствует указанной норме.
Пыль оказывает вредное действие на дыхательные пути и легкие. При длительном воздействии возможны серьезные поражения всего организма. Пыль в зависимости от состава оказывает так же неблагоприятное воздействие на кожу и глаза. Содержание вредных веществ в воздухе рабочей зоны не должно превышать ПДК, указанных в ГОСТ 12.1 005-88 (утвержден и введён в действие постановлением Госстандарта СССР от 29 сентября 1988 г. №3388) (с изменениями от 20 июня 2000 г.).
По отношению к взрывопожароопасности помещение цеха относится к категории Б по ОНТП 24-85 (помещения, где осуществляются технологические процессы с использованием ЛВЖ с температурой вспышки свыше 28 ˚С, способные образовать взрывоопасные и пожароопасные смеси при воспламенении которых образуется избыточное расчетное давление взрыва свыше 5 кПа).
5.2 Расчет защитного заземления станка
Расчет заземляющего устройства при проектировании защитного заземления сводится к определению числа вертикальных электродов и определению сопротивления заземляющего устройства, состоящего из рассчитанного числа вертикальных электродов, соединенных металлической полосой и заземляющего проводника.
Определение числа вертикальных электродов.
Число одиночных необъединенных вертикальных электродов, одинаковых по размерам и симметрично расположенных в однородном грунте, рассчитывают методом последовательного приближения по формуле (5.2):
(5.2)
где n - число вертикальных электродов;
Rо - измеренное сопротивление одиночного вертикального электрода;
Rз.д - предельно допустимая величина сопротивления заземляющего устройства;
hс - коэффициент сезонности;
hТ - коэффициент экранирования (взаимного влияния) вертикальных
электродов.
Метод последовательного приближения состоит в том, что на первом шаге принимаютhТ =1 и определяют n1 . По n1 находят соответствующее ему значение hТ2 и по формуле (5.2) определяют новое значение n2 . По n2 находят соответствующее значение hТ3 и по формуле (5.2) новое значение n3. Так продолжают расчет до тех пор, пока разница между двумя последующими числами электродов будет меньше единицы (т.е. ni - ni-1 £ 1). Полученное число электродов округляют до ближайшего большего их числа, что является фактическим количеством одиночных электродов.
Расчет сопротивления заземляющего устройства.
Сопротивление не объединенных в один контур вертикальных заземлителей рассчитывают по формуле:
(5.3)
где Ro =50 - сопротивление одиночного вертикального заземлителя, Ом;
n=13- число вертикальных электродов (заземлителей);
hс =1,4- коэффициент сезонности;
hТф=0,55-фактический коэффициент использования вертикальных заземлителей.
Длина соединительной полосы определяется из выражения:
- при расположении вертикальных электродов по контуру или
- при расположении вертикальных электродов в ряд,
где A=2 - расстояние между электродами, м;
n - число вертикальных электродов.
Сопротивление растеканию тока полосы, считая ее единичным горизонтальным заземлителем, рассчитывают по формуле:
(5.4)
где r=2∙102 - удельное сопротивление грунта, Ом×м;
lП =24,63- длина соединительной полосы, м;
hП =0,55 - коэффициент использования полосы;
b =0,04 - ширина полосы, м;
h =0,08 - глубина заложения полосы.
Сопротивление заземляющего устройства определяют по формуле:
(5.5)
где Rå =8,75 - суммарное сопротивление всех вертикальных заземлителей;
RП =28,62 - сопротивление соединительной полосы;
RЗ.П. =0,9- сопротивление заземляющего проводника.
Полученное сопротивление заземляющего устройства не должно превышать допустимого значения RЗ.У. < RЗ.Д..
Так как, разница между двумя последующими числами электродов будет больше единицы (т.е. n2 - n1 =11,86-7,0=4,86>1)то, по n2 находят соответствующее значение hТ3 =0,55 и определяют новое значение n3.
Так как, разница n2 -n1 =12,73-11,86=0,87<1) то, полученное число электродов округляют до ближайшего большего их числа, что является фактическим количеством одиночных электродов (nф=13).
Полученное сопротивление заземляющего устройства не превышает допустимого значения RЗ.У.=7,97 < RЗ.Д=10 Ом, что подтверждает правильность расчетов.
Защитному заземлению в соответствии с ГОСТ 12.1.030-81(2001) подлежат металлические части электроустановок (с изолированной нейтралью), доступные для прикосновения человека и не имеющие других видов защиты, обеспечивающих электробезопасность.
Защитное заземление следует выполнять:
- при номинальном напряжении 300 В и выше переменного тока и 440В и выше постоянного тока - во всех случаях;
– при номинальном напряжении от 42 В до 300 В переменного тока и от 110 В до 440 В постоянного тока при работах в условиях с повышенной опасностью и особо опасных;
- во взрывоопасных помещениях заземление выполняется независимо от значения напряжения.
Проверка заземляющего устройства осуществляется по окончании монтажа, а затем периодически в процессе эксплуатации устройства не реже одного раза в год в период наименьшей проводимости почвы: летом - при наибольшем просыхании, а зимой - при наибольшем промерзании.
Требования к величине сопротивления заземляющих устройств.
Согласно ПУЭ в электроустановках напряжением до 1000 В с изолированной нейтралью сопротивление заземляющего устройства должно быть не более 4 Ом.
При суммарной мощности источников тока до 100 кВ·А, заземляющие устройства могут иметь сопротивление не более 10 Ом.
Вывод: сопротивление заземляющего устройства составляет 7,97 Ом, что допустимо, поэтому будет использоваться защитное заземление для станка 2Н125 со следующими конструктивными элементами: 13 вертикальных электродов, соединенных между собой металлической полосой длиной 24,63 м, шириной 0,04 м и глубиной заложения 0,08 м. Расстояние между электродами составляет 2 м.
5.3 Возможные чрезвычайные ситуации. Расчет времениэвакуации при пожаре
Во время пожара происходит быстрое повышение температуры и увеличение концентрации отравляющих веществ до величин, которые представляют смертельную опасность для организма. По этой причине в случае возгорания должна быть проведена быстрая эвакуация людей из помещения.
Показателем эффективности процесса вынужденной эвакуации является время, в течение которого люди могут при необходимости покинуть отдельные помещения и здание в целом.
С позиции пожарной безопасности цех относится к категории пожароопасных (категория Д) и характеризуется тем, что в помещении находятся несгораемые вещества и материалы в холодном состоянии. Степень огнестойкости здания – 1, это здания имеющие несущие и ограждающие конструкции из естественных или искусственных огнеупорных материалов, бетона или железобетона с применением листовых и плотных негорючих материалов.
Участок располагается на первом этаже здания корпуса. При эвакуации рабочих, количество которых в общем случае составляет 60 человек, необходимо пройти следующий путь: коридор длиной 50 м и холл длиной 10 м.
Таким образом, полное время эвакуации Тэв. , мин, будет складываться из времени перемещения людей по коридору и холлу:
Тэв. = tкор. + tхолл , (5.6)
где Тэв. – время эвакуации при пожаре, мин;
tкор. – время прохождения коридора, мин;
tхолл – время прохождения холла, мин.
Время движения людского потока t, мин, на участке пути определяется по формуле:
, (5.7)
где L – длина участка пути, м;
v – скорость движения людского потока на данном участке пути, м/мин.
Величина скорости (v) принимается по табличным данным в зависимости от плотности людского потока, D, человек/м2 определяемого по формуле:
, (5.8)
где D – плотность людского потока на участке пути, человек/м2;
N – среднее число людей, находящихся на участке пути (в данном случае N = 60 человек);
b – ширина участка пути (для коридора bкор. = 2,5 м, для холла bхолл = 3,5 м).
Плотность людского потока в коридоре, Dкор., человек/м2, равна:
;
в холле, Dхолл., человек/м2 :
При полученных значениях плотности скорость движения людского потока будет равна: в коридоре: vкор. = 16 м/мин; в холле vхолл = 13,5 м/мин.
С учетом найденных значений скорости, время движения людского потока по коридору, tкор., мин, будет равно:
;
в холле, tхолл., мин:
.
Таким образом, время вынужденной эвакуации, Тэв. , мин, людей из рассматриваемого помещения составит:
Тэв. = 3,13+ 0,74 = 3,87.
Расчетное время эвакуации при возникновении пожара из корпуса здания составляет 3,87 минут.
Рисунок 5.1 – План эвакуации при пожаре
5.4 Оценка устойчивости объекта к ударной волне ядерного взрыва
В качестве количественного показателя устойчивости объекта к воздействию ударной волны принимается избыточное давление, при котором здания, сооружения, оборудование и системы энергоснабжения сохраняются (Пкр), либо получают слабые и средние повреждения (когда возможно восстановление).
Эти значения принято считать пределом устойчивости объекта к ударной волне (DPфlim) - или критерием устойчивости.
Критерий устойчивости зданий, защитных сооружений, коммуникаций, проложенных под землей, определяется меньшим пределом средних разрушений (повреждений).
Критерий устойчивости технологического оборудования, коммуникаций, расположенных в зданиях, определяется меньшим пределом слабых разрушений.
Критерий устойчивости людей к воздействию ударной волны определяется меньшим пределом легких поражений (люди не теряют трудоспособность). При проведении расчетов по устойчивости различных элементов объекта необходимо учитывать их габариты и особенности конструкции. На большие здания, имеющие значительную площадь стен и требующие для обтекания их ударной волной и уравновешивания давления некоторого времени, основное действие оказывает избыточное давление отраженной волны DPотр, которое определяется по формуле:
(5.9)
Из формулы следует, что действующая сила зависит от DPф. Значения величины DPф, при которых здания, сооружения получают ту или иную степень разрушения .приводятся в таблицах.
Если для каких-либо промышленных зданий, сооружений нет данных в таблицах, то величины избыточных давлений рассчитываются.
(5.10)
Величины избыточных давлений зависят от ряда коэффициентов:
Kn - коэффициент, зависящий от степени разрушений: для сильных - 87, для средних - 56, для слабых - 35;
Ki - коэффициенты, учитывающие тип конструкций зданий. Вид стройматериалов стенового заполнения, высоту здания, сейсмостойкость конструкции, наличие кранового оборудования.
Действие давления в зависимости от размера и конфигурации объекта может привести:
-К смещению предмета относительно его основания и его отбрасыванию (угону);
-К ударной перегрузке, то есть к мгновенному инерционному разрушению элементов предмета;
-К опрокидыванию предметов.
5.4.1 Оценка устойчивости объекта к световому излучению ядерного взрыва
Воздействие светового излучения ядерного взрыва на здания и сооружения промышленного объекта проявляется в возникновении возгораний и пожаров, вызывающих разрушения и уничтожение материальных ценностей, в ряде случаев превосходящие по масштабам разрушения от ударной волны.
На промышленных объектах могут образовываться отдельные (возникает в отдельном здании или сооружении) или сплошные пожары (все или большинство зданий и сооружений охвачено огнем).
На возникновение и распространение пожаров влияют следующие факторы:
- огнестойкость зданий и сооружений
- пожарная опасность производства
- плотность застройки объекта
- метеорологические условия
Огнестойкость зданий и сооружений зависит от стройматериалов, их которых они возведены.
Строительные материалы по огнестойкости делятся на три группы:
1) Несгораемые - неорганические материалы (кирпич, бетон) и металлические изделия.
2) Трудносгораемые - гипсовые и бетонные изделия с органическим заполнением, древесина, пропитанная антипиренами.
3) Сгораемые - все органические материалы, не подвергнутые специальной обработке.
В зависимости от использованных материалов огнестойкость зданий и сооружений делят на пять степеней (СниП П2.01.02-85).
I и II степень - здания и сооружения, основные элементы которых (стены, перекрытия, перегородки) выполнены из несгораемых материалов.
III степень - здания и сооружения с каменными стенами
IV - деревянные здания с оштукатуренными стенами
V - деревянные неоштукатуренные здания.
Следует отметить, что при длительном воздействии огня при температуре 200 градусов Цельсия даже несгораемые элементы зданий и сооружений меняют свою структуру, что приводит к образованию в них трещин и разрушению.
Предельное время огнестойкости конструкций, после чего пожар свободно распространяется по всему зданию, составляет:
- Для зданий I и II степеней огнестойкости - не менее 2 часов
- Для зданий III степени огнестойкости - до 1. 5 часа
- Для зданий IV степени огнестойкости - до 0,5…1 часа
- Для зданий V степени огнестойкости - менее 0,5 часа.
В соответствии с нормами пожарной безопасности (НПБ 105-95) все виды производств подразделяются по взрывопожарной и пожарной опасности на пять категорий: А, Б, В (В1-В4), Г, Д.
К категории А относятся производства, в помещениях которых находятся или обращаются горючие газы (ГГ), легковоспламеняющиеся жидкости (ЛВЖ) с температурой вспышки не более 28 градусов Цельсия; вещества и материалы, способные взрываться и гореть при взаимодействии с водой, кислородом воздуха или друг с другом в таком количестве, что расчетное избыточное давление взрыва превышает 5 кПа.
К категории Б относятся производства, имеющие горючие пыли или волокна, горючие жидкости (ГЖ).
Категория В1-В4 включает производство с горючими и транспортными жидкостями, твердыми горючими и трудно - горючими веществами и материалами (в том числе пылью и волокнами).
К категории Г относятся производства, имеющие негорючие вещества и материалы в горючем, раскаленном или расплавленном состоянии, процесс образования которых сопровождается выделение лучистой теплоты, искр и пламени; жидкости и твердые вещества, которые сжигаются или утилизируются в качестве топлива.
Категория Д - производства с негорючими веществами и материалы в холодном состоянии.
Категории А и Б являются взрывопожароопасными, категории В1-В4 - пожароопасными, последние различаются величиной удельной пожарной нагрузки Мдж/м2; В1 - более 2000, В2 - 1401-2000, В3 - 181-1400, В4 - от 1 до 180. Категории Г и Д не являются пожароопасными.
Плотность застройки определяется как отношение суммы площадей зданий и сооружений объекта к площади территории объекта в процентах.
С увеличением плотности застройки увеличивается возможность распространения пожаров и превращения участков отдельных пожаров в сплошные. Обычно такая возможность возникает при следующих сочетаниях степеней огнестойкости зданий и плотности застройки:
Для зданий I и II степеней огнестойкости и плотности застройки 30%
Для зданий III степени огнестойкости и плотности застройки 20%
Для зданий IV и V степеней огнестойкости и плотности застройки 10%
На распространение пожара существенно влияет расстояние между зданиями.
Вероятность возникновения и развития пожара во многом зависит от метеоусловий. Она будет различной зимой и летом, в зависимости от наличия осадков. Особое влияние на возможность возникновения пожара от светового излучения оказывает дальность видимости.
Коэффициент ослабления излучения в зависимости от дальности видимости определяется по формуле:
(5.11)
где К - коэффициент ослабления, 1/км; Д - дальность видимости, км
С учетом вышеперечисленных факторов осуществляется оценка устойчивости объекта к световому излучению.
Критерием устойчивости объекта при воздействии светового излучения является максимальная величина светового импульса, при котором не происходит его возгорание.
Критерием устойчивости к действию светового излучения на людей является меньший предел импульса, вызывающего ожоги 1 степени.
Оценка уязвимости объекта при воздействии светового излучения начинается с определения максимального значения светового импульса, ожидаемого на объекте. Величина его может быть найдена в таблицах, или рассчитана.
Оценка устойчивости объекта к световому излучению сводится к следующему:
1) определяется степень огнестойкости зданий и сооружений объекта;
2) выявляются сгораемые материалы, элементы конструкций и веществ;
3) определяется значение световых импульсов, при которых происходит воспламенение элементов, выполненных из сгораемых материалов;
4) определяется категория производства по пожарной опасности;
5) определяется плотность застройки на объекте;
6) делаются выводы и предложения по повышению устойчивости объекта к световому излучению.
6 Экономическая часть
6.1 Исходные данные для расчета экономического эффекта от модернизации
Модернизация вертикально-сверлильного станка 2Н125 позволила повысить его производительность. Рассчитаем годовой экономический эффект от модернизации.
В качестве детали-представителя была выбрана одна деталь: корпус.
База для сравнения вариантов – действующий станок 2Н125 до модернизации.
Исходные данные представлены в таблицах 6.1, 6.2, 6.3.
Таблица 6.1 – Исходные данные для расчета затрат на модернизацию оборудования
|
Показатели |
Условное обозначение |
Единица измерения |
Значение |
|
1 Часовая тарифная ставка рабочих, участвующих в проведении модернизации |
ЧТС |
руб./час |
40 |
|
2 Суммарная трудоемкость работ по модернизации оборудования |
Тр |
час |
250 |
|
3 Коэффициент, учитывающий дополнительную заработную плату |
К |
– |
1,2 |
|
4 Районный коэффициент (уральский) |
К |
– |
1,15 |
|
5 Коэффициент отчислений на социальные нужды |
К |
– |
1,3 |
|
6 Коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования |
К |
– |
2,5 |
|
7 Стоимость оборудования до проведения модернизации |
Ц |
руб. |
200000 |
|
8 Общая стоимость комплектующих изделий, заменяемых в ходе проведения модернизации оборудования |
С |
руб. |
50000 |
Таблица 6.2 – Исходные данные для расчета затрат на комплектующие изделия для модернизации оборудования
|
Наименование комплектующих изделий |
Количество (Q ), шт. |
Цена (Ц ), руб./шт. |
|
Привод главного движения |
1 |
70000 |
Таблица 6.3 – Исходные данные для расчета экономического эффекта от применения модернизированного оборудования
|
Показатели |
Условное обозначение |
Единица измерения |
Базовый вариант |
Модернизированный вариант |
|
1 |
2 |
3 |
4 |
5 |
1 Штучное время: |
t |
мин/шт. |
3 |
2,1 |
|
2 Годовая программа выпуска деталей |
N |
шт./год |
5000 |
5000 |
|
3 Количество смен в день |
h |
смен/день |
1 |
1 |
|
4 Количество часов работы в смену |
F |
час/смен |
8 |
8 |
|
5 Коэффициент потерь времени на ремонт и наладку |
К |
– |
0,97 |
0,97 |
|
6 Стоимость оборудования |
Ц |
руб. |
200000 |
– |
|
8 Площадь здания, занимаемая единицей оборудования |
S |
м |
5 |
5 |
|
10 Часовая тарифная ставка |
ЧТС |
руб./час |
40 |
40 |
11 Стоимость1 кВт-ч электроэнергии |
Ц |
руб./кВт-ч |
3,65 |
3,65 |
|
12 Мощность оборудования |
М |
кВт |
4 |
3 |
Продолжение таблицы 5.3
|
1 |
2 |
3 |
4 |
5 |
|
13 Норма годовых амортизационных отчислений для оборудования |
Н |
% |
6,25 |
6,25 |
|
14 Норма годовых затрат на текущий ремонт оборудования |
Н |
% |
3 |
3 |
|
15 Цена инструмента |
Ц |
руб./шт. |
150 |
150 |
|
16 Срок службы инструмента |
Т |
мин |
100 |
100 |
|
17 Нормативный коэффициент эффективности капитальных вложений |
Е |
руб./год/руб. |
0,15 |
0,15 |
Так как площадь здания, занимаемая единицей оборудования не изменяется, то расчеты, связанные с затратами на здание, не производятся.
6.2 Расчет затрат на проведение модернизации
Затраты на проведение модернизации при укрупненном расчете включают затраты на комплектующие изделия, заработную плату рабочих-сборщиков с отчислениями и прочие расходы.
6.2.1 Расчет заработной платы рабочих, участвующих в проведении модернизации, с отчислениями.
Расчет заработной платы рабочих, участвующих в проведении модернизации, с отчислениями ( , руб.) ведется по формуле:
, (6.1)
где – часовая тарифная ставка рабочих, участвующих в проведении модернизации, руб/час;
– суммарная трудоемкость работ по модернизации оборудования, час;
– коэффициент, учитывающий дополнительную заработную плату;
– районный коэффициент (уральский);
– коэффициент отчислений на социальные нужды.
руб./мес.
6.2.2 Расчет затрат на комплектующие изделия для модернизации оборудования ( , руб.) осуществляется по формуле:
, (6.2)
где – количество комплектующих изделий, используемых для модернизации оборудования, шт.;
– цена комплектующих изделий, руб./шт.
руб.
6.2.3 Расчет прочих расходов на модернизацию оборудования.
К прочим (накладным) расходам на модернизацию оборудования относится часть затрат по обслуживанию и управлению производством, приходящаяся на планируемый объем работ по модернизации технологического оборудования. Их величина ( , руб.) определяется пропорционально расходам на оплату труда:
, (6.3)
где – коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования.
руб.
6.2.4 Расчет суммарных затрат на модернизацию оборудования
Расчет суммарных затрат на модернизацию оборудования ( , руб.) производится по формуле:
, (6.4)
руб.
Результаты расчета затрат на модернизацию оборудования оформляются в виде таблицы 6.4.
Таблица 5.4 – Затраты на модернизацию оборудования
|
Статьи затрат |
Затраты, руб. |
|
1 Заработная плата рабочих с отчислениями |
13455 |
|
2 Затраты на комплектующие изделия |
70000 |
|
3 Прочие расходы |
33637,5 |
|
Итого |
117092,5 |
6.2.5 Расчет стоимости модернизированного оборудования
Расчет стоимости модернизированного оборудования ( , руб.) осуществляется по формуле:
, (6.5)
где – стоимость оборудования до проведения модернизации, руб.;
– общая стоимость комплектующих изделий, заменяемых в ходе проведения модернизации оборудования, руб.:
руб.
6.3 Расчет экономического эффекта от проведения модернизации
6.3.1 Расчет изменения трудоемкости изготовления детали
Расчет изменения трудоемкости изготовления детали вследствие проведения модернизации ( , %) производится с использованием следующей формулы:
, (6.6)
где – штучное время на обработку детали с использованием модернизируемого оборудования, мин/шт.;
– штучное время на обработку детали с использованием базового оборудования, мин/шт.
%;
6.3.2 Расчет необходимого количества оборудования и его загрузки.
6.3.2.1 Расчетное количество оборудования.
Расчетное количество базового и модернизированного оборудования для обработки деталей ( ) определяется по формуле:
, (6.7)
где – годовая программа выпуска деталей, шт./год;
– действительный годовой фонд времени работы оборудования, час/год.
Действительный годовой фонд времени работы оборудования ( , час/год) рассчитывается, исходя из номинального фонда с учетом потерь времени на ремонт и наладку оборудования:
, (6.8)
где – коэффициент потерь времени на ремонт и наладку оборудования;
– номинальный фонд годового времени работы оборудования в часах, час/год.
Номинальный фонд годового времени работы оборудования в часах ( , час/год) рассчитывается по формуле:
, (6.9)
где – номинальный фонд годового времени работы оборудования в днях, дн/год;
– количество смен в день, смен/день;
– количество часов работы в смену, час/смен;
– количество предпраздничных дней в году, дн/год.
1 – сокращенная продолжительность смен в предпраздничные дни, час/смен.
Номинальный фонд годового времени работы оборудования в днях ( , дн/год) рассчитывается по формуле:
, (6.10)
где – количество календарных дней в году, дн/год;
– количество выходных дней в году, дн/год;
– количество праздничных дней в году, дн/год.
Следовательно:
дн/год;
ч/год;
ч;
ст.;
ст.
6.3.2.2 Принятое количество оборудования
Принятое количество базового и модернизированного оборудования ( ) определяется, исходя из расчетного количества оборудования ( ), с учетом допустимой перегрузки 1-2 %. Отсюда получаем: ст., ст.
6.3.2.3 Загрузка оборудования
Загрузка базового и модернизированного оборудования при обработке деталей ( , %) определяется по формуле:
, (6.11)
для конкретного случая:
%;
%.
6.3.3 Расчет годовой производительности единицы оборудования и ее изменения
6.3.3.1 Годовая производительность единицы оборудования
Годовая производительность базового и модернизированного оборудования (Пр, шт/год) определяется по формуле:
, (6.12)
следовательно, для рассматриваемого случая:
шт./год;
шт./год.
6.3.3.2 Коэффициент роста производительности оборудования
Коэффициент роста производительности оборудования ( ) рассчитывается по формуле:
, (6.13)
из этой формулы получим:
;
6.3.4 Расчет капитальных вложений
Капитальные вложения в оборудование ( , руб.) определяются по формуле:
, (6.14)
где – стоимость оборудования, руб.
Из формулы 6.14 получаем значение капитальных вложений для базового и модернизированного вариантов:
руб.;
руб.
6.3.5 Расчет технологической себестоимости годового выпуска
Для определения годового экономического эффекта от модернизации оборудования достаточно рассчитать по базовому и модернизированному вариантам те статьи текущих затрат, величина которых меняется после внедрения конструкторской разработки.
Так, при одинаковых заготовках затраты на основные материалы в расчет не включаются.
6.3.5.1 Заработная плата с отчислениями.
Расчет годовой заработной платы с отчислениями ( , руб./год) ведется по формуле:
, (6.15)
где ЧТС – часовая тарифная ставка, руб./час.
Следовательно:
руб./год;
руб./год.
6.3.5.2 Затраты на электроэнергию
Расчет годовых затрат на электроэнергию ( , руб./год) производится по формуле:
, (6.16)
где – стоимость 1 кВт-ч электроэнергии, руб./кВт-ч;
– мощность оборудования, кВт.
Отсюда получается:
руб./год;
руб./год.
6.3.5.3 Амортизационные отчисления
Годовые амортизационные отчисления для оборудования ( , руб./год) рассчитывается по формуле:
, (6.17)
где – норма годовых амортизационных отчислений для оборудования, %.
руб./год;
руб./год.
6.3.5.4 Затраты на текущий ремонт
Годовые затраты на текущий ремонт оборудования ( , руб./год) определяются по формуле:
, (6.18)
где – норма годовых затрат на текущий ремонт оборудования, %.
Для данного варианта получим:
руб./год;
руб./год.
6.3.5.5 Затраты на инструмент
Расчет годовых затрат на инструмент ( , руб./год) осуществляется по формуле:
, (6.19)
где – цена инструмента, руб./шт.;
– годовой расход инструмента, шт./год.
Годовой расход инструмента ( , шт./год) определяется по формуле:
, (6.20)
где – срок службы инструмента, мин.
По формулам 6.19 и 6.20 рассчитываются затраты на инструмент для базового и модернизированного вариантов:
шт./год;
шт./год;
руб./год;
руб./год.
6.3.5.7 Технологическая себестоимость годового выпуска
Расчет технологической себестоимости годового выпуска деталей с использованием базового и модернизированного оборудования ( , руб./год) ведется по формуле:
, (6.21)
руб./год;
руб./год.
Результаты расчета себестоимости годового выпуска деталей с использованием базового и модернизированного оборудования сводятся в таблицу 6.5.
Таблица 6.5 – Затраты на годовой выпуск деталей с использованием базового и модернизированного оборудования
|
Статьи затрат |
Затраты, руб./год |
|
|
Базовый вариант |
Модерн. вариант |
|
|
1 Заработная плата с отчислениями |
17940 |
12558 |
|
2 Затраты на электроэнергию |
3639 |
1890 |
|
3 Амортизационные отчисления |
12500 |
13750 |
|
4 Затраты на текущий ремонт |
6000 |
6600 |
|
5 Затраты на инструмент |
22500 |
15750 |
|
Итого |
62579 |
50548 |
6.3.6 Расчет штучной технологической себестоимости.
Штучная технологическая себестоимость деталей по базовому и модернизированному вариантам ( , руб./шт.) рассчитывается по формуле:
, (6.22)
руб./шт.;
руб./шт.;
6.3.7 Расчет годовой экономии от снижения себестоимости.
Годовая экономия от снижения себестоимости при переходе с базового варианта на модернизированный ( , руб./год) определяется по формуле:
, (6.23)
руб./год.
6.3.8 Расчет приведенных затрат
6.3.8.1 Годовые приведенные затраты по базовому и модернизированному вариантам ( , руб/год) рассчитываются по формуле:
, (6.24)
где – нормативный коэффициент эффективности капитальных вложений, руб/год/руб.
Следовательно:
руб./год;
руб./год;
6.3.8.2 Удельные приведенные затраты
Удельные приведенные затраты по базовому и модернизированному вариантам ( , руб./шт.) определяются по формуле:
, (6.25)
руб./шт.;
руб./шт.
6.3.9 Расчет годового экономического эффекта
Годовой экономический эффект от проведения модернизации оборудования ( , руб/год) рассчитывается по формуле:
, (6.26)
руб./год.
6.3.10 Расчет срока окупаемости
Срок окупаемости дополнительных капитальных вложений на модернизацию оборудования ( , лет) определяется по формуле:
, (6.27)
лет.
6.3.11 Расчет фактического коэффициента экономической эффективности капитальных вложений.
Фактический коэффициент экономической эффективности капитальных вложений на модернизацию оборудования ( , руб./год/руб.) определяется
по формуле:
, (6.28)
.
6.3.12 Технико-экономические показатели проекта
На основании проведенных расчетов заполняется таблица 6.6, которая является сводной таблицей технико-экономических показателей проекта.
Таблица 6.6 – Технико-экономические показатели проекта
|
Показатели |
Ед. изм. |
Базовый вариант |
Модерн. вариант |
||
|
1 |
2 |
3 |
4 |
||
|
1 Годовая программа |
шт./год |
5000 |
5000 |
||
|
2 Штучное время |
мин/шт. |
3 |
2,1 |
||
|
3 Снижение трудоемкости |
% |
30 |
|||
|
4 Количество оборудования |
ед. |
1 |
1 |
||
|
5 Годовая производительность оборудования |
шт./год |
38340 |
54771 |
||
|
6 Коэффициент роста производительности оборудования |
- |
1,43 |
|||
|
7 Капитальные вложения |
руб. |
200000 |
220000 |
||
|
8 Технологическая себестоимость годового выпуска |
руб./год |
62579 |
50548 |
||
|
9 Экономия от снижения себестоимости |
руб./год |
12031 |
|||
|
10 Годовые приведенные затраты |
руб./год |
92579 |
83548 |
||
|
11 Годовой экономический эффект |
руб./год |
9031 |
|||
|
12 Срок окупаемости |
год |
1,67 |
|||
|
13 Фактический коэффициент экономической эффективности капитальных вложений |
руб./год/руб. |
0,6 |
|||
Заключение
В ходе выполнения дипломного проекта были разработаны конструктивные мероприятия для проведения модернизации вертикально-сверлильного станка модели 2Н125 с целью повышения производительности. Был осуществлён расчёт параметров жёсткости несущей системы станка, а также шпиндельного узлас помощью программно-математического обеспечения «Ansys».
При проведении расчёта на жёсткость шпиндель был представлен в виде объемной конечно-элементной модели. Во время расчёта были вычислены деформации шпинделя в узловых точках.
Расчеты несущей системы станка позволили сделать вывод о степени надежности и устойчивости конструкции оборудования во время его эксплуатации.
В результате реализации мероприятий по модернизации станка производительность станка увеличится на 40 процентов.
Годовой экономический эффект от модернизации станка модели 2Н125 составит 9031 рубля.
Список использованных источников
- Проников, А.С. Проектирование металлорежущих станков и станочных систем. Справочник – учебник. В 3-х т.: Проектирование станочных систем. - М.: изд. – МГТУ им. Н.Э.Баумана, 1985 г.
- Проников, А.С. Металлорежущие станки и автоматы. Учебник для ВУЗов. – М.: Машиностроение. 1981г.
- Колев, Н.С. Металлорежущие станки. Учебное пособие для ВУЗов. / Н.С. Колев, Н.В. Красниченко. - М.: Машиностроение, 1980 г.
- Быков, Э.Н. Художественное конструирование, проектирование и моделирование промышленных изделий и др. / Э.Н.Быков, Г.В.Крюков. - М.: Высшая школа, 1986г.
- Анурьев, В.И. Справочник конструктора-машиностроителя. Изд. 4-е. - М.: Машиностроение, 1973г.
- Сергиевский, Л.В. Пособие наладчика станков с ЧПУ. / Л.В. Сергиевский, В.В. Русланов. - М.: Машиностроение, 1991. – 176с.,ил.
- Касилова, А.Г. Справочник технолога-машиностроителя. / А.Г. Косилова., Р.К. Мещерякова. В 2-х т./ 4-е изд., перераб. и доп.- М.: Машиностроение, 1985.- 656с.
- Евгенев, Г.Б. Системология инженерных знаний. Учеб. Пособие для ВУЗов. -М.: Изд-во МГТУ им. Н.Э .Баумана, 2001._ 376 с.: ил. (сер. Информатика в техническом университете).
- Норенков, И.П. Основы автоматизированного проектирования. Учеб.для ВУЗов. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2000. – 360 с. ил. (сер. Информатика в техническом университете).
- Васильев, Г.Н. Автоматизация проектирования металлорежущих станков. - М.: Машиностроение. 1987.- 280с., ил.
- Сергиенко, А.Б. Цифровая обработка сигналов. - СПб.: Питер, 2003.- 608 с.: ил.
- Балакшин, Б.С. Теория и практика технологии машиностроения. Книга 1. - М.: Машиностроение, 1992, 240 с.
- Проников, А.С. Программный метод испытания металлорежущих станков. - М.: Машиностроение. 1985.- 295с., ил.
- Проников, А.С. Надежность машин. - М.: Машиностроение, 1978.-598с.
- Решетов, Д.Н. Надежность машин. Учебное пособие для машиностроительных специальностей. / Д.Н. Решетов, А.С. Иванов, В.З.Фадеев. - М.: Высшая школа, 1988. -238 с.
- Кузнецов, В.Т. Приводы станков с программным управлением. – М.: Машиностроение, 1983,-217с.
17 Ресурсы сети Internet.
- Кузнецов, М.М. Проектирование автоматизированного производственного оборудования. / М.М.Кузнецов, Б.А.Усов, В.С.Стародубов. - М.: Машиностроение, 1987- 288с.: ил.
- Москаленко, В.В. Электрический привод. Учеб. для электротехн. спец. техн. –М.: Высш.Шк., 1991.-430с.: ил.
- Сборники ГОСТов, ОСТов и СНиПов.
- Шаумян, Г.А. Комплексная автоматизация производственных процессов. - М.: Машиностроение, 1973.-639с.
ПРИЛОЖЕНИЕ А
Кинематический расчет
Рекомендуемый конструктивный вариант
3 2 2
Рекомендуемый кинематический вариант
1 3 6
Результаты распределения характеристики цепи по группам передач
Характеристика всей цепи - 9
Характеристика 0 1
Характеристика 1 2
Характеристика 2 2
Характеристика 3 4
Матрица передаточных чисел
0 0,720
1 0,514 0,697 1,000
2 0,500 1,455
3 0,254 1,967
Матрица чисел зубьев
0 25 - 18
1 37 - 19 33 - 23 28 - 28
2 36 - 18 22 - 32
3 71 - 18 30 - 59
Матрица частот вращения валов
Частота вращения входного вала коробки передач
1015,468
Частота вращения второго вала коробки передач
521,457 707,75 1015,468
Частота вращения третьего вала коробки передач
260,728 353,875 507,734
758,483 1029,455 1477,044
Частота вращения четвертого вала коробки передач
66,1 89,715 128,721
192,291 260,989 374,462
512,765 695,954 998,544
1491,683 2024,595 2904,853
Расчетная кинематическая цепь
1430 1015,468 1015,468 507,734 128,721
Расчетные моменты на валах
17,532 23,9482 22,9975 44,1689 167,3057
Ориентировочные диаметры валов
12,1644 13,49702 13,316 16,55208 25,80183
Рисунок А1 – График частот вращения коробки скоростей
Рисунок А2 – Структурная сетка коробки скоростей
Чертижи:
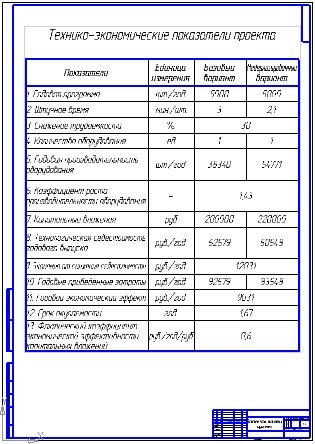
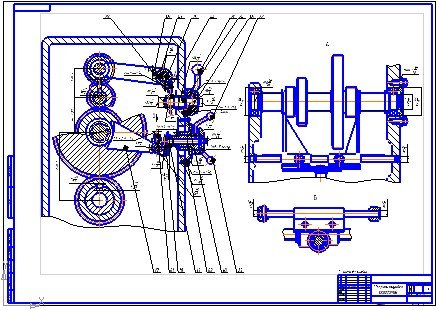
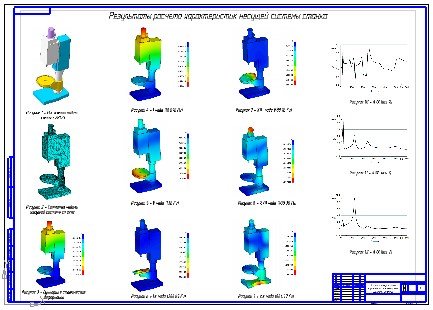
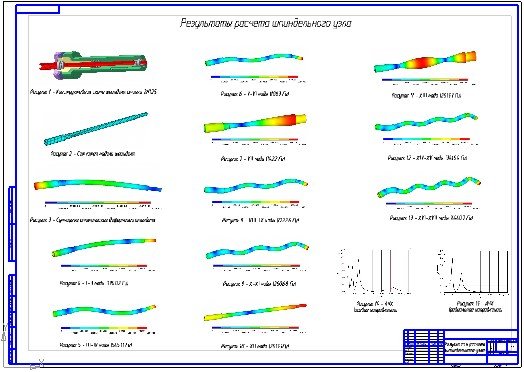
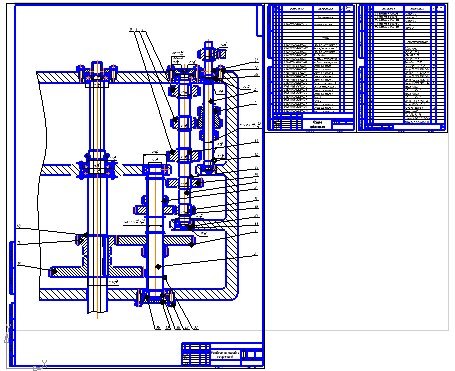
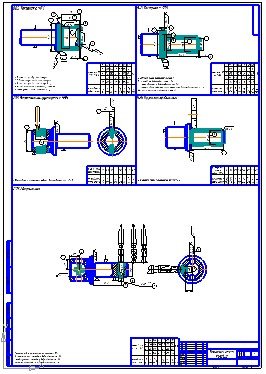
Скачать: