ДИПЛОМНЫЙ ПРОЕКТ
Проект модернизации консольно-фрезерного станка модели 6Р81
Аннотация
Пояснительная записка содержит 142 страницы, в том числе 75 ри-сунков, 18 таблиц, 31 источник. Графическая часть выполнена на 10 ли-стах формата А1.
В дипломном проекте выполнен проект модернизации консольно-фрезерного станка 6Р81. Для этого решены следующие задачи:
- спроектирован привод главного движения с расширенным диапа-зоном частот вращения;
- спроектирована двухшпиндельная фрезерная головка;
- проведен анализ статических и динамических характеристик эле-ментов несущей системы станка и шпинделей;
- разработка технологического процесса детали, обрабатываемой на разработанном станке;
- оценка экономической эффективности от проведения модерниза-ции;
- разработаны мероприятия по безопасности труда.
The summary
Explanatory note contains 142 pages , including 75 risuning , 18 tables , 31 source . Graphic portion is 10 sheets of A1.
In the thesis project was carried out modernization project milling ma-chines 6R81 . For this following tasks :
- Main drive is designed with an extended range of speeds ;
- Designed duplex frezernaya golovka ;
- An analysis of static and dynamic characteristics of the elements of the support system and the machine spindle ;
- Process design details , processed on a machine developed ;
- Economic evaluation of modernization ;
- Developed measures for safety.
Содержание
Введение 7
1 Обзор состояния вопроса и постановка задачи на дипломное проектирование 8
1.1 Уменьшение вспомогательного времени 8
1.2 Требования, предъявляемые к фрезерным станкам скоростными методами обработки 12
1.3 Повышение жесткости и виброустойчивости станков 14
1.4 Повышение уровня механизации станков 17
1.5 Механизация и автоматизация цикла работы станка 18
1.6 Модернизация фрезерных станков 20
1.7 Защитные ограждения для фрезерных станков 23
1.8 Постановка задачи на дипломное проектирование 26
2 Проектирование привода главного движения 29
2.1 Выбор приводного электродвигателя 29
2.2 Определение общего диапазона регулирования привода 29
2.3 Определение общего числа ступеней скорости 29
2.4 Выбор конструктивных вариантов привода 29
2.5 Определение числа возможных кинематических вариантов 30
2.6 Определение максимальных передаточных отношений по группам передач 31
2.7 Выбор вариантов структурной формулы 32
2.8 Построение структурной сетки 33
2.9 Построение графика частот вращения 34
2.10 Определение передаточных отношений в группах передач 34
2.11 Определение чисел зубьев передач 35
2.12 Определение крутящих моментов на валах коробки скоростей 36
2.13 Расчет прямозубой эвольвентной передачи 36
2.14 Расчет и построение свертки коробки скоростей 38
2.15 Расчет и подбор подшипников 40
2.16 Расчет сечения сплошного вала 41
3 Проектирование фрезерной головки 46
4 Исследовательская часть 53
4.1 Статический расчет модели несущей системы на жесткость 53
4.2 Модальный анализ НСС 55
4.3 Динамический расчет НСС 59
4.4 Расчет шпинделя на жесткость 65
4.5 Модальный анализ шпинделя 66
4.6 Динамический расчет шпинделя 68
4.7 Стационарный тепловой расчет шпинделя 69
4.8 Термодеформационный стационарный расчет шпинделя 70
4.9 Нестационарный тепловой расчет шпинделя 70
4.10 Термодеформационный нестационарный расчет шпинделя 71
5 Разработка технологического процесса изготовления детали КП–11.009 – «Корпус переключения» 72
5.1 Анализ конструкции детали и требований к ее изготовлению 72
5.2 Определение типа производства 73
5.3 Отработка конструкции детали на технологичность 77
5.4 Выбор исходной заготовки 78
5.5 Проектирование маршрута обработки детали 80
5.6 Проектирование технологических операций 96
5.7 Назначение режимов обработки 97
5.8 Нормирование технологической операции 99
6 Расчет экономического эффекта от модернизации консольно-фрезерного станка модели 6Р81 101
6.1 Исходные данные для расчета экономического эффекта от модернизации 101
6.2 Расчет затрат на проведение модернизации 103
6.3 Расчет экономического эффекта от проведения модернизации 105
7 Безопасность труда 118
7.1 Анализ и обеспечение безопасных условий труда 118
7.2 Возможные чрезвычайные ситуации 124
Заключение
Список использованных источников 128
Приложение А 131
Приложение Б 134
Приложение В 137
Приложение Г 140
Введение
Развитый машиностроительный комплекс, высокий уровень его тех-нологий, конкурентоспособность выпускаемых машин и механизмов яв-ляются непременным условием динамичного развития экономики. Особое место в развитии отраслей машиностроения и металлообработки занимает станкоинструментальная промышленность, которая поставляя технологи-ческое оборудование, обеспечивает внедрение достижений научно-технического прогресса в области технологий, определяет уровень ре-сурсных затрат в промышленности, формирует парк технологического оборудования.
Фрезерные станки составляют значительную долю в общем объеме металлорежущего оборудования. На некоторых предприятиях фрезерные станки составляют примерно пятую часть от всего заводского парка стан-ков. На фрезерных станках выполняют весьма широкий круг работ, что обеспечивается разнообразием конструкций и кинематики станков, а так-же инструмента. Типы и модели фрезерных станков отличаются назначе-нием, конструкцией, кинематикой, размерами, уровнем автоматизации и степенью точности.
Достижение и сохранение в течение длительного времени высокой производительности и точности фрезерных станков является важной эко-номической задачей, которую можно решить совершенствованием кон-струкций станков, отдельных его элементов, их правильной эксплуатаци-ей, своевременным и технически грамотным обслуживанием.
1 Обзор состояния вопроса и постановка задачи на дипломное проектирование
1.1 Уменьшение вспомогательного времени
Организационно-экономические и технологические условия исполь-зования металлорежущих станков (МС) и станочных систем (СС) у потре-бителей очень разнообразны. Однако все многообразие потребительских свойств сводится к четырем обобщающим показателям, инвариантным для любого производства: производительность, точность, переналажива-емость (технологический диапазон использования), надежность.
Эффективность современных МС и СС при их высокой стоимости может быть обеспечена только в условиях интенсивной эксплуатации с максимальным использованием фонда рабочего времени. При встраива-нии станка в автоматизированную систему необходимым условием повы-шения эффективности станка является его работа в непрерывном режиме с минимальным участием человека.
Затраты времени на выполнение вспомогательных приемов в насто-ящее время примерно равны затратам времени на резание и, если не при-нимать мер для сокращения этих непроизводительных затрат, они с уве-личением скоростей резания и рабочих подач будут возрастать.
Таким образом, для существенного повышения производительности станков необходимо предусматривать проведение мероприятий, сокра-щающих не только машинное время, но и вспомогательное. Даже значи-тельное повышение режимов резания при неизменных остальных состав-ляющихрабочего времени дает сравнительно небольшое повышение про-изводительности труда, причем оно тем меньше, чем больше удельный вес вспомогательного времени в общем балансе затрат рабочего времени.
Приемы, связанные с установкой и креплением детали, включают все движения станочника по выверке, подравниванию и закреплению де-тали в тисках или приспособлении различными способами. Затраты вре-мени на установку детали зависят от ее конфигурации, быстроты фикса-ции базовых поверхностей и требуемой точности установки детали отно-сительно приспособления (стола) и инструмента.
Эти затраты составляют для плоскостных деталей 8 – 10%, для де-талей типа осей и валов 5—8%, для деталей типа втулок и муфт 5—12%, и рычагов 2—5% по отношению к вспомогательному времени. Невысокие затраты времени для рычагов объясняются установкой в большинстве случаев деталей этой группы в специальные приспособления с точной фиксацией базовых поверхностей.
Рисунок 1.1 – Кассетное приспособление для обработки лысок на валах
Детали типа втулок и муфт требуют относительно больших затрат времени на их установку, что объясняется необходимостью устанавливать их на оправку и обеспечивать тщательное прилегание детали по торцу к приспособлению.
Затраты времени на закрепление деталей зависят от способа крепле-ния в приспособлении одним или несколькими винтами, рукояткой, и т. п.
Снижение штучного времени в зависимости от способа крепления детали достигает значительной величины, особенно в случае применения пневматических зажимных устройств.
Однако даже в случае применения быстродействующих зажимных устройств удельный вес этих затрат остается значительным.
Наиболее целесообразным методом сокращения затрат времени на поднесение детали к станку, ее установку и крепление является обеспече-ние возможности выполнения этих приемов во время обра¬ботки детали. Это может быть достигнуто путем применения двух- позиционных пово-ротных столов, многопозиционных вращающихся столов или барабанов для непрерывного фрезерования или использования метода маятникового фрезерования. Во всех этих случаях возможно совмещение установки и крепления детали во времени с фрезерованием.
Значительную долю вспомогательного времени составляют затраты на приемы, связанные с осуществлением рабочего цикла станка.
Дальнейшее сокращение затрат времени на измерение, сведение этих затрат до минимальных пределов может быть достигнуто осуществлением автоматического контроля размеров, для чего в конструкции станка должны быть внедрены механизмы, позволяющие контролировать раз-меры обрабатываемой детали при фрезеровании и осуществлять автома-тическую подналадку станка.
Рисунок 1.2 – Эксцентрииковые тиски с усилителем
Установка и съем приспособлений на консольно-фрезерных станках занимает в среднем 4—5 мин., причем на закрепление при¬способлений приходится 13—15% подготовительно-заключительного времени, а на установку 8—10%.
Приемы установки на глубину фрезерования включают коорди-нирование движений стола с деталью относительно фрезы, установку и отсчет перемещения по нониусу, взятие пробных стружек. Наи¬большее время при установке на глубину фрезерования затрачивается в том слу-чае, если требуется перемещение стола в трех направлениях.
Достаточно велики затраты времени на получение чертежей и ин-струментов. Они составляют в среднем соответственно 30 и 40% к подго-товительно-заключительному времени.
Время на переключение чисел оборотов шпинделя и подач на кон-сольно-фрезерных станках незначительно и измеряется десятыми долями минуты, что не превышает 1% от суммы затрат подготови¬тельно-заключительного времени.
Анализ структуры штучного времени позволяет сделать следую¬щие выводы:
1. Машинное время составляет менее половины штучного вре¬мени, поэтому при проведении модернизации следует разрабатывать мероприя-тия, обеспечивающие не только сокращение машинного времени, но также вспомогательного и подготовительно-заключитель¬ного. Только проведе-ние комплекса мероприятий может обеспечить существенное повышение производительности фрезерных станков.
2. Наибольшие затраты в сумме затрат вспомогательного вре¬мени приходятся на приемы, связанные с установкой и креплением детали, осо-бенно с помощью винтовых устройств. Замена винтовых зажимных устройств эксцентриковыми, пневматическими, гидравли¬ческими позво-ляет снизить штучное время на 10—12%.
3. Проведение мероприятий по сокращению затрат времени на при-емы, связанные с осуществлением рабочего цикла; введение механизмов ускоренного перемещения стола, автоматизация циклов обработки позво-ляют снизить штучное время на 8—10% и обеспечи¬вают возможность многостаночного обслуживания.
4. Внедрение автоматических измерительных устройств, поз-воляющих производить замеры деталей во время обработки, сэко¬номит не менее 3% штучного времени.
5. Применение устройств, обеспечивающих очистку станка от стружки и ее удаление, позволяет снизить штучное время на 3—4%.
Таким образом, обеспечение возможности работы на станке твер-досплавными инструментами на современных режимах фрезерования и одновременное проведение мероприятий по сокращению затрат вспомо-гательного и подготовительно-заключительного времени, обеспечение полной безопасности работы на станке, повышение долговечности от-дельных деталей и узлов станка — весь этот комплекс мероприятий, при правильном его осуществлении, позволит значительно поднять произво-дительность устаревших фрезерных станков.
1.2 Требования, предъявляемые к фрезерным станкам скоростными методами обработки
Скоростное фрезерование характеризуется резким повышением скоростей резания по сравнению с обычно применяемыми и в связи с этим значительным увеличением мощности, расходуемой на реза¬ние. Ввиду этого станки, предназначаемые для скоростного фрезе¬рования, требуют повышения числа оборотов шпинделя, минутных подач и мощности элек-тродвигателя.
Твердые сплавы нашли применение в первую очередь в торцевых фрезах; скоростное фрезерование производится преимущественно фреза-ми этого типа. Однако имеется большое количество различных конструк-ций цилиндрических фрез, оснащенных режущими зубьями из твердого сплава. Фрезы малого размера, например шпоночные, изготовляются це-ликом из твердого сплава. Минералокерамика, обладающая по сравне-нию с твердыми сплавами большей хрупкостью, применяется в настоящее время преимущественно при чистовом торцевом фрезеровании.
В силу прерывистого характера резания при фрезеровании вре-зание инструмента в металл сопровождается ударными нагрузками, по-этому подача на зуб фрезы ограничивается прочностью лезвия в преде-лах 0,05—0,15 мм.
Уменьшение силы удара при врезании может быть достигнуто соот-ветствующей установкой торцевой фрезы относительно обрабатываемой детали.
Обычно при торцевом фрезеровании стремятся устанавливать фрезу симметрично относительно обрабатываемой поверхности и выбирать фрезу с таким расчетом, чтобы ее диаметр был близок к ширине фрезеру-емой поверх¬ности. При таком способе фре¬зерования обеспечивается ми-ни¬мальный перебег фрезы, однако условия врезания зубьев при этом весьма неблагоприятны, так как в соприкосновение с обрабатываемой де-талью входит прежде всего главная режущая кромка, т. е. удар при вреза-нии воспринимается слабым сечением зуба фрезы.
Опыты, проведенные в ЭНИМС и на заводах, показали, что при обеспечении таких условий врезания можно на достаточно жестких стан-ках работать торцевыми твердосплавными фрезами с подачами на зуб до 1,5—2 мм при сравнительно высоких скоростях резания. При этом не наблюдается ни сколов, ни выкрашивания твердого сплава.
В современных фрезерных станках, предназначаемых для ско-ростного фрезерования, направляющие для вертикального переме¬щения консоли, направляющие салазок и стола, а также устройства для закреп-ления консоли и салазок должны быть особо жёсткими для обеспечения надежной опоры стола во время работы,. Хобот и кронштейн (серьга), поддерживающие фрезерную оправку, также должны быть возможно бо-лее жесткими, причем кронштейн реко¬мендуется максимально прибли-жать к фрезе, а в некоторых случаях вводить добавочные кронштейны с целью создания надежных опор для, оправки.
При модернизации устаревших станков в связи с переходом на ско-ростное фрезерование необходимо уделять особое внимание повы¬шению их жесткости путем пере шабрения направляющих и клиньев, регулиро-ванию зазоров в подшипниках и направляющих, а также надежности за-крепления передвижных частей станка (консолей, салазок, стола).
Если путем пере шабрения, пригонки или регулирования дефекты не могут быть устранены, необходимо по возможности заменять дефект-ные детали новыми.
При работе торцевыми фрезами их следует крепить непосред-ственно к фланцу или головке шпинделя.
При работе цилиндрическими или дисковыми фрезами необходимо, чтобы диаметр оправки был наибольшим.
Для повышения стойкости фрез и предупреждения выкрашивания твердого сплава в станках должна быть исключена возможность выклю-чения вращения шпинделя до выключения подачи и включения подачи при неподвижном шпинделе. Необходимо, чтобы привод подач имел за-щиту от перегрузки, обеспечивающую выключение подачи при вращаю-щемся шпинделе.
Для использования при скоростном фрезеровании преимуществ фрезерования по подаче в механизме подачи стола должно быть преду-смотрено компенсирующее устройство для устранения зазора в винтовой паре.
Как отмечалось выше, машинное время при работе на фрезерных станках в большинстве случаев составляет менее половины общего време-ни работы. Остальное время затрачивается на выполнение вспо-могательных и подготовительно-заключительных работ. При этих усло-виях даже значительное увеличение скорости резания и подачи приводит к весьма скромному увеличению производительности. Зна¬чительное по-вышение производительности труда может быть дости¬гнуто только при условии проведения комплексных мероприятий, направленных на умень-шение как машинного, так и вспомогатель¬ного времени и затрат времени по организационно-техническим при¬чинам. Сокращение затрат времени на выполнение вспомогательных операций должно осуществляться при одновременном значительном уменьшении затрат энергии рабочего и улучшении условий труда. Конструктивные рекомендации должны быть простыми, удобными для реализации, что достигается применением пре-имущественно при¬ставных устройств.
Таким образом, для осуществления скоростного резания в кон-струкциях фрезерных станков должны быть учтены следующие основ¬ные требования:
1) наличие необходимого числа оборотов шпинделя и минутных подач, обеспечивающих наиболее полное использование режущих свойств твердосплавных инструментов;
2) прочность элементов станка и мощность электродвигателей, достаточные для фрезерования на высоких скоростях и с большими сече-ниями стружки;
3) жесткость и виброустойчивость; достаточные для обеспечения спокойной работы при форсированных режимах;
4) обеспечение максимального сокращения вспомогательной времени при одновременном снижении затрат энергии рабочего в едини-цу времени;
5) полное обеспечение безопасности рабочего, обслуживающей станок.
1.3 Повышение жесткости и виброустойчивости станков
К модернизируемым станкам, предназначенным для работы при повышенных режимах, должны быть предъявлены высокие требо¬вания в отношении виброустойчивости, что определенным образом связано с по-вышением жесткости станков. Для фрезерных станков эти требования особенно важны вследствие следующих специфиче¬ских для фрезерования условий: а) переменных сил резания; б) тон¬кой и широкой стружки (осо-бенно при цилиндрическом фрезеро¬вании).
Необходимость повышения точности обработки приводит к тому, что приобретают повышенное значение требования к жесткости стан¬ков, связанные с точностью: а) минимальное копирование неточ¬ностей загото-вок; б) минимальное искажение формы в связи с неуста¬новившимся реза-нием (входом и выходом инструмента и т. п.); в) минимальное искажение формы изделий за счет изменения жест¬кости системы по длине или ши-рине заготовки.
Рисунок 3 – Пневматические тиски
Влияние жесткости на точность обработки оценивается по сме¬щению заготовки и инструмента в направлении, влияющем на размер обрабаты-ваемой детали, под действием силы, соответствующей силе резания.
Такая характеристика станка обеспечивает получение на станке не-обходимой точности обработки и в случае ее нормирования спо¬собствует повышению качества сборки станков, однако недостаточна для оценки виброустойчивости станка.
Полная упругая характеристика системы станок — инструмент — изделие, необходимая для определения виброустойчивости системы, тре-бует учета перемещений различных ее точек во всех направле¬ниях. Например, перемещения фрезерной головки вертикального консольно-фрезерного станка среднего размера в плоскости оси головки и стола складываются из поворота головки относительно некоторого центра, ко-торый назовем центром жесткости, и смеще¬ний этого центра по двум осям координат. Одна из осей направлена по линии максимальной жесткости, другая — по минимальной.
При упрощенном анализе перемещения конца шпинделя фрезер¬ной головки можно представить как результат сложения деформаций по двум осям жесткости — максимальной жесткости, направленной к центру жест-кости, и минимальной, направленной перпендикулярно максимальной. Если направление силы резания не совпадает с направлением той или другой оси жесткости, перемещение конца шпинделя отклонится от направления силы в сторону малок жесткости. Степень этого отклонения зависит от соотношения глав¬ных жесткостей и угла между силой и глав-ной осью. При опреде¬ленных значениях этих величин можно получить от силы, направ¬ленной соответственно силе резания, горизонтальное пере-мещение, т. е. отсутствие отжима фрезы от изде¬лия при повышении уси-лия резания.
Автоколебания возникают от сил, изменение которых опреде¬ляется самой колеблющейся системой. Такие силы имеют место при движении одного тела относительно другого.
Поэтому автоколебания в станках возникают при резании и трении. В общем случае при выяснении причин автоколебаний приходится учи-тывать как движение резания, так и трения, потому что детали, сообщаю-щие заготовке и инструменту движение резания (шпиндель, стол), имеют трение в подшипниках или направляющих. В ряде случаев влияние одно-го какого-либо движения проявляется настолько значительно что можно ограничиться анализом устойчивости только этого движения.
Вибро¬устойчивость таких стан¬ков определяется устойчи¬востью процесса резания. Исключение составляют случаи, когда существен¬ное влияние на характер поведения станка оказы¬вает движение стола (на-пример, у продольно- фрезерных станков).
Природа автоколебаний при резании и трении за¬ложена в сложном харак¬тере колебаний системы станок — инструмент — изделие. Фактиче-ски коле¬бания инструмента отно¬сительно заготовки пред¬ставляют собой результат сложения нескольких свя¬занных между собой про¬стейших (по-ступательных или крутильных) колебаний. Складываясь, колебания дают траек¬торию относительного движения инструмента и изделия в виде за-мкнутой кривой, имеющей форму эллипса. Двигаясь по такой траектории, инструмент изменяет толщину снимаемой стружки, следовательно, и силу резания, таким образом, что при движении в сто¬рону действия силы реза-ния, толщина стружки больше, чем при движении инструмента навстречу силе резания.
Вынужденные колебания возникают под действием периодических возмущающих сил: а) переменных сил резания в связи с началом и кон-цом резания каждого зуба фрезы и с переменностью площади сечения стружки; б) сил инерции неуравновешенных деталей (рото¬ров электро-двигателей, шкивов, патронов); в) сил ударов, связан¬ных с неточностями изготовления передач, деформациями зубьев колес и звездочек, набегани-ем звеньев цепи на зубья звездочек.
Требования к станку:
1. Качество обработки и пригонки контактирующих поверхностей должно отвечать техническим условиям
2. Должен быть обеспечен сильный зажим направляющих, по ко-торым при данной технологической операции не происходит пере-мещения.
3. Если модернизируемый станок изношен, необходимо проведе-ние соответствующего ремонта. Опыт показывает, что износ суще¬ственно сказывается на виброустойчивости. Максимальная ширина фрезерования без вибраций при других постоянных параметрах резания на изношен-ных, плохо отрегулированных станках может быть в несколько раз меньше, чем на новых.
4. Станок должен быть проверен на жесткость по нормам, уста-новленным соответствующими ГОСТ. Качество сборки или состояние из-носа станков, для которых еще нет норм жесткости, может быть провере-но на основе сравнительных испытаний хорошо работающих станков или по аналогии со станками, для которых имеются нормы жесткости.
5. Быстровращающиеся детали станка должны быть от баланси-рованы. Это требование относится в первую очередь к шпинделям, па-тронам, шкивам и роторам электродвигателей.
6. Станок должен быть закреплен на фундаменте:
а) станки быстроходные, предназначенные для скоростного реза-ния, должны подливаться цементом и укрепляться фундаментными бол-тами и только в особо ответственных случаях устанавливаться на индиви-дуальные фундаменты;
б) электродвигатели тяжелых станков следует устанавливать на индивидуальные фундаменты с виброизоляцией из стружек, шлака во из-бежание возбуждения в станке резонансных колебаний.
Требования к инструменту:
1. Достаточная жесткость крепления фрез. Применение мини-мального вылета фрезы и ее зубьев при торцевом фрезеровании. Приме-нение при цилиндрическом фрезеровании оправок максималь¬ного диа-метра. Достаточная сила затяжки распорных колец. Распо¬ложение крон-штейна, поддерживающего оправку, вблизи фрезы и применение допол-нительных кронштейнов.
2. Высокая точность изготовления фрезы. Регулярная переточка фрез при обеспечении высокого качества заточки. Применение поса¬док фрезы на оправку, обеспечивающих хорошее центрирование фрез. Доста-точная точность распорных колец во избежание искрив¬ления оправки при их затяжке.
Применение фрез оптимальной геометрии. Осевой шаг цилинд-рической фрезы должен быть близок к ширине фрезерования или к целой доле ширины фрезерования, т. е. осевой шаг должен укла¬дываться по ширине фрезерования целое число раз. Диаметр и число зубьев применя-емых торцевых фрез должны обеспечивать по возможности постоянное число одновременно режущих зубьев.
1.4 Повышение уровня механизации станков
Оснащение действующего парка станков общего назначения меха-низирующими и автоматизирующими устройствами составляет боль¬шой резерв повышения производительности труда и улучшения каче¬ства про-дукции. При этом изменяются и условия труда рабочего, который осво-бождается от выполнения ряда движений, осуществляе¬мых дополнитель-ными механизмами станков.
В настоящее время достигнуты значительные успехи в совер-шенствовании технологических процессов, в применении прогрессив¬ных методов обработки деталей, обеспечивающих сокращение машин¬ного времени, но вспомогательное время и другие слагаемые штуч¬ного време-ни экономятся пока еще недостаточно.
Оснащение станков быстродействующими приспособлениями, меха-низирующими и автоматизирующими устройствами дает возмож¬ность добиться резкого сокращения вспомогательного времени.
В условиях индивидуального производства сокращение вспомо-гательного времени на модернизируемых станках может идти за счет вве-дения механизма ускоренных перемещений стола.
В условиях мелкосерийного производства следует рекомендовать применение быстродействующих тисков и механизмов ускоренных пере-мещений.
Для серийного производства следует оснащать станки специаль-ными быстродействующими приспособлениями, применять полу-автоматический цикл обработки деталей.
В условиях крупносерийного производства может оказаться целе-сообразным использование модернизируемых станков, оснащенных ав-томатическими загрузочными и разгрузочными устройствами в виде бун-керов и магазинов, специальными автоматическими приспособле¬ниями для зажима и открепления деталей, встроенными и пристроен¬ным устрой-ствами, автоматизирующими цикл обработки деталей.
На консольно-фрезерных станках нашли широкое применение ма-шинные тиски. При установке в тисках деталей сложной конфи¬гурации или нескольких деталей применяются специальные губки.
Кроме машинных тисков применяются поворотные столы, дели-тельные головки, круглые столы, которые используются совместно со специальными установочно-зажимными приспособлениями.
Нормализованные приспособления и устройства обеспечивают воз-можность применения для различных деталей и используются до полного износа, что снижает стоимость станочной оснастки.
Нормализованные приспособления сокращают сроки подготовки производства, так как вместо проектирования и изготовления спе-циальных приспособлений можно ограничиться специальной на¬ладкой.
1.5 Механизация и автоматизация цикла работы станка
Значительное повышение производительности достигается за счет сокращения затрат времени на поднесение детали к станку, уста¬новку и закрепление ее, если эти приемы осуществляются в период фрезерования, т. е. в перекрываемое время. Эта задача на станках действующего парка решается использованием нормальных приспособлений, оснащенных спе-циальными наладками для непрерывного фрезерования, а также приме-нением механизированных специальных многопозиционных приспособ-лений для непрерывного фрезерования.
При фрезеровании на круглом поворотном столе с механической подачей во время обработки одних деталей снимаются другие (готовые), закрепляются новые заготовки, подлежащие фрезерованию.
Непрерывное фрезерование деталей на круглых столах рекомен-дуется применять при обработке плоскостей на небольших корпусных де-талях, рычагах, пазов на деталях, у которых криволинейность не имеет большого значения.
Повышение производительности достигается тем, что для пере-зарядки приспособления не надо останавливать станок, т. е. уста¬новку де-талей можно производить во время фрезерования.
Рисунок 1.4 - Автоматизация привода стола консольно-фрезерного станка при помощи механического устройства
В условиях серийного производства на многих заводах получил широкое распространение метод фрезерования с маятниковой пода¬чей, при котором время на установку и закрепление детали совме¬щается со временем, необходимым для обработки детали.
Во время обработки детали на одной позиции, на другой произво-дится установ¬ка и закрепление следующей детали. Не¬обходимо отметить, что вследствие фре¬зерования в обе стороны против подачи и по подаче станок должен быть осна¬щен механизмом устранения зазора в винтовой паре продольной подачи стола.
Приспособление может быть использовано в серийном производстве и обеспе¬чивает существенное сокращение затрат вспомогательного вре-мени на установку и закрепление обрабаты¬ваемых деталей, так как эти приемы совмещены по времени с фре¬зерованием.
В современных фрезерных станках общего назначения установка и закрепление обрабатываемых деталей, пуск станка, снятие обра¬ботанных деталей осуществляются вручную. Автоматически осу¬ществляются быст-рый подвод детали, рабочая подача, выключение станка в конце рабочего хода и отвод стола в первоначальное поло¬жение.
Автоматизация подвода детали, включения рабочей подачи, вы-ключения рабочей подачи по окончании рабочего хода значительно ускоряет обработку и облегчает труд фрезеровщика, освобождает его от необходимости постоянного наблюдения за производствен¬ным циклом обработки.
Применение быстрых механических перемещений стола стано¬вится более эффективным при обработке деталей, у которых фрезе¬рованию подлежат лишь отдельные участки поверхности, когда для сокращения времени обработки промежутки между обрабаты¬ваемыми участками це-лесообразно проходить на ускоренном ходу. Такая схема подачи стола называется скачкообразной подачей.
Автоматизация цикла работы стола фрезерных станков дает воз-можность сократить вспомогательное время, исключает необходи¬мость обслуживания станков рабочими высокой квалификации и облегчает воз-можность организации многостаночного обслужи¬вания, что в значитель-ной мере повышает производительность труда.
Но не во всех видах производств возможна автоматизация цикла работы станка. Автоматизация цикла целесообразна только в усло¬виях серийного, крупносерийного и массового производств.
Автоматизация цикла работы стола на фрезерных станках может быть осуществлена при помощи механических, пневмогидравлических электромеханических устройств.
1.6 Модернизация фрезерных станков
При капитальном ремонте желательно осуществлять модернизацию станков с учетом условий эксплуатации и последних достижений науки и техники. Под модернизацией станков понимают внесение в конструкцию частичных изменений и усовершенствований в целях повышения их тех-нического уровня до уровня современных моделей аналогичного назна-чения (общетехническая модернизация) или для решения конкретных тех-нологических задач производства путём приспособления оборудования к более качественному выполнению определенного вида работ (технологи-ческая модернизация). В результате модернизации повышается произво-дительность оборудования, уменьшаются эксплуатационные расходы, снижается брак, а в ряде случаев увеличивается длительность межремонт-ного периода. Представление об основных направлениях модернизации металлорежущих станков дает схема, приведенная на схеме 8.
Модернизация в целях сокращения машинного времени осуществ-ляется путем повышения технических характеристик: увеличения мощно-сти привода, расширения диапазона скоростей резания и подач. Это обычно сопровождается повышением жесткости и виброустойчивости от-дельных узлов станка, повышением жесткости крепления инструмента.
Модернизацию для сокращения вспомогательного времени прово-дят по пути оснащения различными зажимными, загрузочно-разгрузочными устройствами, устройствами активного контроля разме-ров, устройствами и механизмами для работы по программе.
Повышение точности модернизируемых станков получают в ре-зультате повышения кинематической точности (усовершенствование от-счетных устройств, корректирующих устройств и т.д.), геометрической точности (совершенствование конструкций опор шпинделей, установка подшипников более высокой точности, повышение жесткости узлов и т.д.), уменьшения температурных деформаций (применение циркуляцион-ного смазывания, температурных компенсаторов и т.д.).
Повышение производительности фрезерных станков достигается увеличением мощности и быстроходности привода главного движения, скоростей быстрых перемещений, расширением диапазона регулирования скоростей и подач, автоматизацией цикла обработки, автоматизацией и механизацией вспомогательных движений в станках, применением при-способлений, расширяющих технологические возможности фрезерных станков.
К приспособлениям, расширяющим технологические возможности фрезерных станков, относятся круглые поворотные столы, делительные головки и другие специальные устройства, одни из которых не изменяют основного назначения фрезерного станка, а другие изменяют характер выполняемых на фрезерном станке операций.
Приспособления, такие, как дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные ри-способления и т.п., не изменяют основного назначения фрезерного станка, а другие — долбежные, сверлильные и шлифовальные головки — в корне меняют характер выполняемых на фрезерном станке операций.
Дополнительная вертикально-фрезерная головка (рисунок 1.5,а), устанавливаемая на горизонтально-фрезерном станке, делает станок более универсальным. Головку 2 крепят на вертикальных направляющих ста-нины 1. Шпиндель 3 головки приводится во вращение от шпинделя станка через пары зубчатых колес.
Двухшпиндельная фрезерная головка (рисунок 1.5,в), может быть использована, например, при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых, поверхностей. В последнем случае один из шпинделей имеет осевое установочное перемещение. В некоторых конструкциях двухшпиндельных фрезерных головок можно регулиро-вать расстояние между осями шпинделей.
Приспособление для фрезерования реек (рисунок 1.5,б) закреплено на хоботе 4 горизонтально-фрезерного станка и приводится в действие от шпинделя 5 станка. Впадину рейки прорезают фрезой 6 при поперечной подаче стола, а смещение рейки на один шаг выполняется вместе со сто-лом в продольном направлении.
Сверлильная головка (рисунок 1.5,г), установленная на фрезерном станке, имеет привод шпинделя от отдельного электродвигателя 7 через коробку скоростей 5. Сверлильную головку используют при сверлении на фрезерном станке малых отверстий, когда необходима большая частота вращения инструмента.
Долбежную головку (рисунок 1.5,е) используют на фрезерном стан-ке при отсутствии долбежного станка. Головку устанавливают на станине горизонтально-фрезерного станка. Ползун 9 с резцом 10 получает воз-вратно-поступательное движение от шпинделя станка через кривошипно-шатунный механизм.
Шлифовальную головку (рисунок 1.5,д), устанавливают на станине консольно-фрезерного станка, ее шпиндель 11 приводится во вращение шпинделем станка через две ременные передачи.
Рисунок 1.5 – Специальные приспособления, расширяющие технологические возможности фрезерных станков:
а – дополнительная вертикально-фрезерная головка; б – приспособление для фрезерования реек; в – двухшпиндельная фрезерная головка; г - сверлильная головка; д – шлифовальная головка; е – долбёжная головка
Точность и долговечность фрезерных станков повышается за счёт более точного изготовления деталей и узлов, увеличения жёсткости стан-ков, применения устройств для автоматической выборки зазоров в сопря-гающихся парах, централизованной смазки при хорошей защите от за-грязнения трущихся пар.
При проектировании фрезерных станков широко унифицируют уз-лы и механизмы, что позволяет на базе основной модели создать гамму станков с единым решением по конструкции и системам управления.
Значительно увеличился выпуск фрезерных станков с ЧПУ, которые позволяют существенно повысить производительность труда, автомати-зировать мелкосерийное и даже единичное производство, сократить вре-мя производственного цикла, повысить точность изготовления деталей, сократить затраты времени на их контроль. Кроме того, получили даль-нейшее развитие многооперационные станки, на которых производят комплексную последовательную обработку деталей различными инстру-ментами с автоматической их сменой в рабочей позиции.
Принципиально новыми средствами, которыми начинают оснащать станки, являются промышленные работы — универсальные быстропере-налаживаемыё манипуляторы с программным управлением, позволяю-щие механизировать и автоматизировать ручной труд на основных вспо-могательных операциях.
Знание конструктивных особенностей и эксплуатационных возмож-ностей фрезерных станков, своевременное их обслуживание при соответ-ствующей организации рабочего места позволит рабочим-фрезеровщикам добиться высокой производительности и качества обра-ботки.
Вместе с тем модернизацию оборудования целесообразно осу-ществлять только при условии её экономической эффективности. Прежде-временная модернизация так же, как и запоздалая, наносит ущерб произ-водству.
1.7 Защитные ограждения для фрезерных станков
Все вращающиеся части оборудования должны быть закрыты глу-хими кожухами, плотно прикрепленными к раме или другой части стенда. Кожухи на сменных зубчатых и других передачах нужно делать откид-ными с принудительным запором.
Выступающие части шпинделя, патрона и других открытых враща-ющихся частей станка и приспособлений следует закрывать гладкими ко-жухами. Правильно сконструированное и изготовленное ограждение обеспечивает надежную защиту не только работающего, но и окружаю-щих, так как при поломке ограждаемого узла его части не разлетятся в сторону; ограждение защищает работающего и от брызг смазочно-охлаждающих и других жидкостей. Ограждение не должно дребезжать и вибрировать при работе основного оборудования.
Вращающиеся валики (особенно имеющие выступающие части или шпоночные канавки) могут захватить и навернуть на себя части одежды рабочего. Такие валики должны быть скрыты в станине или ограждены телескопическими трубками.
Серьезную опасность представляет собой вращающийся режущий инструмент, например резцы, при обработке подбарабанья молотильного аппарата. Поэтому нерабочая часть инструмента должна быть ограждена. Зону движения испытываемого узла, выходящую за габариты стенда (например, при обкатке задних мостов комбайна), ограждают барьерами или другими устройствами.
Зону движения стола или ползуна, выходящую за габариты станка, ограждают барьерами или другими устройствами. Вместо барьеров мож-но применять выдвижные линейки, окрашенные в желтый цвет, с приспо-соблением для регулировки их выдвижения.
При работе на фрезерных станках наибольшую опасность пред-ставляет сама фреза, которая при неумелом обращении может захватить одежду или руки работающего и нанести травмы. При скоростном фрезе-ровании весьма серьезную опасность представляет отлетающая с большой скоростью раскаленная стружка.
Чтобы рабочий не мог прикоснуться к вращающейся фрезе, ее ре-жущие части ограждают удобными в эксплуатации защитными устрой-ствами – цилиндрическими кожухами, кольцами или колпаками. Сборные фрезы снабжаются устройствами, предотвращающими вылет зубьев при вращении фрезы. Качество припайки твердосплавных пластинок к корпу-су фрезы обязательно проверяется перед ее установкой. Делается это внешним осмотром, остукиванием пробной работой на станке.
Исключительно важным условием безопасной работы на фрезерных станках является правильное и прочное крепление фрезы. Неправильно установленная и непрочно закрепленная фреза нередко является причи-ной несчастного случая. Оправка для крепления фрезы должна быть жесткой, сопряженные поверхности гнезда в шпинделе и конусного хво-стовика фрезы – без забоин и повреждений, нарушающих плотность со-единения. Ни в коем случае не допускается биение фрезы, которое являет-ся главной причиной ее поломки и травмирования людей, находящихся вблизи станка. Биение фрезы связано с затуплением или неправильной ее заточкой, прогибом оправки, не соответствующей размерам фрезы, не-правильно принятым режимом работы станка, осевым смещением оправ-ки, слабым закреплением фрезы в шпинделе.
При фрезеровании образуется отлетающая стружка, имеющая вид завитков неодинаковых размеров. При скоростном фрезеровании раска-ленная до 500–600° стружка отлетает на расстояние до 6 м от станка, по-этому меры защиты от стружки должны обеспечивать как безопасность рабочего, обслуживающего станок, так и станочников, обслуживающих соседние станки.
Для защиты от отлетающей стружки при фрезеровании применяют различные стружконаправляющие устройства, защитные прозрачные ограждения, решетки и ширмы.
Нередко причиной травматизма является также стружка в виде длинных спиралей. Чтобы при работе на сверлильных станках не образо-вывалась длинная вьющаяся стружка, рекомендуется прерывистая подача сверла или установка рядом со сверлом неподвижных упоров, ударяясь о которые стружка будет ломаться. Целесообразно устанавливать на свер-лильных станках сборники стружки, изготовленные из толстой жести с лотком, под которым надо ставить ящики.
Закрепление в стендах и станках ремонтируемых и обрабатываемых узлов. Плохо закрепленное изделие под действием центробежных сил, усилия резания, а также в результате сгорания центра задней бабки может вырваться из закрепляющих его устройств. Надежность крепления изде-лия, установленного в центрах станков, во многом зависит от их состоя-ния и соответствия размерам установочных отверстий в изделии. При из-носе поверхностей конусов вероятность вырывания резко возрастает. По-этому при изготовлении установочных отверстий в деталях оси их долж-ны быть на одной прямой, а сами отверстия расположены так, чтобы из-делие опиралось на центр стенками конусной части отверстия по возмож-но большему периметру.
Рисунок 1.6 – Пример современного защитного ограждения горизонталь-ного фрезерного станка
Рисунок 1.7 - Кронштейн без балансира с 2 предохранительными микровыключателями
Простое в установке откидное защитное ограждение для горизон-тального фрезерного станка.
Выполнено из прозрачного материала и комплектовано микровы-ключателем, устанавливаемым на салазках станка.
Рисунок 1.8 - Откидное защитное ограждение
1.8 Постановка задачи на дипломное проектирование
Цель модернизации горизонтально фрезерного станка 6Р81 это обеспечение возможности обработки сложных корпусных деталей для ко-торых необходима обработка под различными углами, проемов, высту-пов и сложных поверхностей
Для достижения поставленной цели необходимо реализовать следу-ющие мероприятия:
1 Спроектировать двухшпиндельную фрезерную головку;
2 Спроектировать коробку скоростей с расширенным диапазоном регулирования;
3 Произвести анализ статических и динамических характеристик, а так же модальный анализ несущей системы модернизированного станка;
4 Произвести исследование шпиндельного узла на жесткость и про-извести термодеформационный анализ.
Рисунок 1.9 – Общий вид модернизированного станка
Определение режимов резания
Параметры инструмента:
1) Дисковая фреза:
D=50-200 мм; B=5-40 мм; z= 8-20;
2) Торцевая фреза:
D=40-100 мм; B=40-160 мм; z= 18-20;
3) Цилиндрическая фреза:
D=40-100 мм; B=40-160 мм; z= 10-18;
Частоты вращения для сталей и чугунов:
nmin=(15·1000)/(π·200)=24 об/мин
nmax=(490·1000)/(π·50)=3120 об/мин
Расчет силы резания
(1.1)
При обработки быстрорежущей сталью: x,y =1, Cp=247
При обработки твердым сплавом: x= 0,7, y =0,8, Cp=408
Для дисковой фрезы D=200мм: Pz=2400
Для торцовой фрезы D=100 мм: Pz=4335
Для цилиндрической D=100 мм: Pz=2938
Мощность резания:
Для дисковых фрез:
1) D=50мм; V=400м/мин; t=1мм; z=8; Nрез=0,8 кВт
2) D=200мм; V=240м/мин; t=3мм; z=20; Nрез=8,45 кВт
Для торцевых фрез:
1) D=40мм; V=380м/мин; t=1мм; z=10; Nрез=2 кВт
2) D=100мм; V=200м/мин; t=3мм; z=10; Nрез=8,5 кВт
Мощность электродвигателя, КПД принято равным 0,85:
(1.2)
ή - КПД цепи главного движения 0,85.
Выбираем двигатель модели АИС 160М-412
Nдв=9/11 кВт
nдв=1460/2900 об/мин
2 Проектирование привода главного движения
2.1 Выбор приводного электродвигателя
При заданной мощности электродвигателя, его выбор осуществля-ется методом подбора по частоте вращения. В качестве приводного элек-тродвигателя принимается двигатель АИС 160М-412 со следующими ха-рактеристиками:
Nдв=9/11 кВт
nэд.= 1460/2900 об/мин.
2.2 Определение общего диапазона регулирования привода
(2.1)
где nmax – наибольшая частота вращения шпинделя, об/мин;
nmin – наименьшая частота вращения шпинделя, об/мин.
2.3 Определение общего числа ступеней скорости
Для геометрического ряда частот вращения число ступеней скоро-сти z, может быть определено из соотношения:
(2.2)
Вычисленная по этой формуле величина z округляется до целого числа, что приводит к некоторому изменению действительного диапазона регулирования Rn .
2.4 Выбор конструктивных вариантов привода
При настройке последовательно включенными групповыми переда-чами число ступеней скорости z может быть представлено в виде:
(2.3)
где pk – число отдельных передач в каждой группе;
m – число групп передач.
При выбранном числе ступеней частот вращения шпинделя z коли-чество групп передач, количество передач в каждой группе и порядок расположения групп может быть различным.
Число конструктивных вариантов привода Nкон состоящего из m групп передач, определяется по формуле:
, (2.4)
где q – число групп с одинаковым числом передач.
2.5 Определение числа возможных кинематических вариантов
Если частоты вращения шпинделя изменяются по геометрическому ряду, то передаточные отношения передач в группах образуют геометри-ческий ряд со знаменателем х, где х – целое число, называемое характе-ристикой группы передач. Для последовательного получения частот вра-щения шпинделя сначала переключают передачи одной группы, затем другой и т. д.
В зависимости от принятого порядка переключений группа может быть:
а) основной, характеристика, которой определяется по формуле:
х0 = 1 , (2.5)
б) первой переборной группой, для которой характеристика опре-деляется по формуле:
х1 = р1 , (2.6)
где р1– число передач в основной группе.
в) второй переборной группой, для которой характеристика опре-деляется по формуле:
х2 = р1 р2 , (2.7)
где р2– число передач в первой переборной группе.
Основной и различными по номеру переборными группами может быть любая группа передач в приводе. Для определенного конструктив-ного варианта число кинематических Nкин будет равно числу перестановок из m групп передач:
Nкин. = m! , (2.8)
2.6 Определение максимальных передаточных отношений по группам передач
Общее максимальное передаточное отношение привода umax, опре-деляется по формуле:
(2.9)
Полученное передаточное отношение может быть представлено в виде:
(2.10)
где Н – показатель степени, определяющий величину общего передаточ-ного отношения.
Определение максимальных передаточных отношений в группах производится путем разбиения общего передаточного отношения на пе-редаточные отношения групп, для чего вычисляется показатель степени Н и выражается в виде:
, (2.11)
где hk– показатель степени, характеризующий величину максимального передточного отношения k-той группы передач;
m – число групп передач.
При этом выбранные значения hk должны быть целыми числами и должны удовлетворять условию:
hk hk+1 … hm . (2.12)
Максимальное передаточное отношение в группе umaxk , определится по формуле:
. (2.13)
При этом должно быть обеспечено выполнение следующего усло-вия:
. (2.14)
Так как показатель степени Н, как правило, не является целым чис-лом, он не может быть точно представлен суммой целых чисел. Поэтому для сохранения величины общего максимального передаточного отноше-ния вводится дополнительная передача от вала электродвигателя на входной вал, передаточное отношение которой, определится по формуле:
, (2.15)
. (2.16)
2.7 Выбор вариантов структурной формулы
2.7.1 Выбор первого варианта
Выбирается конструктивный вариант привода, для которого вы-полняется условие:
pa pb … pr , (2.17)
где ра – число передач в первой от электродвигателя группе;
pr – число передач в последней от электродвигателя группе.
Из числа соответствующих ему кинематических вариантов выбира-ется тот, для которого справедливо условие:
xa xb … xr , (2.18)
где ха – характеристика передач первой от электродвигателя группы;
xr – характеристика передач последней от электродвигателя группы.
2.7.2 Выбор второго варианта
Для выбранного в первом случае конструктивного варианта, выби-рается еще один кинематический вариант, для которого диапазон регули-рования в каждой группе передач удовлетворяет условию:
, (2.19)
2.7.3 Выбор третьего варианта
Выбирается конструктивный вариант привода с произвольным рас-положением групп передач. Из числа соответствующих ему кинематиче-ских вариантов, выбирается один для которого справедливы условия (2.18) и (2.19).
2.7.4 Выбор четвертого варианта
Выбор данного варианта осуществляется за счет изменения распре-деления общего максимального передаточного отношения по группам передач в одном из ранее выбранных вариантов. При этом обязательным является выполнение условия (2.19).
2.8 Построение структурной сетки
Структурная сетка (рисунок 2.1) строится в соответствии с выбран-ной формулой структуры привода. В ней находит отражение относитель-ная связь ме¬жду передаточными отношениями в группах, поэтому лучи для каждой группы проводятся симметрично, а количество интервалов между их концами численно равно характеристике группы, определяемой в соответствии со структурной формулой.
Рисунок 2.1 – Структурная сетка
2.9 Построение графика частот вращения
График частот вращения (рисунок 2.2) отражает частоты вращения всех валов привода, включая валы одиночных передач, необходимых для его ком-поновки. Построение начинают с цепи редукции, обеспечивающей снижение частоты вращения электродвигателя nэд. до nmin на шпинделе. Для дальнейшего построения используется структурная сетка.
Рисунок 2.2 – График частот вращения
2.10 Определение передаточных отношений в группах передач
Для определения передаточных отношений используются построен-ные графики частот вращения.
Передаточное отношение передачи u, определяется выражением:
u = k , (2.20)
где k – число интервалов между горизонталями, перекрытых лучами, со-единяющими отметки частот вращения на соседних валах.
2.11 Определение чисел зубьев передач
При определении чисел зубьев исходят из постоянства межосевого расстояния и числа зубьев, определяют по следующим формулам:
, (2.21)
, (2.22)
, (2.23)
(2.24)
где z1 и z2 – числа зубьев ведущего и ведомого колес;
z0 – сума чисел зубьев сопряженных колес;
f – числитель передаточного отношения;
g – знаменатель передаточного отношения;
K – наименьшее кратное сумм (f + g);
Е – целое число;
zmin= 18 – минимальное число зубьев.
В соответствии с полученными числами зубьев передач, вычерчива-ется вариант кинематической структуры (рисунок 2.3).
Рисунок 2.3– Кинематическая структура коробки скоростей
2.12 Определение крутящих моментов на валах коробки скоро-стей
Крутящие моменты на валах Т, Н·м, могут быть найдены по форму-ле:
(2.25)
где Рэд. – мощность на валу двигателя, кВт;
– КПД участка кинематической цепи от двигателя до рассчитывае-мого вала;
n – расчетная частота вращения вала, об/мин.
Кинематический расчет коробки скоростей выполнен с использова-нием программы «SIRIUS 2». Результаты расчета находятся в приложе-нии А.
2.13 Расчет прямозубой эвольвентной передачи
2.13.1 Определение модуля зубчатой передачи расчетом на кон-тактную выносливость зубьев
Для прямозубой цилиндрической передачи модуль mн, мм, опреде-ляется по формуле:
(2.26)
где Kd – вспомогательный коэффициент; для прямозубых передач Kd = 770;
z1 – число зубьев шестерни;
T1 – вращающий момент на шестерне, Нм;
u – передаточное отношение передачи;
НР – допускаемое контактное напряжение, МПа;
KH – коэффициент, учитывающий распределение нагрузки по ши-рине венца;
(2.27)
где b – рабочая ширина венца зубчатой передачи;
d1 – делительный диаметр шестерни.
2.13.2 Определение модуля зубчатой передачи расчетом на выносливость зубьев при изгибе
Для прямозубой цилиндрической передачи модуль mF, мм, опреде-ляется по формуле:
(2.28)
где Km – вспомогательный коэффициент; для прямозубых передач Km = 14;
KF – коэффициент, учитывающий распределение нагрузки по ширине венца при изгибе;
FP – допускаемое изгибное напряжение, МПа;
YF1 – коэффициент учитывающий форму зубьев шестерни.
2.13.3 Определение стандартного модуля зубчатой передачи
Из полученных расчетных значений mH и mF выбирается наиболь-шее значение и округляется в сторону увеличения до стандартного моду-ля по ГОСТ 9563– 60. При этом должно выполняться следующее условие:
m1 m2 … mk , (2.29)
где m1 – модуль зубчатых передач группы, расположенной первой от электродвигателя;
mk – модуль зубчатых передач группы, расположенной последней от электродвигателя.
2.13.4 Определение межосевого расстояния зубчатой передачи
Для прямозубой цилиндрической передачи межосевое расстояние А, мм, определяется по формуле:
(2.30)
где m – стандартный модуль передачи, мм;
z2 – число зубьев зубчатого колеса, сопряженного с шестерней.
При определении межосевых расстояний по группам передач долж-но выполняться следующее условие:
Aw1 Aw2 … Awk , (2.31)
где Aw1 – межосевое расстояние передач группы, расположенной первой от электродвигателя;
Awk – межосевое расстояние передач группы, расположенной послед-ней от электродвигателя.
Расчет прямозубой эвольвентной передачи выполнен с использова-нием программы «SIRIUS 2». Результаты расчета находятся в приложе-нии Б.
2.14 Расчет и построение свертки коробки скоростей
2.14.1 Разработка компоновочной схемы коробки скоростей
Компоновочная схема разрабатывается в следующем порядке:
а) определяются расстояния между осями валов и проводятся осе-вые линии.
б) на осях располагаются зубчатые колеса, муфты и другие переда-чи и механизмы в соответствии с кинематической схемой. При этом нужно обеспечить возможность перемещения подвижных зубчатых колес и муфт, размещения механизмов управления, регулирования подшипников, сбор-ки и разборки узла, а также обратить внимание на то, чтобы передвижные блоки зубчатых колес не сцепились одновременно с двумя неподвижными колесами на смежном валу.
в) вдоль оси каждого вала проставляются все соответствующие кон-структивные размеры, что позволяет определить его ориентировочную длину.
2.14.2 Вычерчивание свертки коробки скоростей
1 Выбирается положение оси первого вала.
2 Из центра первого вала проводится окружность радиусом, рав-ным расстоянию между осью первого вала и осью соседнего вала. Любая точка на этой окружности может быть центром этого вала и будет удовле-творять условию зацепляемости колес. Центр выбирается с учетом воз-можности рационального расположения и остальных валов.
3 Таким же путем определяются центры других валов. При распо-ложении валов необходимо обеспечить простую форму корпуса, удобство его обработки, сборки и разборки. Нужно стремиться располагать цен-тры валов на одних и тех же линиях, как по вертикали, так и по горизон-тали, что делает корпус более технологичным.
2.14.3 Определение усилий действующих в зубчатых зацеплениях
На основе построенной свертки выполняется расчетная схема (рису-нок 2.4), представляющая собой условное изображение расчетной цепи зубчатых передач. В полюсе зацепления каждой зубчатой пары, по нор-мали к боковым поверхностям зубьев, действуют силы Fn, Н, величина ко-торых определяется по формуле:
(2.32)
где m и z – модуль и число зубьев зубчатого колеса;
Т – вращающий момент приложенный к валу зубчатого колеса, Нмм.
Рисунок 2.4 – Свертка коробки скоростей
Сила Р1, Н, действующая со стороны шестерни на первом валу на зубчатое колесо второго вала:
Сила Р2, Н, действующая со стороны шестерни на втором валу на зубчатое колесо третьего вала:
Сила Р3, Н, действующая со стороны шестерни на третьем валу на зубчатое колесо четвёртого вала:
2.15 Расчет и подбор подшипников
2.15.1 Определение реакций в опорах валов
Необходимо определить реакции в каждой опоре с помощью урав-нений статики, которые имеют следующий вид:
, , , (2.33)
где Fkx – сумма всех сил, действующих в плоскости Ozx;
Fky – сумма всех сил, действующих в плоскости Ozy;
mO(Fk) – сумма моментов сил относительно выбранной точки плос-кости.
2.15.2 Выбор подшипников по статической грузоподъемности
Критерием для подшипника служит неравенство:
P0 C0 , (2.34)
где Р0 – эквивалентная статическая нагрузка;
С0 – табличное значение статической грузоподъемности выбранного подшипника.
Величины приведенной статической нагрузки для радиальных под-шипников определяются как большие из двух следующих значений:
P0 = X0Fr + Y0Fa ; P0 = Fr, (2.35)
где Х0 – коэффициент радиальной нагрузки;
Y0 – коэффициент осевой нагрузки;
Fr – постоянная по величине и направлению радиальная нагрузка, Н;
Fа – постоянная по величине и направлению осевая нагрузка, Н.
2.15.3 Выбор подшипников по динамической грузоподъемности
Критерием для выбора подшипника служит неравенство:
Стр. С , (2.36)
где Cтр. – требуемая величина динамической грузоподъемности подшип-ника;
С – табличное значение динамической грузоподъемности выбранного подшипника.
Требуемая динамическая грузоподъемность Стр, Н, определяется по формуле:
(2.37)
где Р – эквивалентная динамическая нагрузка, Н;
n – частота вращения вала для которого подбирается подшипник, об/мин;
Lh – долговечность подшипника, выраженная в часах работы;
– коэффициент, зависящий от формы кривой контактной усталости.
Эквивалентная динамическая нагрузка Р, Н, для шариковых ради-ально-упорных подшипников определяется по формуле:
P = (XVFr + YFa)KбKт , (2.38)
где Fr – радиальная нагрузка, приложенная к подшипнику;
Fa – осевая нагрузка, приложенная к подшипнику;
V – коэффициент вращения;
Kб – коэффициент безопасности;
Kт – температурный коэффициент.
Расчет подшипников качения выполнен с использованием програм-мы «SIRIUS 2». Результаты расчета находятся в приложении В.
2.16 Расчет сечения сплошного вала
2.16.1 Определение диаметра средних участков вала
Под средними участками вала следует понимать участки, на кото-рых расположены шестерни и зубчатые колеса. Определение диаметра производится расчетом на изгиб с кручением.
После завершения расчета, разрабатывается конструкция каждого вала, которая должна обеспечивать возможность сборки коробки скоро-стей и свободного продвижения зубчатых колес до места посадки.
2.16.2 Расчет валов на усталостную прочность
Расчет сводится к определению расчетных коэффициентов запаса прочности для предположительно опасных сечений валов.
Условие прочности в данном расчете, имеет вид:
(2.39)
где n – расчетный коэффициент запаса прочности;
[n] = 1,3 1,5 – требуемый коэффициент запаса для обеспечения проч-ности;
[n] = 2,5 4 – требуемый коэффициент запаса для обеспечения жест-кости;
n – коэффициент запаса прочности по нормальным напряжениям;
n – коэффициент запаса прочности по касательным напряжениям.
(2.40)
где -1 и -1 – пределы выносливости для материала вала при симметрич-ных циклах изгиба и кручения, МПа;
а, а и m, m – амплитуды и средние напряжения циклов нормальных и касательных напряжений, МПа;
k и k – эффективные коэффициенты концентрации напряжений при изгибе и при кручении;
и – масштабные факторы для нормальных и касательных напря-жений;
и – коэффициенты, учитывающие влияние постоянной составля-ющей цикла на усталостную прочность.
Можно считать, что нормальные напряжения, возникающие в попе-речном сечении вала от изгиба, изменяются по симметричному циклу, то-гда:
(2.41)
где Мизг. – суммарный изгибающий момент в наиболее нагруженном сече-нии, Нмм;
W – момент сопротивления сечения при изгибе, мм3.
Для круглого сечения вала:
(2.42)
Для круглого сечения со шпоночной канавкой:
(2.43)
где b и t – ширина и высота шпоночной канавки, мм.
Для сечения вала со шлицами:
(2.44)
где = 1,125 ¬– для шлицев легкой серии;
= 1,205 – для шлицев средней серии;
= 1,265 – для шлицев тяжелой серии.
Так как момент, передаваемый валом, изменяется по величине, то при расчете принимают для касательных напряжений наиболее неблаго-приятный знакопостоянный цикл – отнулевой:
(2. 45)
где Wк – момент сопротивления вала при кручении, мм3.
Для круглого сечения вала:
(2.46)
Для сечения вала со шпоночной канавкой:
(2.47)
Для сечения вала со шлицами:
(2.48)
2.16.3 Расчет на прочность шпонок и шлицевых соединений
Условие прочности по смятию для призматической шпонки имеет вид:
(2.49)
где z – число шпонок;
см.– напряжение смятия, МПа;
[]см. – допускаемое напряжение при смятии, МПа;
lp– рабочая длина шпонки, мм;
d – диаметр вала, мм;
h – высота шпонки, мм.
Условие прочности из расчета на срез шпонки:
(2.50)
где []ср. – допускаемое напряжение при срезе, МПа.
Расчет шлицевых соединений условно производят на смятие втулки в месте ее соприкосновения с боковыми поверхностями зубьев.
(2.51)
где = 0,70,8 – коэффициент, учитывающий неравномерность распре-деления нагрузки по зубьям;
z – число зубьев;
l– рабочая длина зуба вдоль оси вала, мм;
h – рабочая высота контактирующих зубьев в радиальном направ-лении, мм;
rср. – средний радиус, мм.
Расчет сечения сплошного вала выполнен с использованием про-граммы «SIRIUS 2». Результаты расчета находятся в приложении Г.
3 Проектирование фрезерной головки
Применение универсальной накладной головки позволяет во многих случаях использовать горизонтально-фрезерный станок для работ, вы-полняемых обычно на широкоуниверсальном фрезерном станке.
Рисунок 3.1 – Фрезерная двухшпиндельная головка
Необходимо рассчитать прямозубую зубчатую коническую пере-дачу фрезерной головки если мощность на валу шестерни N1=11 кВт при частоте вращения 31,5 об/мин и передаточном числе i=3,15. Срок службы передачи Т =5000 ч. Род заготовки для зубчатых колес – поков-ка. Смазка – пластичная.
Рисунок 3.1 – Рассчетная схема конической передачи
Для обеспечения малых габаритов передачи выбираем материалы с повы¬шенными механическими характеристи¬ками :
- для шестерни — сталь 40ХН ( в = 880 Н/мм2; НВ 265; термообработка - улучшение) предварительно для диаметра заготовки 150 мм;
- для колеса — сталь 40Х ( в = 740 Н/мм2; НВ200; термообработка - нормализация) предварительно для диаметра заготовки 200-300 мм.
Допускаемое контактное напряжение для зубьев:
(3.1)
- для зубьев колеса:
Н/мм2
где kpк - коэффициент режима колеса:
(3.2)
где Nцк - число циклов нагружения каждого зуба колеса z2 за весь срок
службы передачи:
(3.3)
где n2 – частота вращения колеса:
об/мин (3.4)
об/мин
- для зубьев шестерни:
Н/мм2
где kpш - коэффициент режима шестерни:
где Nцш - число циклов нагружения каждого зуба шестерни z1 за весь срок службы передачи:
где n1 – частота вращения шестерни:
об/мин
Момент на валу:
- шестерни:
Hм (3.5)
Hм
- колеса:
Hм (3.6)
где 2 - угловая скорость колеса: рад/с
- КПД конической зубчатой передачи
Hм
Принимаем коэффициент нагрузки К=1,5 при консольном располо-же¬нии шестерни и колеса относительно опор .
Задаемся числом зубьев шестерни z1=22 из диапазона z1=1824; то-гда:
z2=z1i=221=22 (3.7)
уточняем:
Диаметр внешней делительной окружности колеса:
(3.8)
Принимаем коэффициент ширины зубчатого венца b=b/Le =0,25 [23, таблица А.10].
После подстановки числовых значений получаем:
мм
По ГОСТ 12289-76 принимаем de2=70 мм.
Модуль внешний окружной для колеса:
мм
Принимаем me=3 .
Точность вычисления модуля – до третьего знака после запятой. Принимать внешний окружной модуль меньшим 1,5 мм нежелательно.
Внешнее конусное расстояние:
мм (3.9)
Ширина зубчатого венца:
мм (3.10)
Углы начальных конусов:
- колеса: 2 =arctg(i)=arctg 3,18=72°32'30"
- шестерни: 1 =90- 2 =90°—72°32'30"=17° 27' 30"
Уточняем диаметры внешней делительной окружности зубчатых колес:
de1=mz1=322=66 мм (3.11)
de2=mz2=322=66 мм (3.12)
Расчетное контактное напряжение:
(3.13)
596,07 Н/мм2< []кк =632,5 Н/мм2
Условие к<[]кк выполнено.
Напряжение изгиба в зубьях:
- напряжение изгиба в зубьях шестерни:
Н/мм2
где mср=m(1 - 0,5b)=5(1 - 0,50,25)=4,375 мм;
y=0,389 для эквивалентного числа зубьев z1Э :
- напряжение изгиба в зубьях колеса:
Н/мм2
где y=0,493 для эквивалентного числа зубьев z2Э :
Допускаемое напряжение изгиба:
где -1 - предел выносливости при изгибе: -1=0,4в, Н/мм2 ;
[n] - допускаемый коэффициент запаса прочности: [n] =1,5 ;
k - коэффициент концентрации напряжений в корне зуба: k=1,5 ;
kри – коэффициент режима при расчете на изгиб:
причем если Nцк>5106, то в формулу подставляют Nцк=5106 .
В нашем случае:
- для колеса Nцк=4,37106<5106 следовательно:
- для шестерни Nцк=13,76106 >5106 следовательно:
Допускаемое напряжение изгиба шестерни:
Н/мм2 > иш=82,94 Н/мм2
Допускаемое напряжение изгиба колеса:
Н/мм2 > ик= 61,46 Н/мм2
Условие и<[]и выполнено.
4 Исследовательская часть
Расчеты несущей системы станка и шпиндельного узла выполнен с использованием комплекса программ «ANSYS 14».
4.1 Статический расчет модели несущей системы на жесткость
В данном расчете формируется так называемый «не идеальный» стык между сопрягаемыми поверхностями, а именно в плоскости контакта между деталями создаются элементы, которые символизируют соединения (болтовые, сварные, резьбовые) со своими физико-механическими свой-ствами. После чего проводится статический расчет.
Рисунок 4.1 – Сеточная модель НСС модернизированного станка
Рисунок 4.2- Контурное представление результатов
статического расчета со стыками и упругими опорами (по оси X)
Рисунок 4.3- Контурное представление результатов
статического расчета со стыками и упругими опорами (по оси Y)
Рисунок 4.4- Контурное представление результатов
статического расчета со стыками и упругими опорами (по оси Z)
Рисунок 4.5- Контурное представление результатов
статического расчета со стыками и упругими опорами (суммарное)
4.2 Модальный анализ НСС
Модальный расчет позволяет определить собственные частоты коле-баний и их формы, на которых наблюдается явление резонанса в несущей системе станка.
Резонансные частоты:
1 21.
2 28.
3 51.290
4 75.574
5 84.992
6 86.809
7 122.84
8 131.36
9 177.97
10 191.09
11 252.96
12 257.91
13 309.59
14 346.29
15 362.21
16 391.89
17 405.52
18 483.42
Рисунок 4.6 – Частота 21.13
Рисунок 4.7 – Частота 51.28
Рисунок 4.8 – Частота 84.99
Рисунок 4.9 – Частота 122,84
Рисунок 4.10 – Частота 177.97
Рисунок 4.11 – Частота 252.96
Рисунок 4.12 – Частота 309.57
4.3 Динамический расчет НСС
Данный расчет проводится с целью уточнения данных модального расчета, кроме того динамический расчет позволяет определить значение податливости несущей системы в резонансных частотах. Эти данные поз-волят оценить несущую систему с точки зрения требуемой шероховатости заданной чертежом детали. Результатами расчета являются амплитудно-частотная и амплитудно-фазовая частотная характеристики.
Рисунок 4.13 – Амплитудно-частотная характеристика для фрезерной головки по оси X
Рисунок 4.14 – Амплитудно-фазовая частотная характеристика для фрезерной головки по оси X
Рисунок 4.15 – Амплитудно-частотная характеристика для фрезерной головки по оси Y
Рисунок 4.16 – Амплитудно-фазовая частотная характеристика для фрезерной головки по оси Y
Рисунок 4.17 – Амплитудно-частотная характеристика для фрезерной головки по оси Z
Рисунок 4.18 – Амплитудно-фазовая частотная характеристика для фрезерной головки по оси Z
Рисунок 4.19 – Амплитудно-частотная характеристика для стола по оси X
Рисунок 4.20 Амплитудно-фазовая частотная характеристика для стола по оси X
Рисунок 4.21 Амплитудно-частотная характеристика для стола по оси Y
Рисунок 4.22 Амплитудно-фазовая частотная характеристика для стола по оси Y
Рисунок 4.23 Амплитудно-частотная характеристика для стола по оси Z
Рисунок 4.24 Амплитудно-фазовая частотная характеристика для стола по оси Z
4.4 Расчет шпинделя на жесткость
Жесткость шпиндельного узла, определяется по упругим перемеще-ниям переднего конца шпинделя, обусловленная податливостью соб-ственно шпинделя и его опор; радиальная и осевая жесткость шпиндель-ного узла существенно влияет на точность обработки. Допустимое ради-альное перемещение переднего конца шпинделя под действием нагрузки не должно превышать 1/3 допуска на размер обработанной на станке де-тали.
Для расчета используется метод конечных элементов. Шпиндельный узел представляется стержневыми конечными элементами, каждый стер-жень описывается тремя параметрами: длиной, внутренним диаметром и наружным диаметром. При разбиении шпиндельного узла на конечные элементы учитывается: количество опор шпинделя; тип опор и схема их установки. Тип опор и схема их установки моделируется в зависимости от ряда условий:
- жесткости подшипников;
- конфигурации внутренних и наружных поверхностей шпинделя;
- расположения зубчатых колес;
- наличия других приводных элементов.
В общем случае разбиение шпинделя на конечные элементы выпол-няется на основе условий однозначности: физических, начальных и гра-ничных.
Рисунок 4.25 – Контурное представление результатов
статического расчета шпинделя
4.5 Модальный анализ шпинделя
Модальный расчет позволяет определить собственные частоты ко-лебаний и их формы, на которых наблюдается явление резонанса в несу-щей системе станка.
1) 1794.
2) 2111.9
3) 2225.0
4) 2339.6
5) 4806.5
6) 5420.4
7) 5588.9
8) 6067.8
9) 6133.0
10) 6630
Рисунок 4.26 – Частота 1794.
Рисунок 4.27 – Частота 2111.9
Рисунок 4.28 – Частота 6630.
4.6 Динамический расчет шпинделя
Данный расчет проводится с целью уточнения данных модального расчета, кроме того динамический расчет позволяет определить значение податливости в резонансных частотах. Результатами расчета являются амплитудно-частотная и амплитудно-фазовая частотная характеристики.
Рисунок 4.29 – Амплитудно-частотная характеристика шпинделя
Рисунок 4.30 – Амплитудно-фазовая частотная характеристика шпинделя
4.7 Стационарный тепловой расчет шпинделя
Данный расчет проводится для получения тепловой картины шпин-деля коробки скоростей станка, позволяющей определить температуру в любой точке. Начальные условия задаются исходя из того что 5 % мощ-ности всех приводов переходит в тепловую энергию, которая является причиной нагрева шпинделя.
Рисунок 4.31 – Температурное поле шпинделя
4.8 Термодеформационный стационарный расчет шпинделя
Термодеформационный расчет позволяет оценить влияние темпера-туры и сил возникающих в процессе резания на относительные перемеще-ния элементов.
Рисунок 4.32 – Деформационное представление шпинделя
4.9 Нестационарный тепловой расчет шпинделя
Данный расчет в отличие от теплового стационарного дает не только значение температуры, но и время моделирования, что позволяет по гра-фикам температурных мод оценить вышел станок в стационарный режим или нет, а различное время моделирования дает эту возможность.
Рисунок 4.33 – Температурное поле шпинделя время моделирования 1 час
Рисунок 4.34 – Температурное моды, время моделирования 1 час
4.10 Термодеформационный нестационарный расчет шпинделя
Рисунок 4.35– Деформационное представление (1 час)
5 Разработка технологического процесса изготовления детали КП–11.009 – «Корпус переключения»
5.1 Анализ конструкции детали и требований к ее изготовлению
Анализ конструкции детали показывает, что она удовлетворяет ос-новным технологическим требованиям: не имеет сложных несимметрич-ных форм, получается механической обработкой при минимальном числе операций. Механические свойства материала соответствуют требованиям прочности и жесткости. Конструкция детали не имеет сложных переходов.
Материал детали серый чугун Сч20.
Плотность 7100 кг/м.куб.
Химический состав: Углерод: 3.3-3.5%; Кремний: 1.4-2.4%, Марга-нец: 0.7-1%, Сера: до 0.15%, , Фосфор: до 0.20%.
Назначение: для изготовления отливок.
Качественное проектирование технологического процесса невоз-можно без учета служебного назначения изделия. При этом должны быть определены функции, которые надлежит выполнить детали в работающем изделии, и даны количественные характеристики, уточняющие требования к выполнению этих функций.
Деталь служит для определения местоположения присоединяемых к ней деталей.
Рисунок 5.1 – Функциональное назначение поверхностей головки
ИП - исполнительная поверхность (поверхность детали, с помощью которой деталь исполняет свое служебное назначение);
ОКБ - основная конструкторская база (поверхность детали, с помо-щью которой определяется положение данной детали в сборочной едини-це);
СП - свободная поверхность (поверхность детали, не контактирую-щие с какими-либо другими деталями).
Изучение чертежа детали - головка - показало, что рабочий чертеж детали содержит все необходимые сведения, дающие полное представ-ление о детали.
Указанна технически обоснованная общая шероховатость Rz 40
Сведения о материале детали, термической обработке, применяе-мых защитных и декоративных покрытиях, массе детали указаны в тех-нических требованиях.
Заданные на чертеже детали допуски на размеры и шерохо-ватость поверхностей соответствуют ее служебному назначению.
5.2 Определение типа производства
Данные для определения типа производства приведены в таблице 5.1
Таблица 5.1 - Данные для определения типа производства
Наименование операции tшт, мин
005 Фрезерная 50
010 Строгальная 14
015 сверлильная 8
020 Координатно-расточная 6
Коэффициент закрепления операций определяет число операций, выполняемых на одном рабочем месте за расчетный период времени. При этом необходимы данные по составу технологических операций и их тру-доемкости. Сначала определяется расчетное число единиц оборудования для каждой из технологических операций.
(5.1)
где N – годовой объем выпуска (указывается в задании), штук/год;
- штучное для i–той операции, мин;
Fд – действительный годовой фонд времени, час;
s – число рабочих смен (указывается в задании);
- нормативный коэффициент загрузки оборудования.
Действительный годовой фонд, Fд, принимает различные значения в зависимости от вида используемого оборудования. В учебном проекти-ровании он может быть принят равным среднему значению – 1980 часов. Средние значения нормативного коэффициента загрузки оборудования – 0,7.
Расчетное число единиц оборудования должно быть округлено в большую сторону до ближайшего целого значения .
Определяется фактический коэффициент загрузки оборудования.
(5.2)
Число операций, выполняемых на i–том рабочем месте, с учетом до-грузки определяется из выражения:
(5.3)
Значения принятого и расчетного числа единиц оборудования, фак-тического коэффициента загрузки, числа операций на каждом рабочем месте определим по формулам 5.1 – 5.3 и сведем в таблицу 5.2.
Таблица 5.2 – Определение типа производства
№ операции
005 0.224 1 0.224 4
010 0.062 1 0.062 12
015 0.035 1 0.035 22
020 0.026 1 0.026 29
Коэффициент закрепления операций:
. (5.4)
Тип производства среднесерийный.
В случае серийного производства следует определить размер пар-тии запуска.
(5.5)
где а – периодичность запуска в днях (рекомендуется принимать равной 3,6, 12, 24 дням);
254 – число рабочих дней в году.
Размер партии запуска, определенный по формуле 5.5, следует уточнить. Уточнение производится для того, чтобы партия деталей обра-батывалась за число смен, кратное 0,5. При этом переналадка оборудова-ния буде производится или между сменами, или в обеденный перерыв. Расчетное число смен определяется в соответствии с зависимостью:
(5.6)
где - среднее штучное время;
- коэффициент загрузки оборудования в серийном производстве принимается равным 0,8;
480 – продолжительность смены, мин.
Определенное число смен округляется в большую сторону с кратно-стью 0,5, и для него определяется размер партии запуска.
(5.7)
Определим размер партии запуска, приняв периодичность запуска а = 12 дней:
шт (5.8)
Среднее штучное время:
мин (5.9)
Число смен, потребное для обработки данной партии запуска:
(5.10)
Принимаем расчетное число смен , тогда уточненная вели-чина партии запуска составит:
шт (5.11)
Окончательно принимаем размер партии запуска равным 6 шт.
5.3 Отработка конструкции детали на технологичность
Конструкцию машины или детали принято называть технологич-ной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее ка-чество при надлежащем количественном выпуске. Являясь одним из свойств конструкции, технологичность дает возможность снизить трудо-емкость изготовления изделия и его себестоимость.
Основной задачей анализа технологичности детали является:
уменьшение трудозатрат на изготовление детали;
уменьшение металлоемкости изделия;
возможность обработки детали высокотехнологичными мето-дами.
При этом конструкция детали должна удовлетворять следующим требованиям:
a) все ее конструктивные элементы должны быть стандартными или хотя бы унифицированными;
б) деталь должна изготовляться из стандартных или унифициро-ванных заготовок;
в) размеры и поверхность детали должны иметь оптимальные с экономической точки зрения точности и шероховатости;
г) рациональность получения заготовок для изготовления вту-лок;
д) методы и средства обработки должны соответствовать особен-ностям конструкции и формам детали;
е) деталь должна быть сконструирована так, чтобы обеспечить возможность применения типовых технологий.
1 Конструкция детали состоит из стандартных и унифицированных конструктивных элементов, поверхности детали имеют оптимальные эко-номически и конструктивно обоснованные;
2 Заготовка получена рациональным способом с учетом заданного объема выпуска и типа производства;
3 Конструкция детали обеспечивает возможность применения типо-вых и стандартных технологических процессов ее изготовления.
5.4 Выбор исходной заготовки
5.4.1 Определение вида исходной заготовки
Учитывая то, что материалом детали является серый чугун вид ис-ходной заготовки – отливка.
Учитывая тип производства, конструктивные формы, размеры и массу детали, требуемую точностью выполнения заготовки и качество ее поверхности для получения заготовки приемлемы два метода:
1) в разовые формы,
2) в постоянные формы
Литье в песчаные формы обладает многими ценными качествами: универсальностью, простотой изготовления, дешевизной, податливостью, газопроницаемостью и др., которые недостижимы при использовании по-стоянных форм. Однако условия труда литейщиков при использовании разовых песчаных форм остаются крайне тяжелыми, а трудоемкость из-готовления отливок в 2—50 раз выше, чем при получении литья в посто-янные формы.
Литье в металлические формы получило широкое применение, так как при этом достигается повышенная точность размеров, снижается ше-роховатость поверхности, улучшается качество отливок, устраняется необходимость приготовления формовочной, а часто и стержневой сме-сей, появляется возможность многоразового применения форм. Однако высокая стоимость металлических форм и возможность образования от-бела в отливках из черных сплавов является недостатком этого способа литья.
Центробежный способ литья, применяемый в основном для получе-ния отливок типа тел вращения, характеризуется большой производи-тельностью и качеством отливок, высоким коэффициентом использования металла, малыми припусками на обработку резанием. При этом способе увеличивается плотность металла отливки, представляется возможным отливать детали из металлов и неметаллических материалов с низкой жидкотекучестью, отпадает необходимость в формовочных и стержневых смесях, резко снижается себестоимость заготовок. Недостатками способа являются невозможность получения отверстий точного размера, возмож-ность образования отбела в чугунных отливках, трудность получения ка-чественных отливок из сплавов, склонных к ликвации.
Литье под давлением, характеризующееся повышенной точностью и качеством поверхности отливок, применяется в массовом и серийном производстве заготовок из цветных сплавов. Толщина стенок заготовки не должна превышать 6 мм, в противном случае возможно увеличение пори-стости материала заготовки.
Литье в оболочковые формы позволяет получать заготовки, имею-щие конфигурацию и размеры, соответствующие готовой детали, поэтому этим методом изготавливают детали из жаростойких и труднообрабаты-ваемых материалов. Способ высокопроизводительный, легко автоматизи-руется, но сравнительно дорог.
Литье по выплавляемым моделям применяется получения заготовок для мелких деталей сложной конфигурации, преимущественно из стали. При этом объем механической обработки резко снижается.
Наилучшим из методов является литье в кокиль, т.к. при таком ме-тоде обеспечивается высокий коэффициент использования материала, бо-лее высокая точность и качество отливки, уменьшаются припуски на об-работку.
5.4.2 Определение конфигурации и допусков исходной заготовки
Допуски отливок в зависимости от класса размерной точности, но-минального размера и материала определяются по ГОСТ 26645-85 (ри-сунок 5.2).
Класс размерной точности для отливки, получаемой литьем в ко-киль для детали из серого чугуна, максимальный габарит которой нахо-дится в интервали от 100 до 250 мм – 5т-8. Принимаем класс размерной точности 7т.
Рисунок 5.2 - Исходная заготовка (отливка)
5.5 Проектирование маршрута обработки детали
5.5.1 Выбор технологических баз
Рисунок 5.3 – Обозначение поверхностей детали
Анализ технологических требований показал, что положение по-верхности 2 должно быть строго перпендикулярно оси поверхности 1, положение оси поверхности 1 должно быть строго параллельно поверх-ности 3.
Для достижения наибольшей точности получения поверхностей оптимальным вариантом обработки будет обработка за 2 установ-ки на фрезерном станке, конструкция детали позволяет принять такой ва-риант обработки.
Для первой операции принимаем схему базирования, изображен-ную на рисунке 5.4.
Рисунок 5.4 – Схема базирования на первой операции
При такой схеме базирования возможна предварительная обработка заготовки.
Для второй и последующих операций принимаем схему базирова-ния, изображенную на рисунке 5.5.
Рисунок 5.5 – схема базирования на второй и последующих операци-ях
При такой схеме базирования возможна обработка всех необрабо-танных поверхностей и достижение требуемой точности.
5.5.2 Выбор методов и количества необходимых переходов обра-ботки
Допуск на отверстие диаметром 20 мм для 7 квалитета составляет 20 мкм, а шероховатость не должна превышать Rа = 1,25 мкм. В качестве за-готовки выбрана отливка. Поверхность на заготовке получается с допус-ком 1600 мкм, что соответствует 16 квалитету, и имеет шероховатость Rа=50 мкм.
Для получения требуемой точности детали можно применить сле-дующие методы:
1) Развертывание точное;
2) Протягивание чистовое;
3) Растачивание тонкое;
4) Шлифование окончательное;
Оптимальным методом получения 7 квалитета является точное раз-вертывание, т.к. является более экономически целесообразным, чем дру-гие методы.
Достижение точности 7 квалитета указанным методом будет целесо-образно только в том случае, если ему будут предшествовать предвари-тельные переходы. Перед чистовым точением точность размера поверх-ности должна быть на 1-2 квалитета грубее. Обработку поверхности по 8-9 квалитету можно произвести следующими методами:
1) Сверление и рассверливание;
2) Зенкерование чистовое;
3) Развертывание точное;
4) Протягивание чистовое;
5) Растачивание чистовое;
6) Шлифование предварительное;
Оптимальным методом получения 8-9 квалитета является сверление, т.к. также является более экономически целесообразным, чем другие ме-тоды.
Обработка отверстия диаметром 20Js7 мм может производиться следующими методами:
1) Сверление (Js9, Ra =12,5);
2) Развертывание точное (Js7, Ra =1,25);
Уточнения по переходам:
Значения уточнений не увеличиваются, что свидетельствует о пра-вильности назначения переходов.
Таким образом, окончательно принимается следующая последова-тельность переходов при обработке поверхностей:
1) Сверление по 9 квалитету;
2) Развертывание точное по 9 квалитету;
5.5.3 Определение последовательности выполнения переходов
На данном этапе, после выбора методов и количества необходимых переходов обработки, необходимо определить их последовательность.
При определении последовательности обработки необходимо при-держиваться следующих рекомендаций:
1) на первой (или первых) операциях обычно производится обра-ботка тех поверхностей, которые затем используются в качестве техноло-гических баз для обработки большинства поверхностей заготовки;
2) сначала произвести черновую обработку всех поверхностей, за-тем перейти к чистовой, а затем к отделочной обработке;
3) наиболее ответственные переходы, связанные с достижением наибольшей точности, а также обработку легко деформируемых поверх-ностей необходимо производить в конце технологического процесса;
4) следует выдерживать определенную технологическую последова-тельность обработки.
Также при определении последовательности выполнения переходов необходимо учесть конфигурацию детали.
В данном технологическом процессе решено использовать принцип концентрации переходов, т. е. механическая обработка детали произво-дится за одну технологическую операцию. Таким образом получаем сле-дующую последовательность выполнения переходов обработки (таблица 5.3).
Таблица 5.3 – Последовательность выполнения переходов обработ-ки
№
опер. №
п-п Технологический переход
005 1 Фрезеровать поверхность
010 2 Фрезеровать поверхность
3 Фрезеровать поверхности
4 Фрезеровать канавки
015 5 Фрезеровать поверхности
6 Сверлить отверстие
7 Рассверливать отверстие
8 Нарезать резьбу
9 Фрезеровать поверхности
10 Сверлить отверстие
11 Развернуть отверстие
12 Сверлить отверстие
13 Сверлить отверстие
14 Нарезать резьбу
5.5.4 Выбор средств технологического оснащения
Выбор средств технологического оснащения операций заключается в определении для каждой из заранее намеченной операции оборудова-ния, режущего инструмента, установочного и вспомогательных приспо-соблений.
5.5.4.1 Выбор оборудования
При выборе оборудования следует использовать следующие исход-ные данные:
- Метод и вид обработки;
- Тип производства;
- Требуемая точность обработки;
- Размеры обрабатываемой заготовки;
Технические характеристики оборудования:
Исходя из типа производства, требований к точности, а так же габа-ритных размеров детали подбираем станки по главному параметру, яв-ляющемся наиболее показательным для выбираемого станка.
Для первой и второй операции выбираем консольно-фрезерный станок 6P81 модернизированный.
Для выполнения третьей операций выбираем сверлильный станок с ЧПУ вертикальной компоновки 2Р132Ф2.
5.5.4.2 Выбор инструмента
Выбор инструмента зависит от вида обработки и типа производства.
Для фрезерной обработки:
Фреза торцевая 2214-0271 ГОСТ 22085-76 ВК8
Фреза концевая HCE D12-A-L120-C12 HCC
Для обработки отверстий:
Сверло CTG-00200-ICO8
Сверло SCD 048-060-020-060 AP3
Метчик 2624-0568 ОСТ2 И52-1-74
Развертка Р6М5 d20
5.5.4.3 Выбор приспособления
Вспомогательный инструмент (оправки, патроны, державки и т.п.) выбирается в зависимости от состава работ производимых в операции, применяемого оборудования и инструмента. В серийном производстве желательно использование переналаживаемой и универсальной оснастки. Исходя из этого выбираем специальное установочное приспособление.
5.5.5 Маршрутный технологический процесс изготовления детали
После определения технологических баз, выбора методов и числа переходов обработки каждой поверхности необходимо наметить общую последовательность обработки детали и сформировать технологические операции.
При определении последовательности обработки необходимо при-держиваться следующих рекомендаций:
1) на первой (или первых) операциях обычно производится обра-ботка тех поверхностей, которые затем используются в качестве техноло-гических баз для обработки большинства поверхностей заготовки;
2) сначала произвести черновую обработку всех поверхностей, за-тем перейти к чистовой, а затем к отделочной обработке;
3) наиболее ответственные переходы, связанные с достижением наибольшей точности, а также обработку легко деформируемых поверх-ностей необходимо производить в конце технологического процесса;
4) следует выдерживать определенную технологическую последова-тельность обработки.
5.6 Проектирование технологических операций
5.6.1 Размерно-точностное проектирование
Цель выполнения этого этапа работы - создание технологического процесса, гарантирующего требуемую точность детали при минимальном числе переходов обработки и минимальном расходе материала. Эти цели достигаются за счет определения оптимальных размеров цепей, обуслав-ливающих размерные связи проектируемом технологическом процессе. Размерная схема представляет собой технологический документ, наглядно отображающий ход протекания технологического процесса (изменение размерных параметров заготовки от перехода к переходу). Размерные схемы позволяют вскрыть размерные связи в проектируемом технологическом процессе. При этом решается проектная задача расчета, производится определение неизвестных операционных разме-ров, исходя и: достаточности припуска на обработку отверстий, обеспе-чения требуемой точности замыкающих звеньев конструкторских разме-ров деталей.
При построении размерных схем учитываются лишь те переходы, которые участвуют в формировании размеров по данной координате. Для технологических процессов изготовления тел вращения строятся две раз-мерных схемы: схема диаметральных размеров и отклонений от соосно-сти и схема продольных размеров.
Рисунок 5.6 –Размерная схема ТП
РЕЗУЛЬТАТЫ РАСЧЕТА ПО 1-Й КООРДИНАТЕ :
Точность размера детали 30 - 3 обеспечивается с запасом
Р А З М Е Р Ы Д Е Т А Л И :
1 - 20 40.000 0.310 -0.310
20 - 2 16.000 0.620 0.000
30 - 3 10.000 0.520 0.000
20 - 30 52.000 0.370 -0.370
О П Е Р А Ц И О Н Н Ы Е Р А З М Е Р Ы :
201 - 21 16.000 0.300 0.000
10 - 201 40.000 0.200 -0.200
301 - 31 9.850 0.130 0.000
201 - 301 52.000 0.200 -0.200
302 - 32 10.000 0.033 0.000
М А К С И М А Л Ь Н Ы Е П Р И П У С К И :
31 - 32 0.181
5.7 Назначение режимов обработки
Исходные данные:
обрабатываемый материал – Серый чугун Сч20;
заготовка - отливка;
оборудование – фрезерный станок ;
режущий инструмент – Торцевая фреза 2214-0271 ГОСТ 22085-76 ВК8;
заготовка установлена в специальное приспособление;
Глубина резания t соответствует припуску z = 2 мм.
Подача S = 0,2 мм/зуб
Период стойкости соответствует нормативному.
Скорость резания V = 100 м/мин
Частота вращения n
(об/мин.).
По паспортным данным станка принимаем nут = 250 об/мин.
Уточненная скорость резания Vут
(м/мин).
Мощность резания N = 1,9 кВт, данная мощность не превышает мощности главного привода станка Nст = 11 кВт.
Для современных станков с ЧПУ ограничением является значение максимального крутящего момента на шпинделе. Крутящий момент от сил резания (Нм)
Нм
Данный крутящий момент не превышает наибольший крутящий мо-мент станка Мкр.ст=76 Нм
Аналогично рассчитываем прочие переходы.
Данные сводятся в таблицу:
№
опер. Технологический пере-ход t, мм S, (мм/мин) V, м/мин, (м/с) n, об/мин N, кВт Мкр, Нм
005 Фрезеровать поверх-ность 2 (53) 94,2 250 1,9 7,26
010 Фрезеровать поверх-ность 2 (53) 94,2 250 1,9 7,26
Фрезеровать поверхно-сти 2 (53) 94,2 250 1,9 7,26
Фрезеровать канавки 1 (66) 97,6 265 1,8 7,1
015 Фрезеровать поверхно-сти 2 (53) 94,2 250 1,9 7,26
Сверлить отверстие 11,8 (195) 35 560 2,5 8,96
Рассверливать отв. 16 (334) 35 560 2,8 10,9
Нарезать резьбу 0,2 1,5 17 271 1,1 5,2
Фрезеровать поверхно-сти 1 (53) 94,2 250 1,9 7,26
Сверлить отверстие 10 (212) 38 600 2,5 8,8
Развернуть отверстие 0,1 (12) 15 240 1,5 5,6
Сверлить отверстие 7,5 (70) 22 350 2,2 7,9
Сверлить отверстие 4,4 (70) 22 350 2,2 7,9
Нарезать резьбу 0,1 0,1 17 271 1,1 5,2
5.8 Нормирование технологической операции
Исходные данные:
а) оборудование – фрезерный станок ;
б) режущий инструмент – фреза 2214-0271 ГОСТ 22085-76 ВК8;
в) заготовка установлена на специальном приспособлении;
г) размер партии запуска N = 6 шт.
Основное технологическое время определяется по формуле:
(мин).
где - длина рабочего хода, мм;
- минутная подача, мм/мин;
i – число рабочих ходов.
Суммарная длина обработки l определяется длиной обрабатываемой поверхности (рисунок 5.7)
Рисунок 5.7 – Определение длины хода инструмента
(мм).
Длина врезания l1 равна 15 мм, длина перебега l2 равна 15 мм.
Суммарная длина рабочего хода L
(мм).
Определяем основное технологическое время:
Вспомогательное время несвязанное с переходом tв1 равно 1,15 мин. Вспомогательное время связанное с переходом (время на холостые уско-ренные перемещения) tв2 равно длине перемещений lуск деленной на ско-рость ускоренного перемещения Vуск. lуск принята равной 100 мм.
(мин).
Прочие операции рассчитываются аналогично.
Данные по операции сведены в таблицу 5.5
Таблица 5.5 - Сводная таблица норм времени, мин
№
опер. Технологический переход tо tв tоп tобс tдоп tшт tпз tшт.к
tв1 tв2
005 Фрезеровать по-верхность 3,4 1,15 2,1 6,65 0,6 7,25 23 11,1
010 Фрезеровать по-верхность 3,4 1,15 2,1 18,75 1,7 20,45 23 24,3
Фрезеровать по-верхности 5,3 2,1
Фрезеровать ка-навки 2,6 2,1
015 Фрезеровать по-верхности 4,9 1,15 2,1 59,15 5,3 64,45 23 68,3
Сверлить отвер-стие 2,6 2,1
Рассверливать отверстие 5,3 2,1
Нарезать резьбу 1,9 2,1
Фрезеровать по-верхности 5,9 2,1
Сверлить отвер-стие 2,6 2,1
Развернуть от-верстие 5,9 2,1
Сверлить отвер-стие 3,1 2,1
Сверлить отвер-стие 2,9 2,1
Нарезать резьбу 1,9 2,1
6 Расчет экономического эффекта от модернизации консольно-фрезерного станка модели 6Р81
6.1 Исходные данные для расчета экономического эффекта от модернизации
Модернизация вертикально-фрезерного станка 6Р81 позволила расширить его технологические возможности, повысить производитель-ность и точность. Рассчитаем годовой экономический эффект от модерни-зации.
В качестве детали – представителя для проведения расчетов вы-брана деталь «Корпус переключателя».
Исходные данные представлены в таблицах 6.1, 6.2, 6.3.
Таблица 6.1 – Исходные данные для расчета затрат на модерниза-цию
Показатели Усл. обозн. Ед.изм. Значение
1 Часовая тарифная ставка рабочих, участвующих в проведении модерниза-ции ЧТСм руб/час 60
2 Суммарная трудоемкость работ по модернизации Трм час 200
3 Коэффициент, учитывающий дополни-тельную заработную плату Кдз – 1,2
4 Районный коэффициент Курал – 1,15
5 Коэффициент отчислений на социаль-ные нужды Ксн – 1,3
6 Коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования Кпрм –
2,5
7 Стоимость базового оборудования (6Р81) Цоб-немод руб 100000
8 Общая стоимость комплектующих из-делий, заменяемых в ходе проведения модернизации Сзам-комп руб 80000
Таблица 6.2 – Исходные данные для расчета затрат на комплекту-ющие изделия для модернизации станка
Наименование комплек-тующих изделий Количество (Qкомпл), шт Цена (Цкомпл), руб/шт
Фрезерная головка 1 310000
Электродвигатель ПГД 1 80000
Коробка скоростей 1 230000
Направляющие 2 60000
Таблица 6.3 – Исходные данные для расчета экономического эф-фекта от применения модернизированного оборудования
Показатели Усл. обозн. Ед. изм. Базовый вариант Модерн. вариант
1 2 3 4 5
1 Штучное время в том чис-ле:
-фрезерная операция
tшт мин/шт 18,5
13,1
2 Годовая программа вы-пуска деталей Nвып шт/год 1000 1000
3 Количество смен в день hсмен смен/день 2 2
4 Количество часов работы в смену Fсмен час/смен 8 8
5 Коэффициент потерь вре-мени на ремонт и наладку оборудования Крн – 0,97 0,97
6 Стоимость оборудования :
Цоб
руб
1250000
–
7 Стоимость 1 м2 здания Цзд руб/м2 4000 4000
8 Площадь здания, занима-емая ед/ оборудования :
Sоб
м2
11,8
6
9 Коэффициент, учитываю-щий дополнительную производ-ственную площадь
Кдоп
–
1,2
1,2
10 Часовая тарифная ставка ЧТС руб/час 80 80
11 Стоимость 1кВт-ч элек-троэнергии Цэл руб/кВт-ч 3,2 3,2
12 Мощность оборуд.:
- 6Р81
- 6Р12
- Модерн. станок Моб кВт
6,5
7,5
11
Продолжение таблицы 6.3
1 2 3 4 5
13 Норма годовых аморти-зационных отчислений для оборудования Наоб % 12 12
14 Норма годовых аморти-зационных отчислений для здания Назд % 2,5 2,5
15 Норма годовых затрат на текущий ремонт оборуд. Нре-моб % 3 3
16 Норма годовых затрат на текущий ремонт здания Нремзд % 1 1
17 Норма годовых затрат на содержание здания Нсодзд % 3 3
18 Цена инструмента
-фреза
Цинстр руб/шт
500
500
19 Срок службы инстр.
-фреза
Тслинстр мин
240
240
20 Нормативный коэффици-ент эффективности капиталь-ных вложений Ен руб/год/руб 0,15 0,15
6.2 Расчет затрат на проведение модернизации
6.2.1 Расчет заработной платы рабочих, участвующих в проведе-нии модернизации, с отчислениями
Расчет заработной платы рабочих, участвующих в проведении мо-дернизации, с отчислениями, (Сзпм, руб) ведется по формуле:
Сзпм=ЧТСм · Трм · Кдз · Курал · Ксн, (6.1)
где ЧТСм – часовая тарифная ставка, участвующих в модернизации руб/час;
Трм – суммарная трудоемкость работ по модернизации оборудова-ния, час;
Кдз – коэффициент, учитывающий дополнительную заработную пла-ту;
Курал – районный коэффициент;
Ксн – коэффициент отчислений на социальные нужды.
Сзпм=60·200·1,2·1,15·1,3=21528 руб.
6.2.2 Расчет затрат на комплектующие изделия для модернизации оборудования
Расчет затрат на комплектующие изделия для модернизации обо-рудования (Сзамкомпл , руб) осуществляется по формуле:
, (6.2)
где n - число наименований комплектующих изделий, используемых для модернизации оборудования;
Qкомпл - количество i-х комплектующих изделий, используемых для модернизации оборудования, шт;
Цкомпл - цена i-х комплектующих изделий, руб/шт.
Скомпл=1·310000+1·80000+1·230000+2·60000=740000 руб.
6.2.3 Расчет прочих расходов на модернизацию оборудования
Величина прочих расходов (Спрм, руб) определяется пропорцио-нально расходам на оплату труда:
Спрм=Сзпм · Кпрм, (6.3)
где Кпрм – коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования.
Спрм=21528·2,5=53820 руб.
6.2.4 Расчет суммарных затрат на модернизацию оборудования
Расчет суммарных затрат на модернизацию оборудования (Смод, руб)
производится по формуле:
Смод=Сзпм + Скомпл + Спрм, (6.4)
Смод=21528+740000+53820=815348 руб.
Результаты расчета затрат сведены в таблицу 6.4.
Таблица 6.4 – Затраты на модернизацию оборудования
Статьи затрат Затраты, руб
1 Заработная плата рабочих с отчислениями 21528
2 Затраты на комплектующие изделия 740000
3 Прочие расходы 53820
Итого 815348
6.2.5 Расчет стоимости модернизированного оборудования (Цоб-мод, руб) осуществляется по формуле:
Цобмод=Цобнемод + Смод – Сзамкомпл, (6.5)
где Цобнемод - стоимость оборудования до проведения модернизации, руб;
Сзамкомпл - общая стоимость комплектующих изделий, заменяемых в ходе проведения модернизации оборудования, руб.
Цобмод =1250000+815348–80000=1985348 руб.
6.3 Расчет экономического эффекта от проведения модернизации
6.3.1 Расчет изменения трудоемкости
Снижение трудоемкости, ∆Т ,% рассчитывается по формуле:
, (6.6)
где tштмод – штучное время на обработку детали с использованием модер-низированого оборудования, мин/шт;
tштбаз – штучное время при использовании базовой модели оборудо-вания, мин/шт.
%
6.3.2 Расчет необходимого количества оборудования и его загруз-ки
6.3.2.1 Расчетное количество оборудования
Расчетное количество базового и модернизированного оборудова-ния
(С расч) рассчитывается по формуле:
, (6.7)
где Nвып – годовая программа выпуска деталей, шт/год;
Fдейст–действительный годовой фонд времени работы оборудования, час/год.
, (6.8)
где Kрн – коэффициент потерь времени на ремонт и наладку (принимаем
Крн = 0,97);
Fном – номинальный фонд годового времени работы оборудования, час/год.
, (6.9)
где hсмен – количество смен в день, смен;
Fсмен – количество часов работы в смену, час/смен;
1 – сокращенная продолжительность смен в предпраздничные дни, час;
Fном дн – номинальный фонд годового времени работы оборудования, в днях, дн/год.
, (6.10)
где Dкален – количество календарных дней в году, дней;
Dвых – количество выходных дней в году, дней;
Dпразд – количество праздничных дней в году, дней.
дней/год
час/год
час/год
6.3.2.2 Принятое количество оборудования
Сприн баз фрез = 1
Сприн баз раст = 1
Сприн баз щлиф = 1
Сприн мод = 1
6.3.2.3 Загрузка оборудования
Загрузка оборудования (Кзагр, %) рассчитывается по формуле:
, (6.11)
6.3.3 Расчет годовой производительности единицы оборудования и ее изменения
6.3.3.1 Годовая производительность единицы оборудования
Годовая производительность единицы оборудования (Пр, шт/год) рассчи- тывается по формуле:
, (6.12)
шт/год
шт/год
6.3.3.2 Коэффициент роста производительности оборудования
Коэффициент роста производительности оборудования (Кпр) рас-считывается по формуле:
, (6.13)
6.3.4 Расчет капитальных вложений
6.3.4.1 Расчет капитальных вложений в оборудование
Капитальные вложения в оборудование (Коб, руб) рассчитываются по формуле:
, (6.14)
где Цоб – стоимость оборудования, руб.
руб.
руб.
руб.
руб.
руб.
6.3.4.2 Капитальные вложения в здание
Капитальные вложения в здание (К зд, руб) определяются по фор-муле :
Кзд =Цзд · Sоб ∙ K доп ∙ C пр (6.15)
где Ц зд – стоимость 1м² здания, руб/м²;
Sоб – площадь здания, занимаемая единицей оборудования, м²;
Kдоп – коэффициент, учитывающий дополнительную производственную площадь.
Кздбаз фрез= 4000·6·1,2·1=28800 руб.
Кздбаз фрез= 4000·6·1,2·1=28800 руб.
Кздбаз шлиф= 4000·5·1,2·1=24000 руб.
Кздбаз= 28800+28800+24000=81600 руб.
Кздмод = 4000∙8∙1,2∙1=38400 руб.
6.3.4.3 Капитальные вложения суммарные
Суммарные капитальные вложения ( Кm, руб) определяются по формуле:
Кm = Коб+ К зд, (6.16)
Кmбаз = 3815000+81600 = 3896600 руб.
Кm мод = 1985348+38400 = 2023748 руб.
6.3.5 Расчет технологической себестоимости годового выпуска из-делий
6.3.5.1 Расчет годовой заработной платы с отчислениями
Годовая заработная плата с отчислениями (Сзп, руб/год) рассчиты-вается по формуле:
, (6.17)
где ЧТС – часовая тарифная ставка, руб/час;
Кдз – коэффициент, учитывающий дополнительную заработную пла-ту;
Курал – районный коэффициент;
Ксн – коэффициент отчислений на социальные нужды;
Кн – коэффициент отчислений за ночные смены.
руб/год
руб/год
6.3.5.2 Расчет годовых затрат на электроэнергию
Годовые затраты на электроэнергию (Сэл, руб/год) рассчитываются по формуле:
(6.18)
где Цэ – стоимость 1 кВт час электроэнергии, руб/кВт-час;
Моб – мощность электродвигателей, потребляемая единицей оборудо-вания, кВт.
руб/год
руб/год
руб/год
руб/год
руб/год
6.3.5.3 Расчет годовых амортизационных отчислений для обору-дования
а) Годовые амортизационные отчисления для оборудования (Самоб, руб/год) рассчитываются по формуле:
(6.19)
где На – норма годовых амортизационных отчислений для данного вида оборудования, %.
руб/год
руб/год
б) Амортизационные отчисления для здания
Годовые амортизационные отчисления для здания (Самзд, руб/год) определяются по формуле:
Самзд = Кзд∙Назд/100, (6.20)
где Назд – норма годовых амортизационных отчислений для здания, %.
Самзд баз = 81600∙2,5/100=2040 руб/год
Самзд мод = 38400∙2,5/100=960 руб/год
в) Амортизационные отчисления суммарные (Сам, руб/год) рассчи-тываются по формуле:
Сам = Самоб+Самзд , (6.21)
Сам баз = 457800+2040= 459840руб/год
Сам мод = 238241,76+960= 239201,76руб/год
6.3.5.4 Расчет годовых затрат на текущий ремонт оборудования
а) Затраты на текущий ремонт оборудования
Годовые затраты на текущий ремонт оборудования (Сремоб, руб/год) рассчитываются по формуле:
(6.22)
где Нремоб – норма годовых затрат на текущий ремонт оборудования, %.
руб/год
руб/год
б) Затраты на текущий ремонт здания
Годовые затраты на текущий ремонт здания (Сремзд, руб/год) рас-считываются по формуле:
Срем зд = Кзд ∙Нремоб/100, (6.23)
где Нремоб - норма годовых затрат на текущий ремонт здания, %.
Срем зд баз=81600∙1/100=816 руб/год
Срем зд мод=38400∙1/100=384 руб/год
в) Затраты на текущий ремонт суммарные
Годовые суммарные затраты на текущий ремонт (Срем, руб/год) определяются по формуле:
Срем= Сремоб + Сремзд, (6.24)
Срембаз=114450+816=115266 руб/год
Среммод=59560,44+384=59944,44 руб/год
6.3.5.5 Затраты на содержание здания
Расчет годовых затрат на содержание здания (Ссодзд, руб/год) ве-дется по формуле:
Ссодзд = Кзд∙Нсодзд /100, (6.25)
где Нсодзд –норма годовых затрат на содержание здания, %.
Ссодздбаз = 81600∙3/100=2448 руб/год
Ссодздмод = 38400∙3/100= 1152 руб/год
6.3.5.6 Расчет годовых затрат на инструмент
Годовые затраты на инструмент, (Синстр, руб/год) рассчитываются по формуле:
, (6.26)
где Цинстр – цена инструмента, руб/шт;
Ринстр – годовой расход инструмента, шт/год.
Годовой расход инструмента (Ринстр, шт/год) определяется по фор-муле:
, (6.27)
где Т сл инстр – срок службы инструмента, мин.
шт/год
шт/год
шт/год
шт/год
шт/год
руб/год
руб/год
руб/год
руб/год
руб/год
руб/год
руб/год
6.3.5.7 Расчет технологической себестоимости годового выпуска изделий
Технологическая себестоимость годового выпуска изделий (Стехн, руб/год) рассчитывается по формуле:
, (6.28)
руб/год
руб/год
Результаты расчета затрат сведены в таблицу 6.5.
Таблица 6.5 – Затраты на годовой выпуск деталей с использовани-ем базового и модернизированного оборудования
Статьи затрат
Затраты, руб/год
Базовый
вариант Модерн.
вариант
1. Заработная плата с отчислениями 39826,8 28201,68
2. Затраты на электроэнергию 6666,36 6991,39
3. Амортизационные отчисления 459840 239201,76
4. Затраты на текущий ремонт 115266 59944,44
5. Затраты на содержание здания 2448 1152
6. Затраты на инструмент 23850 21500
Итого 647897,16 356991,27
6.3.6 Расчет штучной технологической себестоимости
Штучная технологическая себестоимость (Сшт техн, руб/шт) рассчи-тывается по формуле:
(6.29)
руб/шт
руб/шт
6.3.7 Расчет годовой экономии от снижения себестоимости
Экономия от снижения себестоимости, (Сизм, руб/год) рассчитыва-ется по формуле:
(6.30)
руб/год
6.3.8 Расчет приведенных затрат
6.3.8.1 Годовые приведенные затраты
Годовые приведенные затраты (Зприв год, руб/год) рассчитываются по формуле:
(6.31)
где Ен – нормативный коэффициент эффективности капитальных вложе-ний, руб/год/руб.
руб/год
руб/год
6.3.8.2 Удельные приведенные затраты
Удельные приведенные затраты (Зприв уд, руб/шт) рассчитываются по формуле:
(6.32)
руб/шт
руб/шт
6.3.9 Расчет годового экономического эффекта
Годовой экономический эффект (Эгод, руб/год) рассчитывается по формуле:
(6.33)
руб/год
Результаты расчетов проекта сведены в таблицу 6.6.
6.3.10 Срок окупаемости затрат на модернизацию
(6.34)
.
Таблица 6.6 - Технико-экономические показатели проекта
Показатели Единица
измерения Базовый
вариант Модерн.
вариант
1 Годовая программа шт/год 1000 1000
2 Штучное время мин/шт 18,5 13,1
3 Снижение трудоем-кости % 29
4 Количество обору-дования ед 3 1
5 Годовая производи-тельность оборудова-ния шт/год 12431 17556
6 Коэффициент роста производительности оборудования – 1,4
7 Капитальные вложе-ния в т.ч.:
- в оборудование;
- в здание руб
3896600
3815000
81600
2023748
1985348
38400
8 Технологическая се-бестоимость годового выпуска руб/год 647897,16 356991,27
9 Экономия от сниже-ния себестоимости руб/год 290905,89
10 Годовые приведен-ные затраты руб/год 1232387 660553,47
11 Годовой экономи-ческий эффект руб/год 571833,53
7 Безопасность труда
7.1 Анализ и обеспечение безопасных условий труда
На рассматриваемом участке изготавливается деталь - Втулка. Ста-нок находится в лаборатории Оренбургского Государственного Универ-ситета во 2-ом корпусе в подвале. Площадь составляет S=100м2 (ширина 5 м, длина 20 м), высота 3,2 м. Эти данные соответствуют нормам: высота производственных помещений от пола до потолка должна быть не менее 3,2 м, а объём производственного помещения должен быть таким, чтобы на каждого работающего приходилось не менее 15м свободного про-странства и не менее 4,5 м площади.
Опасная зона на станках - это режущий инструмент (различные фрезы, сверла, зенкеры и другой режущий инструмент) и зона обработки детали. Опасную зону могут создать открытые вращающиеся и переме-щающиеся детали машин или обрабатываемые изделия, она может быть на расстоянии от источника опасности - от отлетающей стружки. Особая опасность создается в случаях, когда возможен захват одежды работаю-щего движущимися частями оборудования. Так как участок оснащен мно-гоцелевым станком, который оснащен защитным экраном, который пол-ностью закрывает рабочую зону, что предотвращает травматизм.
Технологический процесс сопровождается выбросом в окружаю-щую среду такого вредного фактора как пыль, которая может быть при-чиной различных заболеваний. Её действие на организм в основном зави-сит от её химического состава, степени запылённости воздуха, размеров и форм частиц. В состав входят следующие компоненты: сажа, угарный газ. Механический участок оборудован общеобменной приточно-вытяжной вентиляцией. С помощью такой вентиляции обеспечивается поддержание необходимых пара¬метров воздушной среды во всём его объёме. Содер-жание вредных веществ в воздухе рабочей зоны не должно превышать ПДК.
Таблица 7.1 - Концентрация вредных веществ на участке
Вещество Концентрация вредного вещества мг/м3
Фактическая Предельно допустимая
Азот окислы 0,4 5
Вольфрамовый ангидрид 0,3 6
Полипропилен 1,0 10
Ацетон 0,4 200
Пыль 0,7 2
В механическом цехе производятся следующие мероприятия по борьбе с пылью и ее вредным влиянием на организм человека: макси-мальная герметизация аппаратуры, оборудования и т.п.; коренная рацио-нализация технологического процесса, полностью устраняющая образо-вание пыли (применяются защитные кожухи); устройство специальной пылеудаляющей вентиляции от мест образования пыли; изоляция особо пылящей аппаратуры от участков других работ; тщательная систематиче-ская уборка помещений.
При обслуживании электроустановок и работе на оборудовании с электроприводом возникает опасность поражения электрическим током. Все многообразие действия электрического тока приводит к двум видам поражения: электротравмы, электрические удары.
Участок оснащён следующим оборудованием: сверлильно-фрезерно-расточной станок, оснащённый электродвигателями, системами ЧПУ и ЭВМ, питающихся промышленной энергией напряжением до 380 В, поэтому в проектируемом участке не исключены случаи поражения электрическим током.
На данном участке применяют следующие защитные меры, преду-пре¬ждающие несчастные случаи, связанные с поражением электрическим то¬ком:
а) защитное отключение при замыкании на землю на стороне 0,4 кВ;
б) контроль изоляции электроустановок и сетей;
г) применение контурного заземления: стержень диаметром 0,035 м и длиной 2,5 м. Сопротивление заземляющего устройства 3,4 Ом;
д) всё электрооборудование располагается в специальных шка-фах, двери которых заблокированы;
е) индивидуальная электрозащита на рабочих местах.
В трансформаторных подстанциях и распределительных пунктах постоянно находятся изолирующая штанга и изолирующая подставка или боты.
Рабочие обучаются безопасности труда на инструктажах: вводный инструктаж (проводит инженер по охране труда); первичный инструктаж (на рабочем месте); текущий; повторный; курсовое обучение.
Рабочие обеспечиваются спецодеждой, состоящей из комбинезона плотной ткани, специальной обувью, защищающей ноги от масел и меха-нических повреждений.
Микроклимат в производственном помещении определяется следу-ющими параметрами: температурой воздуха t, °C; относительной влаж-ностью ф, %; скоростью движения воздуха на рабочем месте v, м/с.
При несоблюдении гигиенических норм микроклимата снижается работоспособность человека, возрастает опасность возникновения травм и ряда заболеваний, в том числе и профессиональных.
Температура воздуха оказывает большое влияние на самочувствие человека и производительность труда. Высокая температура, в производ-ственных помещениях, вызывает быструю утомляемость работающего, перегрев организма и большое потоотделение, что ведет к снижению вни-мания, вялости и может оказаться причиной несчастного случая. Низкая температура может вызвать местное и общее охлаждение.
Влажность воздуха оказывает значительное влияние на терморегу-ляцию организма. Повышенная влажность (более 85%) затрудняет тер-морегуляцию из-за снижения испарения пота, а слишком низкая влаж-ность (менее 20%) вызывает пересыхание слизистых оболочек дыхатель-ных путей.
Скорость движения воздуха на рабочих местах производственных помещений имеет важное значение для создания благоприятных условий труда. Организм человека начинает ощущать воздушные потоки при ско-рости около 0,15 м/с. Если эти потоки имеют температуру менее 36 °С, организм человека ощущает освещающее действие, а при температуре свыше 40°С они действуют угнетающе.
Скорость движения воздуха оказывает также влияние на распро-странение вредных веществ в помещении.
Для поддержания в помещениях в холодное время года заданной температуры воздуха используется отопление (водяное и воздушное). Его назначение - восполнение потерь тепла, уносимого из помещения в хо-лодное время года через строительные ограждения здания, на нагрев воз-духа, проникающего при въезде и выезде транспорта, а также поступаю-щего сырья и заготовок.
Таблица 7.2 - Оптимальные параметры микроклимата для катего-рии работ средней тяжести (II б):
Период года Температуа воздуха, °С Относительная влаж-ность воздуха, % Скорость
движения
воздуха,м/с
Холодный 17-19 40-60 0,2
Теплый 19-21 40-60 0,2
Для поддержания в помещениях в холодное время года заданной температуры воздуха используется отопление (водяное и воздушное). Его назначение - восполнение потерь тепла, уносимого из помещения в хо-лодное время года через строительные ограждения здания, на нагрев воз-духа, проникающего при въезде и выезде транспорта, а также поступаю-щего сырья и заготовок.
Фактические значения параметров микроклимата на механическом участке следующие:
в холодный период года: температура воздуха 17-18°С; относи-тельная влажность воздуха 43%; скорость движения воздуха не более 0,2 м/с;
- в теплый период года: температура воздуха 20°С; относительная влажность воздуха 66%; скорость движения воздуха 0,2 м/с.
При обеспечении допустимых величин микроклимата на рабочих местах:
перепад температуры воздуха по высоте должен быть не более 3°С;
перепад температуры воздуха по горизонтали, а также в течение смены 5°С.
Повышение температуры окружающей среды не происходит, следо-вательно, не требуется дополнительных средств вентиляции.
Рост мощностей современного оборудования и машин, развитие всех видов транспорта привели к тому, что человек на производстве и в быту постоянно подвергается воздействию шума высокой интенсивности.
Применение на участке современного высокопроизводительного оборудования с системами экранирования рабочей зоны станка позволяет снижать шум в источнике его образования.
Нормируемые параметры шума на рабочих местах составляют 80дБ в октавной полосе со среднегеометрической частотой 1000 Гц. Фактиче-ский же уровень шума на рассматриваемом участке составляет 80 дБ, что не превышает нормированный параметр - 80 дБ.
Между ответными реакциями организма и уровнем воздействующей вибрации нет линейной зависимости. Причина этого явления в резонанс-ном эффекте. Область резонанса для головы 6 Гц. Расстройство зритель-ных восприятий проявляется в частотном диапазоне между 60 и 90 Гц. Для органов, расположенных в грудной клетке и брюшной полости, ре-зонансной является частота 8 Гц.
Установленное на участке технологическое оборудование, является современным и точным оборудованием, что позволяет исключить появле-ние вибраций.
Освещение рабочего места - важнейший фактор создания нормаль-ных условий труда. Неудовлетворительная освещенность вызывает напряжение в органах зрения, головные боли, может привести к быстрой утомляемости рабочего и снижению работоспособности.
Нормы естественного освещения для различных зданий и помеще-ний разрабатываются с учетом их назначения. Согласно установленным нормативам коэффициент естественной освещенности колеблется в преде-лах 1%. На данном участке имеется искусственное и естественное освеще-ние. Естественное освещение осуществляется через световые боковые проёмы. Фактический коэффициент естественной освещенности, для по-мещения цеха, равен 2%. Искусственное - общее, с помощью ламп днев-ного света ЛД мощностью 60 Вт в количестве 36 штук, расположенных прямоугольником.
Кроме того, имеют место и психофизические опасности и вредные для здоровья факторы, такие как:
физическая перегрузка;
умственное перенапряжение; перенапряжение слуха и зрения; монотонность труда; эмоциональные перегрузки.
Всем этим факторам необходимо уделять постоянное внимание, ко-торое выражается в предоставление перерыва рабочим.
Расчет шума
Звукоизоляция является одним из распространенных способов борьбы с шумом. Правильный выбор звукоизолирующих материалов обеспечивает необходимое снижение уровня шума в тех случаях, когда источники шума или отдельные помещения выделены ограждающими конструкциями.
Наибольшее распространение в качестве звукоизолирующих кон-струкций находят различные однослойные ограждения (кирпич, бетон, железобетон, металл, стекло и т.п.).
Произведем расчет звукоизоляции участка от источника шума, рас-положенном в среднем помещении.
В данном случае расчет требуемой звукоизоляции выполняется по формуле:
(7.1)
где RTi- требуемая звукоизоляция в данной октавной полосе, дБ;
LP - суммарный уровень звуковой мощности всех источников шума на данной частоте, дБ;
Lg - допустимый октавный уровень звукового давления, дБ;
Вш - постоянная шумного помещения, м , определяется по графику /21, стр.7, рис.1/;
Вu - постоянная изолируемого помещения, м , определяется по гра-фику /21, стр.7, рис.1/;
В0= 1м2;
Si - общая площадь однотипных i-x ограждающих конструкций изо-ли¬руемого помещения, м2;
S0 = 1 м2;
m - число разнотипных ограждающих конструкций, через которые шум проникает в изолируемое помещение.
Расчет звукоизоляции целесообразно вести в виде таблицы.
Таблица 7.3 – Расчетные данные звукоизоляции
Параметр,
символ Единица
измерения Способ
Определения
(формула) Среднегеометрическая частота октавных полос, Гц
1000
Уровень звукового давления в шумном помещении, Lp дБ Справочные
данные 106
Допустимый уровень шума, Lg дБ ГОСТ
12.1.003-83 80
Постоянная шумного помещения, Вш м2 По графику /21, стр.7, рис.1/ 7
Постоянная изолиру-емого помещения,
Вu м2 По графику /21, стр.7, рис.1/ 3
Общая площадь од-нотипных огражде-ний, S м2 Справочные
данные 96
Число разнотипных ограждающих кон-струкций, через кото-рые шум проникает в изолируемое помеще-ние, m шт Справочные
данные 1
Требуемая звукоизо-ляция шумного по-мещения, RTi дБ Формула (1) 38,6
Реальная звукоизоли-рующая способность гипсобетонной плиты мм, Rконстр дБ Приложение 2 /21, стр. 14/ 39
Уровень шума в изо-лируемом помещении, Lиз дБ Lиз= Lp- Rконстр 67
В результате проведения мероприятий по снижению уровня шума на рабочем месте, уровень шума снизился с 106 до 67 дБ.
7.2 Возможные чрезвычайные ситуации
В промышленности используется тысячи различных химических веществ. Значительная часть из них представляет серьезную опасность для человека при воздействии через органы дыхания, слизистые оболоч-ки, кожные покровы, желудочно-кишечный тракт.
По степени токсичности химические вещества можно разделить на 6 групп:
чрезвычайно токсичные;
высоко токсичные;
сильно токсичные;
умеренно токсичные;
мало токсичные;
практически нетоксичные.
К чрезвычайно токсичным относят: некоторые соединения металлов (органические и неорганические производные мышьяка, ртути, кадмия, свинца, таллия, цинка) карбонилы металлов(тетракарбонил никеля, пенто- карбонил железа); вещества, содержащие цианогруппу (синильная кисло-та и ее соли, нитрилы, органические изоцианаты); соединения фосфора (фосфороорганические соединения, хлорид фосфора, оксихлорид фосфо-ра, фосфин, фосфидин); фторорганические соединения (фторуксусная кис-лота и ее эфиры, фторэтанол); хлоргидрины (этиленхлоргидрин, эпихлоргидрин); галогены (хлор, бром:); другие соединения (этиленок-сид, аллил о вый спирт, металл бромид, фосген).
К сильно токсичным относят: минеральные и органические кислоты (серная, азотная, фосфорная, уксусная); щелочи (аммиак, натронная из-весть, едкое кали); соединения серы (диметил сульфат, растворимые суль-фиды, сероуглерод, растворимые тиоцианаты, хлорид и фторид серы); хлор- и бром- замещенные углеводороды (хлористый и бромистый ме-тил); органические и неорганические нитро- и аминосоединения (гидрок-силомин, гидрозин, анилин, толуидин, амилнитрит, нитробензол, нитро-тулуол, динитрофенол).
Особую группу веществ, многие из которых токсичны для человека, составляют пестициды - препараты, предназначенные для борьбы с вре-дителями сельского хозяйства, сорняками. Все остальные химические со-единения относят к умеренно токсичным, малотоксичным или практиче-ски нетоксичным.
Большинство из перечисленных веществ относят к ОПАСНЫМ ХИМИЧЕСКИМ ВЕЩЕСТВАМ (ОХВ), т.к. они могут быть причиной тяжелых отравлений и поражений. Однако привести к массовым пораже-ниям могут не все ОХВ, включая даже чрезвычайно и высоко токсичные вещества.
Лишь часть химических веществ при сочетании определенных ток-сических и физико-химических свойств, таких, как высокая токсичность при действии через органы дыхания и кожные покровы, крупномасштаб-ность производства, потребление, хранение или перевозок, а также спо-собность переходить в аварийных ситуациях в основное поражающее со-стояние (пар или аэрозоль) может стать причиной массовых поражений людей.
Эти опасные химические вещества ранее относили к сильнодейству-ющим ядовитым веществам (СДЯВ), а теперь в соответствии с ГОСТом р22.9.05-95 - к АХОВ.
Под АХОВ следует понимать опасное химическое вещество, приме-няемое в промышленности и сельском хозяйстве, при аварийном выбросе (разливе), который может произвести заражение окружающей среды в поражающих живой организм концентрациях (токсодозах).
По воздействию на организм человека АХОВ можно разделить на 6 групп: первая - вещества с преимущественно удушающим действием:
а) с выраженным прижигающим действием - хлор, треххлори-стый фосфор, оксихлорид фосфора;
б) со слабым прижигающим действием - фосген, хлорпикрин, хлорид серы, гидрозин;
вторая - общеядовитого действия: оксид углерода, синильная кисло-та, водород мышьяковистый, динитрофенол, динитроортокрезол, этилен- хлоргидрин, акролеин; третья - обладающие удушающим общеядовитым действием: сернистый ангидрид, сероводород, оксиды азота, акрилонит-рил; четвертая - нейротропные яды, т.е. вещества, воздействующие на ге-нерацию и передачу нервного импульса: метилмеркаптан, оксид этилена, сероуглерод, фосфорорганические соединения; пятая - обладающие уду-шающим и нейротропным действием: аммиак, ацетонитрил, кислота бро-мистоводородная, метил бромистый, метил хлористый; шестая - наруша-ющие обмен веществ: диметалсульфат, диоксин, формальдегид.
В результате аварии разрушены емкости, содержащие Ют хлора. Авария произошла утром в ясную погоду, местность открытая. Скорость ветра 3 м/с, химическое облако распространяется строго в северном направлении. В момент аварии в помещении находится 100 человек, обеспеченных противогазами на 25%.
Определяем степень вертикальной устойчивости воздуха. При ука-занных метеоусловиях: ясно, утро, скорость ветра 3 м/с; степень верти-кальной устойчивости воздуха - инверсия.
Глубина распространения зараженного воздуха при скорости ветра 1 м/с, инверсии она будет составлять 49 км. Для скорости ветра 3 м/с находим поправочный коэффициент, распространения облака зараженно-го воздуха с поражающей концентрацией.
Г=4900,45=22,05 км.
где Г - глубина распространения облака с поражающей концентрацией, км.
Ширина (Ш) зоны химического заражения зависит от степени верти-кальной устойчивости воздуха и определяется при инверсии:
Ш = 0,03-Г Ш = 0,03 22,05 0,6 = 6,6 км2.
Определяем площадь зоны химического заражения:
(7.2)
L - длина зоны разлива;
В - ширина зоны разлива;
Sp - площадь разлива;
SB - площадь возможный зоны заражения, 6,6 км2;
- угловой размер зоны возможного заражения (зависит от скоро-сти ветра), 45°.
Рисунок 7.1 – Схема зоны химического поражения
Время поражающего действия хлора (время испарения) при скоро-сти ветра 1 м/с равно 1,3 часа. Поправочный коэффициент для скорости 3 м/с равен 0,55. Время поражающего действия хлора составляет:
tnop=l,30,55=0,315 часа = 20мин
Возможные потери людей в очаге химического поражения состав-ляют 40%.
Р=1000,4=40 чел.
Структура потерь среди людей будет:
со смертельным исходом 35% - 40-0,35=14 чел.
средней и тяжелой степени 40% - 40-0,4=16 чел.
легкой степени - 40-14-16=10 чел.
Таблица 7.4 – Результаты оценки химической обстановки
Источник
заражения Тип
АХОВ Кол-во
АХОВ, т Глубина зоны заражения, км Общая пло-щадь зоны
заражения, км2 Потери
от АХОВ,
чел.
разрушение
ёмкости хлор 10 22,05 6,6 40
Таким образом при аварии с разрушением емкости с хлором общая площадь заражения будет составлять 6,6 км2 , а потери среди людей 40 человек.
Заключение
Целью модернизации горизонтально фрезерного станка модели 6Р81 было обеспечить расширение технологических возможностей станка и по-вышение его производительности.
Для достижения поставленной цели были выполнены следующие ме-роприятия:
1. Спроектирована двухшпиндельная фрезерная головка обеспечи-вающая возможность обработки двух деталей одновременно, а также возможно закрепление одной фрезы и выполнение всех видов работ, при-сущих вертикально-фрезерному станку.
3. Спроектирована коробка скоростей;
4. Произведен статический, динамических, а так же модальный ана-лиз для модернизированного станка;
5. Произведено исследование шпиндельного узла коробки скоростей на жесткость, а также тепловой и термодеформационный анализ.
6. В разделе безопасности жизнедеятельности был произведен анализ и обеспечение безопасных условий труда и чрезвычайных ситуаций.
7. Экономия от снижения себестоимости составила 290905,89 тыс. руб/год,а годовой экономический эффект 571833,53 тыс. руб/год.
Список использованных источников
1 Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. – 5-е изд., перераб. и доп. – М.: Машинстроение, Т.1. – 1980. – 728 с., Т.2. – 1979. – 559 с., Т.3. – 1978. – 557 с.
2 Белов, С.В., Безопасность производственных процессов./С.В. Бе-лов, В.Н. Бринза– М.: Машиностроение, 1985 – 448с.
3 Бушуев, В.В., Станочное оборудование автоматизированного производства – М.: изд-во “Станкин”, 1993 – Т.1. – 584 с. – 1994. - Т.2. – 656 с.
4 Великанов К.М., Васильева Э.Г., Власов В.Ф. Экономика и орга-низация производства в дипломных проектах. – Л.: Машиностроение, 1986 – 285с.
5 Гамрат – Курек Л.И. Экономическое обоснование дипломных проектов. – М.: Высшая школа, 1985 – 159с.
6 Геворкян А.М., Карасева А.А., Иванов А.П. Экономика и орга-низация производства в дипломных проектах по технологическим специ-альностям. – М.: Высшая школа, 1982 – 136с.
7 Горбацевич А.Ф., Шкред В.А.. Курсовое проектирование по тех-нологии машиностроения. – Минск: Выш. Школа, 1983 – 256с.
8 Гуревич Я.Л., Горохов М.В., Захаров В.И.. Режимы резания труднообрабатваемых материалов. – М.: Машиностроение, 1986 – 240с.
9 Гусев А.А., Ковальчук Е.Р., Колесов И.М.. Технология машино-строения. – М.: Машиностроение, 1986 – 480с.
10 Дерябин В.И., Шарипов Б.У. Курсовое проектирование по тех-нологии автоматизированного производства. – Уфа: УГАТУ, 1992 – 75с.
11 Копылов И.П. Справочник по электрическим машинам. Т.2. – М.: Энергоатомиздат, 1980 – 288с.
12 Куликов С.И., Евсеев Ю.М., Костюкова Л.П. Методические ука-зания по расчету прямозубых передач и валов приводов металлорежу-щих станков с применением ЭВМ. – Уфа: УАИ, 1984 – 34с.
13 Михайлов О.П. Автоматизированный электропривод станков и промышленных роботов. Учебник для вузов. – М: Машиностроение.
1990-304с.
14 Общемашиностроительные нормативы времени вспомогатель-ного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. Серийное и крупносерийное производство. Справочник. – М., 1984г– 253с.
15 Ординарцев И.А., Филиппов Г.В., Шевченко А.Н. Справочник инструментальщика. – Л.: Машиностроение, 1987 – 846с.
16 Орликов М.Л. Динамика станков. 2-е изд. – К.: Выш. школа, 1989 – 272с.
17 Пуш В.Э. Конструирование металлорежущих станков. – М.: Машиностроение, 1977 – 390с.
18 Расчет и проектирование деталей машин. Под ред. Г.Б. Столби-на и К.П. Жукова. – М.: Высшая школа, 1978 – 247с.
19 Свирщевский Ю.И., Макейчик Н.Н. Расчет и конструирование коробок скоростей и подач. – Минск: Выш. школа, 1976 – 590с.
20 Справочная книга по охране труда в машиностроении. Под ред. О.Н. Русака. – Л.: Машиностроение, 1989 – 541с.
21 Справочник технолога – машиностроителя. В 2-х т. Под ред. А. Г. Косиловой и Р. К. Мещерякова – М.: Машиностроение, 1986.
22 Средства защиты в машиностроении. Расчет и проектирование. Под ред. С.В. Белова. – М.: Машиностроение, 1989 – 365с.
23 Туровец О.Г., Билинкис В.Д.. Вопросы экономики и организа-ции производства в дипломных проектах. – М.: Высшая школа, 1988 – 174с.
24 Худобин Л.В., Гурьянихин В.Ф., Бервузов В.Р. Курсовое про-ектирование по технологии машиностроения. – М.: Машиностроение, 1989 – 288с.
25 Юдин Е.Я., Белов С.В., Баланцев С.К. Охрана труда в машино-строении: Учебник для машиностроительных вузов. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1983 – 432с.
26 Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х т. Т.I: Проектирование станков / А.С. Прони-ков, О.И. Аверьянов, Ю.С. Аполлонов и др.; Под общ. Ред. А.С. Прони-кова. – М.: Изд-во МГТУ им. Н.Э. Баумана: Машиностроение,
1994. – 444 с.
27 Металлорежущие станки: Учебник для машиностроительных втузов. Под ред. В.Э. Пуша. – М.: Машиностроение, 1985. – 256 с.
28 Поляков А.Н., Парфенов И.В. Расчет и конструирование стан-ков. Применение ЭВМ в курсовых и дипломных проектах: Методические указания по курсовому и дипломному проектированию для студентов: - Оренбург: ГОУ ОГУ, 2004. – 26 с.
29 Абрамов К.Н. Курсовое проектирование по технологии маши-ностроения: Методические указания.- Оренбург: ГОУ ОГУ, 2007.-134 с.
30 Гореликова-Китаева О.Г. Технико-экономическое обоснование модернизации технологического оборудования: методические указания по выполнению экономического раздела дипломного проекта: - Орен-бург: ООО «Агентство «ПРЕССА», 2006. – 22 с.
31 Безопасность жизнедеятельности: С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др.; М.: Высшая школа, 2004.- 606 с.
Приложение А
(Кинематический расчет)
Рекомендуемый конструктивный вариант
2 2 2 2
Рекомендуемый кинематический вариант
3 2 6 9
Результаты распределения характеристики
цепи по группам передач
Характеристика всей цепи - 16,67
Характеристика 0 0,67
Характеристика 1 0,67
Характеристика 2 5
Характеристика 3 5
Характеристика 4 6
Матрица передаточных чисел
0 0,857
1 0,846 1,667
2 0,316 0,500
3 0,316 1,273
4 0,250 2,000
Матрица чисел зубьев
0 21 - 18
1 26 - 22 18 - 30
2 57 - 18 50 - 25
3 57 - 18 33 - 42
4 72 - 18 30 - 60
Матрица частот вращения валов
Частота вращения входного вала коробки передач
1251,095
Частота вращения второго вала коробки передач
1058,619 2085,158
Частота вращения третьего вала коробки передач
334,301 658,471
529,31 1042,579
Частота вращения четвертого вала коробки передач
105,569 207,938
167,151 329,235
425,474 838,054
673,667 1326,919
Частота вращения пятого вала коробки передач
26,392 51,985
41,788 82,309
106,368 209,514
168,417 331,73
211,138 415,876
334,302 658,47
850,948 1676,108
1347,334 2653,838
Расчетная кинематическая цепь
1460 1251,095 2085,158 1042,579 329,235 82,309
Расчетные моменты на валах
59,4407 67,285 38,7683 74,4583 226,4244 869,7388
Ориентировочные диаметры валов
18,27434 19,04524 15,84793 19,69933 28,54005 44,69682
Приложение Б
(Расчет прямозубой эвольвентной передачи)
ИСХОДНЫЕ ДАННЫЕ 1
Крутящий момент на шестерне 49,53
Частота вращения шестерни (об/мин) 1460
Допускаемое контактное напряжение (МПа) 600
Допускаемое изгибное напряжение (МПа) 195
Отношение ширины венца к начальному диаметру 0,2
Число зубьев шестерни 18
Число зубьев колеса 20
Степень точности передачи 7
Код расположения передачи 2
РЕЗУЛЬТАТЫ РАСЧЕТА 1
Расчетный модуль по контактным напряжениям.. 2.332 ММ
Расчетный модуль по изгибным напряжениям.... 2.458 ММ
Стандартный модуль по ГОСТ 9563-60.......... 2.500 ММ
Межосевое расстояние .......................47.500 ММ
Ширина шестерни ............................ 13.500 ММ
Окружная скорость зубьев передачи........... 5.4 М/С
ИСХОДНЫЕ ДАННЫЕ 2
Крутящий момент на шестерне 55,18
Частота вращения шестерни (об/мин) 1271
Допускаемое контактное напряжение (МПа) 600
Допускаемое изгибное напряжение (МПа) 195
Отношение ширины венца к начальному диаметру 0,3
Число зубьев шестерни 24
Число зубьев колеса 60
Степень точности передачи 7
Код расположения передачи 1
РЕЗУЛЬТАТЫ РАСЧЕТА 2
Расчетный модуль по контактным напряжениям.. 2.128 ММ
Расчетный модуль по изгибным напряжениям.... 2.498 ММ
Стандартный модуль по ГОСТ 9563-60.......... 2.500 ММ
Межосевое расстояние .......................105.000 ММ
Ширина шестерни ............................ 13.500 ММ
Окружная скорость зубьев передачи........... 4.6 М/С
ИСХОДНЫЕ ДАННЫЕ 3
Крутящий момент на шестерне 132,47
Частота вращения шестерни (об/мин) 509
Допускаемое контактное напряжение (МПа) 600
Допускаемое изгибное напряжение (МПа) 195
Отношение ширины венца к начальному диаметру 0,4
Число зубьев шестерни 29
Число зубьев колеса 46
Степень точности передачи 7
Код расположения передачи 1
РЕЗУЛЬТАТЫ РАСЧЕТА 3
Расчетный модуль по контактным напряжениям.. 2.583 ММ
Расчетный модуль по изгибным напряжениям.... 2.126 ММ
Стандартный модуль по ГОСТ 9563-60.......... 3.000 ММ
Межосевое расстояние .......................112.500 ММ
Ширина шестерни ............................ 26.100 ММ
Окружная скорость зубьев передачи........... 3.1 М/С
ИСХОДНЫЕ ДАННЫЕ 1
Крутящий момент на шестерне 201,79
Частота вращения шестерни (об/мин) 320
Допускаемое контактное напряжение (МПа) 600
Допускаемое изгибное напряжение (МПа) 195
Отношение ширины венца к начальному диаметру 0,4
Число зубьев шестерни 18
Число зубьев колеса 72
Степень точности передачи 7
Код расположения передачи 1
РЕЗУЛЬТАТЫ РАСЧЕТА 4
Расчетный модуль по контактным напряжениям.. 4.684 ММ
Расчетный модуль по изгибным напряжениям.... 4.116 ММ
Стандартный модуль по ГОСТ 9563-60.......... 5.000 ММ
Межосевое расстояние .......................225.000 ММ
Ширина шестерни ............................ 26.100 ММ
Окружная скорость зубьев передачи........... 1.5 М/С
Приложение В
(Расчет реакций, грузоподъемности подшипников и валов)
РАСЧЕТ ПОДШИПНИКОВ ВАЛ 1
РЕЗУЛЬТАТЫ РАСЧЕТА
Реакции в опорах
R = 1039,09 H
S = 975,89 H
Статическая грузоподъемность подшипников
С01 = 1039,09 H
С02 = 975,89 H
Динамическая грузоподъемность подшипников
С1 = 14828,09 H
С2 = 13926,08 H
Изгибающие моменты на валу(X от левого конца)
M1 = 174,57 H*м
M2 = 56,60 H*м
РАСЧЕТ ПОДШИПНИКОВ ВАЛ 2
РЕЗУЛЬТАТЫ РАСЧЕТА
Реакции в опорах
R = 1417,21 H
S = 1035,73 H
Статическая грузоподъемность подшипников
С01 = 1417,21 H
С02 = 1035,73 H
Динамическая грузоподъемность подшипников
С1 = 14806,02 H
С2 = 10820,59 H
Изгибающие моменты на валу(X от левого конца)
M1 = 191,32 H*м
M2 = 172,97 H*м
РАСЧЕТ ПОДШИПНИКОВ ВАЛ 3
РЕЗУЛЬТАТЫ РАСЧЕТА
Реакции в опорах
R = 1656,18 H
S = 1986,45 H
Статическая грузоподъемность подшипников
С01 = 1656,18 H
С02 = 1986,45 H
Динамическая грузоподъемность подшипников
С1 = 16061,69 H
С2 = 19264,72 H
Изгибающие моменты на валу(X от левого конца)
M1 = 223,58 H*м
M2 = 274,13 H*м
РАСЧЕТ ПОДШИПНИКОВ ВАЛ 4
РЕЗУЛЬТАТЫ РАСЧЕТА
Реакции в опорах
R = 1967,78 H
S = 1348,08 H
Статическая грузоподъемность подшипников
С01 = 1967,78 H
С02 = 1348,08 H
Динамическая грузоподъемность подшипников
С1 = 14058,79 H
С2 = 9631,39 H
Изгибающие моменты на валу(X от левого конца)
M1 = 72,81 H*м
M2 = 105,15 H*м
РАСЧЕТ ПОДШИПНИКОВ ВАЛ 5
РЕЗУЛЬТАТЫ РАСЧЕТА
Реакции в опорах
R = 2321,36 H
S = 5471,26 H
Статическая грузоподъемность подшипников
С01 = 2325,78 H
С02 = 1743,16 H
Динамическая грузоподъемность подшипников
С1 = 13025,63 H
С2 = 8352,28 H
Изгибающие моменты на валу(X от левого конца)
M1 = 72,81 H*м
M2 = 87,59 H*м
Приложение Г
(Расчет сечения сплошного вала на статическую прочность и вы-носливость)
РЕЗУЛЬТАТЫ РАСЧЕТА 1
Шпонка(торцевая фреза) X=4, R=1, B= 6.00 MM, T= 67.00 MM, Z= 1
Запас статической прочности при изгибе 8.49
Запас статической прочности при кручении 23.88
Суммарный запас статической прочности 8.00
Запас усталостной прочности при изгибе 1.41
Запас усталостной прочности при кручении 7.07
Суммарный запас усталостной прочности 1.38
РЕЗУЛЬТАТЫ РАСЧЕТА 2
Шлицы прямобочные X=3, B= 6.00 MM, Z= 6
Запас статической прочности при изгибе 3.07
Запас статической прочности при кручении 6.53
Суммарный запас статической прочности 2.94
Запас усталостной прочности при изгибе 1.41
Запас усталостной прочности при кручении 2.73
Суммарный запас усталостной прочности 1.40
РЕЗУЛЬТАТЫ РАСЧЕТА 3
Шлицы прямобочные X=3, B= 6.00 MM, Z= 6
Запас статической прочности при изгибе 2.95
Запас статической прочности при кручении 3.44
Суммарный запас статической прочности 2.00
Запас усталостной прочности при изгибе 2.41
Запас усталостной прочности при кручении 3.07
Суммарный запас усталостной прочности 1.38
РЕЗУЛЬТАТЫ РАСЧЕТА 4
Шлицы прямобочные X=3, B= 8.00 MM, Z= 8
Запас статической прочности при изгибе 8.57
Запас статической прочности при кручении 7.62
Суммарный запас статической прочности 5.23
Запас усталостной прочности при изгибе 5.19
Запас усталостной прочности при кручении 4.36
Суммарный запас усталостной прочности 4.24
РЕЗУЛЬТАТЫ РАСЧЕТА 5
Шпонка(торцевая фреза) X=4, R=1, B= 16.00 MM, T= 10.00 MM, Z= 1
Запас статической прочности при изгибе 25.81
Запас статической прочности при кручении 8.75
Суммарный запас статической прочности 8.29
Запас усталостной прочности при изгибе 4.17
Запас усталостной прочности при кручении 2.53
Суммарный запас усталостной прочности 2.16
Чертежи:
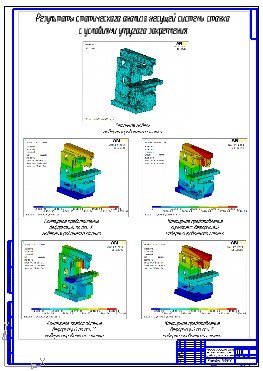
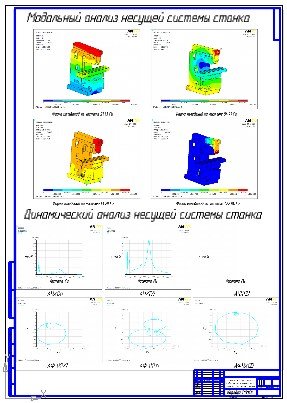
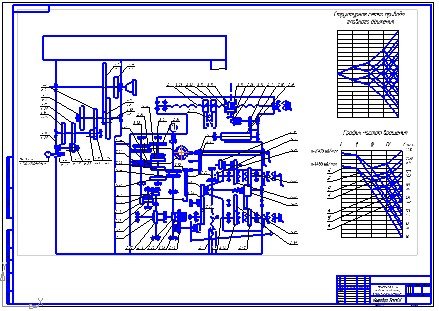
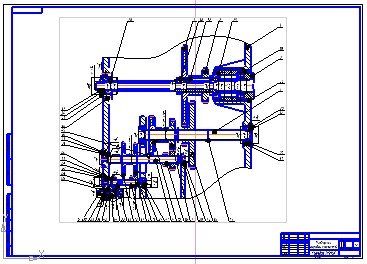
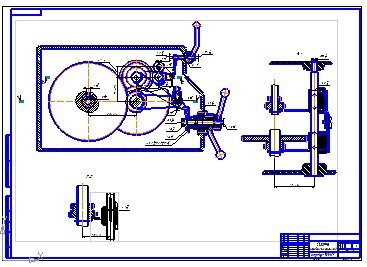
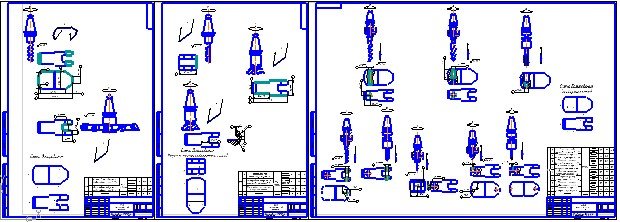
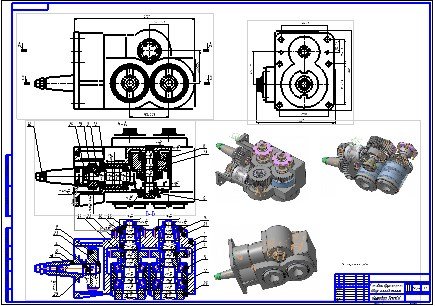
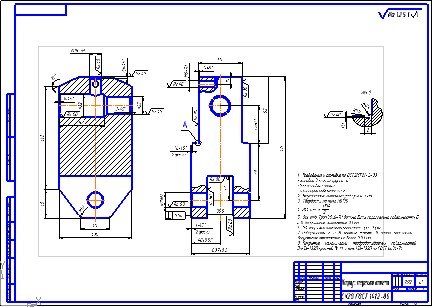
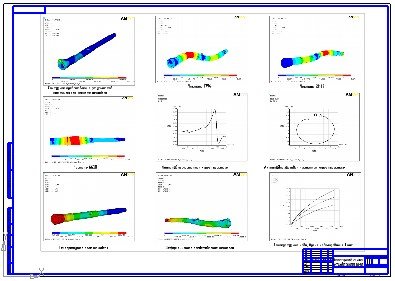
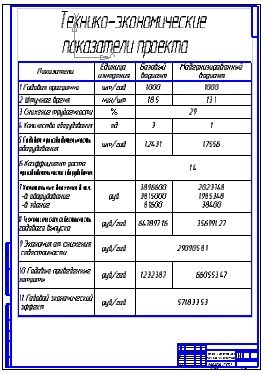
Презентация:























Скачать: